
DOI: 10.11817/j.issn.1672-7207.2019.04.009
Au-Sn�������ʽ������Ϸ�Ӧ�������ѧ���ܵ�Ӱ��
��ѧ��1��ΤС��1��������1��������1����С��2
(1. ����ũ�ֿƼ���ѧ ��е����ӹ���ѧԺ������ ���裬712100��
2. ��������о�Ժ����˾�����죬400707)
ժ Ҫ��
Sn���ʺ�����Ͻ��淴Ӧ�Խ���IMC��������Ϊ��������ѧ���ܵ�Ӱ�죬���û����������Ʊ�Ni/AuSn/Ni��Cu/AuSn/Ni�����νṹ���㣬ͨ��ɨ���������(SEM)��������(EDS)�о�������ǥ�����ϻ��˻��е���֯�ݱ䡣�о������������ǥ����Ni-Ni�����AuSn/Ni�����γ�(Ni,Au)3Sn2�����仯����(IMC)�㣬��Cu-Ni�����AuSn/Ni�����γ�(Ni,Au,Cu)3Sn2��ԪIMC�㣬����ǥ���������Ͻ����Cuԭ�Ӵ���AuSn���ϵ���Ni���������Ϸ�Ӧ�����ϻ��˻��У�����IMC��ĺ��l���˻�ʱ��t�ӳ������������������ɷ�����ɢ���ƻ��ƵĹ�ϵʽ��l=k(t/t0)n����160 ���200 ���˻�ʱ��(Ni,Au)3Sn2��������Ծ�����ɢ�������ɢΪ��������Cuԭ�ӵ�������ã�(Ni,Au,Cu)3Sn2��������Է�Ӧ��ɢΪ����Cu-Ni���ʽ��溸���У�Cu���������������AuSn/Ni����(Ni,Au,Cu)3Sn2IMC��������������˺������ǿ�ȵ��½��ٶȣ���������ߺ���Ŀɿ��ԡ�
�ؼ��ʣ�
AuSn���������ʽ�������Ϸ�Ӧ����������仯����(IMC)��������Ϊ��
��ͼ����ţ�TG156.21 ���ױ�־�룺A ���±�ţ�1672-7207(2019)04-0821-08
Coupling reaction at Au-Sn heterogenous interface joints and its effects on mechanical property
ZHU Xuewei1, WEI Xiaofeng1, HUANG Yuxiang1, WEI Qizhe1, CHENG Xiaoli2
(1. College of Mechanical and Electronic Engineering, Northwest A & F University, Yangling 712100, China;
2. Chongqing Materials research Institute Co. Ltd., Chongqing 400707, China)
Abstract: In order to discuss the coupling effects on the growth behavior of intermetallic compounds (IMC) and mechanical property of joints, the Ni/AuSn/Ni (Ni-Ni) and Cu/AuSn/Ni (Cu-Ni) sandwich solder joints were prepared by reflowing process and isothermal aged at various solid-state temperatures. The interfacial reactions and microstructures of joints were investigated by scanning electron microscope (SEM) with energy dispersive X-ray spectroscopy (EDS). The results show that, at as-reflowed joints, the ternary (Ni,Au)3Sn2 phases are formed at the AuSn/Ni interface in Ni-Ni type joints, and he quaternary (Ni,Au,Cu)3Sn2 phases are formed at the AuSn/Ni interface in Cu-Ni type joints. A coupling effect occurs at AuSn/Ni interfaces in Cu-Ni joints. During the isothermal aging, the thickness l of the IMC layers monotonically increase with increasing aging time t according to the relationship l=k(t/t0)n for both type joints. Aged at 160 �� and 200 ��, the grain boundary diffusion as well as volume diffusion contributes to the rate-controlling process for the (Ni,Au)3Sn2layer. However, due to the coupling interfacial reaction with Cu atoms diffusion through the solder to the Ni side, the (Ni,Au,Cu)3Sn2 layer was growing with reaction diffusion mechanism. The coupling effects in Cu-Ni type joints can inhibit the growth of (Ni,Au,Cu)3Sn2 layer at AuSn/Ni interface, which can slow down the deterioration of mechanical property, and improve the reliability of soldering joints.
Key words: AuSn solder; heterogenous interface; coupling reaction; intermetallic compounds (IMC); growth behavior
Au-Sn�����Ͻ������ھ�������Ŀ���������ƣ�����ܣ����Ʊ��߿ɿ��Ժ��㣬��ˣ���Ŀǰ�۵���280~360 ���ڿ���������۵�Ǧ���Ͻ����Ѻ��ϡ����ܴӼ۸�ĽǶȿ�����Ӧ�÷�Χ�ܵ��ܴ����ƣ������ڸú��Ͼ������õĵ���͵������ܣ�����ǥ���������������ŵ㣬��ˣ����㷺Ӧ�������Ӻ�����������մɷ�Ƿ�װ���������մɷ�Ǽ�ľ�Ե�Ӻ��ӡ�оƬ��װ�Լ����ʼ������뵼��оƬ�ĺ���[1-2]����ǥ�������У�Au-Sn���������(Ԫ������������Ʋ㡢��·�����Ϳ���)������ѧ��Ӧ���ں���/����������洦�γɽ����仯����(IMC)�㡣���������֮��ͨ���γ�IMC����ʵ�ֽ����ұ�����ӣ�һ�㱡���������ȵ�IMC�������ڽ�������ý�ϡ���������IMC��ϴ࣬�Һ�����������ṹȱ�ݣ���ˣ�̫���IMC��ʹ����Ŀɿ��Խ���[3-4]��Au-Sn���ϵĵ������ͬ�ʽ���Ľ��淴Ӧ�����Ѿ������˴����о�[5-9]�����磬LIU��[6]���õ�����Au-20Sn/Ni�����о�����IMC�����ѧ���ܣ�ZHU��[7]ͨ��ͬ��˫Ni�����о�Ni/Au-20Sn/Ni�������ѧ���ܼ�������ȶ��ԡ�Ȼ�����ڵ��ӷ�װ�У��������������Ӱ뵼��оƬ��������ʱ�������л�ͬʱ����2�����棺һ��λ��оƬ/���϶ˣ���һ��λ�ں���/����ˡ���ǥ�������У�2�����潫ͬʱ�������淴Ӧ��оƬ�ͻ������˵Ľ���ԭ�ӻ����߱���Ʋ�Ľ���ԭ�Ӷ�����Һ�庸�����ܽⲢ�ԽϿ�������ɢ�����˵�ԭ�ӿ��ܴ���Һ�庸����ɢ����һ�ˣ��Ӱ�����Ľ��淴Ӧ���������ЧӦ������״̬�º������֯����ѧ������ǥ���ͷ��۹����е��ݱ��뵥���溸�����ڽϴ���졣��ˣ��о�Cu/AuSn/Ni������Ͻ��淴Ӧ��IMC�����ò������������������ʵ��ģ��Au-Sn���ϵ�ʵ��Ӧ�û�������Au-Sn���ĺ��ϵĺ���ɿ�������������Ҫ��ָ�����塣Ϊ�ˣ����������о�Cu/AuSn/Ni������淴Ӧ������ͨ����Ni/AuSn/Ni������жԱȣ�̽�ֺͷ���Cu/AuSn/Ni�������Ϸ�ӦЧӦ�Խ���IMC����������ѧ��Ϊ��������ѧ���ܵ�Ӱ�죬Ϊ���Au-Sn����Ŀɿ����ṩ�������ݡ�
1 ʵ��
��ʵ����õ�������+�Ͻ��˻��Ʊ����Ϊ0.05 mm ��AuSn20����ǥ�ϣ�Ȼ��ǥ���гɳ�����Ϊ15 mm��10 mm��Ƭ״�����Ni����Cu��PCB��������ӴNi/AuSn/Ni(���Ni-Ni)��Cu/AuSn/ Ni(���Cu-Ni)�����νṹ���㣬�ṹʾ��ͼ��ͼ1��ʾ�������������330 ��ǥ��1 min��ˮ�䡣ǥ����ĺ������ʯӢ���У����˻�¯��160 ���200 �����0~1 000 h����ԡ���£����ˮ�������¡�
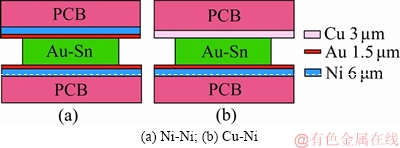
ͼ1 ����ṹʾ��ͼ
Fig. 1 Schematic illustration of sandwich solder joint
���㾭��ĥƽ�������Quanta 200�ͻ���ɨ����������Ϲ۲�������֯��ò������IPPרҵͼ�������������IMC��ĺ�ȣ������EDS������IMC�������ɡ���CCS-44100�͵�������������ϼ�⺸��ļ���ǿ�ȣ�����ɨ����������Ϲ۲���Ͽ���ò��
2 ���������
2.1 ǥ��̬Ni-Ni��Cu-Ni���������֯
ͼ2��ʾΪNi-Ni��Cu-Ni������330 ��ǥ��1 min��ˮ����������Ʒ��SEM��ɢ����Ƭ����ͼ2(a)�ɼ���ǥ��1 min��Ni-Ni�������γ��ɦƺͦ�������ɵĹ�����֯�����Ϻ�Ni�Ʋ�֮���γɺܱ���IMC�㣬��IMC���Ϸ�����ɢ�ֲ��������κ�ɫ�࣬���߳Ķ�һ�¡���Ni-Ni�������X����������������ͼ3��ʾ��������֯��Ni3Sn2��AuSn��Au5Sn������ɡ�ͼ2(a)��A�����������ͼ4��ʾ������ɷ�(Ħ������)Ϊ15.42%Au-43.19%Ni-41.39%Sn������(Au+Ni)��Sn��ԭ������Ϊ(15.42+43.19):41.39���ӽ�3:2����ˣ����������Ϊ(Ni,Au)3Sn2��B��C�����������ʾ��֯�дִ�İ�ɫ��ͻ�ɫ��ֱ�Ϊ������Ni�Ħ�-Au5Sn�ͦ�-AuSn�ࡣ
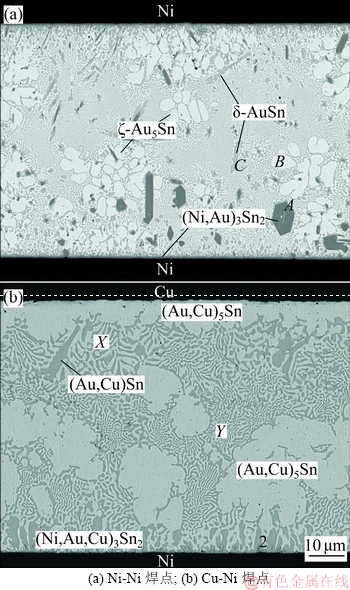
ͼ2 ǥ��̬���������֯
Fig. 2 Microstructures of as-reflowed solder joints
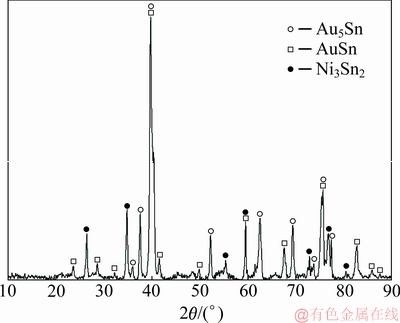
ͼ3 ǥ��1 min��Ni-Ni����X���������ͼ��
Fig. 3 XRD pattern of Ni/AuSn20/Ni joint as-reflowed for 1 min
��Au-Ni-Sn��Ԫ��ϵ�У�Ni3Sn2��AuSn��Au5Sn�������ʷֱ�Ϊ-31.3��-15.4��-5.8 kJ/mol[10-12]������Ni3Sn2�������̹����н������γ��ȶ��ࡣ����Au��Ni�������Ƶľ���ṹ����������ѧ���ʣ���ϵ�ж�Ԫ��AuSn��Au5S��Ni3Sn4��Ni3Sn2�ȶ�Au-Ni-Sn��ϵ�������ĵ���Ԫ�ؾ��нϸߵĹ��ܶ�[13]�����⣬���صĸ���������ھ���ṹ��ͬ������£���Ԫ�Ľ����仯����ͨ�����бȶ�Ԫ���͵ļ���˹������[14]����ˣ�Auԭ��������ɢ����Ni3Sn2�ľ����γ�(Ni,Au)3Sn2�࣬��Ni������ɢ����AuSn��Au5Sn�γ�(Au,Ni)Sn��(Au,Ni)5Sn��
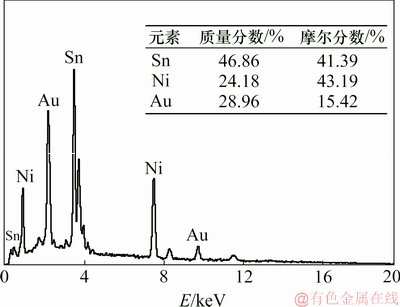
ͼ4 ͼ2��A���EDS����ͼ��
Fig. 4 EDS analysis pattern of A points in Fig. 2
��ͼ2(b)�ɼ���Cu-Ni�����Cu/AuSn�Ͻ���ͺ����ڲ�������״(Au,Cu)5Sn��֯��δ��Ni������AuSn/Ni�½����γ�ѿ״�ĵڶ��࣬���������ڲ�������������δ�γ�������IMC�㡣��ͼ2(b)�е�2������������֪����Ϊ(Ni,Au,Cu)3Sn2���ɼ�����Ni-Ni������ȣ�Cu-Ni�������Ͻ����Cuԭ����ɢ�������ϵ����½��������Ϸ�Ӧ��Cu-Ni����ǥ���������γɵĹ�����֯�д֡�ϸ����֮��(ͼ�е�X����Y��)�����������������2�ֹ�����֯���Ǻ�������Cu��Ni��(��-Au5Sn+��-AuSn)����������CHUNG��[15]���о�������Cu����ɢʹ�����Ц�-Au5Sn���ȳ��������º��ϳɷַ����仯��������̹��̷�Ϊ��ͬ�ĽΡ������γɵĹ�����֯�ں��������л�ֻ��γɴִ���֯����˺����г��ִ�ϸ��ͬ�Ĺ�����֯��
���Ͽ�֪��ͼ2��Ni-Ni�����AuSn/Ni�����γ�(Ni,Au)3Sn2IMC�㣬��Cu-Ni�����AuSn/Ni�����γ�(Ni,Au,Cu)3Sn2IMC�㣬��Cuԭ�������ں������һ�����ʽ��棬�ý������Cu-Ni���ʽ��溸���з�������Ϸ�Ӧ����Cu��AuSn�����е���ɢ�ٶȱ�Ni�Ŀ졣
2.2 �ϻ��˻��Ni-Ni��Cu-Ni��������֯��Ӱ��
Ni-Ni������160 ���200 ���ϻ��˻������֯��ͼ5��ʾ����ͼ5(a)�ɼ���������160 ���˻�100 h������(Au,Ni)Sn��(Au,Ni)5Sn���Գ�����/Ni�����IMC��������������IMC��߽紦�����ԣ�������ɢ�ֲ���(Ni,Au)3Sn2�ࡣ������200 ���˻�300 h����ͼ5(b)��ʾ���ں���/Ni���洦�γ����ϲ�(Au,Ni)Sn���²� (Ni,Au)3Sn2��ɵĸ���IMC�㣬����(Ni,Au)3Sn2��ı߽��߽�Ϊ����ƽ���������еĦ�-AuSn�����Խ��١�
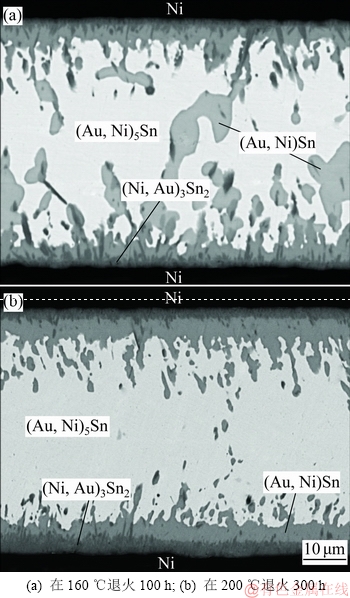
ͼ5 Ni-Ni�����ڲ�ͬ�������˻������֯
Fig. 5 Microstructure evolution of Ni-Ni joints during aging
Au-Ni-Sn��Ԫ��ϵ������ѧ�о�����[16]���ڹ�̬�¶��£�Ni�ڦ�-Au5Sn���еĹ��ܶ�ԶԶС���ڦ�-AuSn���еĹ��ܶȡ��������£�Ni�ڦ�-Au5Sn���е������ܶ�С��1%�����ڦ�-AuSn���е������ܶȿ��Գ���20%���ɴ˿�֪��ǥ��ʱNi����������ɢʱ�������-AuSn�෴Ӧ���ں���/Ni���洦�γ�Ni�����ϸ�(Au,Ni)Sn�ࡣ�����̹����У����ڹ��ܶȼ��ͣ�(Au,Ni)Sn����Ni�����ʹ�ʹ��ת���Ϊ(Ni,Au)3Sn2�ࡣ���ϻ��˻�����У���-AuSn��������Ni��ǿ������������Ǩ�ƣ�����Ni��Ӧ���ϲ���(Ni,Au)3Sn2�࣬��ˣ�(Ni,Au)3Sn2�������γ�IMC�㣬���ĺ�����(Au,Ni)Sn�࣬��(Ni,Au)3Sn2���Ϸ�����δ������ȫ��(Au,Ni)Sn�㣬��ͼ5��ʾ��
Cu-Ni������160 ���200 ���ϻ��˻������֯��ͼ6��ʾ����ͼ6(a)�ɼ�����160 ���˻�100 h��Cu-Ni�����Cu/�����Ͻ����γ�Au(Cu,Sn)�㣬����/Ni�½����γ���״��(Ni,Au,Cu)3Sn2�༰��Ƚ�С��(Ni,Au,Cu)3Sn2�㡣��200 ���˻�300 h����ͼ6(b)��ʾ���Ͻ���Au(Cu,Sn)�����Գ�������Cu/ Au(Cu,Sn)֮������µ�AuCu���ʲ㣻���⣬�ں���/Ni�½��棬��״��(Ni,Au,Cu)3Sn2��ת���Ϊ�ȱ�״������IMC���Ϸ���ʹ(Ni,Au,Cu)3Sn2��������
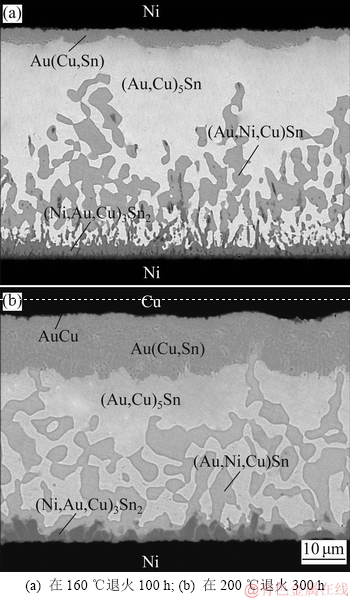
ͼ6 Cu-Ni�����ڲ�ͬ�������˻������֯
Fig. 6 Microstructure evolution of Cu-Ni joints during aging
��ͼ5��Ni-Ni�������֯��ȣ���ͬ�˻�������Cu-Ni�����к���/Ni�����IMC�������Լ�С(��ͼ6��ʾ)���ý����������AuSn���ʽ��溸���У�Cuԭ�Ӵ������ϵ���Ni���棬�ں���/Ni���淢����Ϸ�Ӧ���Խ���Ni-Sn�������������������Ե�����Ч����
2.3 ��Ϸ�Ӧ��IMC����������ѧ��Ӱ��
���ϻ��˻�ĺ�����֯�ݱ��п��Ե�֪�����˻�����к��������Ʋ�Cu��Ni���Ϸ�����Ӧ��ʹ����IMC��ĺ����������Ni-Ni������160 ���200 ���ϻ��˻�ʱ������/Ni����(Ni,Au)3Sn2��ĺ��l���˻�ʱ��t�ı仯��ͼ7��ʾ����ͼ7�и������ݽ���ֱ����Ͽ��Է��֣�(Ni,Au)3Sn2��ĺ�����˻�ʱ���ӳ�ֱ�����������Ҹ������ݻ����ֲ������ֱ���ϡ���ˣ�(Ni,Au)3Sn2��ĺ�����˻�ʱ��ı仯���Ա���Ϊ
 (1)
(1)
���У�t0Ϊ��λʱ�䣻kΪ����ϵ����nΪ����ָ����
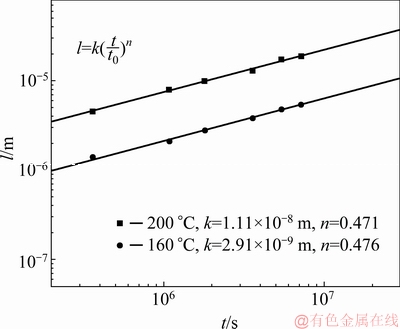
ͼ7 ��160 ���200 ���˻�ʱNi-Ni������ (Ni, Au)3Sn2�������˻�ʱ��ı仯
Fig. 7 Thickness of (Ni, Au)3Sn2 layer at Ni-Ni joints versus aging time at 160 �� and 200 ��
ͨ�����ֱ���ϵĵ㣬������С���˷����Լ���ó�ʽ(1)�б���ϵ��k������ָ��n����ͼ7��ʾ����ͼ7��֪�����˻��¶����ߺ��˻�ʱ���ӳ���Ni-Ni�������(Ni,Au)3Sn2��ĺ��������
�ڽ�����ɢ��Ӧ�У�����ָ��n������ɢ���������Ϊ����[17]������ɢ�����������Ϊ�����ɢʱ��n=0.5������ɢ�����������Ϊ������ɢʱ��n=0.25������ɢ�����������Ϊ��Ӧ��ɢ��ʱ��n=1����ͼ7��֪����160 ���200 ���£�(Ni,Au)3Sn2�������ָ��n���ӽ�0.5��������С��0.5�����������������ɵ�һ��ɢ����ȷ���������������ɢΪ����������һ���̶ȵľ�����ɢ��������Ϊ�ڸ�������ɢ����������������IMC��������Ni��Sn֮�����ɢ���ʼ�С����ʣ����������ʹ������ɢ����������IMC�ľ����ߴ�Ҳͬʱ��������ˣ������¶����ߣ�n���ͣ���С��0.5��
Cu-Ni������160 ���200 ���ϻ��˻�ʱ������/Ni����(Ni,Au,Cu)3Sn2��ĺ��l���˻�ʱ��t�ı仯��ͼ8��ʾ����ͼ8�ɼ���(Ni,Au,Cu)3Sn2��ĺ�����˻�ʱ���ӳ�������ֱ�����������Ҹ������ݻ����ֲ������ֱ���ϣ���ˣ�IMC����l���˻�ʱ��t�Ĺ�ϵ��Ni-Ni�����IMC�����ƣ�Ҳ���Ϲ�ϵʽ(1)����ͼ8�����Կ�����(Ni,Au,Cu)3Sn2����160 ���200 �������ָ��n������0.5������(Ni,Au,Cu)3Sn2��������Է�Ӧ��ɢΪ������Ni-Ni�����(Ni,Au)3Sn2���������Ϊ��ȣ�(Ni,Au,Cu)3Sn2���������Ƶı仯��Ҫ�����ں�����Cu�������������ġ�����Cu��Au-Sn��������ɢ���ʼ���[15]������Ni-Sn���������������Ni��Sn֮�����ɢ�����ܵ����ƣ���ʱIMC���������ת��Ϊ��Cu����Ϸ�ӦΪ������������ָ��n����0.5�����⣬ͨ���Ա�ͼ7��ͼ8���Է��֣�����ͬ���˻������£�(Ni,Au,Cu)3Sn2��ĺ�����Ա�(Ni,Au)3Sn2��ĺ��С����һ��֤����Cu�ڽ��淴Ӧ�е����������Ч���ƽ���Ni-Sn��������������
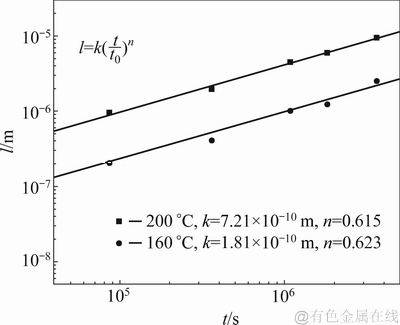
ͼ8 ��160 ���200 ���˻�ʱCu-Ni������(Ni,Au,Cu)3Sn2�������˻�ʱ��ı仯
Fig. 8 Thickness of (Ni,Au,Cu)3Sn2 layer at Cu-Ni joints versus aging time at 160 �� and 200 ��
2.4 ��Ϸ�Ӧ�Ժ�����ѧ���ܵ�Ӱ��
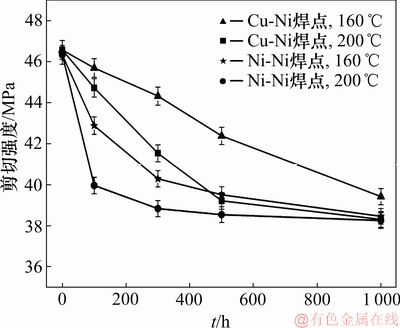
ͼ9��ʾΪNi-Ni������Cu-Ni������160 ���200 ���˻�ʱ����ǿ�����˻�ʱ��ı仯���ߡ���ͼ9�ɼ��������˻�ʱ���ӳ���2�ֺ���ļ���ǿ�Ⱦ����½���Ni-Ni������200 ���˻�ʱ�������ǿ����100 h�ڼ����½���֮�����˻�ʱ���ӳ�����ǿ���½���������160 ���˻�ʱ������ǿ��Ҳ����ǰ300 h�½��Ͽ죬����300 h��ǿ���½�������Cu-Ni������200 ���˻�ʱ�������ǿ����500 h�ڼ����½���֮�����˻�ʱ���ӳ�����ǿ���½���������160 ���˻�ʱ������ǿ����1 000 h�ڳʽ�ֱ���½������⣬���к������˻�1 000 hʱ�ļ���ǿ�ȶ��ȽϽӽ���
ͨ�����2�ֽ���IMC����������߿�֪��Ni-Ni������200 ���˻�100 h���亸��/Ni����IMC��ĺ��ԼΪ4.61 ��m����Cu-Ni������200 ���˻�500 h���亸��/Ni����IMC��ĺ��ԼΪ4.50 ��m��Ni-Ni������160 ���˻�500 h��IMC����Ҳ�ﵽ3 ��m����Cu-Ni������160 ���˻�1 000 h��IMC������Ȼ����С��2.5 ��m����Ȼ���������ǿ�ȵı仯�����뺸��IMC��ĺ���йء���IMC�ĺ�ȴﵽijһ�ٽ�ֵʱ������ļ���ǿ�Ƚӽ����ֵ�������ź�ȵ������������ֲ��䡣
ͼ9 Ni-Ni ��Cu-Ni����160 ���200 ���˻�����ǿ�����˻�ʱ��ı仯����
Fig. 9 Shear strength of Ni-Ni and Cu-Ni joints aged at 160 �� and 200 �� for various time
ʵ���о����֣�Ni-Ni��Cu-Niǥ��̬�����ڼ������������У����ж��Ѿ������ں����ڲ������γɴ��ԶϿڣ����жϿ���ò�����Ѻ������ͼ10��ʾ������Cu-Niǥ��̬����Ķ���λ����Ͽ���ò��Ni-Ni����Ķ���λ����Ͽ���ò����һ�£���ˣ�ͼ10��ֻ�г�Ni-Ni����ļ��жϿ���ò������Ѻ���档��ǥ��̬�����У�����IMC����С������������ǿ����ˣ����Ե�Au-Sn���ϳ�Ϊ����ı������ڣ����¼��ж��ѷ����ں����ڲ�����ʱ����ļ���ǿ��ȡ���ں��ϵ�ǿ�ȣ���ǥ��̬Ni-Ni��Cu-Ni����ļ���ǿ�Ȼ�����ͬ����ͼ9��ʾ��
ͼ11��ʾΪNi-Ni��Cu-Ni����ļ��жϿ���ò������Ѻ���档ͼ11(a)��(b)��ʾ�ֱ�ΪNi-Ni������160 ���˻�100 h��Ʒ�ĶϿ���ò�Ͷ��ѽ��档�ɼ�������Ʒ��������״�Ͽڣ������䷢�����Զ��ѣ����ѽ�����ʾ���Զ��ѷ����ں���/(Ni,Au)3Sn2����洦������֯��ò(ͼ5(a))��֪����ʱ(Ni,Au)3Sn2���Ƚ�С����(Ni,Au)3Sn2���Ϸ���ɢ������״��(Ni, Au)3Sn2���࣬���¼���Ӧ���߶ȼ��У�����/(Ni, Au)3-Sn2����洦��Ϊ����ı������ڲ��������ѡ�ͼ 11(c)��(d)��ʾ�ֱ�ΪNi-Ni������200 ���˻�100 h��Ʒ�ĶϿ���ò�Ͷ��ѽ��档��ʱ����Ʒ�Ͽ���òΪ�����Ͽڣ�����������ɢȫ��������IMC���ڲ�������֯��ò(ͼ5(b))��ʾ������200 ���˻�100 h���ϻ����γɹ�������֯����ɢ�ֲ���(Ni,Au)3Sn2��ʧ��(Ni, Au)3Sn2���ȴﵽ4 ��m���ϡ�����(Ni, Au)3Sn2����еĴ��ԣ�ʹ���Ϊ����ļ��б����㣬���º�����ѷ�����IMC���ڲ�����ʱ������ļ���ǿ�Ȼ����������ֵ��Cu-Ni������200 ���˻�500 h��Ʒ�ĶϿ���ò�Ͷ��ѽ���ֱ���ͼ11(e)��(f)��ʾ�������γɿ���״�Ͽڣ����������ģʽΪ���Զ��ѣ����Ҷ��ѽ�����ʾ���ѷ�����(Ni,Au,Cu)3Sn2���ڲ����ɴ˿�֪��������IMC���Ƚϴ�ʱ��Cu-Ni�Ķ�����ʽ�ͻ�����Ni-Ni�������һ�¡�
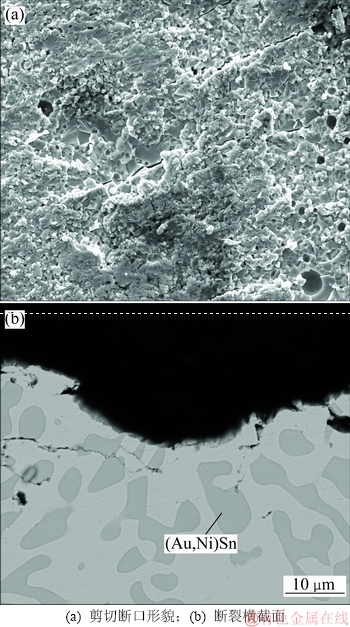
ͼ10 Ni-Niǥ��̬����ļ��жϿ���ò������Ѻ����
Fig. 10 Fracture surface and cross-section view of Ni-Ni as-reflow joints
��ͼ9��ͼ11���Կ�����Ni-Ni��Cu-Ni���ۺ���ļ���ǿ��ȡ���ں���/IMC�����IMC���ǿ�ȡ�ͨ������£�������ж��Ѷ��ѷ������䱡�����ڴ���
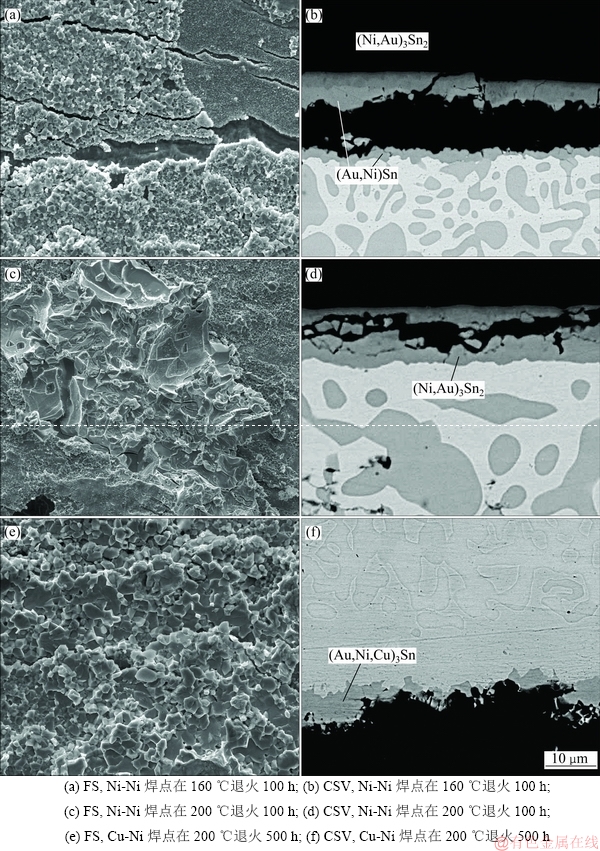
ͼ11 Ni-Ni��Cu-Ni����ļ��жϿ���ò(FS)������Ѻ����(CSV)
Fig. 11 Fracture surface (FS) and cross-section view (CSV) of aged joints for various conditions
���磬������IMC���Ƚ�Сʱ�����ж��ѷ�����Ӧ�����еĺ���/IMC���洦����IMC�����㹻��ʱ�����ж��ѷ����ڴ��Ե�IMC���ڲ�����������IMC���ڲ��ļ���ǿ������С�ڷ����ں���/IMC����ļ���ǿ�ȣ��ɼ���������Ӧ�þ�����������IMC��ĺ�ȴﵽ�����ٽ�ֵ����ˣ���Cu-Ni�����У�Cu�ں���/Ni���淢����Ϸ�Ӧ�������˽���IMC�����������һ���̶������˼���������ѧ���ܶ�Ч������������ߺ���Ŀɿ��ԡ�
3 ����
1) ��ǥ�������У�Ni-Ni�����ں���/Ni���洦�γ�(Ni,Au)3Sn2IMC�㣬��Cu-Ni�����ں���/Ni���洦�γ�(Ni,Au,Cu)3Sn2IMC�㣬���������ʽ���ĺ����з�������Ͻ��淴Ӧ��
2) �ϻ��˻��У�(Ni,Au)3Sn2��(Ni,Au,Cu)3Sn2IMC���Ⱦ������˻�ʱ���ӳ���������������Ϊ������ɢ���ƻ��ƹ�ϵʽ��l=k(t/t0)n��(Ni,Au)3Sn2��������������ɢΪ����������һ���̶ȵľ�����ɢ��������Cu��������ã�Cu-Ni������(Ni,Au,Cu)3Sn2 IMC��������Է�Ӧ��ɢΪ����
3) ��Cu-Ni���ʽ��溸���У�Cuԭ�Ӵ������ϵ���Ni���������Ϸ�Ӧ����Ч�����˺���/Ni����IMC��������������˺�����ѧ���ܵĶ���������ߺ���Ŀɿ��ԡ�
�ο����ף�
[1] WANG Yikai, LIU Wensheng, MA Yunzhu, et al. Indentation size effect and micromechanics characterization of intermetallic compounds in the Au�CSn system[J]. Materials Science & Engineering A, 2014, 610: 161-170.
[2] ΤС��, ���ճ�, ����Ⱥ, ��. AuSnǥ�ϼ�AuSn/Ni�������֯�����о�[J]. ϡ�н��������빤��, 2013, 42(3): 639-643.
WEI Xiaofeng, WANG Richu, PENG Chaoqun, et al. Micro- structure and properties of AuSn solder and AuSn/Ni joint[J]. Rare Metal Materials and Engineering, 2013, 42(3): 639-643.
[3] CHE F X, PANG J H L. Study on reliability of PQFP assembly with lead free solder joints under random vibration test[J]. Microelectronics Reliability, 2015, 55: 2769-2776.
[4] HU X W, XU T, LEON M K, et al. Shear strength and fracture behavior of reflowed Sn3.0Ag0.5Cu/Cu solder joints under various strain rates[J]. Journal of Alloys and Compounds, 2017, 690: 720-729.
[5] �Ź���, ������, ������, ��. ����ѹ�۷�����80Au-20Sn ������������[J]. ����ѧ��, 2009, 30(9): 53-58.
ZHANG Guoshang, XING Hongyang, XU Lianyong, et al. Determination of the thermal performance of 80Au-20Sn solder by nano-indentation[J]. Transactions of the China Welding Institution, 2009, 30(9): 53-58.
[6] LIU Wensheng, WANG Yikai, MA Yunzhu, et al. Nano- indentation study on micromechanical behaviors of Au�CNi�CSn intermetallic layers in Au�C20Sn/Ni solder joints[J]. Materials Science & Engineering A, 2016, 653: 13-22.
[7] ZHU Z X, LI C C, LIAO L L, et al. Au-Sn bonding material for the assembly of power integrated circuit module[J]. Journal of Alloys and Compounds, 2016, 671: 340-345.
[8] ZHU Xuewei, WANG Rikun, PENG Chaoqun, et al. Reactions and mechanical properties between AuSn20 solders and metalized Al�CSi alloys for electronic packaging application[J]. Journal of Materials Science: Materials in Electronics, 2014, 25: 742-748.
[9] WEI Xiaofeng, ZHANG Yukun, WANG Richu, et al. Micro- structural evolution and shear strength of AuSn20/Ni single lap solder joints[J]. Microelectronics Reliability, 2013, 53(5): 748- 754.
[10] VASSILEV G P, LILOVA K I, GACHON J C. Enthalpies of formation of Ni�CSn compounds[J]. Thermochimica Acta, 2006, 447: 106-108.
[11] DEBSKI A, GASIOR W, MOSER Z, et al. Enthalpy of formation of intermetallic phases from the Au-Sn system[J]. Journal of Alloys and Compounds, 2010, 491: 173-177.
[12] DEBSKI A, GASIOR W, MOSERR Z, et al. Enthalpy of formation of Au-Sn intermetallic phases: part II[J]. Journal of Alloys and Compounds, 2011, 509: 6131-6134.
[13] LAURILA T, VUORINEN V, KIVILAHTII J K. Interfacial reactions between lead-free solders and common base materials [J]. Materials Science and Engineering R, 2005, 49: 1-60.
[14] LEE K Y, LI M, TU K N. Growth and ripening of (Au,Ni)Sn4 phase in Pb-free and Pb-containing solders on Ni/Au metallization[J]. Journal of Materials Research, 2003, 18(11): 2562-2570.
[15] CHUNG H M, CHEN C M, LIN C P, et al. Microstructural evolution of the Au-20wt%Sn solder on the Cu substrate during reflow[J]. Journal of Alloys and Compounds, 2009, 485: 219- 224.
[16] DONG H Q, VUORINEN V, LAURILA T, et al. Thermo- dynamic reassessment of Au�CNi�CSn ternary system[J]. Calphad, 2013, 43: 61-70.
[17] MITA M, MIURA K, TAKENAKA T, et al. Effect of Ni on reactive diffusion between Au and Sn at solid-state temperatures [J]. Materials Science and Engineering B, 2006, 126: 37-43.
(�༭ ����ƽ)
�ո����ڣ�2018-05-25�������ڣ�2018-12-21
������Ŀ(Foundation item)������ʡ�Ƽ�������Ŀ(2016NY-137)�������У��������ҵ���ר�����������Ŀ(2452017132, 2452016075) (Project (2016NY-137) supported by the Science and Technology Key Program of Shaanxi Province; Projects(2452017132, 2452016075) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�ΤС���ʿ����ʦ�����µ��ӷ�װ���ϵ��Ʊ�������ɿ��������о���E-mail: wxf8412@163.com
ժҪ��Ϊ��̽��Au-Sn���ʺ�����Ͻ��淴Ӧ�Խ���IMC��������Ϊ��������ѧ���ܵ�Ӱ�죬���û����������Ʊ�Ni/AuSn/Ni��Cu/AuSn/Ni�����νṹ���㣬ͨ��ɨ���������(SEM)��������(EDS)�о�������ǥ�����ϻ��˻��е���֯�ݱ䡣�о������������ǥ����Ni-Ni�����AuSn/Ni�����γ�(Ni,Au)3Sn2�����仯����(IMC)�㣬��Cu-Ni�����AuSn/Ni�����γ�(Ni,Au,Cu)3Sn2��ԪIMC�㣬����ǥ���������Ͻ����Cuԭ�Ӵ���AuSn���ϵ���Ni���������Ϸ�Ӧ�����ϻ��˻��У�����IMC��ĺ��l���˻�ʱ��t�ӳ������������������ɷ�����ɢ���ƻ��ƵĹ�ϵʽ��l=k(t/t0)n����160 ���200 ���˻�ʱ��(Ni,Au)3Sn2��������Ծ�����ɢ�������ɢΪ��������Cuԭ�ӵ�������ã�(Ni,Au,Cu)3Sn2��������Է�Ӧ��ɢΪ����Cu-Ni���ʽ��溸���У�Cu���������������AuSn/Ni����(Ni,Au,Cu)3Sn2IMC��������������˺������ǿ�ȵ��½��ٶȣ���������ߺ���Ŀɿ��ԡ�
