
DOI: 10.11817/j.ysxb.1004.0609.2020-37579
Cu��Mg������2A12���Ͻ�ϳ�ֲڶȵ�Ӱ��
�� �Σ��ޱ��ԣ������δ��ƣ��Ƴ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
������������ά������ɨ��羵������������羵��X��������������绯ѧ���Ե��ֶΣ��ԱȲ�ͬCu��Mg������2A12���Ͻ�ϳ�ֲڶȵ�Ӱ�졣�����������2A12���Ͻ��е�Cu������Mg����λ�ڳɷ�����ʱ����ϳ��ı���ֲڶȴﵽ3.4 ��m���Ͻ�����ijɷ����Ϊ4.02%Cu+1.39%Mg(��������)����ϳ��ı���ֲڶ�Ϊ1.4 ��m���Ⱥ�S��ģ�����ڻ�ϳҺ�еĵ缫��λ��֮Al�������������ڵ绯ѧ��ʴ�����У����ࡢS��䵱����������Χ��Al��������ȷ�����ʴ���Ͻ��ڻ�ϳʱ�����žֲ������ȸ�ʴ�Ľ��У��γ����𡢸�ʴ�ӵȱ�����ò�������ߴ�Ϊ50 ��m���ҵĴ���ʴ������ɱ���ֲڶ��������Ҫԭ����С�ߴ����ɢT��(Al20Cu2Mn3)�Ի�ϳ�ֲڶȵ�Ӱ���С��
�ؼ��ʣ�
2A12���Ͻ���Cu������Mg��������ϳ������ֲڶ�������֯��ģ������
���±�ţ�1004-0609(2020)-07-1502-10���� ��ͼ����ţ�TG172.63���� ���ױ�־�룺A
2A12�Ͻ������������ۺ����ܱ��㷺Ӧ���ں��պ���������ɻ���Ƥ�ṹ��������Ԫ�����������ֽṹ����һЩ���ͽṹ���Ĺ����Ϊ���ӣ�һ���е�ӹ����Լӹ��������ܼӹ�����е�ӹ����������Ҳ��ɱ���ػ��������κ�����Ӧ������ϳ�ӹ�����Ч����������⡣
��ϳ�ӹ���һ�ָ�ʴ�ӹ����ҿ�ѡ����ָ��������мӹ�������Ϊֹ���ҹ�2xxxϵ���Ͻ�Ļ�ϳ�����Ѿ���Ϊ���졣ë����[1]����֥��[2]�о���ͨ���Ż���ϳҺ�䷽�о���2197Al-Li�Ͻ�Ļ�ϳ���գ��������[3]�о����ڵ�������������Ͽ����˻�ϳҺ��NaOH��Al3+Ũ�ȶԻ�ϳ����������Ӱ����ɣ�������[4]�о���̽���˻�ϳʱ����¶ȶ�2A12���Ͻ�ϳ���ʼ�����ֲڶȵ�Ӱ�죻��֥��[5]����ϳ�����������Ӱ�����ع��Ϊ�Ͻ���֯�绯ѧ��Ϊ�IJ������ԣ��������[6]�о��߽�LY12���Ͻ��廯ϳʱ�γɵ�ʴ�ӹ������Գ��Ĵ��ת��ʱ�������µ��ؾ��������ĵڶ��ࣻ�Ų��յ�[7]�о���ͨ���о���ͬ�ȴ����ƶȶ�LY12���Ͻ��廯ϳ��ʴ�ӵ�Ӱ�죬��Ϊ���ữϳʴ�ӵķ����ǿ���Ԫ��ƫ����
Ȼ��������2A12���Ͻ��гɷֱ仯�Ի�ϳ�ֲڶ�Ӱ����ɵ��о����٣����������������о������ϣ��ӺϽ�ɷֱ仯������֯��Ӱ�����֣�̽��2A12�Ͻ���Cu��Mg�����仯�Ի�ϳ�ֲڶȵ�Ӱ�졣
1 ʵ��
1.1 ʵ�����
Al-Cu-Mg�Ͻ���Ԫ��ͼ[8](ƽ��ᾧ���˸����Dz���)��ͼ1��ʾ������S(Al2CuMg)����Cu��Mg��������Ϊ2.61������ͼ��λ�ڴ���ͷ��ֱ���ϣ�����m(Cu)/m(Mg)��2.61�ĺϽ���ڸ�ֱ���Ҳ࣬��Ҫǿ������S(Al2CuMg)�࣬����Щ��ֵ����2.61�ĺϽ��λ�ڸ�ֱ�ߵ���࣬ƽ��״̬��Ϊ��(Al)+��(Al2Cu)+ S(Al2CuMg)������ɡ�
��ʵ�������3�ֳɷֺϽ𣬲��øߴ�Al���ߴ�Mg��Al-40Cu��Al-10Mn��Al-5Ti�м�Ͻ�Ϊԭ�ϣ�����������¯�������������¶�Ϊ780�棬ԭ���ۻ�����ֳ������������������ߴ�Ϊ200 mm��150 mm��35 mm���Ͻ�ɷ����1����(����Cu��MgΪʵ��ɷ�)��
�����ͼ(��ͼ1)��֪��1�źϽ�ɷ�λ�ڦ�(Al)+ S(Al2CuMg)��������2�š�3�źϽ�ɷ־�λ�ڦ�(Al)+ ��(Al2Cu)+S(Al2CuMg)�������ڣ���2�źϽ�ɷֺܽӽ���������
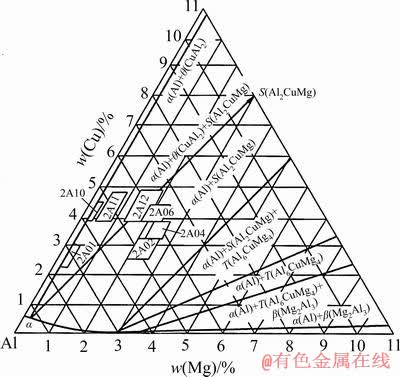
ͼ1 ����Al-Cu-Mg�Ͻ���Ԫ��ͼ
Fig. 1 Partial Al-Cu-Mg alloy ternary phase diagram
��1 �Ͻ�ijɷֱ�
Table 1 Chemical composition of investigated alloys
����������ͷ��ϳ������ν��о��Ȼ��˻���������Ʒ�˻����о��Ȼ��˻���Ϊ495 �桢12 h����¯��ȴ������ǰ����430 �桢2 h���£�����6��������5 mm(������ԼΪ83%��Ϊ��ֹ��Ŀ��ѣ���4���ο���ǰ����430 �桢10 min�ļ��ȴ���)����Ʒ�˻���Ϊ380 �桢2 h�����䡣
1.2 �Ͻ�Ļ�ϳ����
��ϳ��ƷΪ��Ʒ�˻�̬����ߴ�Ϊ30 mm��25 mm��5 mm���ֱ��Ӧ���Ʒ���(RD)���̺���(TD)����ȣ�2A12�Ͻ�ϳ����������ͼ2(a)��ʾ��
���У���ϳҺ�䷽��170 g/L NaOH��45 g/L TEA��19 g/L Na2S��19 g/L Al�������Ӽ�������Ԥ������40% NaOH(��������)��Һ���½�ʴ5 min������ˮ��1 min��Ȼ�����30% HNO3 (��������)��Һ2 min��ȡ��ˮϴ������HH968-2�ɰ�Ϳ�Ͻ�Ϳ��Ϊ����Ϳ�㣻�ںϽ����Ϳ����������ҹ̻�24 h����������Ƭ���Σ���ȥ�Ͻ����ϳ�����Ϳ�㣬��ͼ2(b)��ʾ��������ɺ����¶�Ϊ90 ��Ļ�ϳҺ��(������ԡ������)��ϳ10 min��ȡ������70 ��ˮ����ϴ1 min��������ˮ��2 min������ȡ������30%HNO3��Һ2 min����ȡ��������ˮ2 min�����ȡ�����ʹ��JB-4C�ͱ���ֲڶ��Dz����������ı���ֲڶȡ�
1.3 �Ͻ���֯�������ò�۲�
��ϳ�������ò������VHX1000��������ά�����۲죻�Ͻ���֯������Sirion 200ɨ��羵�¹۲죬�ڶ���ijɷ�������Energy Dispersive X-ray (EDX)���з�������羵��Ʒ��˫���ǽ���˫�������˫��ҺΪ����ͼ״��Ļ����Һ(���ᡢ�״������Ϊ1:3)���¶ȿ�����-25 �����ң���ѹΪ20 V����FEI TecnaiG220��羵�Ϲ۲쾧�����������̬��������ѹΪ200 kV��
1.4 ģ������Ʊ�
���øߴ�Al���ߴ�Mg��Al-40Cu�м�Ͻ���Ϊԭ������ģ���ࡣ���ǵ���(Al2Cu)���Ƕ�Ԫ�࣬��ֱ�Ӹ���Al2Cu�Ļ�ѧ�ɷ�������ϣ�����ģ����࣬�����¶�Ϊ780 �棬�������498 �桢12 h�˻�ͨ�������������[9]����Al-Cu-Mg��Ԫ��ͼҺ����S(Al2CuMg)��������ȡ�ɷֵ�ұ���ǿ��Եõ�S������ϵģ�ȷ���ɷֵ�51Al-33Cu-16Mg(����������%)������ģ��S�࣬�����¶�780 �棬��������[10]��ȷ���˻���Ϊ420 �桢12 h��

ͼ2 ��ϳ��������ͼ�Լ����κ�Ͻ��������ò
Fig. 2 Diagram of chemical milling process(a) and surface morphology of alloy before chamical milling(b)
ģ�����Ʊ���ɺ���D/max2550��X�����������Ͻ������������Cu��Ϊ�вģ�������=1.5406  ��Cu K��������ΪX����Դ���乤����ѹΪ40 kV����������Ϊ250 mA��ɨ�跶Χ(2��)Ϊ10��~90�㣬ɨ���ٶ�Ϊ8 (��)/min��
��Cu K��������ΪX����Դ���乤����ѹΪ40 kV����������Ϊ250 mA��ɨ�跶Χ(2��)Ϊ10��~90�㣬ɨ���ٶ�Ϊ8 (��)/min��
1.5 �������߲���
��Ʒ��IM6eX�͵绯ѧ����վ���ж���λ�������߲��ԣ���ʴҺΪŨ��Ϊ2.5%(��������)�Ļ�ϳҺ�����Բ���Ϊ2 mV/s����λ���Է�Χ����Ʒ���죬���Խ��������Nova���з�����
2 ʵ����
2.1 ��ϳ����ֲڶ�
ʹ�ñ���ֲڶ��Dz�����ϳ����Ͻ�ı���ֲڶȣ�����������ƽ��ƫ��Ra���������ֱ���RD��TD�����������5����ƽ��ֵ�����Թ����У�����������ֱ���ڱ���Ͻ���������Ữ��һ����������Ln�����ڱ�������������ڷ����������뽫�ڴ�ֱ�ڱ����������淽���ϲ��������ƶ���ͨ���������ƶ��źż��ԷŴ����������ֲڶȵ�������ݺ�ͼ�Ρ�
ͼ3��ʾΪչʾ��3�ֺϽ�IJ��Խ�����۲���3�ֺϽ��з�ֵ(I)�ı仯����ͼ3�п��Կ�����3�ֺϽ���������ķ���������0 ��m���߸����仯����ͼʾ����������Ln�ھ����ڶ�����岨�ȣ����ķ�ȴ�ֱ����It�ֱ�Ϊ21.959��8.242��23.577 ��m����Ӧ��Ra�ֱ�Ϊ3.095��0.980��3.071 ��m��
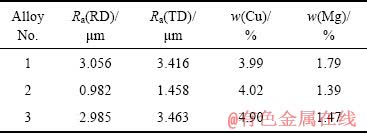
3�ֳɷֺϽ�ϳ����ֲڶ�����Ra���2��ͼ4��ʾ����֪�Ͻ���Cu�������ʱ(1�š�2��)��Mg��������ĺϽ�Ra����(1��)��Mg�������ʱ(2�š�3��)��Cu��������ĺϽ�Ra����(3��)�����⣬ͬ�ֺϽ������Ʒ���(RD)��Ra�����ض̺���(TD)��Ra��
ͼ5��ʾΪ3�ֺϽ�ϳ�������ò�ij�������ά��ͼ��ͼ��ֱ�۵�չ����ѡ���Ͻ����ĸߵ����������Ϊ������ɫ�ĸı䣬��ɫ����ϸߣ���ɫ����ϵͣ�ѡ���ڸߵ���͵�ĸ߶Ȳ��ñ���߶Ȳ���zֵ������zֵԽС����ʾ��ѡ���������Ը߶ȱ仯ԽС����ͼ��֪��1�š�2�š�3�źϽ�ѡ����zֵ�ֱ�Ϊ26.73��9.068��24.87 ��m�������2�źϽ����ߵ������С�������ƽ��������ͼ3��ʾ��Itֵ21.959��8.24��22.20 ��m��һ����Ӧ��ϵ��
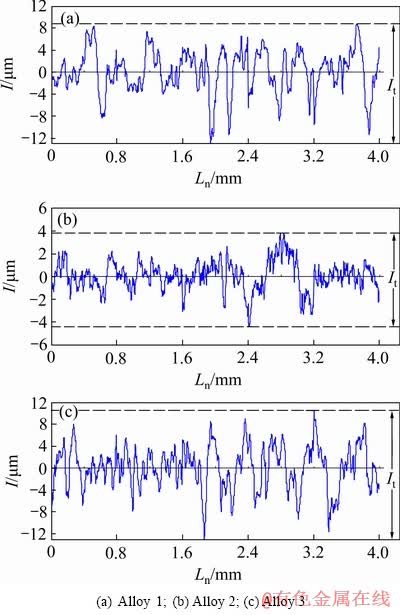
ͼ3 �Ͻ�ı�����������
Fig. 3 Surface profile curve of different alloys
��2 �Ͻ�Ļ�ϳ����ֲڶ�
Table 2 Surface roughness of alloys after chemical milling
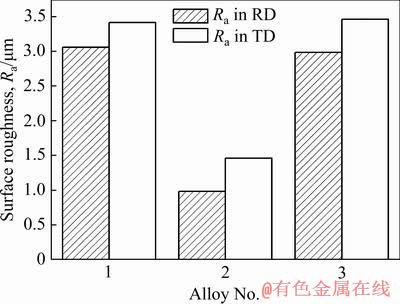
ͼ4 �Ͻ�ϳ����ֲڶ�
Fig. 4 Diagram of alloys surface roughness
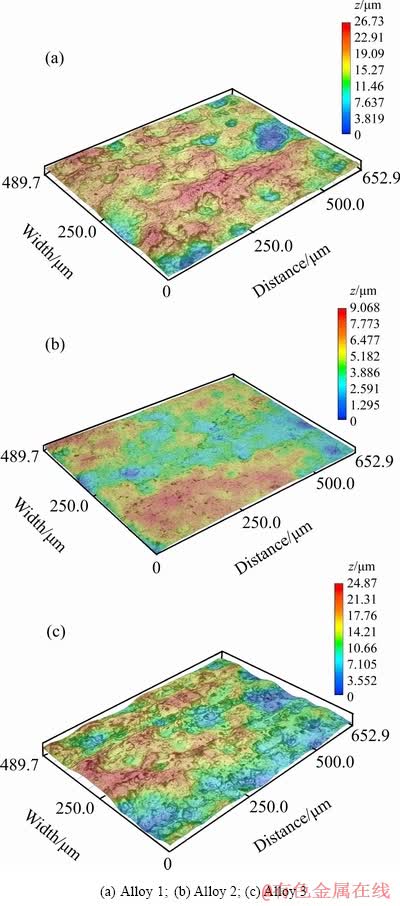
ͼ5 �Ͻ�ϳ�������ò��άͼ��
Fig. 5 3D images of alloys�� surface morphology
����SEM�������3�ֺϽ������ò���й۲���������������ͼ6�ͱ�3��ʾ���Աȹ۲�3�ֺϽ��SEM���ܹ۲쵽��״�����ߴ���10~50 ��m���ȵĸ�ʴ�ӣ��ڸ�ʴ����Χ���ܹ۲쵽һЩ�ĶȽ�������С��һ�����ӡ���3���е��������������Щ����ΪһЩ��Al��Cu��Mg����(ԭ�ӱȽӽ�Al2Cu��Al2CuMg)��һЩ��Al��Cu��Fe��Mn���ࡣ
��ͬ���ǣ�2�źϽ�(��ͼ6(b))���港ʴ����Ŀ���٣��ֲ���Ϊ��ɢ���ҵڶ������ӵ��������٣���1�źϽ�(��ͼ6(a))��3�źϽ�(��ͼ6(c))���港ʴ���ܶ����Ը������ڶ����ʴ�ӵľۼ���3�źϽ���港ʴ�ӷֲ���һ�����Թ��ɣ����⣬���߱���ڶ��������������࣬���ӵķֲ������ƫ����������Ȼ����ɺϽ�����۳߶ȵ����ز�ƽ�������֮�£�2�źϽ�����������ã��������ֲڶȵIJ��Խ�����Ӧ��
2.2 �Ͻ���֯�۲�
ͼ7��ʾΪ�Ͻ��Ʒ�˻�̬��֯ͼ��ͼ7(a)��(b)��(c)�п��Կ�����3�ֺϽ�ľ����������Ʒ������������ڱ������ϴ�ɫ�Ķȵĵڶ��౻���飬��������������ֲ�����Щ�ڶ����Ǿ��Ȼ��˻������δ�ܻ��ܻ���Ĵִ�ᾧ�࣬�ߴ���5~40 ��m���ȣ���Ҫ����Al2Cu��Al2CuMg�༰һЩ��Fe�������࣬��AlCuMnFe��Al7Cu2Fe���[11-12]���Ա�3�ֺϽ����֯��ͼ7(b)��ʾ��2�źϽ�ᾧ����Ŀ���Ը��٣������ֲ��ھ����ϣ���1��(��ͼ7(a))��3��(��ͼ7(c))�Ͻ���֯�нᾧ��϶࣬�ؾ��������ֲ����Ҳ��ִ�ߴ�������鲻��֣�����Ҫ�����ںϽ�ɷֵIJ�ͬ���¡�
���⣬3�ֺϽ��ھ��ܹ۲쵽�����ϸ����״�࣬����[13]������S�࣬������Ϊ�ھ��Ȼ��˻���¯��ȴ�����У��������ٻ������Ѿ��ܽ��S��������κ����������г�ֵ�ʱ�䳤���е�һά�ߴ������ﵽ��20 ��m���ң��������ڽᾧ��룻���⣬���ڻ����ڸ�ϸС�ĵ�״���ӣ�����[14]���ᵽ�������T��(Al20Cu2Mn3)��T������羵���ܱ�����ع۲쵽����ͼ7(d)��ʾ�Ķ̰�״�����Բ��״�࣬�ߴ�ԼΪ0.05~0.5 ��m��
���ͼ3��ʾ�ĺϽ�����������ߺ�ͼ6��ʾ�ı�����ò�����������ƶϣ��Ͻ���֯�д��ڵ���Щ��ߴ�ᾧ����������ɻ�ϳ�����ֲڶ��������Ҫԭ������С�ߴ����ɢT��(Al20Cu2Mn3)�Ի�ϳ��ֲڶȵ�Ӱ���С��
2.3 XRD����
ͼ8��ʾΪģ��ڶ����XRD�ס����У�ͼ8(a)��ʾΪģ���(Al2Cu)�࣬���Կ�����ģ����������������������������ϣ�������ķ����������һЩAlCu��ķ壬��Ʒ�Ʊ�����ʵ��Ҫ����������Ͻ��д��ڵĦ����������о���ͼ8(b)��ʾΪģ��S(Al2CuMg)�࣬���Կ�����ģ��S����������Al2CuMg�ı�����ͼ��ƥ�����ã����ӷ���٣���Ʒ���Ƚϸߣ�����������Ͻ��е�S���������о���
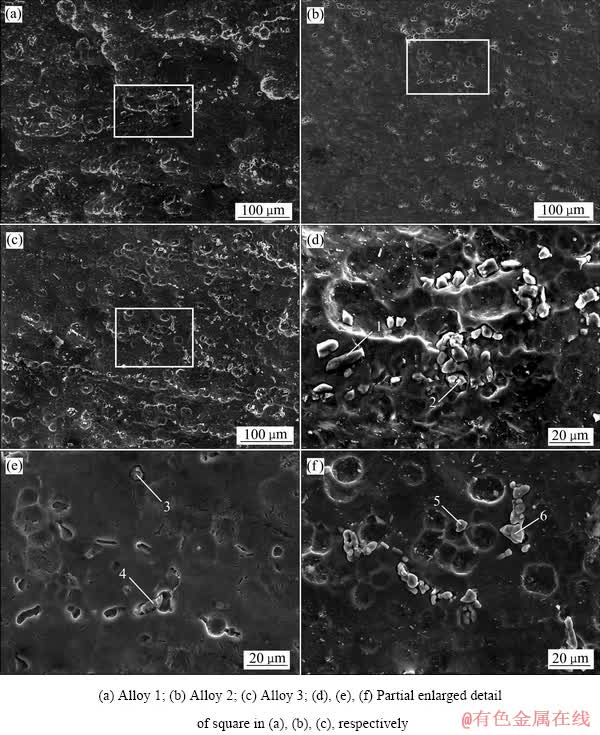
ͼ6 �Ͻ�ϳ��ı�����ò
Fig. 6 Surface morphologies of alloys after chemical milling
��3 ͼ6�����ӵ����������
Table 3 EDS analysis of particles in Fig. 6

2.4 �������߲���
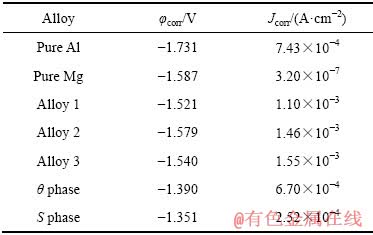
Ϊ���о��Ͻ�ϳ�����еĸ�ʴ��Ϊ����3�ֺϽ𡢴�Al����Mg��ģ����ࡢS������˼������߲��ԡ����Խ����ͼ9��ʾ������������ز������ڱ�4��
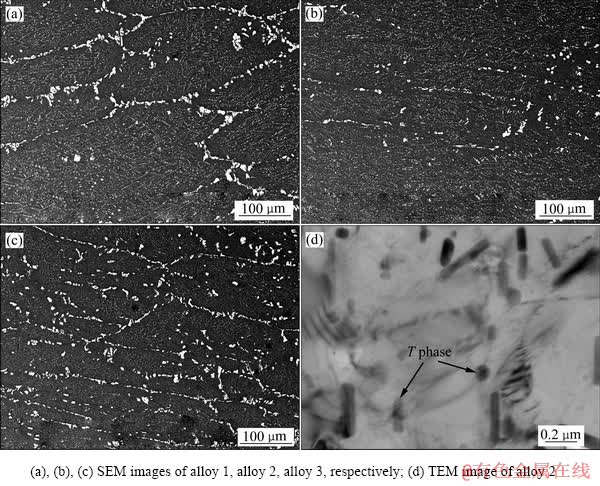
ͼ7 �Ͻ������֯
Fig. 7 Microstructures of alloys
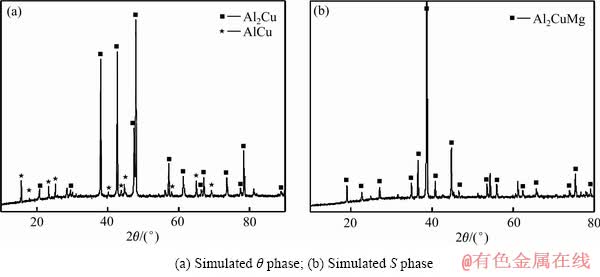
ͼ8 �Ͻ�ģ�����XRD��
Fig. 8 XRD patterns of simulated phases of alloys
��ͼ9(a)���Կ�������������ģ����ĸ�ʴ��λ��С����Ϊ��Al����Mg��ģ����ࡢģ��S�ࡣ������ΪAl�����Խ����������Ը������ѧ��Ӧ����Mg����Ӧ�����ڻ�ϳҺ�У�Mg�Ļ��Ա�Al�ͣ����Mg�ĵ缫��λ��Al�����������⣬�����S���о����в�����Ԫ��Cu�������ǵĵ缫��λ��֮Al�������������ھֲ��ʴ�У���Cu�Ħ����S��һ����Ϊ�����࣬�����绯ѧ��ʴʱ���������Ǹ�����Ϊ������Al���������ܽ⡣
��ͼ9(b)���Կ�����3�ֺϽ�ĸ�ʴ��λ��С����Ϊ2�š�3�š�1�š����ߵĵ�λ������Al��������ֵڶ���֮�䣬����2�źϽ�缫��λ������Al���壬������Ϊ2�źϽ���֯(��ͼ7(b))�еڶ�����Ŀ���٣��Ͻ��ڼ�����Һ�����绯ѧ��ʴʱ���ڶ��������֮���γɵĸ�ʴԭ�����Ŀ�٣����λ������1�š�3�źϽ��֮2�źϽ�����CuԪ�ػ�MgԪ�غ��������࣬������֯(��ͼ7(a)��(c))�еڶ�����������࣬���¶��ߵ�λ���ơ�
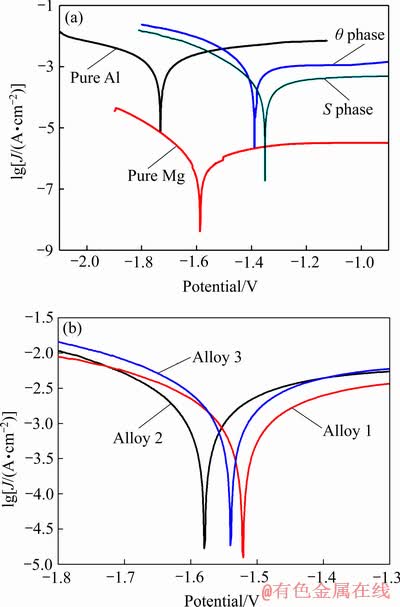
ͼ9 �Ͻ�ļ�������
Fig. 9 Potentiodynamic polarization curves of alloys
��4 ����������ز���
Table 4 Parameters of potentiodynamic polarization curves
3 ����������
2A12�Ͻ�Ļ�ϳ���̰�����ѧ��ʴ�͵绯ѧ��ʴ���̡���ѧ��ʴ��Ҫ��Al��NaOH��Һ�еĵ��ܽ���̣����������У�Al�Ͻ�������������ﱡĤAl2O3���ܽ⣻����Ĥ���ܽ���Ժ�Al��NaOH������Ӧ��������Ӧ�Ļ�ѧ����ʽ����[15]��
Al2O3+2NaOH=2NaAlO2+H2O (1)
2Al+2NaOH+2H2O=2NaAlO2+3H2��+Q (2)
���⣬����Al����͵ڶ����ڻ�ϳҺ�д��ڵ缫��λ�IJ��죬��ˣ��绯ѧ��ʴҲ�ǻ�ϳ��������һ����Ҫ�ĸ�ʴ��ʽ����Ҫ����Ϊ�Ͻ��е�Al����͵ڶ���֮���γɸ�ʴԭ��أ���ɾֲ������ȸ�ʴ��
��ѧ��ʴ�ǻ�ϳ�����б�Ȼ�����ķ�Ӧ��Al�����ڼ��Խ����еľ��ȸ�ʴ�Ի�ϳ�������ģ����ǵ绯ѧ��ʴ��Ի�ϳ��������Ӱ�죬��ʴԭ��صĴ�������˺Ͻ�IJ����ȸ�ʴ��������ʴ�ӺͲ������������ò�����ºϽ��۱�������ز�ƽ����
��Al�Ͻ�ĸ�ʴ�о��У��������[16]�������ڼ��������£�Al7Cu2Fe��Al3Fe�Ⱥ�Fe�����������Ӿ�����Ϊ��Ч�ľֲ���������������FeԪ�صĴ��ڣ�ʹ�������ڸ�pH������ȶ������⣬��Cu��Al2Cu��������Al-Cu������Ҳ�������ࣻ�Ƚ��������Al2CuMg�࣬����ͬʱ����CuԪ�غ�MgԪ�أ�Al2CuMg����ǿ�ҵġ�ȥ�Ͻ�����[17-19]��SHI��[20]ѧ����Ϊ�ڸ�ʴ���ڣ���Mg���ֵĻ�ѧ�ܽ���ȥ�Ͻ���Ҫ��ʽ��
Mg+2H2O=Mg2++2OH-+H2�� (3)
���Ÿ�ʴ�Ľ��У�Mg���ܽ����CuԪ�صĸ�����Cu�ĸ�����ʹAl2CuMg��ĵ�λ���ƣ��ں����ĵ绯ѧ��ʴ�����У���Cu��Al2CuMg����Ϊ�������������Ե��Al���巢�������ܽ⡣
Ȼ���ڱ�ʵ���У���ϳҺ�еĴ������ڵ�OH-������Ȼ��ǿ�����Ʒ�Ӧ(3)�ķ�������������Al2CuMg��ġ�ȥ�Ͻ���ͼ6��ʾΪ����Al2CuMg���Ӿ�����һ���̶�����֤��һ�㣻���⣬BIRBILIS��[16]���о�Ҳ�����������仯����Al2CuMg����pH������������Լ�С����λ���ơ�
�������������Զ��������ָ�ʴ��ò�����������ͣ��ڵ绯ѧ��ʴ�����У�2A12�Ͻ��и��ڶ����Ϊ�����࣬������Χ��Al���巢�����ȸ�ʴ�����Ÿ�ʴ�Ľ��У��ڶ���������Χ��ʼ�������ΰ��ݣ����ӽ�����¶��������ͼ6����ʾ�İ�ɫ�Ķ����ӣ����������Ҳ֤ʵ����һ�㣻����������ʴ��һ���̶ȣ���Щ�ڶ�������ʧȥ��Al�����֧�ź��������䣬������ͼ6����ʾ�ĸ�ʴ�ӡ�
����������ò�������ͬ�̶ȵ�Ӱ��Ͻ�Ļ�ϳ�ֲڶȣ���ϺϽ���������仯����(��ͼ3)����ϳ��Ͻ������ò(��ͼ6)������������Ϊ����Щ�ߴ�Ϊ50 ��m���ҵĴ���ʴ������ɺϽ���治ƽ��������Ҫԭ�������ķ�����֪����ߴ縯ʴ����������Щ�ߴ�ͬ���ִ�ĵڶ����ڻ�ϳ�����з�������������ģ��ʺϽ���֯�д�ߴ�ĵڶ�������Խ�ࡢ�ֲ�Խ�����ȣ��Ͻ�ϳ��ı���ֲڶ�Խ����ͼ7��֪���ںϽ��Ʒ�˻���֯�У��ִ�ĵڶ�����Ȼ����Щ�ؾ���ֲ���δ�ܽᾧ�࣬��Զ��ԣ�����С�ߴ��T��(Al20Cu2Mn3)�ԺϽ�ϳ�����ֲڶȵ�Ӱ���С��
������֪�����ϵijɷֲ����ǵ���������֯�仯�������ԭ������[8]��ʾ��Al-Cu-Mg�Ͻ���500 ��ʱ��Cu��MgԪ����Al�е��ܽ�ȷֱ�Ϊ3.9%��1.8% (��������)����ʵ���У�1�źϽ�Cu��Mg���������ڸü����ܶȸ�����3�źϽ���ȻMg�����������ͣ���Cu������֮��Al�еļ����ܶ��ѳ���1%����ˣ�����������ʱ�γ��˸���ִ�Ľᾧ�ࡣ���֮�£�2�źϽ��Cu��Mg������ȸ�����(4.02%Cu+ 1.39%Mg����������)������ͬ�ľ��Ȼ��˻�����(495 ��, 12 h)����δ���ܵĴִ�ᾧ����Ŀ���٣���2�źϽ�ϳ��ı���ֲڶ���С��
4 ����
1) ��(495 ��, 12 h)���Ȼ���(380 ��, 2 h)��Ʒ�˻������£���Cu���Mg��2A12���Ͻ���֯��δ���ܵĴִ�ᾧ�������϶࣬�Ͻ�ϳ��ı���ֲڶȴﵽ3.4 ��m���Ͻ�����ijɷ����Ϊ4.02%Cu+1.39%Mg����ϳ��ı���ֲڶ�Ϊ1.4 ��m��
2) ���ࡢS���ڻ�ϳҺ�еĵ缫��λ��Al����������Ͻ��ڻ�ϳʱ���ڶ���������ΧAl���巢�����ȸ�ʴ������ʧȥAl�������������¶���������Ÿ�ʴ�ļ������У��ڶ����������䣬���¸�ʴ�ӡ�
3) �ִ�ᾧ�������γɵijߴ�Ϊ50 ��m���ҵĴ���ʴ������ɺϽ�ϳ�����ֲڶ��������Ҫԭ����Զ��ԣ�����С�ߴ����ɢT��(Al20Cu2Mn3)�Ի�ϳ�ֲڶȵ�Ӱ���С��
REFERENCES
[1] ë���, �� ��, ���Ǿ�, ���·�. 2197��﮺Ͻ�ѧϳ�й��յ�̽��[J]. ���ϱ���, 2010, 43(10): 33-35.
MAO Da-heng, ZHANG Can, ZHOU Ya-jun, HAN De-fu. Discussion on chemical milling process of 2197 Al-Li alloy[J]. Materials Protection, 2010, 43(10): 33-35.
[2] ��֥, �˷�Ծ, ����ͤ. 2197��﮺Ͻ�ѧϳ�й����о�[J]. ���漼��, 2010, 39(4): 73-76.
YI Hui-zhi, DENG Fei-yue, ZHANG Zhong-ting. Study on chemical milling process of 2197 Al-Li alloy[J]. Surface Technology, 2010, 39(4): 73-76.
[3] ������, ���庣, ��Ԫ��. 2A97��﮺Ͻ�ѧϳ�й���̽��[J]. ���ϱ���, 2016, 49(12): 46-49.
MENG Li-li, ZHU Yan-hai, ZENG Yuan-song. Discussion on chemical milling process of 2A97 Al-Li alloy[J]. Materials Protection, 2016, 49(12): 46-49.
[4] �� ��, �� Ⱥ. 2A12���Ͻ�ѧϳ�мӹ�����̽��[J]. ���ϱ���, 2018, 51(7): 100-103.
FU Ming, LIU Qun. Discussion on chemical milling process of 2A12 aluminum alloy[J]. Materials Protection, 2018, 51(7): 100-103.
[5] ��֥��. ���Ͻ�ļʴ-�߾��Ȼ�ϳ[J]. ��Ͻ�ӹ�����, 1994, 22(12): 27-31.
YU Zhi-lan. Alkali corrosion of aluminum alloy-High precision chemical milling[J]. Light Alloy Processing Technology, 1994, 22(12): 27-31.
[6] ������, �� ε. LY12���Ͻ�ϳʴ���γɻ���[J]. ������ѧѧ��, 1994, 15(5): 538-541.
WANG Hong-xiang, GE Wei. Etch-pit formation mechanism of aluminum alloy LY12 due to chemical milling[J]. Journal of Northeastern University, 1994, 15(5): 538-541.
[7] �Ų���, �� ��, �� ��. ��ͬ�ȴ����ƶȶ�LY12���Ͻ��廯ϳ��ʴ�ӵ�Ӱ��[J]. ������ѧԺѧ��, 1987(4): 527-531.
ZHANG Cai-bei, SUN Wei, PAN Hao. Effects of different heat treatments of etch pit formation due to chemical milling on LY12 Al alloy plates[J]. Journal of Northeast University of Technology, 1987(4): 527-531.
[8] ������, ���ǻ�. ʵ������ͭ����Ͻ�����ȴ�����ʧЧ����[M]. ����: ��е��ҵ������, 2007: 239-241.
DING Hui-lin, XIN Zhi-hua. Metallographic heat treatment and failure analysis of practical aluminum, copper and their alloys[M]. Beijing: Mechanical Industry Press, 2007: 239-241.
[9] �ܺ���, ������, �Ŵ�ޱ, �� ��, �Ҹ���, ������. �����仯����Al2CuMg���Ʊ�[J]. ���ղ���ѧ��, 2013, 33(2): 35-40.
ZHOU He-rong, CHEN Ming-ming, DU Cui-wei, MA Jian, JIE Gan-xin, LI Xiao-gang. Synthesis of intermetallic compound Al2CuMg[J]. Journal of Aeronautical Materials, 2013, 33(2): 35-40.
[10] LI Jing-feng, ZHENG Zi-qiao, JIANG Na, TAN Cheng-yu. Localized corrosion mechanism of 2xxx-series Al alloy containing S(Al2CuMg) and �ȡ�(Al2Cu) precipitates in 4.0% NaCl solution at PH 6.1[J]. Materials Chemistry and Physics, 2005, 91: 325-329.
[11] ����Խ, �ܰ���, ������, ��־��, ������, �� ��, �챦��. 2D70�������Ͻ�����֯���Ȼ��ȴ���[J]. �й���ɫ����ѧ��, 2010, 20(11): 2101-2105.
LI Pei-yue, XIONG Bai-qing, ZHANG Yong-an, LI Zhi-hui, WANG Guo-jun, WANG Feng, ZHU Bao-hong. Homogenization treatment and microstructure of semicontinuous cast ingot of 2D70 heat-resistance aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(11): 2101-2105.
[12] ����ǿ, ����ƽ, ����, ���Ļ�, ��־��, �Ʋ�ƽ. 2E12���Ͻ���Ȼ���������֯�ݱ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(2): 316-324.
CHEN Yu-qiang, PAN Su-ping, YI Dan-qing, LIU Wen-hui, CAI Zhi-hua, TANG Chang-ping. Microstructure evolutions of 2E12 Al alloy during homogenization[J]. Journal of Central South University(Science and Technology), 2017, 48(2): 316-324.
[13] ����ȫ, ������, �� ��. 2524���Ͻ���Ȼ������е���֯�ݱ�[J]. �����ȴ���ѧ��, 2015, 36(11): 47-53.
LIU Hai-quan, XU Xiao-chang, WU Feng. Evolution of microstructure of 2524 aluminum alloy during homogenization[J]. Transaction of Materials and Heat Treatment, 2015, 36(11): 47-53.
[14] WANG S C, STARINK M J. Precipitates and intermetallic phases in precipitation hardening Al-Cu-Mg-(Li) based alloys[J]. International Materials Reviews. 2005, 50(4): 193-215.
[15] ���������칤���ֲᡷ�ܱ�ί��. �������칤���ֲᡪ���ּӹ�[M]. ����: ���չ�ҵ������, 1993: 622-623.
General editorial committee. Aviation manufacturing engineering handbook��Nontraditional machining[M]. Beijing: Aviation Industry Press, 1993: 622-623.
[16] BIRBILIS N, BUCHHEIT R G. Investigation and discussion of characteristics for intermetallic phases common to aluminum alloys as a function of solution pH[J]. Journal of the Electrochemical Society, 2008, 155(3): C117-C126.
[17] ���, ֣����, ���Ĵ�. �ڶ��������Ͻ�ֲ���ʴ�е����û���[J]. ���ϵ���, 2005, 19(2): 81-83.
LI Jing-feng, ZHENG Zi-qiao, REN Wen-da. Function mechanism of secondary phase on localized corrosion of Al alloy[J]. Material Reports, 2005, 19(2): 81-83.
[18] ZHU Dan-qing, van OOIJ W J. Corrosion protection of AA 2024-T3 by bis-[3-(triethoxysilyl)propyl]tetrasulfide in neutral sodium chloride solution. Part 1: Corrosion of AA 2024-T3[J]. Corrosion Science, 2003, 45: 2163-2175.
[19] YIN Yuan, LUO Bing-hui, JING Hui-bo, BAI Zhen-hai, GAO Yang. Influences of quench cooling rate on microstructure and corrosion resistance of Al-Cu-Mg alloy based on the end-quenching test[J]. Metallurgical and Materials TransactionsB, 2018, 49: 2248-2250.
[20] SHI Hong-wei, TIAN Zhen-huang, HU Tian-hui, LIU Fu-chun, HAN En-hou, TARYBA M, LAMAKA S V. Simulating corrosion of Al2CuMg phase by measuring ionic currents, chloride concentration and pH[J]. Corrosion Science, 2014, 88: 178-186.
Effect of Cu and Mg content on surface roughness of 2A12 Al alloy after chemical milling
ZHANG Xin, LUO Bing-hui, BAI Zhen-hai, HE Cui-yun, TANG Cheng-lu
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The effect of different Cu and Mg content on the surface roughness of 2A12 Al alloy after chemical milling was investigated by ultra-depth three-dimensional microscope, scanning electron microscope with energy dispersive X-ray spectroscopy, transmission electron microscope, X-ray diffraction analysis and electrochemical measurement. The results indicate that, when the Cu or Mg content in the alloy is at the upper limit of the composition, the surface roughness after milling is 3.4 ��m. The reasonable distribution ratio of the alloy is 4.02%Cu+1.39%Mg (mass fraction). The surface roughness after milling is 1.4 ��m. The corrosion potentials of the simulated �� phase and S phase in chemical milling solution are more positive than that of the Al matrix. During the electrochemical corrosion process, the �� phase and S phase act as cathodic zone and lead the Al matrix around them be preferentially corroded. Besides, the development of local nonuniform-corrosion results in phase protrusion and corrosion pit. The large-scale corrosion pit with a size of about 50 ��m is the main cause to increase surface roughness, whereas, the small-sized intragranular dispersoid such as T-phase (Al20Cu2Mn3) has little influence on it.
Key words: 2A12 aluninum alloy; Cu content; Mg content; chemical milling; surface roughness; microstructure; simulated phase
Foundation item: Project(JPPT-Y2017-3) supported by State Administration of Science, Technology and Industry, China
Received date: 2019-07-11; Accepted date: 2020-04-28
Corresponding author: LUO Bing-hui; Tel: +86-13808425282; E-mail: luobinghui@csu.edu.cn
(�༭ ����)
������Ŀ������������Ŀ(JPPT-Y2017-3)
�ո����ڣ�2019-07-11�������ڣ�2020-04-28
ͨ�����ߣ��ޱ��ԣ����ڣ���ʿ���绰��13808425282��E-mail��luobinghui@csu.edu.cn
ժ Ҫ��������������ά������ɨ��羵������������羵��X��������������绯ѧ���Ե��ֶΣ��ԱȲ�ͬCu��Mg������2A12���Ͻ�ϳ�ֲڶȵ�Ӱ�졣�����������2A12���Ͻ��е�Cu������Mg����λ�ڳɷ�����ʱ����ϳ��ı���ֲڶȴﵽ3.4 ��m���Ͻ�����ijɷ����Ϊ4.02%Cu+1.39%Mg(��������)����ϳ��ı���ֲڶ�Ϊ1.4 ��m���Ⱥ�S��ģ�����ڻ�ϳҺ�еĵ缫��λ��֮Al�������������ڵ绯ѧ��ʴ�����У����ࡢS��䵱����������Χ��Al��������ȷ�����ʴ���Ͻ��ڻ�ϳʱ�����žֲ������ȸ�ʴ�Ľ��У��γ����𡢸�ʴ�ӵȱ�����ò�������ߴ�Ϊ50 ��m���ҵĴ���ʴ������ɱ���ֲڶ��������Ҫԭ����С�ߴ����ɢT��(Al20Cu2Mn3)�Ի�ϳ�ֲڶȵ�Ӱ���С��
[1] ë���, �� ��, ���Ǿ�, ���·�. 2197��﮺Ͻ�ѧϳ�й��յ�̽��[J]. ���ϱ���, 2010, 43(10): 33-35.
[2] ��֥, �˷�Ծ, ����ͤ. 2197��﮺Ͻ�ѧϳ�й����о�[J]. ���漼��, 2010, 39(4): 73-76.
[3] ������, ���庣, ��Ԫ��. 2A97��﮺Ͻ�ѧϳ�й���̽��[J]. ���ϱ���, 2016, 49(12): 46-49.
[4] �� ��, �� Ⱥ. 2A12���Ͻ�ѧϳ�мӹ�����̽��[J]. ���ϱ���, 2018, 51(7): 100-103.
[5] ��֥��. ���Ͻ�ļʴ-�߾��Ȼ�ϳ[J]. ��Ͻ�ӹ�����, 1994, 22(12): 27-31.
[6] ������, �� ε. LY12���Ͻ�ϳʴ���γɻ���[J]. ������ѧѧ��, 1994, 15(5): 538-541.
[7] �Ų���, �� ��, �� ��. ��ͬ�ȴ����ƶȶ�LY12���Ͻ��廯ϳ��ʴ�ӵ�Ӱ��[J]. ������ѧԺѧ��, 1987(4): 527-531.
[8] ������, ���ǻ�. ʵ������ͭ����Ͻ�����ȴ�����ʧЧ����[M]. ����: ��е��ҵ������, 2007: 239-241.
[13] ����ȫ, ������, �� ��. 2524���Ͻ���Ȼ������е���֯�ݱ�[J]. �����ȴ���ѧ��, 2015, 36(11): 47-53.
[15] ���������칤���ֲᡷ�ܱ�ί��. �������칤���ֲᡪ���ּӹ�[M]. ����: ���չ�ҵ������, 1993: 622-623.
[17] ���, ֣����, ���Ĵ�. �ڶ��������Ͻ�ֲ���ʴ�е����û���[J]. ���ϵ���, 2005, 19(2): 81-83.
