
J. Cent. South Univ. (2012) 19: 875-881
DOI: 10.1007/s11771-012-1086-2![]()
Stretch rate and deformation for pre-stretching aluminum alloy sheet
ZHU Cai-chao(��ų�)1, LUO Jia-yuan(��Ԫ)1, 2
1. State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400030, China;
2. China Automotive Engineering Research Institute Co., Ltd., Chongqing 400039, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2012
Abstract:
Numerical simulation combined with experimental test was carried out to analyze the pre-stretching process of the 7075 aluminum alloy sheet, from which the stress variation curves and residual stress of aluminum alloy sheet in different stretch rates were obtained. The results show that the residual stress in length direction is released after unloading the stretch force, while the residual stress in width direction is released during the stretching process. The study of residual stress elimination is beneficial for optimizing stretch rate on the basis of residual stress distribution law. By comparing the variation principle of residual stress in length direction, the size range of three deformation areas and elimination percentage of residual stress were obtained. The residual stresses of clamping area and transition area are not eliminated effectively, so sawing quantity should be the sum of both the areas. The elimination rate of residual stress in even deformation area could reach 90% after choosing a proper stretch rate, which is verified by both simulation and experiment.
Key words:
residual stress; stretch rate; deformation area; sawing quantity��
1 Introduction
Residual stress of aluminum alloy sheet after quenching will give rise to serious machining deformation [1-2]. At present, the most popular method to eliminate residual stress is mechanical stretch [3]. The clamp on the ends of sheet influences the elimination result of residual stress. In order to ensure the quality of alloy sheet, a part of the alloy sheet should be cut. So, the stretch process will involve residual stress elimination, sawing quantity and rolling yield. However, it is still not clear about the relationship between the stretch rate and the state of residual stress after stretching [4], which interferes the judgment of sawing quantity and rolling yield. Hence, it is very important to study the deformation area and stretch effect.
Finite element method is usually used to simulate the distribution of residual stress during quenching and pre-stretching process, and a plenty of research achievements were obtained [5-10]. The study of residual stress for high performance aluminum alloy sheet is just at the beginning, and plenty studies of basic theory and experiment need to be carried out [11]. Numerical simulation combined with experimental study has been adopted to discuss the pre-stretching process of 7075 aluminum alloy sheet, from which the distribution laws of residual stress in different stretch rates were obtained. Comparing the residual stress elimination effect could help to find the optimized method of stretch rate, and discussing the residual stress distribution of each deformation area could determine the size range and the elimination status of residual stress.
2 Elastic-plastic contact problem caused by clamping
The mechanism of mechanical stretch method is to use the external plastic deformation to coordinate the uniform plastic deformation produced in quenching process. In practical stretching, the constraint of pincer on the ends of alloy sheet does not cause the predicted plastic deformation, which affects the removal effect of residual stress [12]. Therefore, the constraint of numerical simulation on the ends of aluminum alloy sheet refers to the elastic-plastic contact problem with friction.
The basic equation of elasto-plastic contact problem is
K(u)u=P+R(u) (1)
where K(u) is the rigid matrix, which is the function of displacement vector u; u is the displacement vector of node; P is external load vector; R(u) is the contact force vector, which is the function of displacement vector u and could be solved from contact iterative process.
Letters r and u are used to represent the contact force and displacement component of contact node i in direction j in local coordinate system (n, t). Numbers 1 and 2 indicate the master object and slave object in the contact pair. Then, the contact status during iterative process can be obtained.
Continuous state:
 (2)
(2)
Sliding state:
 (3)
(3)
Disconnected state:
![]() (4)
(4)
where �� is the frictional coefficient of contact surface; ��i,n and ��i,t represent the initial backlash of contact point i in normal and tangential direction; Ri,n and Ri,t indicate the contact force of point i in normal and tangential directions.
3 Finite element numerical simulation
The model of numerical simulation agrees with the test piece of the 7075 aluminum alloy sheet, and the dimension is 280 mm �� 26 mm �� 12 mm, while the clamp length at the end is 40 mm. One eighth of the sheet is modeled due to the symmetrical structure and boundary condition. The structure of aluminum alloy sheet and simulation model are shown in Fig. 1. From Fig. 1, it can be seen that point O is the center of the whole plate; A is the central point of the outer surface perpendicular to axis X (length direction); B is the central point of outer surface perpendicular to axis Y (width direction); C is the central point of outer surface perpendicular to axis Z (height direction); M is the intersection point of center line of up outer surface with end face.
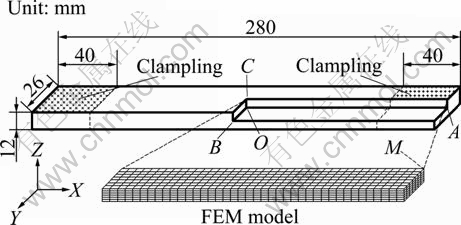
Fig. 1 Structure of aluminum alloy sheet and simulation model
Relevant researches showed that the rolling residual stress before quenching has little effect on quenching residual stress [4, 13], and phase transition does not change during the process [11]. So, zero-stress state is taken as the initial state to do the quenching simulation of aluminum alloy sheet without considering phase transition problem.
Quenching simulation is carried out in accordance with quenching condition: Initial temperature of the model is 473 ��C and quenching is conducted at 26 ��C. With the temperature change of aluminum alloy sheet, the thermal physical parameters, such as density, elastic modulus, heat conductivity, specific heat capacity and coefficient of thermal expansion, will be different. By introducing flow changing stress characteristic, the full coupling numerical simulation of temperature field and stress field of quenching process is carried out by dynamic explicit module of ABAQUS [14].
Regarding the stress field and strain field obtained by quenching simulation as the initial condition, symmetrical constraints were exerted on the three symmetrical surfaces of the alloy sheet. Taking account the clamp of pincers to the ends of alloy sheet, the models of guide way and clamp were simulated by discrete rigid body, as shown in Fig. 2.
Two contact pairs, guide way with pincers and pincers with plate, were established. Frictional coefficient between guide way and pincer is defined as zero and the coefficient between pincer and plate is 0.4 [8] in order to double lock the wedge-shape mechanism. Forced displacements of stretch loads were exerted at the ends of guide way with different stretch rates of 0.5%, 1.0%, 1.5% and 2.0%.
4 Numerical simulation results
4.1 Removal process of residual stress
Figure 3 shows the time-varying residual stress law of aluminum alloy sheet at point C and point O on stretching when the stretch rate is 1.0%. In length direction, residual stress is signed as ��11 and in width direction it is signed as ��22. Time-varying residual stress law in other stretch rates is in the same way with Fig. 3.
Figure 3 shows that, in the stretching process, compressive stress in length direction counteracts tensile stress caused by stretch load and finally changes its direction. The tensile stress of core area of the plate in length direction does not superpose with the tensile stress caused by stretch load. The stress in length direction is released after unloading stretch load, while the stress in width direction subtracts just during the stretch process.
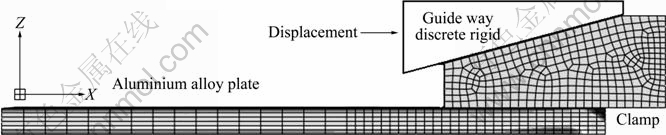
Fig. 2 Pre-stretching simulation model of aluminum alloy sheet
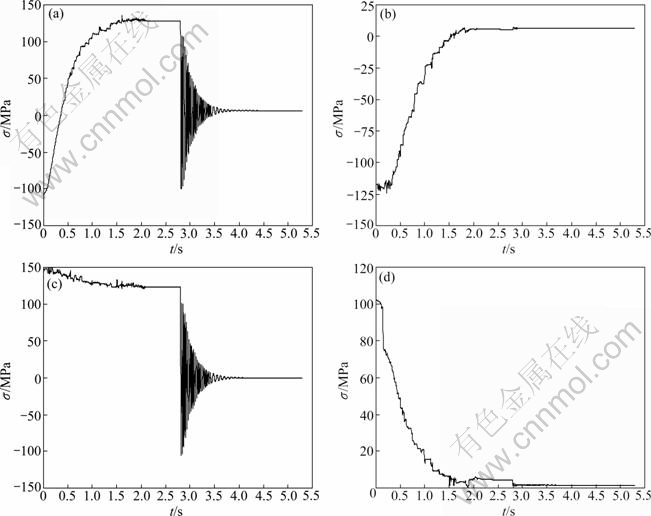
Fig. 3 Time-varying stress curves in stretching process: (a) ��11-C; (b) ��22-C; (c) ��11-O; (d) ��22-O
The reason is that the balanced tensile stress of core area decreases with the decrease of compressive stress of surface layer due to stretch load. That is to say, tensile stress of core area is released with the decrease of compressive stress of surface layer in the stretching process. Although the tensile stress of core area superposes with the tensile stress caused by stretch load, the release amplitude is larger than superposition amplitude.
4.2 Elimination effect of residual stress and optimization of stretch rate
Residual stress is divided into three directions, length, width and height. Among them, residual stress in height direction is much smaller than the other two directions, so the stress in this direction is ignored. And residual stress in length and width directions eliminates simultaneously [9]. Therefore, residual stress in length direction can be used to optimize the stress rate when analyzing the elimination effect of residual stress at different stretch rates. The ends of the plate will be cut off, so the middle part of the plate is the key area to eliminate quenching residual stress, and the distribution law of the stress in path OC will be selected as the research object. Figure 4 shows the distribution principle in path OC at different stretch rates before and after quenching.
It can be seen from Fig. 4 that, in length direction, the residual stress range is from -117 to 146 MPa in the middle part of the aluminum alloy sheet whose thickness is 12 mm. And the residual stress decreases largely after stretching. The elimination effect of residual stress varies with different stretch rates, the elimination effect is the worst when the stretch rate is 0.5%, and the effect is better but not the best when the stretch rate is 1.5% or 2.0%, which means that plastic deformation caused by stretch load is overlarge. The result indicates that the optimum residual stress elimination is obtained when the stretch rate is 1.0%. The residual stress in length direction of path OC is from -8.22 to 3.11 MPa, and the stress elimination rate reaches 93.16%-97.95%. Additionally, the elimination effect of residual stress with stretch rate of 2.0% is inferior to that when stretch rate is 1.5%, which indicates that larger stretch rate does not mean the better elimination result.
As to the reason, the nature of mechanical stretch is to use external force to destroy the original balance state of residual stress inside the plate. The external stretch load will counteract with the original residual stress to produce new plastic deformation, which will release and eliminate the residual stress to achieve a new stress balance state. So, when mechanical stretch method is taken to remove quenching residual stress, overlarge plastic deformation will cause extra overlap stress, resulting in less elimination effect of residual stress. Nevertheless, the stress caused by inadequate plastic deformation could not offset the original quenching residual stress, which is also unable to achieve a favorable elimination result.
By comparing the four distribution curves in Fig. 4, it can be found that the overall distribution of residual stress of the plate is relatively complicated after stretching. However, the elimination effect at different stretch rates can be evaluated according to the stress distribution in normal direction of the middle part of alloy sheet. A greater difference between stress elimination effects mainly appears at the outer and center layers, and the stress elimination effect has the same trend with stretch rate at these two locations.
4.3 Distribution of deformation area and definition of sawing quantity
Figure 5 shows the residual stress distribution law for surface layer and core area of aluminum alloy sheet after stretching when stretch rate is 1.0%. In length direction, residual stress is signed as ��11 and in width direction it is signed as ��22.
It can be seen from Fig. 5 that, after stretching, the residual stress of the middle part of plate is very small and finally distributes evenly along length direction. While the stress at the end of plate distributes unevenly along length direction, the length of which is larger than that of the clamping area. In three deformation areas, the stresses in length and width directions have the same trend and keep pace with each other, because the stress elimination in width direction depends on the transverse effect along length direction. In the homogeneous deformation area, the stress along length direction decreases largely due to the stretch load, while the stress along width direction also decreases because of the transverse effect of stretch load. However, the stress decreases a little in transition and clamping area as a result of the insufficient stretch load.
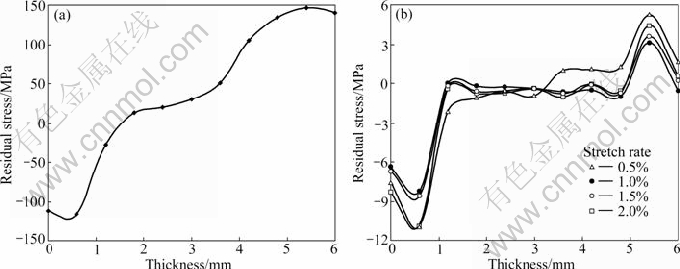
Fig. 4 Comparison chart of residual stress before (a) and after (b) stretch
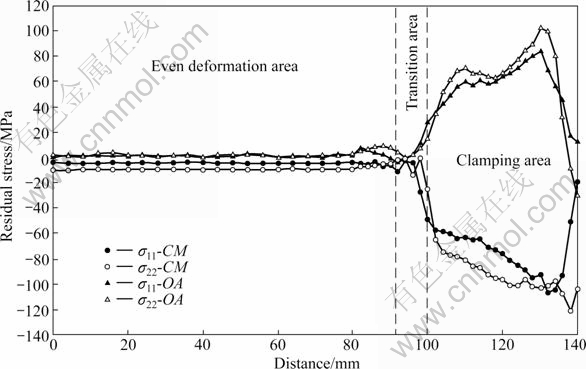
Fig. 5 Distribution of residual stress along length direction after stretching
Referring to saint Venant principle, the plate far away from the clamping area is not influenced by the clamping force, so residual stress in the middle of plate distributes uniformly. As a continuous medium, the stress and strain of aluminum alloy sheet should also be continuous, so a transition area exists between the clamping area and homogeneous deformation area.
Based on the distribution and magnitude of stress, the aluminum alloy sheet can be divided into three parts: homogeneous deformation area, transition area and clamping area. The size of clamping area can be decided by the griping length of pincer, and here, the length of the clamping area is 40 mm. The stress level of homogeneous deformation area can take the stress of point O and point C as reference standard, and the length of this area is 92 mm. Transition area is just between the homogeneous deformation area and clamping area, which is 8 mm.
Residual stress of transition and clamping area is not even, so the stress unevenly distributed area of plate should be cut in practical production. Therefore, the sawing quantity depends on the sum of transition and clamping area. Experiment and simulation results illustrate that the size of transition area is relevant with the thickness of plate at proper stretch rate [15], which is about 8 mm and 67% of the thickness of plate.
After stretching at stretch rate of 1%, the residual stress distribution along length direction of the three deformation areas are described in Fig. 6, and the variation law of residual stress along width direction is similar with that along length direction.
Figure 6 demonstrates that, the clamping of pincers to the plate constraints the plastic deformation of the ends of sheet, which leads to unobvious stress elimination and makes the stress distribution complicated. The absolute value of residual stress for clamping area is about 100 MPa, approaching to the stress before stretching, which indicates that the residual stress of clamping area is not removed effectively after stretching. The absolute value of residual stress for transition area is 40-70 MPa, which indicates that 50% of the residual stress of transition area is removed after stretching. The absolute value of residual stress for homogeneous deformation area is about 10MPa, which indicates that nearly 90% of the residual stress of this area is removed after stretching.
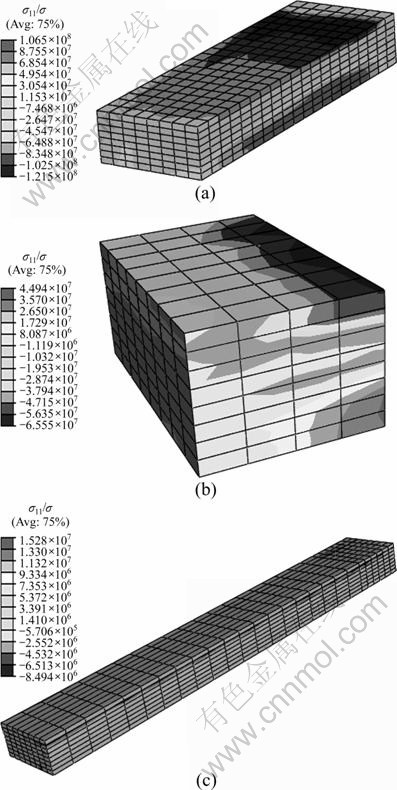
Fig. 6 Residual stress distributions of three deformation areas after stretching: (a) Clamping area; (b) Transition area; (c) Homogeneous deformation area
5 Experimental
5.1 Experimental condition
The size of test piece is in accordance with Fig. 1. High temperature stove was heated to 473 ��C. When the temperature was constant, the test piece was put into the heated stove for 80 min. After drawing out from the heated stove, the test piece was quenched immediately into pool for at least 30 s. And the water in pool flowed in order to keep the temperature constant. The stretch experiment was carried out in the AGIS-250 tensile test instrument at strain rates of 0.5%, 1.0% and 1.5%, respectively. Measurement method of residual stress is blind hole method, which is conducted by using ZDL-II drilling device.
5.2 Experimental test
The selection of test points is divided into two situations, because the test area for stretch rate optimization and deformation area quantification is different. For testing the optimization result of stretch rate, the plate was drilled to test the residual stress 30 min later after quenching, and the location of test point is the same with stretching test. The test points can be arranged at the middle of test piece, and three points are selected for each plate, as shown in Fig. 7.
For testing the quantification of deformation area, the transition area is a small area according to the simulation result. Generally, the specific location of test point must demonstrate the boundary of transition area, and the distance between test points is so small that there cannot exist two points at one transition area. However, the structure and residual stress of test piece are symmetrical along surface OBC, that is, there are two transition areas. Two points at the two transition areas were chosen and they were converted to one end of the plate based on symmetry theory and the experimental data. Six points are selected for each test piece, which can be seen as Point 0 to 5 in Fig. 7.
5.3 Experimental results
The test was repeated for 5 times to take the average value of each test point, and the test results can be seen in Table 1.
Based on the experimental data of Table 1, residual stress elimination rate of each test point in different stretch rates after stretching can be seen from Fig. 8. It can be seen from Table 1 and Fig. 8 that residual stress of Point 5 is about 30 MPa, which means that the elimination rate of this point is 70%, inferior to the elimination rate of the other five points. Therefore, Point 5 is located at transition deformation area. Residual stress of Points 0, 1, 2, 3, 4 is about 10 MPa, that is, the residual stress elimination rate is between 85% and 95%, which means that the five points are located at homogeneous deformation area. The distance between Points 4 and 5 to the middle of alloy sheet is 92 mm and 95 mm, respectively, which verifies the veracity of simulation for deformation area and sawing quantity of the pre-tension aluminum alloy sheet.
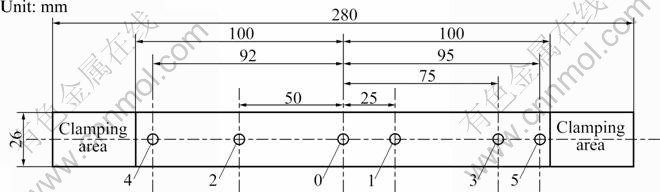
Fig. 7 Locations of test points
Table 1 Test values of residual stress for test points
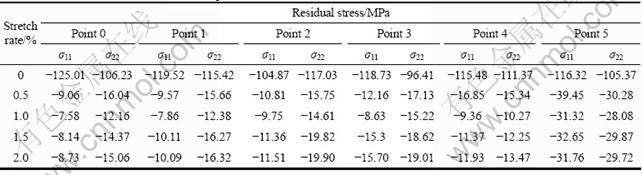
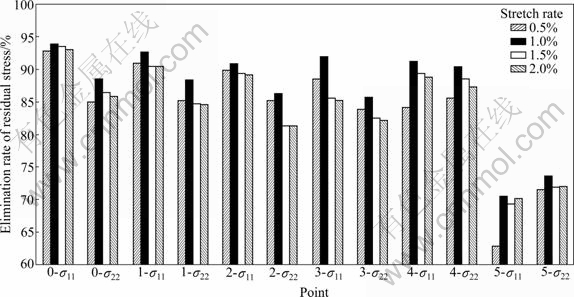
Fig. 8 Elimination rates of residual stress at different stretch rates
Figure 8 shows that, the elimination effect of residual stress is the best when the stretch rate is 1.0%. The test points of homogeneous deformation area demonstrate that the stress elimination rate is around 90%, which agrees with the simulation result, showing that the optimum stretch rate can be obtained by comparing the distribution curves of residual stress along thickness direction in homogeneous deformation area of plate after stretching.
6 Conclusions
1) When mechanical stretching method is used to remove the residual stress, the stress along length direction is released after unloading stretch load, while the stress along width direction is removed directly in the stretching process.
2) After stretching, the residual stress of homogeneous deformation area is released in large scale, while the residual stresses of transition and clamping areas are not eliminated effectively. Thereinto, residual stress of clamping area is almost not released at all, and the residual stress of transition area is not eliminated homogeneously, which is only 50%.
3) Both the results of simulation and experiment show that the optimum stretch rate for 7075 aluminum alloy sheet is 1.0%. The length of transition area along length direction is 8 mm, which is 67% of the thickness of the plate.
References
[1] TANNER D A, ROBINSON J S. Reducing residual stress in 2014 aluminium alloy die forgings [J]. Materials & Design, 2008, 29(7): 1489-1496.
[2] TANNER D A, ROBINSON J S. Residual stress magnitudes and related properties in quenched aluminium alloys [J]. Materials Science and Technology, 2006, 22(1): 77-85.
[3] ZHANG Yuan-yuan, WU Yun-xin, LI Li-min, ZHANG Ming-rong. Finite element simulation of residual stress in pre-stretching thick-plates 0f 7075 aluminum alloy after quenching [J]. Material & Heat Treatment, 2008, 37(14): 88-91. (in Chinese)
[4] ZHAO Li-li, ZHANG Yi-du. FEM simulation for residual stress in quenched aeronautics aluminum alloy thick-plate based on rolled residual stresses distribution [J]. Journal of Beijing University of Aeronautics and Astronautics, 2006, 32(1): 88-91. (in Chinese)
[5] JEANMART P, BOUVAIST J. Finite element calculation and measurement of thermal stress in quenched plates of high strength 7075 aluminum alloy [J]. Materials Science and Technology, 1985, 1(3): 765-769.
[6] NAKAYAMA Y, TAKAAI T, KIMURA S. Evaluation of surface residual stresses in cold-rolled 5083 aluminum alloy by X-ray method [J]. Mater Trans JIM, 1993, 34(6): 496-503.
[7] RASOULI YAZDI S, RETRAINT D, LU J. Study of through-thickness residual stress by numerical and experimental techniques [J]. J Strain Analysis, 1998, 33: 449-460.
[8] KOC M, CULP J, ALTAN T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes [J]. Journal of Materials Processing Technology, 2006, 174: 342-354.
[9] ROBINSON J S, HOSSAIN S, TRUMAN C E, PARADOWSKA A M, HUGHES D J, WIMPORY R C, FOX M E. Residual stress in 7449 aluminium alloy forgings [J]. Materials Science and Engineering A, 2010, 527: 2603-2612.
[10] KESSLER O, REICH M. Similarities and differences in heat treatment simulation of aluminium alloys and steels [J]. Material Science and Engineering Technology, 2009, 40: 473-478.
[11] LIN Gao-yong, ZHENG Xiao-yan, FENG Di, YANG Wei, PENG Da-shu. Research development of quenching-induced residual stress of aluminum thick plates [J]. Materials Review, 2008, 22(6): 70-74. (in Chinese)
[12] GONG Hai, WU Yun-xin, LIAO Kai. Influence of re-stretching on residual stress distribution in 7075 aluminum alloy thick-plate [J]. Transactions of Materials and Heat Treatment, 2009, 30(6): 201-205. (in Chinese)
[13] JUIJERM P, ALTENBERGER I, SCHOLTES B. Fatigue and residual stress relaxation of deep rolled differently aged aluminium alloy AA6110 [J]. Materials Science and Engineering A, 2006, 426: 4-10.
[14] ZHU Cai-chao, LUO Jia-yuan, LI Da-feng, ZHONG Yu, LI Yun. Numerical simulation and experimental investigation of the aluminium alloy quenching-induced residual stress by considering the flow stress characteristic [J]. Journal of Mechanical Engineering, 2010, 46(22): 41-46. (in Chinese)
[15] LIAO Kai, WU Yun-xin, GONG Hai. Simulation of deformed area for pre-stretching aluminum alloy thick plates [J]. Transactions of Materials and Heat Treatment, 2009, 30(2): 198-202. (in Chinese)
(Edited by HE Yun-bin)
Foundation item: Project(2009GJF10028) supported by Technical Special Pilot Program of China; Project(CDJXS11110013) supported by the Fundamental Research Funds for the Central Universities of China
Received date: 2011-02-23; Accepted date: 2011-07-01
Corresponding author: ZHU Cai-chao, Professor, PhD; Tel: +86-23-65111192; E-mail: zcc92@163.com
Abstract: Numerical simulation combined with experimental test was carried out to analyze the pre-stretching process of the 7075 aluminum alloy sheet, from which the stress variation curves and residual stress of aluminum alloy sheet in different stretch rates were obtained. The results show that the residual stress in length direction is released after unloading the stretch force, while the residual stress in width direction is released during the stretching process. The study of residual stress elimination is beneficial for optimizing stretch rate on the basis of residual stress distribution law. By comparing the variation principle of residual stress in length direction, the size range of three deformation areas and elimination percentage of residual stress were obtained. The residual stresses of clamping area and transition area are not eliminated effectively, so sawing quantity should be the sum of both the areas. The elimination rate of residual stress in even deformation area could reach 90% after choosing a proper stretch rate, which is verified by both simulation and experiment.
