
���±�ţ�1004-0609(2015)-05-1256-08
����ʱЧ��In-3Ag/Cu���ӽ�����֯�ݱ�������Ӱ��
����������ͥ��������������ʤ���ƹ���
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
ͨ�������¶�ʱЧ������Ե��������ɿ��������е���ʱЧ��In-3Ag����������֯�ͼ������ܵ�Ӱ������о�������ɨ��羵(SEM)������ɫɢ��(EDS)��X��������(XRD)�ֱ�Ժ�����弰����ͭ�����������仯��������֯�ṹ���й۲�ͷ�����������ѧ��������Ժ���ļ���ǿ�ȣ���ͨ��SEM�۲���������������������������ŵ���ʱЧʱ���ӳ��������ж�����AgIn2���������ɿ���״ת��Ϊ���״������IMC��(�ɷ�Ϊ(Ag,Cu)In2)�ĺ�������ӣ�����������Ԫ��ɢ���ʿ��ƣ��������ǿ�ȳ��½����ƣ��ɺ����5.94 MPa����ʱЧ1000 h���2.35 MPa����100 ��ֱ�ʱЧ100��250��500��750 h�������ʧЧ���ʺ����ڲ����Զ���ģʽ��ʱЧ1000 h����ģʽת��Ϊ�ʹ��϶��ѡ�
�ؼ��ʣ�
In-3Ag�����������仯����������ʱЧ������������ǥ����
��ͼ����ţ�TG425.1���� ���ױ�־�룺A
Effects of isothermal aging on In-3Ag/Cu interface microstructure evolution characteristics
MA Yun-zhu, LUO Hui-ting, LI Yong-jun, LIU Wen-sheng, HUANG Guo-ji
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The effects of isothermal aging on the microstructure and shear property of In-3Ag solder were investigated by accelerated temperature aging. Scanning electricity microscope (SEM), energy dispersive spectrometer (EDS) and X-ray diffractometer (XRD) were used to observe and analyze the intermetallic compound (IMC) layer microstructure and the composition of solder joint. The mechanical testing machine was used to test the shear strength of solder joint, and the shear fractography was measured by SEM. The results show that, with the isothermal aging time increases, the quadratic phase AgIn2 in solder matrix grows prominently, and the shape changes from grain to blocky ship. The thickness of (Ag,Cu)In2 layer increases gradually, which is controlled by component diffusion rate. The shear strength of solder joints decreases with isothermal aging time increases, and it decreases from 5.94 MPa after soldering to 2.35 MPa after 1000 h aging. The fracture type is ductile fracture in solder matrix after being aged at 100 �� for 100, 250, 500 and 750 h, respectively. After being aged for 1000 h, the fracture type belongs to the toughness-brittleness fracture mode.
Key words: In-3Ag solder; intermetallic compound; isothermal aging; shear property; soldering
�������Ǻ������ӵ���Ҫ����֮һ�����ŵ�����ҵ����ܶȡ�ϸ�����ɻ���չ������ߴ�Խ��ԽС����װ�ṹԽ�Ӹ��ӣ�������Ҫ���ܸ���ĸ��أ����ɢ�����ܳ�ΪӰ����Ӳ�Ʒ�ɿ��Ե�һ���ؼ����ء��ڵ��Ӳ�Ʒ��ʹ�úͷ��۹����У���������������ʹ��װ���㴦��һ������ʱЧ���Ȼ����С���ʱ���ʱЧ�����ԭ�ӵ���ɢ���������������֯����ѧ���ܽ����������ı仯���ر��Ƕ��ں���������������滯����㣬��ʱ���ʱЧ�ᵼ�����������������������Ӳ���Ժ�����������ԭ�Ӳ�������ɢ�����Ŀ¿ϴ�����ȣ�ʹ�伫�׳�Ϊ��������ʱ������չ�������أ���ˣ��Ժ������ʱЧ��Ľ�����֯���������ܽ����о���ʮ�ֱ�Ҫ�ġ�
��������ڵ���ʱЧ��Sn����������֯����ѧ���ܵ�Ӱ�챨���϶�[1-3]����LEJUSTE��[2]�о�ʱЧ������Sn-3.0Ag-0.4Cu-7.0In/Cu������֯��Ӱ�죬��ͬʱЧ�����µĽ���IMC���ΪCu3(Sn,In)��Cu6(Sn,In)5��ɵ�˫��ṹ��������֯��In��Ԫ�Ĵ���ǿ��Ӱ����Cu3(Sn,In)������������ܡ�LIN��[3]�о�60 ���µ���ʱЧ��In-Sn�����뻯ѧ��Ni-P��֮��Ľ��淴Ӧ�����������Niԭ��ͨ����ɢ��In-Sn��������In3Ni2����IMC�㣬����ʱЧʱ����ӳ���In3Ni2��������谭��In-Sn�����뻯ѧ��Ni-P��֮��Ľ�һ����Ӧ�������ڵ���ʱЧ��In�����ϵ�����֯�ͼ������ܵ�Ӱ��ȴ�ʼ���������Sn��������ȣ�In�����Ͼ����۵�͡���չ�Ժá�ƣ����������������Ag��Au��ʴ���ŵ㣬In-3Ag�����ܹ���Ч���ͺ�����۹�����������ʧ���������IJ���Ӧ������Ӧ���������ϵͳ�е������Է�װ������LED������Ԫ���ͷֲ����ӹ����о��зdz���Ҫ��Ӧ�ü� ֵ[4-6]�������������ض���100 ���µ���ʱЧ��ͬʱ���In-3Ag/Cu������塢������ͭ����֮����������֯���ɷּ�����ǿ�Ƚ��з����Ͳ��ԣ����Զ��ѻ��ƽ����о���
1 ʵ��
ʵ��ԭ��ѡ�ô��ȴ���99.95%(��������)�ĵ��ʽ���In��Ag����In-3Ag����ɷ�(������)���ϣ�����ZGJL-0.01-50-4����ո�Ӧ����¯��������ͭģ�г���Ϊd15 mm����״In-3Ag���ϺϽ𡣾��������Ƴɺ��ϱ�Ƭ�����������Լ0.2 g��ԲƬ�����Ҵ��г�����ϴ3 min�ɴ�����������Ϊ������������(RMA��)����SiCɰֽ��ĥ25 mm��25 mm��0.5 mm��ͭ�壬Ȼ������ˮ�Ҵ���ϴ����ȥ�����������Ĥ������In-3Ag�Ͻ�����������ص㣬��ƵĻ�����������ͼ1(a)��ʾ����������¶�Ϊ150 �棬����ʱ��Ϊ1 min�������������ٶ�Ϊ1 ��/s��Һ������ֵ�¶�Ϊ170 �档ͼ1(b)��ʾΪ��ǥ�������к������Ƶ�ʵ�ʹ������ߡ���ͼ�����߿��Կ�������150 �汣�¶Σ��������������������ɺ������������ɵģ�����������Ԥ�����ߡ�������������Ϳ���ں���ԲƬ�ϣ�ʹ�ñ�����������TYR108N-C̨ʽ������������ǥ����
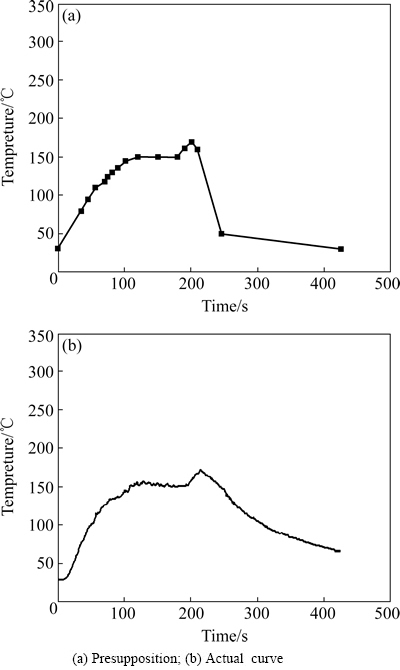
ͼ1 ���ӻ�������
Fig. 1 Reflux curve of welding
��ͭ���غ����������������������ɽ���������������ĥ���⡢��ϴ�����ɺ�ʹ��HCl+FeCl3������Һ����ˮ�Ҵ��������1:4���Ƴɸ�ʴҺ��ʴͭ�壬��35%HF+10%HNO3+55%H2O(�������)��ʴҺ��ʴIn-3Ag/Cu������档����ʴ�������������JSM- 6360LV��ɨ��羵�۲츯ʴ����������IMC����ò���ɼ�ͼ����ʹ��EDS������ϵͳ���㺸����֯�ɷ֡�Ϊ�˶�����������ʱЧ�Խ���IMC������Ч������������[7-8]�еķ������Խ���IMC���ֵ���������������£�ÿ�ֺ����ݽ���������1500����ɨ��羵��ѡ��ͬ��������Ұ���࣬����רҵͼ������������Ƭ��IMC��������S�ͺ���L�������������IMC����ֵd��ͳ��5����Ƭ�����ƽ��ֵ���ó�����IMC�����պ��ֵ��
������ʱЧ���In-3Ag/Cu���������35%HF+ 10%HNO3+55%H2O(�������)��ʴҺ��ʴ��¶�����淴Ӧ�����������ϴ����ɺ����JSM-6360LV��ɨ��羵�۲츯ʴ�����������IMC����ò���ɼ�ͼ��������Oxford INCA300��X���������ǶԸ�ʴ�������������������
�����������JISZ3198-5��Ǧǥ�����鷽��[9]�� ����������ͼ2��ʾ������Ϊ��ͭ�壬���ô�ӷ�ʽǥ����ʹ��Instron3369����ѧ��������Ժ��ϼ������ܡ�����ǿ���ɹ�ʽ��=Fs/A����ó������Ц�Ϊ����ǿ�ȣ�MPa��FsΪ�������غɣ�N��AΪ����ʵ��ǰ��������mm2��
2 ���������
2.1 ����ʱЧ�Ժ�������֯��Ӱ��
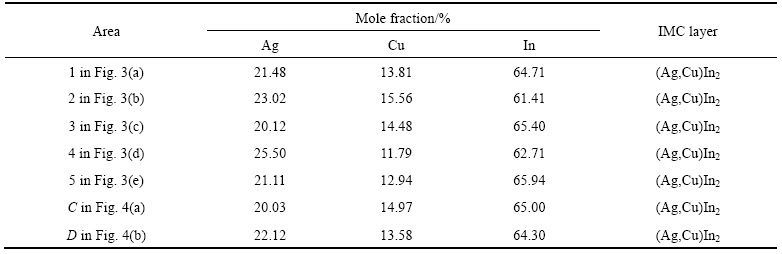
ͼ3��ʾΪ100 ��ʱ����ʱЧ��ͬʱ�����ú�������֯��SEM����ͼ3�ɿ�������EDS����ͼ3(c)������A��B�ijɷ֣�A������ɷ�ΪAg33.28%��In66.72%(Ħ������)�����In-Ag��ͼ������ӦΪAgIn2�ࡣ������BΪ��In�࣬ͨ��EDS��һ������ͼ3�и���ɷ֣������õ���ʱЧ��ͬʱ�������Ϊ��In�࣬��������ɷ�ΪAgIn2����ͼ3��ʾ���������������ж��������С����״�������е�AgIn2����������ʱЧʱ����ӳ�����ߴ�����䳤������������о��ж��������Ż����������ӳߴ���ֳ�������Ļ�����ͬ[10]��Ϊ��˹���߶����컯����(Ostwald ripening)�����ϴ�ߴ��AgIn2�������Խ�С�ߴ�AgIn2������������ܽ�Ϊ������һ�����Ӷ�ʹ���������Ŀ�½������ߴ������Գ���[11-12]��
ͼ4��ʾΪ����ʱЧ��ͬʱ���In-3Ag/Cu������洦�����仯����Ķ���ͼ��XRD�ס���ͼ3�����Կ�����������������IMCΪ���ܲ�״�ṹ��ʱЧ250 h����IMC�����������ṹ�仯������Ϊ���ܲ�״�ṹ��ʱЧ500 h����IMC���������ʱЧ750 ��1000 h����IMC�������Ʋ��䣬��IMC��������ƣ���ԭ�������һ��ʱЧ�Ľ��У�����IMC���нϴ�ľ���ͨ���̲�С�������ϳ���[13](�������쳤�����С�ĺۼ���ͼ4(b)��ʾ)��ʹ�ý���IMC����������ϸ����������ɴ־����㡣�ڵ���ʱЧ����ȴ�����У�Cu������IMC��������ϵ���IJ�ͬ��������㷢�����ѡ�ͨ��EDS����������ʱЧ��ͬʱ���In-3Ag/Cu�������IMC�ijɷ����1���У�ʱЧ250��500��750��1000 h��In-3Ag/Cu�������IMC����Ԫ��Ħ���Ⱦ�Ϊn(Ag+Cu):n(In)=1:2������ʱЧ500 ��1000 h�������IMC��XRD������������ȷ�����滯����ľ���ṹ��AgIn2һ�£�����I4/mcm(140)�ռ�Ⱥ���ķ��ṹ(��ͼ4(c)��(d))������Ag��Cuԭ�Ӱ뾶���(CuΪ0.1278 nm��AgΪ0.14444 nm)���Ҿ�Ϊ���������ṹ����Cuԭ��ȡ��AgIn2�еIJ���Agԭ��λ�ý����ף����ᷢ����������������࣬�ʽ���IMC��ɷ�Ϊ(Ag,Cu)In2����ǰ���о��в�ͬ���������½���IMC��ɷֱ仯����һ��[10]��
����רҵͼ�������Ժ������IMC��Ƚ��в�����������ͼ5��ʾ���������IMC���Ϊ3.63 ��m��ʱЧ250��500 h����IMC����������ӣ��ֱ�Ϊ7.14��12.08 ��m��ʱЧ750��1000 h�������IMC��ȼ������ӣ��ֱ�Ϊ21.07��29.00 ��m��

ͼ2 ��������ʾ��ͼ
Fig. 2 Schematic diagram of shear specimens (Unit: mm)
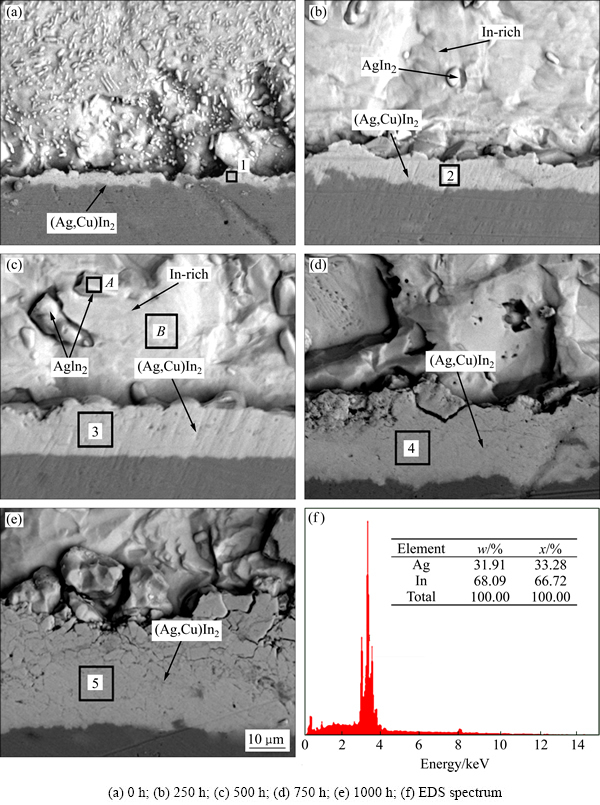
ͼ3 ����ʱЧ��ͬʱ���In-3Ag/Cu�������������ò�Լ�ͼ(c)��EDS��
Fig. 3 Typical morphologies of IMCs formed at In-3Ag/Cu substrate interface after isothermal aging for different times and EDS spectrum of Fig. 3(c)
����ʱ�������γɵĽ���IMC���ڶ�λ�����ʱЧ�����л�ϳ���Ӱ�����IMC���������ʵ�������ԭ����IMC�е���ɢ�ٶȺͽ���IMC�ķ�Ӧ�ٶ����֡������ٶȽ�С�Ľ���Ϊ����IMC�����Ŀ������أ�������Ӧ�ٶ�С����ɢ�ٶ�ʱ����Ӧ�ٶ���IMC�����Ŀ������ء�����ɢ�ٶ�С�ڷ�Ӧ�ٶ�ʱ����ɢ�ٶ��ǻ����������Ŀ������ء�����SCHAEFER��[14]�����ģ�ͣ�IMC���������ʱЧʱ��Ĺ�ϵ����ʽ��ʾ��
 (1)
(1)
ʽ�У���ΪʱЧ��IMC����ֵ����0Ϊ����IMC����ֵ��tΪʱЧʱ�䣻KΪIMC�㳤��ϵ����nֵ��ӳ�˽���IMC������ģʽ��������IMC�㳤������
Ԫ����ɢ���ʿ���ʱ��n��0.5�����ɽ��淴Ӧ���ʿ���ʱ��n��1����nΪ0.5~1ʱ������IMC�������ǻ�����ؿ��ơ�Kֵ��������IMC��������ٶȣ�KֵԽ���������ͬ������ģʽ�£�����IMC��ĺ�����ӵ�Խ�죬nֵ�ɹ�ʽ(2)�����
 (2)
(2)
��ln(��-��0)ֵΪ�����꣬lntֵΪ��������ͼ����nֵ����ͼ6��ʾ���ó�n=0.6011���ӽ�0.5������In-3Ag�����ڵ���ʱЧ�����н���IMC�������������Ԫ��ɢ����Ϊ����
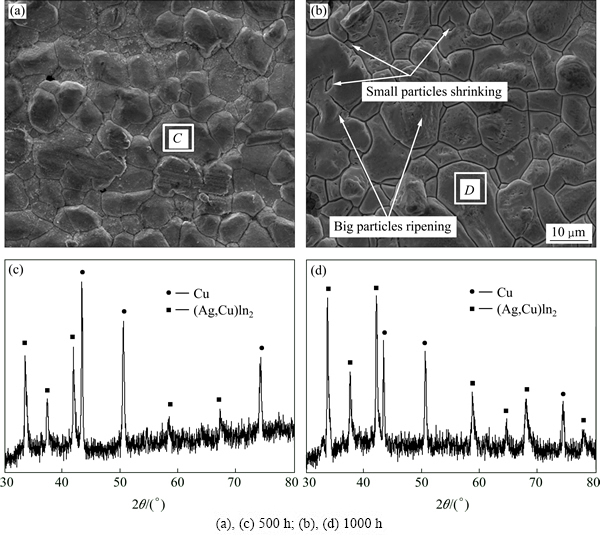
ͼ4 ����ʱЧ��ͬʱ���In-3Ag/Cu������洦�����仯����Ķ���ͼ��XRD��
Fig. 4 Top views ((a), (b)) and XRD patterns ((c), (d)) of IMCs formed at In-3Ag/Cu interface after isothermal aging for different times
��1 ����ʱЧ��ͬʱ���In-3Ag/Cu�������IMC��EDS�������
Table 1 EDS analysis results of IMCs formed at In-3Ag solder/Cu interface after isothermal aging for different times
2.2 ����ʱЧ�Ժ�����ѧ���ܵ�Ӱ��
In-3Ag/Cu�����ͷ��100���µ���ʱЧ250��500��750��1000 h��ÿ�ָ�ȡ3��������ȡ����ǿ�ȵ�ƽ��ֵ��������ͼ7��ʾ����ͼ7�п��Թ۲쵽������ʱЧʱ�����ӣ��������ǿ�ȳ��½����ơ�����������������ǿ�����ԼΪ5.94 MPa��ʱЧ250 ��500 h����ǿ������Ϊ3.70��3.46 MPa��ʱЧ750 h����ǿ�ȼ����½���Ϊ2.74 MPa��ʱЧ 1000 h�����ǿ�Ƚ�����ͣ���Ϊ2.35 MPa��
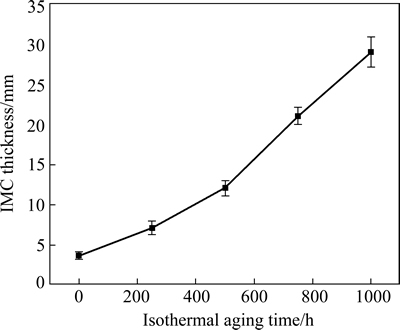
ͼ5 ����ʱЧ�Խ����仯�����ȵ�Ӱ��
Fig. 5 Effects of isothermal aging time on IMC thicknesses
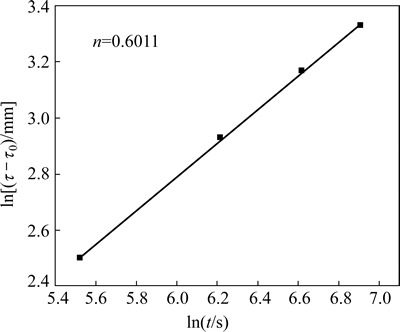
ͼ6 In-3Ag/Cu����IMC�����ʱЧʱ��Ĺ�ϵ����
Fig. 6 Relationship between isothermal aging time and IMC layer thickness at In-3Ag/Cu interface
ͼ8��ʾΪ100 ���µ���ʱЧ��ͬʱ�����жϿ���ò����ͼ8��֪��������жϿ��е����ѽ�С���ܼ���������ϸ�������������Զ��ѣ�ʱЧ250 h�Ͽ������ѱ���������٣�ʱЧ500 h�Ͽ������Ѽ��������٣����־ֲ��⻬����ʱЧ750 h�ֲ��⻬������ռ�������ӣ�����Ϊ���Զ��ѣ�ʱЧ1000 h�Ͽ��г��־ֲ����棬����������������IMC��������(ͼ8(e)�м�ͷ��ָ�İ�����ȥ��λ��Ϊ����IMC��)���������沿�ֳ����ں��ϻ����У����ֳ����ں��Ϻͽ���IMC��֮�䡣�����з����ں��ϻ����е����Զ��ѣ���������IMC���뺸�ϻ������Ĵ��Զ��ѣ����ѷ�ʽΪ�ʹ��϶��ѡ����γɻ�����ǰ���о����жϿ�������������ӱ仯����һ��[10]�������ѵ��γ��뺸�ϻ����ж������й�[15-16]���۲�ͼ8��֪������ʱЧʱ�����ӣ�������AgIn2�ߴ粻�������ִ�Ķ�����ʹ�����ڲ��������������жϿڳ��ֱȽ����Ե��α䣬��ˣ��Ͽڱ���������ѳߴ��������������ǿ��Ҳ���½����ơ���ʱЧʱ��ﵽ1000 h����IMC���Ա���������Ĵ����Լ��������Ӵ��ı����������Ϊ���ж���Դ[17-18]�����ѷ�ʽת��Ϊ�ʹ��϶��ѣ�����ǿ��Ҳ������͡�
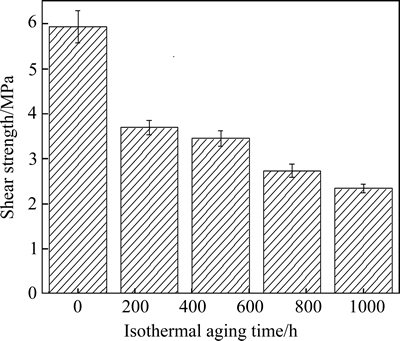
ͼ7 ����ʱЧ�Լ���ǿ�ȵ�Ӱ��
Fig. 7 Effects of isothermal aging time on shear strengths
3 ����
1) ����ʱЧʱ���ӳ���In-3Ag/Cu�����������仯����(Ag,Cu)In2���������ӣ���������Ԫ��ɢ���ơ�
2) ����ʱЧʱ���ӳ����������ǿ�ȳ��½����ƣ��ɺ����5.94 MPa����100 ��ʱЧ1000 h��2.35 MPa��
3) ʱЧ250��500��750 h������ж��ѷ�ʽ��Ϊ�����ڲ����Զ��ѣ���ʱЧ1000 h������һ�����ں����ڲ���һ�����ں��Ϻͽ��滯�����֮�䣬����ģʽת��Ϊ�ʹ��϶��ѡ�
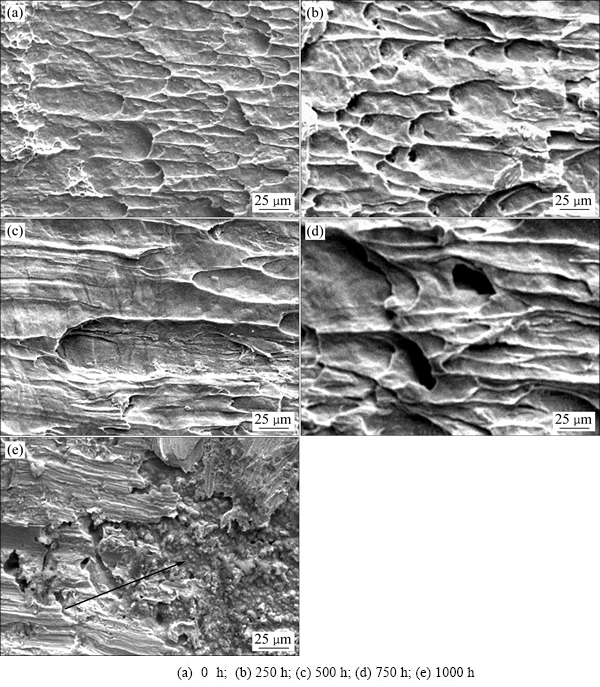
ͼ8 ����ʱЧ��ͬʱ���In-3Ag/Cu���жϿ���ò
Fig. 8 Shear fractographs of In-3Ag/Cu after isothermal aging for different times
REFERENCES
[1] �� ��, �����. Ni��BiԪ�ض�SnAgCu ǥ����������������������ʵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(2): 460-464.
LIU Yang, SUN Feng-lian. Effect of Ni and Bi addition on growth rate of intermetallic compound of SnAgCu soldering[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 460-464.
[2] LEJUSTE C, HODAJ F, PETIT L. Solid state interaction between a Sn-Ag-Cu-In solder alloy and Cu substrate[J]. Intermetallics, 2013, 36: 102-108.
[3] LIN K L, CHEN C J. The interactions between In-Sn solders and an electroless Ni-P deposit upon heat treatment[J]. Journal of Materials Science: Materials in Electronics, 1996, 7(6): 397-401.
[4] CHUANG T H, JAIN C C, WANG S S. Intermetallic compounds formed in In-3Ag solder BGA packages with ENIG and ImAg surface finishes[J]. Journal of Materials Engineering and Performance, 2009, 18(8): 1133-1139.
[5] LIU Y M, CHUANG T H. Interfacial reactions between In10Ag solders and Ag substrates[J]. Journal of Electronic Materials, 2000, 29(11): 1328-1332.
[6] VIANCO P T, REJENT J A, FOSSUM A F, NEILSEN M K. Compression stress�Cstrain and creep properties of the 52In-48Sn and 97In-3Ag low-temperature Pb-free solders[J]. Journal of Materials Science: Materials in Electronics, 2007, 18(1/3): 93-119.
[7] TSAO L C. Suppressing effect of 0.5wt.% nano-TiO2 addition into Sn-3.5Ag-0.5Cu solder alloy on the intermetallic growth with Cu substrate during isothermal aging[J]. Journal of Alloys and Compounds, 2011, 509(33): 8441-8448.
[8] HASEEB A, LENG T S. Effects of Co nanoparticle addition to Sn-3.8Ag-0.7Cu solder on interfacial structure after reflow and ageing[J]. Intermetallics, 2011, 19(5): 707-712.
[9] ������, ������, ����, ���. JISZ3198��Ǧǥ�����鷽�����������[J]. ���ӹ��ռ���, 2004, 25(2): 47-54.
WANG Chun-qing, LI Ming-yu, TIAN Yan-hong, KONG Ling-chao. Review of JISZ3198: Test method for lead-free solders[J]. Electronics Process Technology, 2004, 25(2): 47-54.
[10] ������, ������, ����ʤ, �ƹ���. ����������In3Ag��������֯�ͼ������ܵ�Ӱ��[J]. �����о�ѧ��, 2012, 26(3): 321-326.
MA Yun-zhu, LI Yong-jun, LIU Wen-sheng, HUANG Guo-ji. Effects of multiple reflows on microstructure and shear properties of In3Ag solder[J]. Chinese Journal of Materials Research, 2012, 26(3): 321-326.
[11] DUTTA I, KUMAR P, SUBBARAYAN G. Microstructural coarsening in Sn-Ag-based solders and its effects on mechanical properties[J]. JOM, 2009, 61(6): 29-38.
[12] ��С��, ף��ʡ, ���й�, �н���. Ag3Sn�ֻ�ģ�ͼ����Sn- Ag-Cu��������Ӱ��[J]. ����ѧ��, 2009, 45(8): 912-918.
WANG Xiao-jing, ZHU Qing-sheng, WANG Zhong-guang, SHANG Jian-ku. Modeling of Ag3Sn coarsening and its effect on creep in Sn-Ag-Cu solder[J]. Acta Metallurgica Sinica, 2009, 45(8): 912-918.
[13] TANG Y, LI G Y, PAN Y C. Influence of TiO2 nanoparticles on IMC growth in Sn-3.0Ag-0.5Cu-xTiO2 solder joints in reflow process[J]. Journal of Alloys and Compounds, 2013, 554: 195-203.
[14] SCHAEFER M, FOURNELLE R A, LIANG J. Theory for intermetallic phase growth between Cu and liquid Sn-Pb solder based on grain boundary diffusion control[J]. Journal of Electronic Materials, 1998, 27(11): 1167-1176.
[15] ������, �����, ������, ����. ��������SnAgCu����IMC������ǿ�ȵ�Ӱ��[J]. ����Ԫ�������, 2009, 28(9): 73-76.
WANG Ling-ling, SUN Feng-lian, WANG Li-feng, LIU Yang. Effect of reflow soldering on IMC and shear strength of SnAgCu solder joint[J]. Electronic Components and Materials, 2009, 28(9): 73-76.
[16] �� ��. ���������Զ���Ǧ������淴Ӧ����ѧ����Ӱ����о�[D]. ����: ����������ѧ��������ϢѧԺ, 2013: 1-186.
TANG Yu. Influence of nano-modifided solder on interfacial reaction and mechanical property of lead-free solder joints[D]. Guangzhou: South China University of Technology, 2013: 1-186.
[17] �� ��, �ٳ���, �̴�ǰ. Bi��Sn-3Ag-0.5Cu/Cu��Ǧǥ����ͷ����ǿ�ȵ�Ӱ��[J]. ����ѧ��, 2008, 44(4): 473-477.
ZHAO Jie, CHI Cheng-yu, CHENG Cong-qian. Effect of Bi addition on shear strength of Sn-3Ag-0.5Cu/Cu solder joints[J]. Acta Metallurgica Sinica, 2008, 44(4): 473-477.
[18] LIU P, YAO P, LIU J. Evolutions of the interface and shear strength between SnAgCu-xNi solder and Cu substrate during isothermal aging at 150 ��[J]. Journal of Alloys and Compounds, 2009, 486(1): 474-479.
(�༭ ����)
������Ŀ������������Ŀ(JPPT-115-2-1057)
�ո����ڣ�2014-09-22�������ڣ�2015-01-06
ͨ�����ߣ������������ڣ���ʿ���绰��0731-88877825��E-mail: zhuzipm@CSU.edu.cn
ժ Ҫ��ͨ�������¶�ʱЧ������Ե��������ɿ��������е���ʱЧ��In-3Ag����������֯�ͼ������ܵ�Ӱ������о�������ɨ��羵(SEM)������ɫɢ��(EDS)��X��������(XRD)�ֱ�Ժ�����弰����ͭ�����������仯��������֯�ṹ���й۲�ͷ�����������ѧ��������Ժ���ļ���ǿ�ȣ���ͨ��SEM�۲���������������������������ŵ���ʱЧʱ���ӳ��������ж�����AgIn2���������ɿ���״ת��Ϊ���״������IMC��(�ɷ�Ϊ(Ag,Cu)In2)�ĺ�������ӣ�����������Ԫ��ɢ���ʿ��ƣ��������ǿ�ȳ��½����ƣ��ɺ����5.94 MPa����ʱЧ1000 h���2.35 MPa����100 ��ֱ�ʱЧ100��250��500��750 h�������ʧЧ���ʺ����ڲ����Զ���ģʽ��ʱЧ1000 h����ģʽת��Ϊ�ʹ��϶��ѡ�
