
�й���ɫ����ѧ�� 2004,(04),646-651 DOI:10.19476/j.ysxb.1004.0609.2004.04.022
��ұ����WC/�ָ��ϲ��ϵ���ȱ��
�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,�Ϸʹ�ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ �Ϸ�230009 ,�Ϸ�230009 ,�Ϸ�230009
ժ Ҫ��
���õ�ұ�������ս�������WC�ֽ�Ӳ�ʺϽ��Ʊ���WC/�ָ��ϲ���,�о��˸��ϲ�������ȱ�ݵ���ò���γɻ������������:��ұ����WC/�ָ��ϲ��ϵ��������Ӻ�����,����Ч���WC������ƫ����X�������䡢ɨ��羵����羵������ʾ,WC�����ֻ�������Ϸ����˽��淴Ӧ,�����˸��ȶ��Ե�Fe3W3C����㡣
�ؼ��ʣ�
��ұ����;WC;���ϲ���;��ȱ��;��ʪ;
��ͼ����ţ� TB331
����飺������(1949),��,������.;
�ո����ڣ�2003-07-09
��������ʡ�������ص����������Ŀ(2003KJ016ZB);
Micro defects in tungsten carbide particulates reinforced steel matrix composites by electroslag melting and casting
Abstract��
Tungsten carbide particulates reinforced steel matrix composites were fabricated by electroslag melting and casting process by using scrap tungsten carbide steel-bonded cement by powder metallurgy as raw material. Micro defects analysis shows that the tungsten carbide/steel metal matrix composite not only has low content of porosity and nonmetal inclusion, but also can alleviate tungsten carbide particulates aggregation remarkably. During the manufacturing process, the tungsten carbide particulates are partly melted because of high temperature. The melted tungsten carbide can react with the steel matrix at the interface. The reacting production is examined as Fe3W3C by means of X-ray diffraction, scanning electron microscopy and transmission electron microscopy.
Keyword��
electroslag melting and casting; tungsten carbide; composite; micro defects; wetting;
Received�� 2003-07-09
WC/�ָ��ϲ����ں���WC�����ֵ��ŵ�, �Ⱦ����������ѧ����, �־������õ���ĥ�� ���º�һ������ʴ�ԡ� ���Ƿ�ĩұ����������WC/�ָ��ϲ��ϳɱ���, �������״�ͳߴ�������, ���ϲ�����WC������ֻ�������ϲ���, ���洦����������, �����������ͻ���
����WC�����Ĵ����Լ���ұ�������еĹ�������, WC/�ָ��ϲ������̹��̵��¶ȳ���Ũ�ȳ�, ��������������ѧ�Ͷ���ѧ���̶������˱仯, ���������̹��������ֵ����̹��̲���ϴ�, ���̹����в�����ȱ��Ҳ��˶���
1 ʵ��
ʵ���ò���Ϊ�����ķ�ĩұ��WC�ֽ�Ӳ�ʺϽ�(��״), ����Ҫ�����������ĸַۻ�WC��(ƽ������0.425��0.250 mm, ����99.7%), ��֤���ϲ����и��Ͻ�Ԫ�غ���Ϊ��Ҫ��ijɷ���ȡ�
������ֺ�WC������Ƶ��Ӧ¯�Ƴɸ��ϲ��ϵ缫��, ���õ�������ʽ����¯�����ϲ��ϵ缫������ʵ����ϡ� ��1����ΪOE SPECTROMETER ARL-4460ӫ������Dz�õ�ʵ����ϵĻ�ѧ�ɷ֡�
��1 ��ұ����WC/�ָ��ϲ��������Ļ�ѧ�ɷ�(��������, %)
Table 1 Chemical compositions ofWC/steel-based composite byelectroslag melting and casting(mass fraction, %)
C |
W | Si | Mn | ||||
0.652 |
39.614 | 0.225 | 0.355 | ||||
| Cr | V | Ni | Mo | Fe | |||
1.395 |
0.108 | 0.179 | 0.135 | Bal. | |||
��ʵ������õ�����и�ɳߴ�Ϊ10 mm��10 mm��10 mm�Ľ�������, ��D/max-rB��X���������ǽ��������, ��PME OLYMPUS���������� S-570��ɨ��羵�Լ�H-800��羵������֯��ò�۲�͵������仨��������
2��ұ����WC/�ָ��ϲ��ϵ�����ȱ�ݷ���
2.1 ����
WC/�ָ��ϲ����м����WC�������������һЩ�����ˮ, ���Ʊ���������WC����һ���������Һ; ͬʱ, �����»����Һ��ijЩ��ѧ��ӦҲ��������塣 ���Ϲ�����, ����������Һ������ѹ��pg��������: pg��pe+��h+2��/rʱ���γ����ݡ� peΪ����ѹ; rΪ���ݰ뾶; hΪ��Һ���; ��Ϊ�����ܡ� ������Ϊ���ϲ����ڲ���ȱ��, ���������˸��ϲ�����������Ч�����, ���һ��ھֲ��������Ӧ������, ��Ϊ���϶��ѵ�����Դ��
ͼ1��ʾΪ��ұ����WC/�ָ��ϲ��ϵ��͵�������ò��
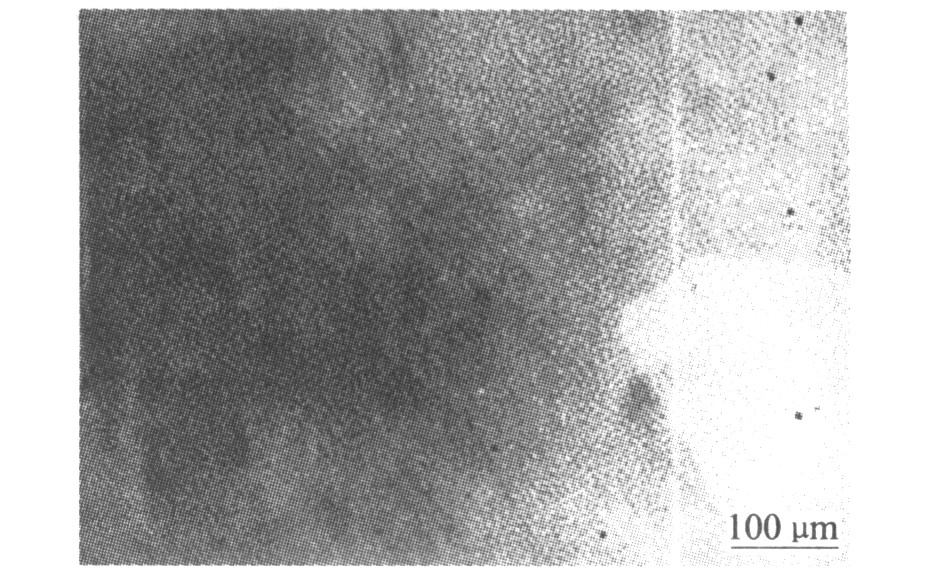
ͼ1 WC/�ָ��ϲ��ϵ�������ò
Fig.1 Micrograph of porosity in WC/steel composite
ʵ����WC/�ָ��ϲ��ϵ�����ܶ�Ϊ97.5%, �ɴ˿ɼ�, ��ұ�������պܺõؽ����WC/�ָ��ϲ��ϵ����ܻ�����, ��Ϊ:
1) ��ұ�������̹�����, �����Һ�۳ص��Ϸ�ʼ�ձ���һ�����µ����۳�, ����ص�ɢ������ʹ�û����Һ���¶��Ͽ�������ᾧ, ͬʱ�������������ɸ�Һ����½��õ�����, �����Һ�е����������ϸ���
2) ���ϲ��ϵ缫�ۻ��� ����ͽᾧ��������������������½���, �����Һ��������Ŀ����Լ�С��
3) ��ұ����������, ���غͻ����Һ�۳��ڵ�Ž��������ȶ�������������������������ͷ�Ӧ����������ϸ�����ɢ��
ʵ�����: ����ǰ��WC�������к�ɴ����ͽ���ǰ��ʱ����ճ�������, ���Լ����京��������Ч��Сʵ����ϵ������ʡ�
2.2 ����
�����ڸ��е��ܽ�Ⱥܵ�, �ڻ����Һ��ȴ������, �����¶ȵĽ���, �ܽ��ڻ����Һ�е�����������衢 �̵�Ԫ���γ����������, ������Ĵ����ƻ��˸��ϲ��ϸֻ���������ԡ� ��ѹ���ӹ����ȴ���������, ���ڸֻ���ͼ������������ϵ����ͬ, �ڼ�����ֻ���Ľ��洦���������෴����Ӧ��, �γɳ�ʼ����, ��ʼ�����Ǹֻ����һ��ƣ���ƻ���ƣ��Դ��
�ý��������۲�δ��ʴ�����Ķ���ӳ�, ��δ���ּ�����ۼ�(ͼ1), �ɼ���ұ������������Чȥ��WC/�ָ��ϲ����еļ���� ��ұ����ȥ���������Ϊ���¼�����: 1) �ڸ��ϲ��ϵ缫��ͷ������еļ�����ͨ����Һ��Ĥ���/������ת��; 2) ͻ�Ƹ�/������ļ����ﱻ¯���������ܽ�; 3) �ܽ������ص������뿪��/�������������ڲ�������ɢ�� ��ұ�������յĸ��������� �����Һ�۳��е�ǿ�ҵ�Ž��衢 �ȶ������ö������ڳ��ȥ��������, ����һϵ��������ѧ��Ӧ��, �����Һ����Ч����, �����ﺬ����͡�
2.3 �����žۺ;ۼ�
WC�����ķֲ���������Ӱ��WC/�ָ��ϲ�����������Ҫ����, WC�����Ĺ��־ۼ�������WC�����ۼ�����������
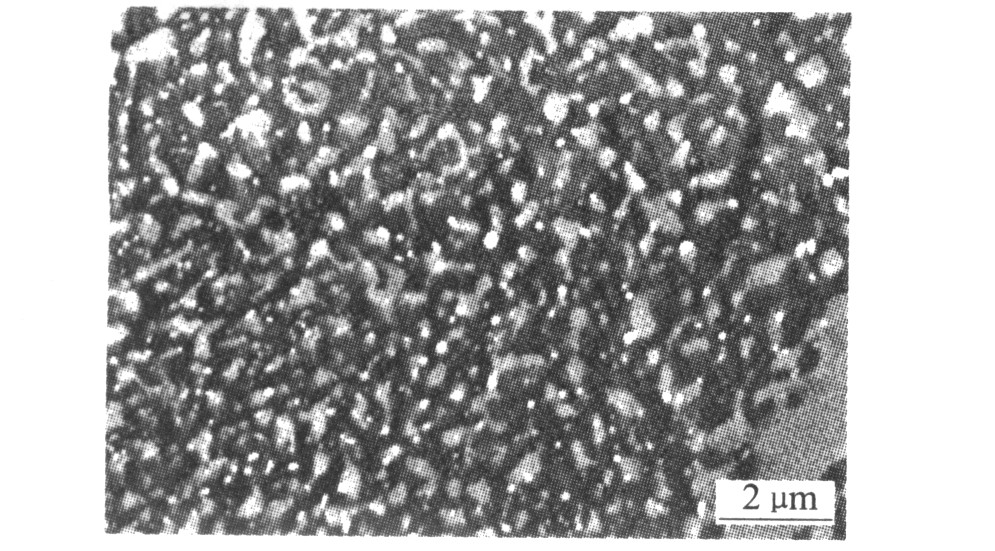
��ұ����WC/�ָ��ϲ�����WC����ƫ�۳̶Ƚ�С, ��Ϊ��ұ����������, ���ϲ��ϵ缫���ۻ��� ����ͽᾧ�����������ܵ���Ž��������ȶ������ۺ�����, �����Һ�۳��в���ǿ�ҽ���, ������������Դ�ɢWC�����ۼ�, ʹ���ڻ����Һ�о��ȷֲ�; �����̹�����, �����Һ�ܵ�ˮ��ᾧ�����ܺ͵ײ�ѭ��ˮ��ǿ����ȴ����, ��ȴǿ�ȴ�, ���̹��̷dz���, ʹWC���������³��;ۼ�, ����, WC�����ܹ��ڸֻ����гʾ��ȷֲ��� ͼ2��ʾΪWC/�ָ��ϲ�����WC�����ķֲ���̬��
ʵ�鷢��: ���WC������ϸ��WC���������������, ����ɻ����Һ��ճ������, ʹ�õ�Ž������ȼ��н����������Դ�ɢWC�����ž�, �Ӷ�����WC������ֻ���ĸ����Ѷȡ� ���, Ӧ��������WC/�ָ��ϲ�����WC���������Ⱥ����������
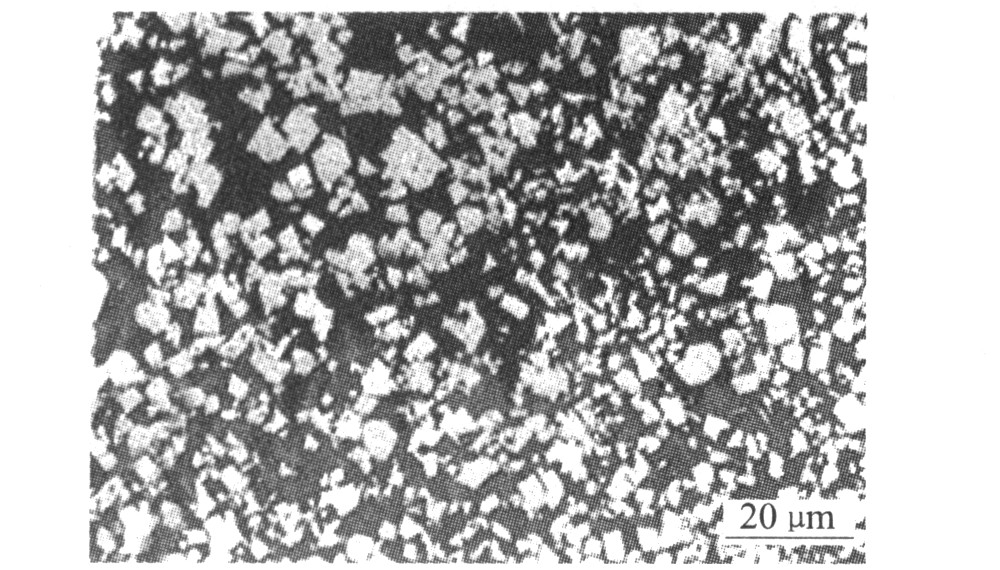
ͼ2 WC/�ָ��ϲ�����WC�����ķֲ�
Fig.2 WC particulates distributing in WC/steel composite
2.4 ƫ��
WC/�ָ��ϲ���������֯��֦��ƫ���ܳ���, ֦��ƫ����WC�����ܷ��Ϊ�ᾧ����, Һ�̽����WC�����Ƴ����û��ϵ���С� ���̹�����, WC�����������ij���Fe�ľ���ṹ����ϴ�, ���ܳ�ΪFe�Ľᾧ����, ����Fe�����̹����лὫWC�����ƿ�, ʹ֮�ۼ���������̵�����֦���䡣 ���̽����WC�������ų�ЧӦ����ȴ�ٶ��й�, ��ȴ�ٶ�СʱWC�����ᱻ��������, ����ȴ�ٶȴ�ʱ������ᱻҺ�̽�����û��
��Һ�̽������ٶ�v, ��뾶ΪR��WC�����ƽ�ʱ, WC�����ܵ����������F��, F������������ı仯�й�
ʽ�� ��Ϊ��������; p, s��l�ֱ��ʾ������ �����Һ�ࡣ
��Һ������WC�����ϵ���
ʽ�� ����=��p-��l; d0Ϊԭ�Ӱ뾶; ��Ϊճ��; xΪ������Һ�̽���ľ��롣 ʽ(3)�߽�����Ϊ
x=2d0, F=Fc(��û��);
x=2d0+2R, F=0��
��ʽ(3)���л���
��Fc=F��ʱ, v=vc, r, ��
ʽ�� vc, rΪ�ٽ��ٶȡ�
���ǵ�WC������Һ���ȴ���ЧӦ, ʽ(5)�ɸ�дΪ
ʽ�� ��p����l�ֱ�ΪWC������Һ���ȵ��ʡ�
��ʽ(6)���Եó�����֦��ƫ���������С��ȴ�ٶ�, ������������������ʱͨ��������ȴ�ٶȿ�ʹ������֯�������ȡ�
ͼ3��ʾΪ��ͬ��ȴ������WC�����ķֲ���̬, ��ͼ�п��Կ���: �ڿ�����ȴʱ, Һ�̽�������ûWC����, �Ӷ����⾧��ƫ��, ͬʱϸ��������
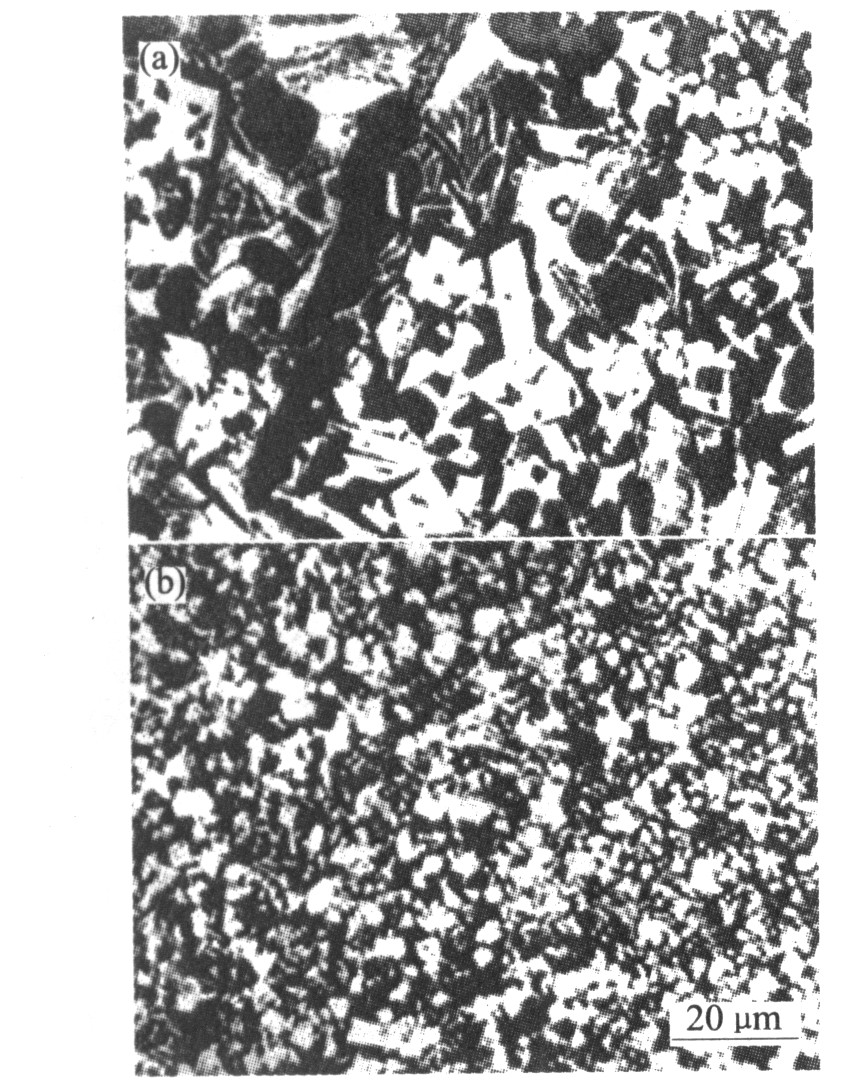
ͼ3 ��ȴ�ٶȶ�WC�����ֲ���̬��Ӱ��
Fig.3 Effect of cooling speed on WC particulates distribution (a)��Low cooling speed; (b)��High cooling speed
2.5 WC/�ָ��ϲ��ϵĽ��淴Ӧ
��ұ��������������(1 750 ��), WC�����ᱻ���¸�Һ�����۽�
�����͵Ļ����Һ����ȴ������ԭλ����ϸС��WC�ᾧ��, ��Զ��WC�����ĸֻ������������������ �١� ̼�ȺϽ�Ԫ�ص���״��ʽ̼����, ��ͼ6��ʾ��
������
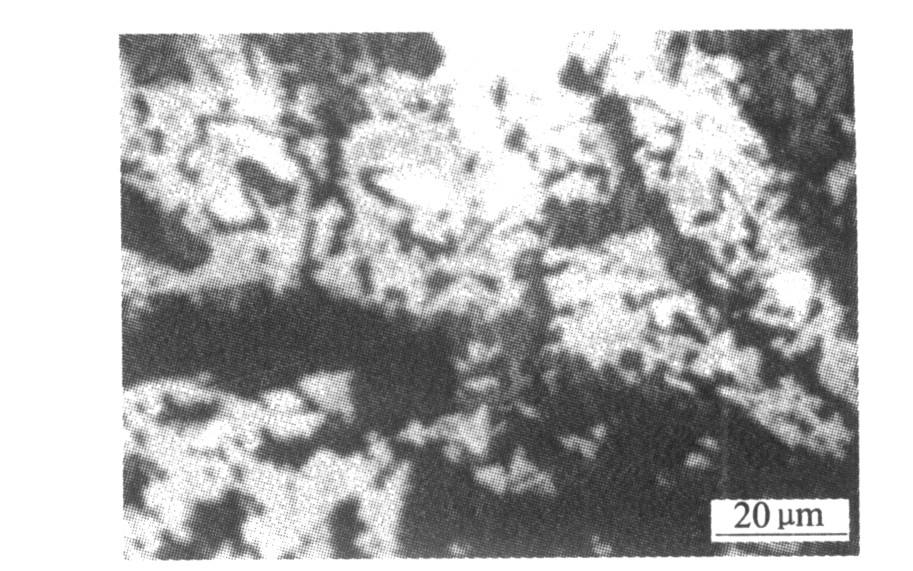
ͼ4 WC�����ľֲ��ܽ�
Fig.4 Partial dissolution of WC particulate
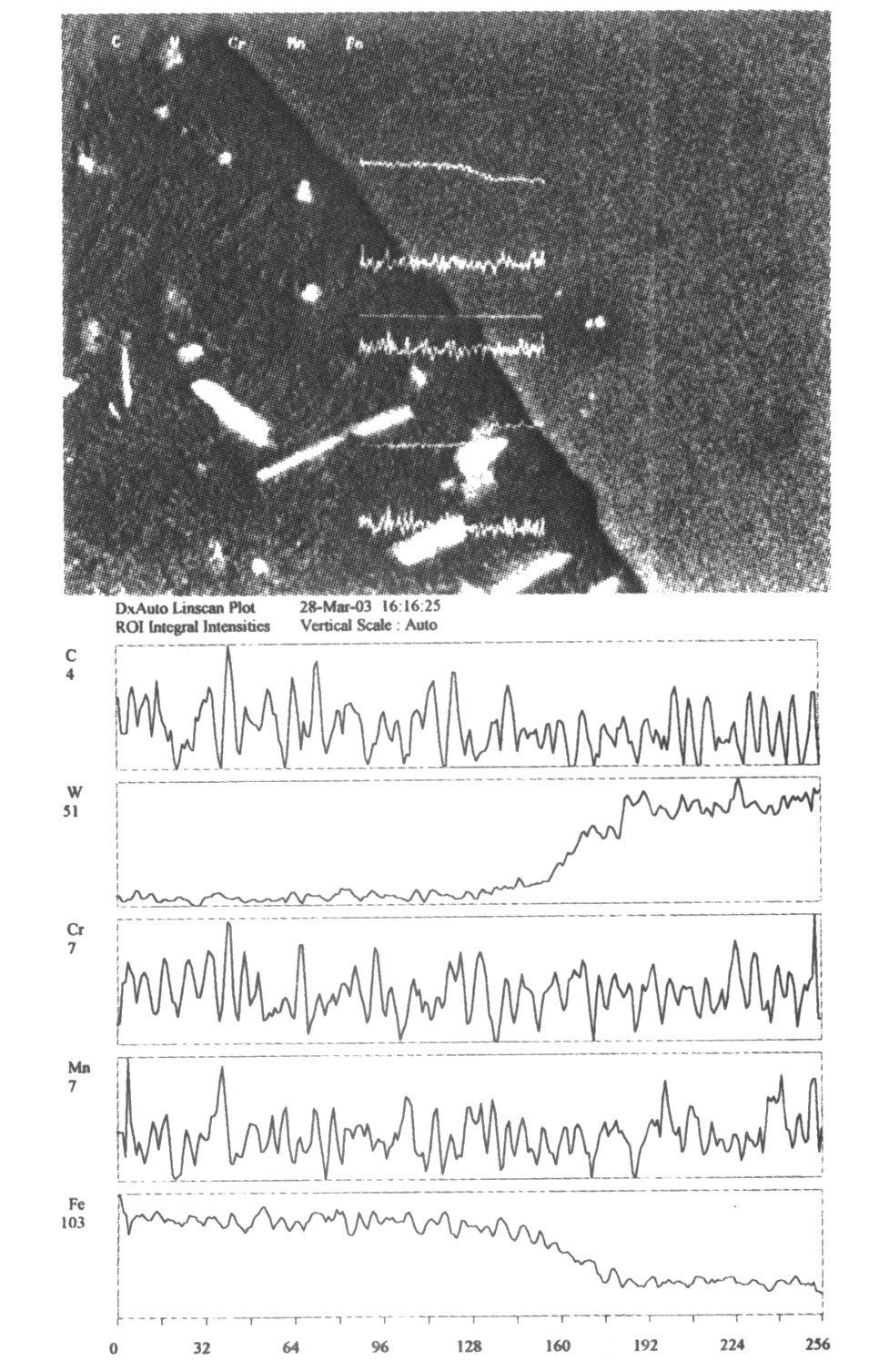
ͼ5 WC���������������ٺ�����ɨ��
Fig.5 Line scans of Fe and W around single WC particulate
��H-800��羵�۲췴Ӧ������ò, ��������羵�������, ���淴Ӧ������ò���������仨���궨�����ͼ8��ʾ��
ͼ6 ���ϲ��ϵ���״̼���P ԭλ������WC����
Fig.6 Netlike carbide and in-situ WC crystals in WC/steel composite
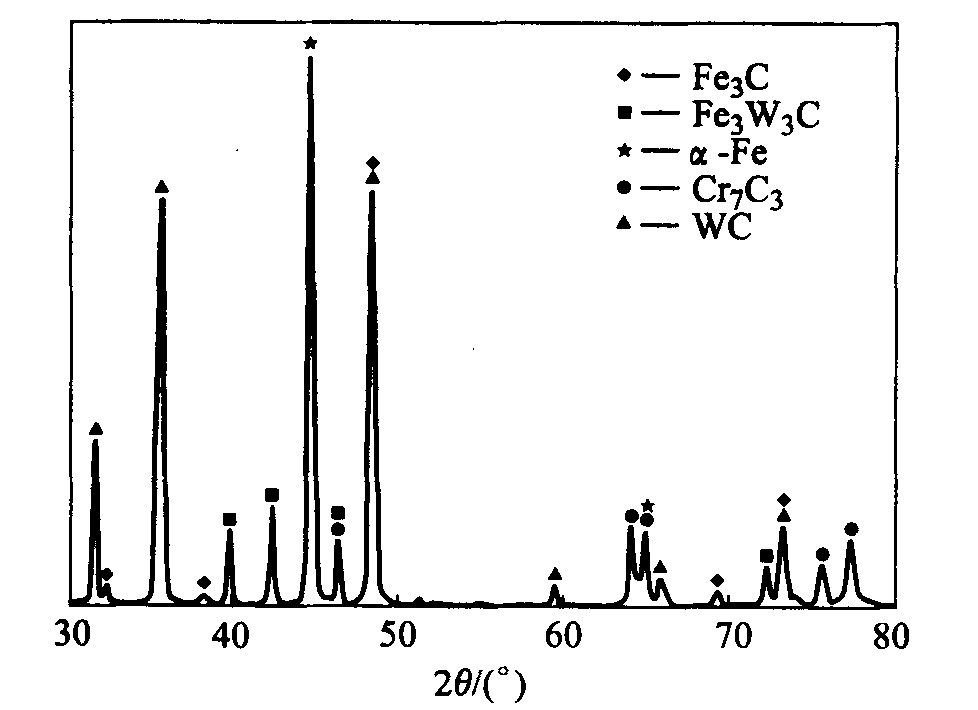
ͼ7 WC��/���ϲ��ϵ�X����������
Fig.7 X-ray diffraction pattern of WC/steel composite
ͨ��������֪, ��Ӧ��������������������ṹ, ��������=1.101 nm�� ��Fe3W3C��Fe4W2C��X�����������, �侧������=1.104 nm�� �ɴ˿���ȷ����Ӧ����ΪFe3W3C��
�����������֪, WC������ֻ���֮��Ľ��淴Ӧ����ϸС��Fe3W3C�������, ��Ӧ�������κ˳����, WC������������ƺͽϵ͵��¶ȶ�Ϊ��Ӧ������κ��ṩ������������ ����WC����������Һֱ�ӷ�����Ӧ��, WC�����ڸ�Һ�л�Ҫ�����ܽ�, ����ֻ�����ٺ�̼����WC/�ֻ��������ֻ�������ɢ, ʹWC������Χ��Һ�е��ٺ������ߡ� ������WC������Χ�ĸ�Һ�а������ٺ�̼, �����̹�����, Ҳ��Fe3W3C����ʽ������
WC������Χ����������ɢ�ķ�Ӧ����, ���Ը���WC������ֻ���֮�������������, ��С����WC������ֻ���֮�䵯��ģ����������ϵ��������������Ӧ��, �Ӷ����WC/�ָ��ϲ��ϵ����ܡ�
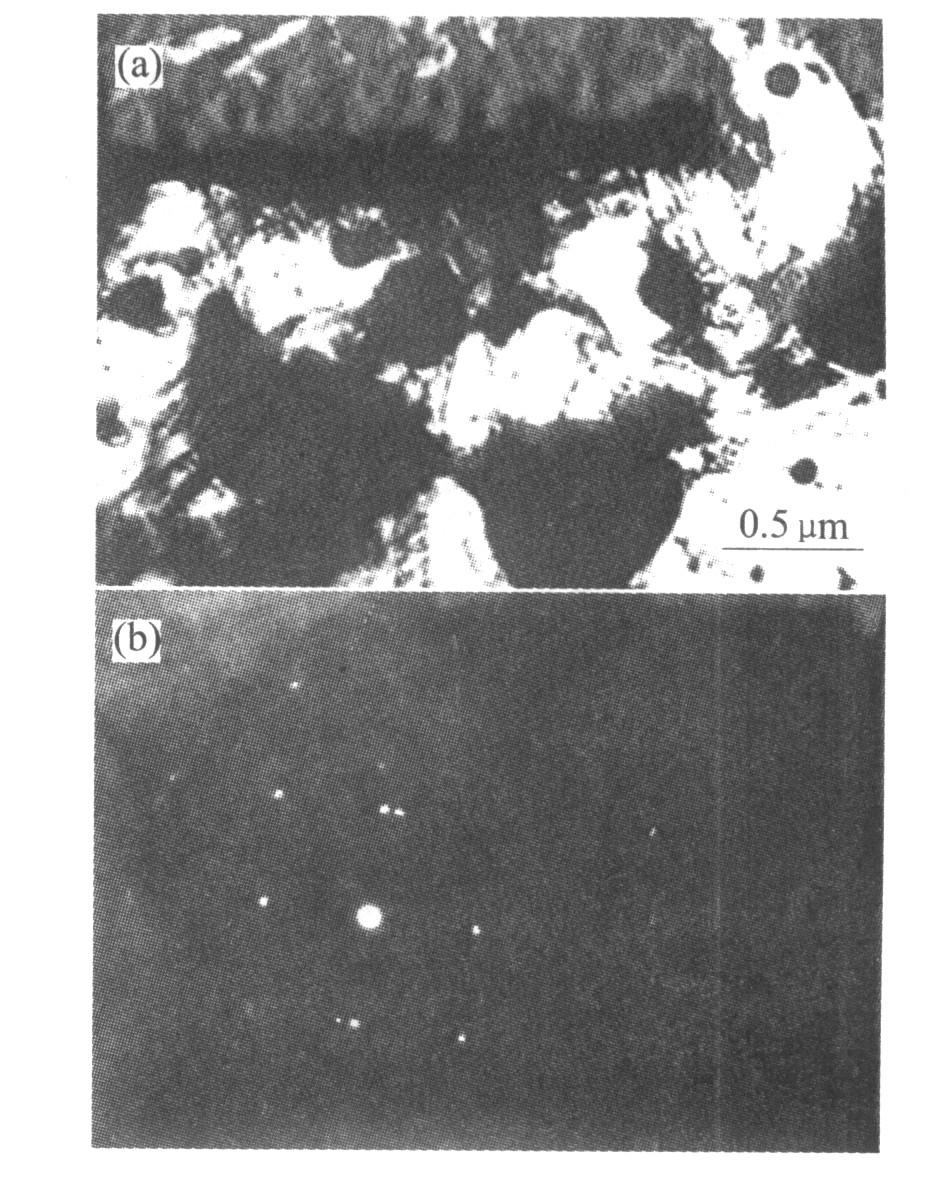
ͼ8 ���淴Ӧ���TEMͼ��ѡ����������
Fig.8 TEM image and selected area electron diffraction pattern of reaction zone
Fe3W3C�ǵ�ұ����WC/�ָ��ϲ����е���Ҫ̼����֮һ, ���кܸߵ�����ѧ�ȶ���, Fe3W3C���γ����������WC/�ָ��ϲ��ϵ���ĥ������
3 ����
1) ���ܶȺ�WC�����ķֲ���̬��Ӱ��WC/�ָ��ϲ������ܵ���Ҫ����, ��ұ�������տ���Ч������������ܶ�, ����WC�����ķֲ���̬��
2) WC�ܶȱ�����, �������ܲ�, �����ϴ��ڲ��ȶ������ȶ�״̬, ������Ϊ�����κ˺���, �ʵ��±���ƫ���� ֦��ƫ����ȱ�ݵIJ���, ��������ٿ��Ա���ƫ����ϸ��������
3) ��ұ����������, WC���������˲����ܽⲢ��WC/�ֻ���������γ���Fe3W3C��Ӧ�㡣
4)��ұ�������տ���ֱ���Է�����ĩұ��WC�ֽ�Ӳ�ʺϽ�Ϊԭ��, �ɱ��͡� ���ڶ�, ��һ����л���ЧӦ�;��ü�ֵ�ĸ��ϲ����Ʊ����ա�
�����
