
��GaԪ�ضԵ���ϵ��Ǧǥ�Ͽ��������ܵ�Ӱ��
���ݹ�ѧԺ���繤��ѧԺ
ժ Ҫ��
���ӷ�װ���庸����Ǧ����Ǧ��ת��������,������Ǧǥ�����������ȴ�ͳSn37Pbǥ�ϸ�,���²��庸�������������IJ������ܴ��䲻����������е��˷�,����Ӱ�캸������������ǥ���������IJ������ǵ�ǰ��Ǧ���庸��������Ҫ�����һ����Ҫ���⡣�о���Ŀǰ���õ�Sn-0.3Ag-0.7Cu��Ǧǥ����ģ�Ⲩ��¯�еĿ������������Ҫ�о�����GaԪ�صļ���Ը�ǥ�Ͽ������Ե�Ӱ�졣ͨ��ǥ�ϵ���ʪʵ������������IJ������ıȽϿ��Է�����GaԪ�صļ���������ǥ�ϵĿ���������,GaԪ�ص���Ѻ�����0.02%(��������),Sn-0.3Ag-0.7Cu-0.020Ga�Ŀ�������Ч�¶ȷ�Χ��320������,��Чʱ�������120 min���¡����ö�Ъ����AES��������,��Ԫ��Ga�ں��ϱ��渻��,Oԭ��Ũ�ȵĽ��͡�����ѧ��������:GaԪ�ػ��ںϽ�����������,�谭ǥ�ϵĽ�һ������;����ѧ��������:�ڱ���Ĥ�ڸ�Ga����ʹ������������п�λ���Ӳ�ʹ�絼�ʽ���,�Dz����������Ե�ԭ��
�ؼ��ʣ�
��ͼ����ţ� TG425.1
����飺����(1980-),Ů,ɽ��������,˶ʿ,��ʦ;�о�����:��·����Ǧ����(E-mail:Lihui2@czu.cn);
�ո����ڣ�2011-11-12
�������ݹ�ѧԺУ������Ŀ(TY1024)����;
Effect of Ga on Oxidation Resistance of Low-Silver Lead-Free Solder
Abstract��
Nowadays in electronic assembly process,wave soldering was changed from lead-contained to lead-free.While the more tin content in the Pb-free solder would lead to more dross during soldering process.Too much dross would not only waste the solder alloy,but also affect the soldering quality.Therefore,a key problem for Pb-free wave soldering was to control the formation of the solder dross.The oxidation case of Sn-0.3Ag-0.7Cu lead-free solder which was used widely now was researched.The effect of microelement Ga on the oxidation resistance of Sn-0.3Ag-0.7Cu was studied.Add microelement Ga could improve the oxidation resistance of Sn-0.3Ag-0.7Cu by changing solder wettability and the dross formation.The optimal content of Ga was 0.02%.The anti-oxidation effect was available only when the temperature of solder was below 320 �� and the time was below 120 min.The enrichment of Ga and the depressed concentration of O on the surface of the solder were investigated by Auger electron spectroscopy.In thermodynamic analysis,it was found that Ga could be oxidated first,consequently protected the solder from further oxidation.In kinetic analysis,it was found that the protective film the ion vacancy increased and the specific electric conductivity of film reduced by Ga ion,which was the reason of yielding oxidation resistance.
Keyword��
lead-free solder;oxidation resistance;Ga element;dross;
Received�� 2011-11-12
���ӹ�ҵ��������������еĵ��Ӳ�Ʒ��Ǧ������, ������ƶ�����Ǧ���ϼ�����ؼ����ķ�չ�� ���ݺ��ϵĺ����ԡ� ��������ѧ�����Լ���װ���յ��ص�, Ŀǰ������ҵʹ�ý϶����Ǧ������Sn-Cuϵ��Sn-Ag-Cuϵ
Ŀǰ����������Ŀ�ѧ�о��漰����Ǧ���ϵĸ�������, �����ɷ���ơ� ��ѧ���ܡ� �������ӽ��淴Ӧ�� �Ʋ����ľ�������
1 ʵ ��
���������Sn-0.3Ag-0.7Cuϵ6��Ͻ�, ʵ�������Ƶ�ǥ�ϺϽɷּ���1 ��ʾ�� ԭ�ϲ��ù�ҵ��Sn, ��Ag, ��Cu, ��Ga(���ȡ�99.9%)�� ������Ƶ��Ӧ¯���� Sn35Ag, Sn45Cu, Sn25Ga�м�Ͻ�, �������õ��м�Ͻ�һ����������Ϊ����ǥ�ϲ���ע���͡�
�Ժ��ϸ���������Ϊ���о���ͨ��������Ʒ�������仯��ʱ��Ĺ�ϵ�õ��ġ� ����Ϊģ�Ⲩ�庸���������²��庸¯�н���
��1 ���Ͻ�ǥ�ϳɷֺ�Ԫ�غ���(%, ��������)
Table 1Ingredient and composition of solder samples (%, mass fraction)
| No. | Alloys | Ga | Ag | Cu | Sn |
| 1 | Sn-0.3Ag-0.7Cu | 0.0 | 0.3 | 0.7 | Bal. |
| 2 | Sn-0.3Ag-0.7Cu-0.010Ga | 0.010 | 0.3 | 0.7 | Bal. |
| 3 | Sn-0.3Ag-0.7Cu-0.015Ga | 0.015 | 0.3 | 0.7 | Bal. |
| 4 | Sn-0.3Ag-0.7Cu-0.020Ga | 0.020 | 0.3 | 0.7 | Bal. |
| 5 | Sn-0.3Ag-0.7Cu-0.025Ga | 0.025 | 0.3 | 0.7 | Bal. |
| 6 | Sn-0.3Ag-0.7Cu-0.03Ga | 0.030 | 0.3 | 0.7 | Bal. |
�����������ձ���ҵ��JIS-Z-3198(��Ǧǥ�����鷽��), ������ʪƽ�������������ʪ�Բ��ԡ� ��ʪƽ���������������ʪƽ�ⷨԭ�����ⶨ��ͬ����(�Ͻ�, ������, ĸ��)�����������ʪ�Ե�������
ģ�Ⲩ�庸�����������ձ�Rigaka(D/Max 2500)X�����������Ͻ������������ ���PHI550ESCA/SAM�豸���ж�Ъ����AES����Ga�Ŀ��������ơ�
��ʪ�Բ��Բ�����ʪƽ�������ԭ�����С� �����ձ���ҵ��JIS-Z-3198, ʹ����ʪƽ������ǽ�����ʪ�ԵIJⶨ��
2 �� ��
2.1 Ga������Sn-0.3Ag-0.7Cuǥ�Ͽ������Ե�Ӱ��
�ڲ��庸������, �����ڸ���״̬���辭�ܽϳ�ʱ���ڿ����б�¶, ��Ժ��ϵĿ�������������˿��̵�Ҫ�� �������������ѡ���ڴ���������, ģ�Ⲩ�庸�¶�280 ��, ��ȡ��������������������Ga��ǥ�Ͽ��������ܵ�Ӱ��, ������1000 g������Ǧ����¯�н���330 min��, ��ȡ����, �õ�����ƽ������ ʵ���ظ�����5��ȡƽ��ֵ�� ͼ1��ʾΪGa������Sn-0.3Ag -0.7Cu��Ǧǥ�ϳ�������Ӱ�졣
��ͼ1���Կ���: ��Ǧǥ�������õ�����������������Ga����(0��0.020%)�����ӿ��ٽ��͡� ��Ga������0.020%��0.030%֮���������������ȶ��� �������Կ���: ����Ga��Sn-0.3Ag-0.7Cuǥ�Ͽ��Խ������������IJ�����, ��Ga�ĺ���Ӧ������0.020%��
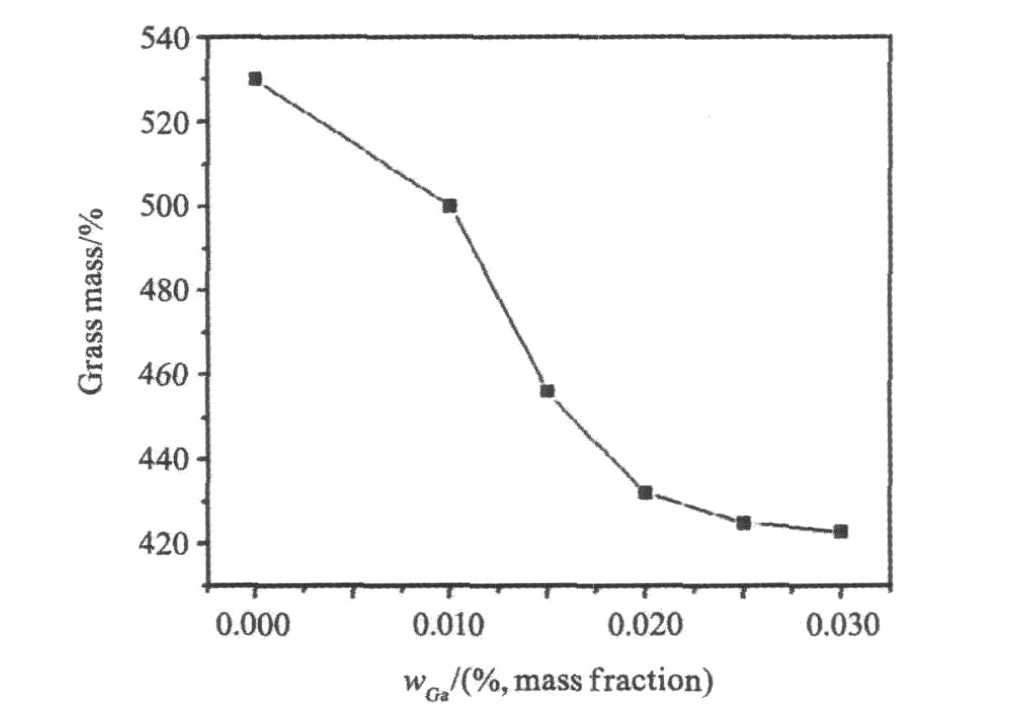
ͼ1 GaԪ�غ�����Sn-0.3Ag-0.7Cuǥ�ϳ�������Ӱ��
Fig.1 Dross mass of solder samples with different Ga contents
2.2 Ga������Sn-0.3Ag-0.7Cuǥ����ʪ�Ե�Ӱ��
���ں��϶���, �ܷ���ĸ���γ����õ���ʪ�ǻ�ÿɿ���ͷ�Ĺؼ��� ���ڲ��庸�ĺ��������������ʪ��Ҳ��ʮ�ֹؼ��ġ� ��ʪƽ������Dz���������ͨ������������¼��ͭƬ����ǥ�ϴӿ�ʼ��ʪ�������ʪ�������ܵ��������ֱ��������ĺ����仯�� �������˲���ǥ�ϽӴ�����������ʱ, �������ܵ������ͱ����������á� ����ָ���㽻ʱ��T0Խ��, ˵����ʪ���̷���ԽѸ��, �����ʪ��FmaxԽ��, ��ʪ������ǥ����ʪ�̶�Խ�� ͼ2ΪGaԪ�ض�Sn-0.3Ag-0.7 Cu��Ǧǥ����ʪ�Ե�Ӱ��, ��ͼ�п��Կ���: ����Ga���������Ӷ��㽻ʱ��T0����ʪ����ʱ��T1��Ӱ�첻ͬ�� �㽻ʱ��T0������ ��ʪ����ʱ��T1����Ga�ļ�������Ͷ����ȶ��� �����ʪ��Fmaxֵ��Ga�ļ����Ƚ������� ��Ga����Ϊ0.020%ʱ, �����ʪ��Fmaxֵ����0.2 mN, �ο��ձ���ҵ��JEITAET-7401��ʪ�Ա�, ���Ա�֤��ҵ������Ҫ�� Ga�����ӶԺ��ϵ���ʪ����һ���ĸ������á�
2.3 Sn-0.3Ag-0.7Cu-0.020Gaǥ�Ͽ������Ե��о�
���Ga����Ǧǥ�ϵ������Ժ���ʪ��������о����, �ۺϿ���, ѡȡSn-0.3Ag-0.7Cu-0.020Ga(4��ǥ��)����һ���о�, ̽����Ŀ��������ơ�
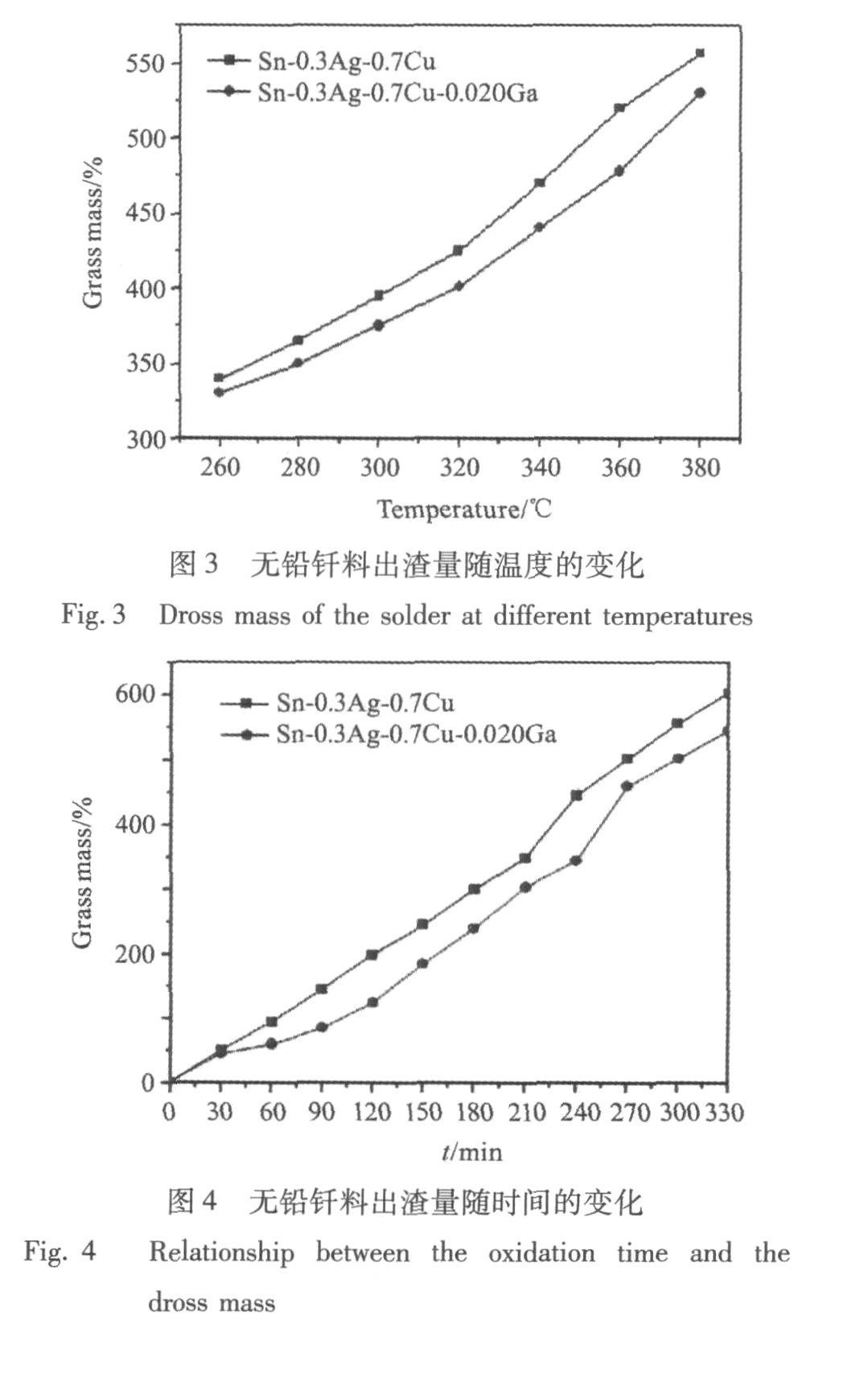
���Ƚ��в�ͬ�¶ȶ�Sn-0.3Ag-0.7Cu��Sn-0.3Ag-0.7Cu-0.020Ga���Ͽ�����Ӱ�������, ѡȡ���¶���260��380 ��֮��, ʵ���ظ�����5��ȡƽ��ֵ�� ��ͼ3��ʾ, ��ͼ3���Կ�������ǥ�ϵ��������ı仯��������, �����������¶ȵ����߶����ߡ� Sn-0.3Ag-0.7Cu-0.020Gaǥ������������������С��Sn-0.3Ag-0.7Cuǥ�ϡ� ���¶ȳ���320 ��, Sn-0.3Ag-0.7Cu-0.020Ga���ߵ�б������, ˵�������ٶ�����, ������������������, ��Ч�¶�Ӧ��������320 �����¡�
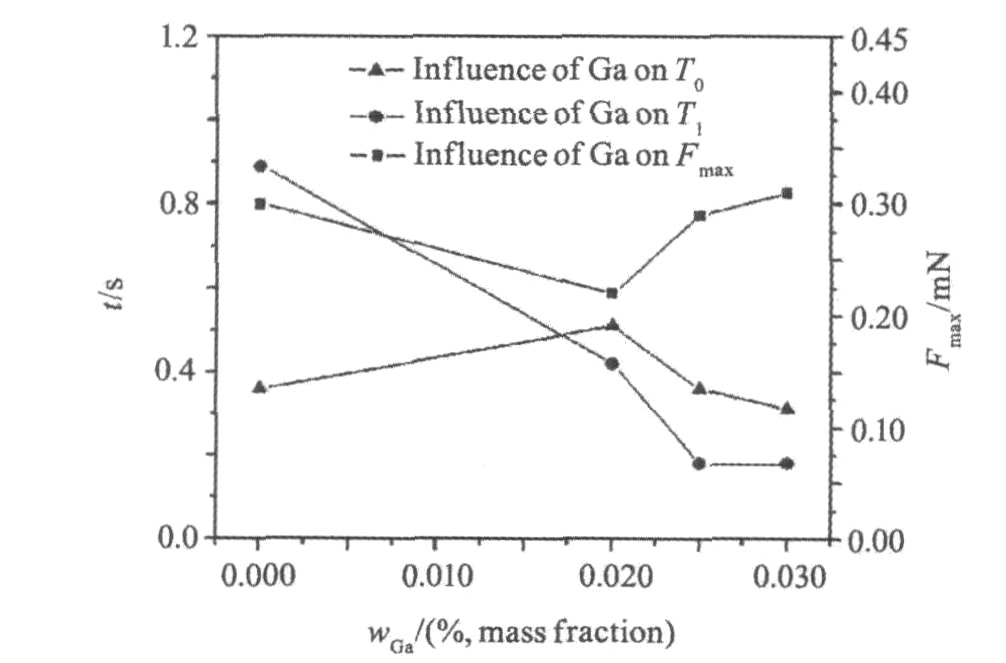
ͼ2 GaԪ�غ�����T0, T1��Fmax��Ӱ��
Fig.2 T0, T1 and Fmax of solder samples with different Ga contents
�����������˲�ͬʱ���Sn-0.3Ag-0.7Cuϵǥ�Ͽ�����Ӱ�������, ʵ���ظ�����5��ȡƽ��ֵ�� ͼ4��ʾΪ��ͬʱ���Sn-0.3Ag-0.7Cu��Sn-0.3Ag- 0.7Cu-0.020Gaǥ����������Ӱ������顣 ѡȡ��ʱ����0��330 min֮��, ��������������ǥ�ϵ�������������������ʱ������Ӷ����ӡ� �ȽϷ���Sn-0.3Ag-0.7Cu-0.020Gaǥ�ϵij��������������Ե���Sn-0.3Ag-0.7Cuǥ�ϡ� Sn-0.3Ag-0.7Cu-0.020Gaǥ����120 min�������� �� �� �� �ӽ���, ��������ʱ��ļ�������, �������������ӡ� ��ʱ�䳬��120 min��, Sn-0.3Ag-0.7Cu-0.020Gaǥ�ϵij����������ʸ���, ǥ�ϲ��پ��п�������, ��Чʱ��Ӧ��������120 min���¡�
����о���280 ���²�ͬʱ���Sn-0.3Ag-0.7Cu-0.020Gaǥ���ڸ������������±�����ɫ�仯���Ρ� ģ�Ⲩ�庸���Һ���������������, ��ͼ5��ʾ�� ���ݱ�Ĥɫ�������ԭ��, ����������Ĥ���������Ⲩ����һ������ʱ, ����������뷴���ĸ���, ����Ĥ������ض���ɫ��, ����ɫ�����������Ĥ��ȵı仯���й��ɵı仯�� ��Ĥ�ȽϺ�ʱ, ����������ʧ�� ���Ը���Һ̬ǥ������Ĥ��ɫ�ı仯����ֱ�۱Ƚ������ij̶ȡ� ��ͼ�п��Կ���, ǥ����ģ�Ⲩ�庸�������ܹ���ʱ��ı��ֹ����ľ��档 �ڳ���120 min�����¾���30 min��, ǥ��Һ�濪ʼʧȥ��������, ����150 min����ֳ����е��غ�ɫ, ����Ĥ����, ������ʱǥ����ɥʧ�˿�����������
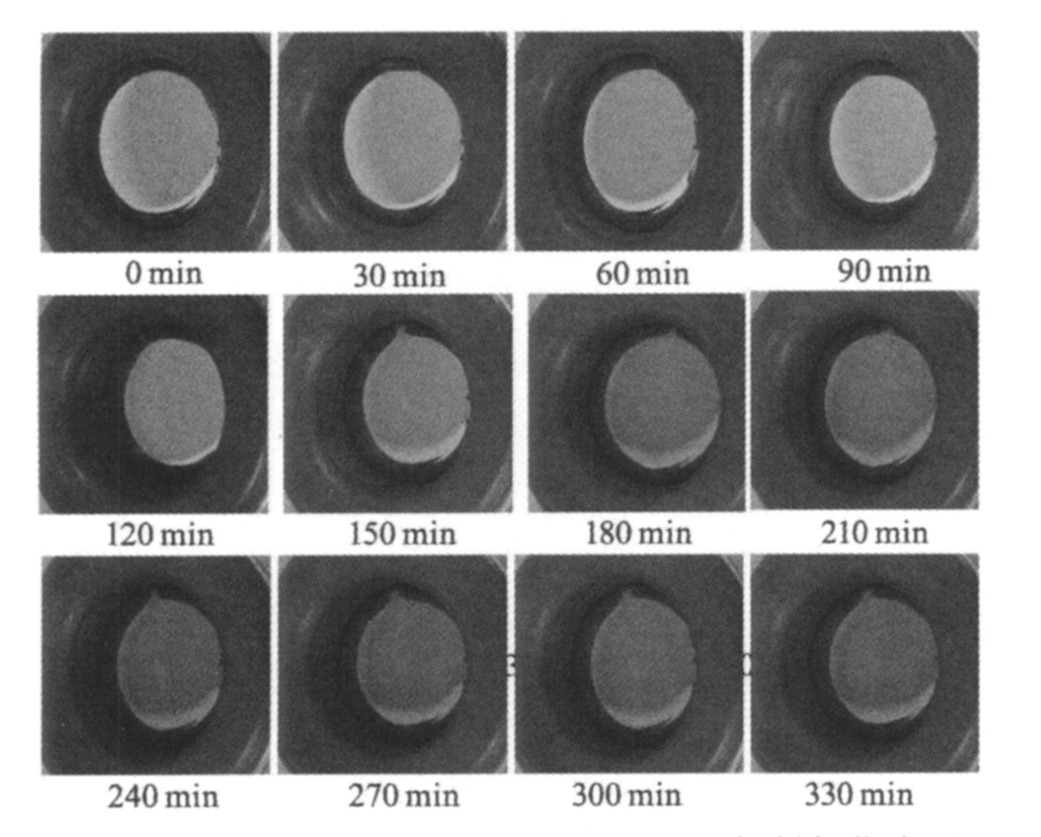
ͼ5 280 ����Sn-0.3Ag-0.7Cu-0.020Gaǥ������Һ��
Fig.5 Surface colors of the solder oxidated at 280 ��
2.4 Sn-0.3Ag-0.7Cuϵ��Ǧǥ�ϵĿ����������о�
Ϊȷ���Ͻ�ǥ������Ĥ������, ʵ���Sn-0.3Ag-0.7Cuϵǥ�ϲ�������������X�����������, ��ͼ6��ʾ��
��ͼ6���Կ���, ǥ��Sn-0.3Ag-0.7Cu����������ΪSn, SnO������Cu6Sn5�� ǥ��Sn-0.3Ag-0.7Cu-0.020Ga������������ͼ����Sn-0.3Ag-0.7Cu�Ļ����Ǻϡ� ��ͼ�в�δ����Ԫ��Ga���������, �������京����δ�ܲ�����
Ϊ��һ���о���GaԪ�ض�ǥ�ϱ����Ӱ��, ������Sn-0.3Ag-0.7Cu��Sn-0.3Ag-0.7Cu-0.020Ga�����˶�Ъ������AES����, �����ͼ7��ʾ��
���������������, �õ�ͼ��ʾ����ȷֲ�����, ����ǥ�ϵijɷֲַ����Բ�ͬ, Sn-0.3Ag-0.7Cuǥ����, ����Ĥ�������O, Sn, Cuԭ�ӡ� ǥ�ϵ�����Ĥ��ʱ����Sn����������ʽ���ڡ� Sn-0.3Ag-0.7Cu-0.020Ga������Ĥ���������O, Sn, Cu��Gaԭ�ӡ� ����,SnԪ�شӱ��������巽���ԭ��Ũ��������, ���Ե���Sn-0.3Ag-0.7Cuǥ����SnԪ�غ����� GaԪ��������Ĥ�����������, �ӱ��������巽���ԭ��Ũ�����͡� �ȽϷ���, GaԪ�صļ���, Sn-0.3Ag-0.7Cu-0.020Gaǥ���� OԪ��Ũ�ȴ�͡�
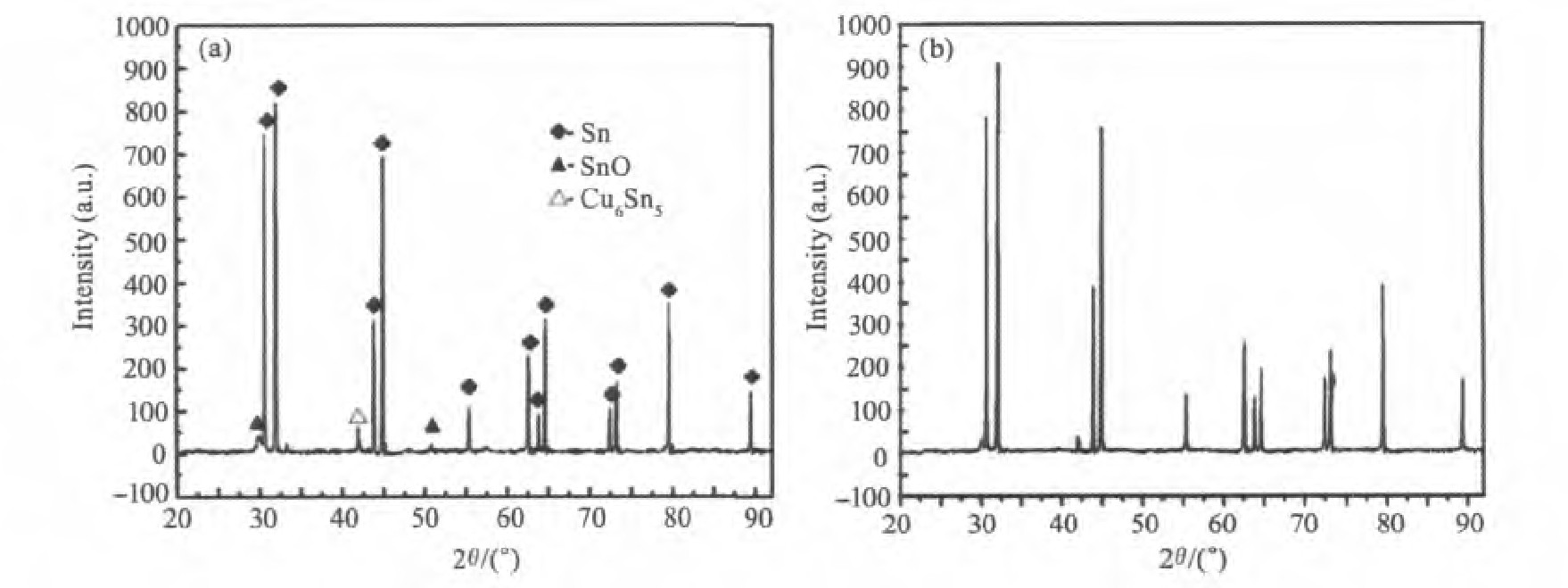
ͼ6 ������XRDͼFig.6 XRD of dross mass
(a)Sn-0.3Ag-0.7Cu;(b)Sn-0.3Ag-0.7Cu-0.020Ga
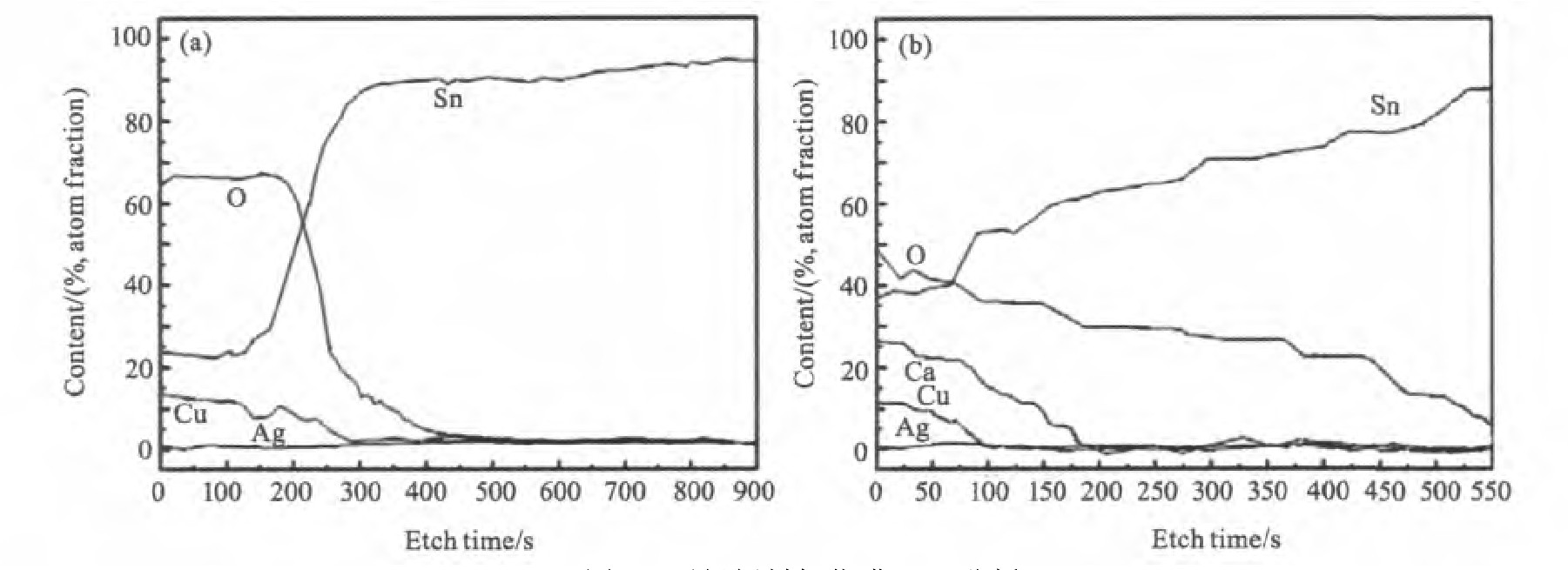
ͼ7 ��Ǧǥ������ĤAES����Fig.7 AES profiles of solder surfaces after oxidetion
(a)Sn-0.3Ag-0.7Cu;(b)Sn-0.3Ag-0.7Cu-0.020Ga
3 �� ��
3.1 ��������ѧ����
��������ѧԭ��, ������ı�����������ԽС, ������������Խ������
Sn+O2?SnO2 (1)
SnO2+Sn?SnO (2)
XRD�����Ҫ��������SnO����������, �γ���������Ĥ��, �Ա����������, ��ֹ��һ�����������ò�ǿ, ���Һ����������� ��Ag, Cu��������Ҫ����Cu2O��Ag2O, XRDδ����������������, ���ܺ�����δ������
��ǥ���и���Ԫ������������������ܽ��м���, ������2��ʾ
��2 280 ����Ǧǥ���г���Ԫ��������ı�����������
Table 2 Gibbs free energy of general oxidations in the solder
| Chemical reaction |
��G��/ (J��mol-1 O2) |
Chemical reaction |
��G��/ (J��mol-1 O2) |
| Ag(s)-2Ag2O(s) | -59421.6 | Ga(l)-2/3Ga2O3(s) | -734691.8 |
| Sn(s)-SnO2(s) | -579328.7 | Cu(s)-2Cu2O(s) | -333725.4 |
| Sn(s)-2SnO(s) | -569882.3 | Cu(s)-2CuO(s) | -313239.0 |
3.2 ��������ѧ�о�
Hoar��Price�ӵ绯ѧ�ĽǶȶԽ������������������߹��ɽ����˼�, ��������Ϊ����Ĥ�ڵ����ӻ���ӵ�Ǩ�����������̵Ŀ��Ʋ��衣 ���ǵ�����������ѧƽ�����۰��������̿�����һ�����ص�·�� ���������ӻ�����������, ���������ӻ�����������, ������Ĥ�ǵ���ʡ� ����ʱ, ����Ĥ���ܴ�������, �����������ӡ� ��������y��ʱ��t�ı仯�ʿɱ�ʾΪ:
(dy/dt)=k����i����e��(Q/y) (3)
ʽ��KΪ�絼��; ��i, ��e�ֱ�Ϊ���Ӻ͵���Ǩ����; QΪ��Ӧ������ �ɼ�������ĵ絼�ʺ͵�ɵ�Ǩ�ƶ������ٶ����������
Sn-0.3Ag-0.7Cuǥ������������Ҫ��SnO, �������ڽ������ӹ�ʣ�͵�������(n�Ͱ뵼��)
��Һ��ṹ����, GaԪ��������Ĥ�д�������, ��ζ�Ÿ۽������Ӽ���, ����Ga3+���ӻ�������Sn2+����, Sn2+���ӵļ��ٻ����Һ̬����������������ӿ�λ����, ��ʹ�õ���Ǩ���ܵ�������Ӱ��, ���µ絼�ʽ���(��ͼ8��ʾ), Ϊ��ά�ֵ�����, �������еĿ�λ����, ʹ�ܵĵ絼�ʽ���, ���ݹ�ʽ(3), ������Ȼ����ǥ�������ٶȵĽ��͡� ���������ϱ����Ga�߶ȸ�����Ȼ����ɴ�����λ, ��ʹ���ϵĿ������Դ�Ϊ��ߡ�
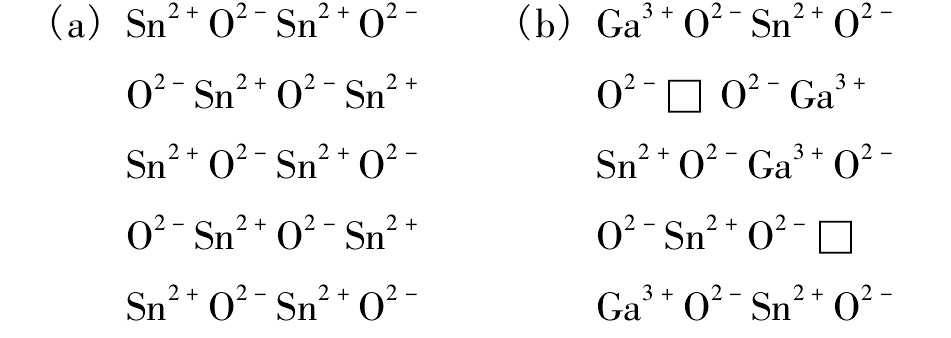
ͼ8 Һ̬ǥ�ϱ���ṹʾ��ͼFig.8 Surface structure of the liquid solder
(a)Ion arrangement of Sn and O;(b)Vacant of adding Ga3+polyvalent ions
4 �� ��
������Ԫ��Ga��Ч�����Sn-0.3Ag-0.7 Cu��ǥ�ϵĿ������ԡ� AES��������: GaԪ�صļ���, ��������Ĥ���������������Ĥ, ʹ�� OԪ��Ũ�Ƚ���, ������ǥ�ϵ������� Sn-0.3Ag-0.7Cu-0.020Gaǥ�Ͽ�������Ч�¶ȵ���320 ��, ��Чʱ�����120 min��
�����
