
���±�ţ�1004-0609(2010)S1-s0906-08
�����Ѽ��ѺϽ���������
�� ��1���ӿ˲�1���� ��2������3
(1. ��ɽ�����ɷ�����˾ �ظ���ҵ�����Ϻ� 200740��
2. �����ɻ���ҵ(����)����˾ ұ������110034��
3. �����ɻ�����о��� ����Ӧ���ң����� 110035)
ժ Ҫ��
���۱����Ѽ��ѺϽ��3����Ҫ�������������ܶȼ��Ӻ͵��ܶȼ����ǵ����Ѽ��ѺϽ���Ʒƣ�����ƺͶ������Ƶ�������Ҫȱ�ݣ�����Ժĵ绡����(VAR)ȥ��������ȱ�ݵ��������ޣ����������䴲¯(EBCHM)�͵������䴲¯(PACHM)����ȴ�кܺõ�Ч������HM��VAR���յ��������е��ܶȼ��Ӵ��ڡ����VAR������Ӿ�Ͻ�ɷֲ����ȣ���CHM�����������ɷֲ����ȳ̶ȸ���EB¯�ʺ��������Ѻ͵ͺϽ��ѣ�PA¯�ʺ������ѺϽ�ǰ��Ԫ�ػӷ������������ߵ������д������ͱ��������HM�����ı�����ư�ľ��гɱ����ƣ������������͵IJ�Ʒ�������ƿ��ܲ������ڡ����ڳɱ��Ŀ��ǣ����������������ճ̶���һ�����ɺ��ӵ����ء�
�ؼ��ʣ�
���������ѺϽ�������Ժĵ绡�������������䴲�������������䴲�����������ɱ���
��ͼ����ţ�TF806.82���� ���ױ�־�룺A
Melting technology of wrought Ti and Ti alloy
LI Xiong1, PANG Ke-chang1, GUO Hua2, LI Hong-en3
(1. Special Steel Business Unit, Baoshan Iron & Steel Co., Ltd., Shanghai 200740, China;
2. Metallurgy Department, Shenyang Aricraft Industries Group, Shenyang 110035, China;
3. Material Application Office, Shenyang Aircraft Design & Research Institute, Shenyang 110034, China)
Abstract: The main three kinds of melt methods were discussed for wrought Ti and Ti alloy. High-density inclusions (HDIs) and low-density inclusions (LDIs) can initiate the fatigue cracks and forging cracks. Both electron-beam cold hearth melting (EBCHM) and plasma-arc cold hearth melting (PACHM) processes have significantly greater capabilities to eliminate LDIs and HDIs compared with the three VAR processes (3-VAR), however LDIs are found in a few HM+VAR heats. Although repeated VAR makes the chemical composition heterogeneity become serious, it is still better than HM. The melting of Ti alloys using EBCHM makes the marked volatile of high vapor pressure alloying elements, EB furnace is more suitable for melting CPTi and low alloy titanium. PACHM is a good process for melting titanium alloy, despite existing gas pores within ingots and cold shuts in the ingot surfaces. There is cost advantage directly rolling into plate and sheet products by HM compared with two VAR processes (2-VAR) to cost Ti and Ti alloy into a rectangular ingot, while the advantage maybe no longer exists for other types of products. Based on cost considerations, technical mastery of the melting should not be ignored.
Key words: wrought titanium; titanium alloy; vacuum arc remelting (VAR); electron-beam cold hearth melting (EBCHM); plasma-arc cold hearth melting (PACHM); melting cost
�����Ѽ��ѺϽ��������ESR(��������)��VAR(����Ժĵ绡����)��EBCHM(�������䴲����)��PACHM(�������䴲����)��[1-4]�������������ա��С��µ���Ҫ�Ѽ��ѺϽ��������ң���Ҫ����VAR��EBCHM��PACHM��������ʽ����2005��������ҵ�����ͳ��[5]��80%���Ѷ�����VAR������20%���Ѷ�����HM�������ɴ˿ɼ���VAR��Ȼ������Ҫ���Ѷ����� ��ʽ��
�����ִ�ұ�������Ľ������Ѽ��ѺϽ��������ʽ��ö����������ú���������ʽ����������Ҫ�ɱ����������������������ճ̶ȡ��Ѽ��ѺϽ������ȱ����Ӳ������(Hard �� inclusions��Type I��Ҳ�е��ܶȼ��ӣ�LDIs)�����ܶȼ���(HDIs)��������(Type II)����״����(Blocky ��)���°�(�� Fleck)�ȡ���������Ҫ�����ڶ�ͷ����ͨ�����������������ȷⶥʱ��С���ܻ�������ͷ�������״����ͦ°����ͨ����С���ͻ�ͨ����ɢ�����������Ӳ�����Ӻ��ܶȼ��ӵ�ȥ�����Ϊ����[6]�������Էɻ���Ҫ������������ת����Ҫ������VAR��HM��VAR�������Ա�֤�Ѷ��Ĵ����Ⱥͳɷֵľ����ԣ��������ߵ���ƣ�������кô����䴲¯��ȥ��Ӳ�����Ӻ��ܶȼ��Ӿ��ж��ص����ƣ����ҵ��۷�(һ���䴲¯������single melt)�����ڽ����ѺϽ�ұ���ɱ���˫�۷�(HM+VAR��double melt)�����ڻ�ȡ����Ʒ�ʵ��ѺϽ�[7-9]��
����ֽ�������3��������ʽ���������߽����������ص㼰�����ɱ����з�����Ϊ����ѡ�����������ṩ���ݡ�
1 ������������
20����80�����ǰ���Ѽ��ѺϽ����������������VAR������20����80������䴲¯�������������Ѽ��ѺϽ����������������EBCHM��������PACHM��1989���������չ�˾��һ��DC-10����ʽ�ɻ�����˹��(Sioux city)�������ѣ�ԭ�����ѺϽ���ܶȼ��ӵ��·ɻ�������������ʧЧ�����������Ե��ܶȼ��Ӻ��ܶȼ��ӽ������ϸ����ƣ���Ϊ�䴲¯���ѺϽ���������ķ�չ�ṩ��������
����Ժĵ绡����(VAR)��һ������ߴ����ȡ�ϸ��������֯ΪĿ�ĵİ��������ռ�����VAR¯��ˮ��ͭ���������ϵͳ���缫�����Ϳ���ϵͳ��ɣ���ṹʾ��ͼ��ͼ1��ʾ��һЩ�����͵�VAR¯ˮ������װ�н�����Ȧ��������Ȧ�����ĵ�ų����ۻ����������ĵ�ų��������ÿ�������۳ؽ����ɷֵľ�����[10]��ʹ�õĶ�Ҫ��û�м��ӡ�ƫ��С�����������ã��뾭��2~3��������

ͼ1 VAR¯�Ľṹʾ��ͼ
Fig.1 Schematic diagram of VAR furnace
���ӷָ��ܶȼ��Ӻ͵��ܶȼ��ӣ�ǰ�߿���X���õ��������߳��ǰ��������ƣ�������X�ߺͳ�������ⲻ�������Ե��ܶȼ�������������ǿ������Σ��[11-12]��
���ܶȼ�����Դ���ѷ����л�����������ߺ��ټ���ǹ�����Լ��м�Ͻ��ں������������缫ѹ�Ƽ��Ѷ������ȹ��̶��п��ܵ��µ��ܶȼ��ӣ��纣���������͵缫ѹ��ʱ���ֻ��ǻ��Ż�ȼ�ա��缫����ʱ����Ⱦ������ʱ����©��©ˮ���Լ���������ʱ�Ļ����[6]�����ܶȼ��Ӻ͵��ܶȼ��ӵ��۵���ܸߣ���WC��Ta��Mo��V���۵�ֱ�Ϊ2 800��2 996��2 660��1 900 �棬TiN���۵�Ϊ2 950 �档��Ȼ�绡���¶Ⱥܸߣ���������Щ����ֻ˲�䱩¶�ڵ绡�У�������ʹ���ۻ������ܶȼ����ܶȱ��Ѵ�����缫����ٳ������۳صײ���VAR�����Ƹ��ܶȼ���û����Ч�Ĵ�ʩ��ͼ2��ʾΪCAMPACT-VAR����ģ��VAR�����ļ�����[13]�����У�RΪ������XΪ���ߡ�ұ������ΪTC4�ѺϽ𣬶�ֱ��Ϊ760 mm����̬���ۻ�����Ϊ12.5 kg/min������������۳�Һ�������ٶ�Ϊ6 mm/min������������۳��¶��������ȷֱ�Ϊ1 670~1 900 ���0.64 m���д�������ʱ�۳��¶���Ծ��ȣ��۳��¶��������ȷֱ�Ϊ1 670~1 690 ���0.8 m��TiN�ڴ����е��ۻ�������������������124~344 ��m/min(1 625~1 825 ��)[14]��304~426 ��m/min (1 750~1 783 ��)[15]������TiN��TC4�е��ۻ��ٶ����ڴ����е�һ������TiN���۳��е������ٶ�Ϊ50 mm/min���ۻ��ٶ�ȡΪ300 ��m/min���۳����IJ�λ

ͼ2 VAR����Ti-6-4�ѺϽ�����������д���������������¶ȳ�
Fig.2 Flow and temperature fields in ingot during VAR process for Ti-6-4 alloy: (a) Without magnetic stirring; (b) With magnetic stirring
��TiN�紹ֱ��������������ʱ���ߴ�С��3.8 mm������ɢ�ܽ⣬�д�������ʱ�ߴ�С��4.8 mm������ɢ�ܽ⣻�������Ѷ����IJ�λԽԶ���۳�Խdz��TiN���ڵĿ�����Խ������뾭�������������СTiN���ڵĿ����ԡ��Ͻ������ߵ��ѺϽ�Ti-17��Ti-1023�����ۻ��ٶȱ�TC4�������۳ر�TC4��dz�������ܽ��Ϊ���ѡ����ڼ��ӵ�Σ���ԣ�����˹VSMPO-AVISMA��˾Ҫ��������ǰ�Ժ����Ѻ��м�Ͻ����100%�ļ�飬����Ҳ���ѺϽ�����ԭ�Ͻ������ϸ�涨�����м�Ͻ����100%����X��飬������ʹ���ټ�벻������ѻ����Ͻ��д�ѡ���룬�ɻ�����ת��������ʹ��Timet��˾�ĺ����ѵ�[16]��
ƫ������ƫ���ͺ��ƫ������ƫ��Դ��֦��������������ƫ��Դ������ƫ�ۺ�Һ��������������Ҫ�ܵ����������Ӱ�죬�����ԭ�������۳��ڵ��¶��ݶȺ��ܶȲ�[17]����°��ǵ��͵���ƫ�������Ѷ�����ɷֵIJ������������ں��ƫ����ǰһ���������ֵijɷֲ������Ա������´�������2~3��������ϣ����ճɷ�ƫ�����ϴ�������Ϊ���ء���ͼ3�ķ������ɼ����ӵ�1����������3��������Feƫ��Խ�����أ�����������缫����Ը��Ƴɷ־������кô�������Ӱ��С��5%�����ʵ�Feƫ���̶�С�ڸ߹��ʵ�Feƫ���̶�[2]��ͼ4~6��ʾΪԪ������̬�ۻ��������ķֲ��������Ѷ��ݽ���ķֲ�[18]����

ͼ3 Ti-10-2-3����VAR����ʱFe�ķֲ�
Fig.3 Fe composition for Ti-10-2-3 by 3-VAR: (a) high power; (b) low power

ͼ4 �Ѷ���̬�ۻ��������Ԫ�غ����仯
Fig.4 Change of element content in cross-sections of stable melting ingot areas: (a) Ti-8Cu alloy, d380 mm ingot; (b) Ti-8Ni alloy, d380 mm ingot; (c) BT15 alloy, d380 mm ingot; (d) BT22 alloy, d380 mm ingot; (e) Mn-a OT4 alloy, d850 mm ingot; (f) BT15 alloy, d380 mm ingot

ͼ5 ֱ��380 mm ��BT15���ݽ���CrԪ�غ����仯(�����ܡ������г�)
Fig.5 Change of Cr content in top-end of BT15 alloy d380 mm ingot produced without solenoid and shrinkage cavity removal: Section I��At bottom of final pool; Section VI��At top of ingot; Sections II�CV��Intermediate sections

ͼ6 �����ģ���Ti-6Al-4V VAR�������ķֲ�
Fig.6 Predicted oxygen distribution in VAR melted Ti-6Al-4V ingot
�������֪��Cu��Ni��Cr��Fe��Mn�ڶ������Ũ�ȸ����ڲ��������IJ�Ϊ��ߣ�Mo���IJ���ʸ�ƫ��״̬�����������֪����ͷ���IJ�λCr�ĺ�����ͣ�����β���IJ�λCr�ĺ�����ߡ�������������Ѷ���ͬ��λԪ��Ũ�ȶ����������IJ��졣�����ۻ��ٶȿ��Լ���ƫ�������ǽ����˶�������������Ч�ʡ����������ڶ��������ǰ���о��Ȼ��˻�[6]���Ը��Ƴɷ־����ԣ���һ��δ��������㹻�����ӡ�ֵ��ע����Ǿ��Ȼ��˻����������ܶȼ��Ӻ͵��ܶȼ��ӡ�
��VAR¯��ͬ���ǣ��䴲¯��Ϊ������3������������������������������3��������ˮ��ͭ������ɡ�������Դ�IJ�ͬ��Ϊ�������䴲¯�͵������䴲¯����ͼ7��ʾ�������ѡ��м�Ͻ��ѻ��������������ۻ������뾫��������������¯����Һ̬������

ͼ7 �������䴲¯���������䴲¯ʾ��ͼ
Fig.7 Schematic diagram of electron-beam cold hearth melting furnace (a) and plasma-arc cold hearth melting furnace (b)
����ʱ����¶ȿɿأ����ܶȼ��Ӻ��ܶȴ���Һ̬�����ĵ��ܶȼ�����ȫ�ɱ����Dz����ܶ�С��Һ̬�����ĵ��ܶȼ�����ɵõ���ȫ�ķֽ���ܽ⣬����Һ̬�����Ĵ���������VAR��EB¯�����۳ر��汩¶�ڸ���ջ���(0.001~10 Pa)�£�ʮ��������������������ѹ�ϸߵ�Ԫ��(Al��Cr��Mn��)�����ӷ�����EB¯����Ti-6-4ʱ��30%��Al���ӷ�[19]������EB¯�Ƚ��ʺ��������Ѻ͵ͺϽ���[20]��ͨ����Ԫ�ػӷ����ɼ�������ɨ��ģʽ��ɨ��Ƶ�ʺ;۽������о����۳صĻ�ѧ�ɷ��ѵõ��ϺõĿ��ƣ�Ŀǰ��EB¯���ɳɹ�����Ti-6-4��Ti-6-4 ELI��Ti-17��Ti-6-2-4-2�� Ti-6-2-4-6 [7, 21]����EB¯�ĸ���ջ�����ͬ��PA¯�������;���������5~100 kPa�ĸߴ�������(99.999%)��������У�����������¯�����վ�Ϊ����ʱ����Ч�����(��64%)��¯����ѹԽ�ߣ�����Ԫ�ػӷ�Խ�٣�����PA¯���ʺ������ѺϽ�[4, 19]������PACHM��������������������۳����γ�С���ݣ����������������л��γ�С���ף�Ӱ���Ѷ��������ԣ�����PA�����������γ������EBCHMʱ��Al�����Լ������ǽ�Ͷ��ϵij�����ܿ��ܵ����������������붧���γɸ�Al�������Զ�����Ҫ������������VAR�����������ͷų�PA���еĶ������������EB���е�Alƫ�������ҿ�����������ɷֵľ�����[6]�����ںϽ�Ԫ�غ����ϸߵĺϽ�(��Ti-17)����ԭ��ѹ���ǿ���HM���ɷֵ���Ч��ʽ[22]��EBCHM��PACHM������������ʽ���ڶ���δ��ȫ����ʱ���鶧��ȻӰ��ᾧ���̣��Ӷ�Ӱ��������֯�������ԡ�
ͨ����ԭ���ϡ��������̵Ŀ����Լ��䴲¯����������ʹ�ã�����VAR������VAR��CHM+VAR���������Ѱ��еļ��ӳ��ִ����������Խ��ͣ�ͼ8��

ͼ8 1 990~2 000���ڼ��Ʒ���ѺϽ��м��ӳ��ֵ� Ƶ��[22]
Fig.8 Inclusion frequencies in premium-quality Ti alloys from 1990 to 2000[22]
ʾΪGEAE��1990~2000���ͳ������[22]�������������ܶȼ���(�ֱ���EB¯��PA¯�����ĵ缫)������VAR��ͷ�У� HM+VAR���ĸ��ܶȼ�����0��HM+VAR���ĵ��ܶȼ��ӳ��ֵĸ���������VAR���ƣ��䴲¯������ĥ���ᵼ��HM+VAR�����ֵ��ܶȼ��ӣ�����ֹĥ������ܶȼ����Ի���֡�ԭ��Ϊ���ܶȼ��ӳ������䴲¯�������Ҹ��ʿɴ�93%������̽�˷�����ͬ��HM+VAR�����õ��Ƿ���̽�˷���(MZUI)��������VAR�����õ��Ǵ�ͳ������̽�˷���������̽�˷�������������ͳ̽�˷�����©��Ӧ���յ���С�ף�ǰ�߽Ϻ��߶�ȱ�ݸ�����[22]��
2 �����ɱ�����
�����б�VAR���õ�ȥ�����ܶȼ��Ӻ͵��ܶȼ��ӵ������⣬�䴲¯��ӵ�н�������Ʒ�ɱ���DZ�����ƣ����䴲¯����100%�����ѻ����ϡ�����ѹ�Ƽ����ӵ缫��������������������ȡ�ͼ9��ʾΪ��ͬ������������Ʒ�Ĺ���·��ͼ��DMTC(����������������)���о�������Ϊ[23]���䴲¯��ԭ����ȫ�����ѻ����Ͽ��Խ�ʡ19%�ijɱ���ֱ�������ɱ������칤��ɽ�ʡ10%~11%�ijɱ��������ij�Ʒ�壬�������̵ijɱ����Խ���28%�������������һ���ľ����ԣ���2005���2007�������ѻ����ϵļ۸���ں����ѣ����ѻ�������Ҫ�ϸ�Ĺ���������ϴ����ѡ�����鼰ѹ��ȣ���Щ�������˳ɱ���������������ʱ�����˷ѵIJ�����ռ����ƫ�ߡ���Ȼ����TIMET��

ͼ9 ��ͬ���������������Ѽ��ѺϽ���·��
Fig.9 Processing routes for Ti and Ti alloy produced using different melting methods
˾ʹ�õ��ѻ����ϴ�40% [16]�����ҹ��Ѳ�ҵ��ģԶ������С���ѻ����ϵĹ���ˮƽ�ͣ�ͨ��ʹ���ѻ����������ͳɱ����ڼ����ڲ��������Ե�Ч����Ŀǰ���������䴲¯�ֱ�����Ƶİ���Ҫ����������ʩ������װ�װ�[24]�����߶˰������ǰ������ұ��������������HM+VAR�����ԣ�������VAR��һ��HM�ijɱ����бȽ϶��ڴ�����Ѳ�Ʒ��˵�Ƚ������塣
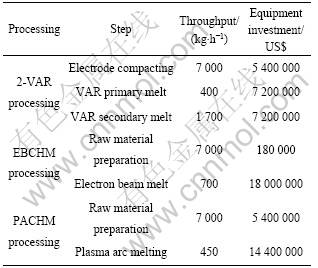
��1����Ϊרҵ��ѯʦSAMPATH��VAR��EBCHR��PACHM�����豸��Ͷ�ʹ���[25]���������豸��Ͷ�ʽ������൱������VAR����������VAR�豸��SAMPATH���������Ϊ������1Ӣ����2Ӣ��壬VAR�ijɱ��ֱ���EBCHM��1.35��1.76���� PACHM��1.4��1.4������������Ȼ��DMTC�Ľ����нϴ�IJ��죬����˵���ɱ���Ƴɰ��гɱ��ϵ����ơ���SAMPATH�Ǵ�ԭ���ϡ��豸�������Ĺ���(HM��������쿪��)�ĽǶ������ǣ�����ġ�ˮ�ġ��˹��ɱ���HM��Ԫ�ػӷ������ǽ������˷�ȴδ������㷶�롣��2����Ϊ����Դ���ġ��˹��ɱ�����Ʒ�յ��ʵȽǶȶ�3���������յijɱ��Ƚϣ�3������������2xVAR�ijɱ���PACHM�൱��������EBCHM�����ֲ��㷽�����ʺ�����������Ʒ��
�䴲¯����ұ�����ڹ����н�30�����ʷ�����������ҹ�������������ʩ����ʹ�䴲¯����ӵ�п�ʹ�õͳɱ�ԭ���ϼ����ٹ�������ƣ����ǹ����г�С���ѻ����ϲ����������������㣬�����Ʋ��ܵõ���Ч���ӣ������������г�����EB¯�����ı���ƵĴ��Ѱ彫ӵ�гɱ����ơ���10~20�����VAR�����Ѽ��ѺϽ��Խ��ǹ����г���������
��1 3�����������豸Ͷ�ʱȽ�
Table 1 Estimated investments for 2-VAR, EBCHM, PACHM equipments[25]
��2 ��ͬ�������������Ƚ�
Table 2 Comparison of different smelting process parameters of Ti

3 ����
1) �䴲¯�������Ѷ�����������VAR�������Ѷ����䴲¯����ȥ�����ܶȼ��Ӻ͵��ܶȼ��������õ�Ч����VARȥ�����ܶȼ������ѡ���HM+VAR���е��ܶȳ��ֵĸ���������VAR�������ƣ����������Ϊ�䴲�缫�������̽�˷�����һ����ԭ��
2) VAR��������Խ�࣬�ɷ�Խ�����ȣ��䴲¯�������������������������ķ�ʽ����ɷֲ����ȣ���ԭ�ϲ������Ϻ�ѹ��ķ�ʽ��������������ɷֵľ����ԣ��������ӳɱ����䴲¯�����ҽ�������������������������ֲ�ƫ����
3) EB¯����ʱ������ѹ�ߵ�Ԫ�غ���϶࣬PA���ڲ����������ұ�����������EBCHM��PACHM�����������ķ�ʽ��Ӱ���������Ľᾧ���̣��������Ա�VAR���IJ
4) ����HM+VAR��������ʽ�������Ϊ�ɻ���Ҫ���������ijɷ־����Ժͱ������������ɻ�����Ҫ�������������ع���װ�װ�������г��У�CHM���ѵõ��㷺Ӧ�á�
5) HM�����Ѱ���Ʒ���������гɱ����ƣ�������������Ʒ��HM�����гɱ����ơ�
6) �Գɱ���Ӱ�죬��ʹ�õ�ԭ���Ϻ��չ����⣬����������������Ҳ��Ϊ�ؼ�����ʹHM�������гɱ����ƣ����缼�����ղ���������������µ���ʧ��������ɱ����ơ�
REFERENCES
[1] SENKOV O N. Metallic materials with high structural efficiency[M]. Netherlands: Kluwer Academic Publishers, 2004: 413-418.
[2] ZAGREBELNYY D, KRANE M J M. Segregation development in multiple melt vacuum arc remelting[J]. Metall Mater Trans B, 2008, 39(2): 281-288.
[3] WATAKABE S, SUZUKI K, NISHIKAWA K. Control of chemical compositions of Ti-6Al-4V alloy during melting by electron beam furnace[J]. ISIJ Int, 1992, 32(5): 625-629.
[4] NISHL S, KUSAMTCHI T, ONOYE T. Arc voltage and heat efficiency during plasma arc melting of titanium[J]. ISIJ Int, 1995, 35(2): 114-120.
[5] U.S. Department of the Interior, 2005 Minerals Yearbook [EB/OL]. [2007-02-01]. http://minerals.usgs.gov/minerals/pubs/ commodity/ asbestos/asbesmyb05.pdf
[6] LUTJERING G, WILLIAMS J C. Titanium[M]. New York: Springer-Verlag Berlin Heidelberg Press, 2003: 27-70.
[7] WOOD J R. Producing Ti-6Al-4V plate from single-melt EBCHM ingot[J]. JOM, 2002, 2: 56-58.
[8] YU K O, CRIST E M, PESA R. Single-melt beta C for spring and fastener applications[J]. J Mater Eng Perf, 2005, 14(6): 697-702.
[9] LOUVIGN? P F. Challenges for the development of titanium in france and in the european industry[C]//Niinomi M eds. Ti-2007 Science and Technology: Proceedings of the 11th World Conference on Titanium (JIMIC5). Kyoto: The Japan Institute of Metals Publishers, 2007: 33-40.
[10] CHAPELLE P, JARDY A, BELLOT J P. Effect of eelectro- magnetic stirring on melt pool free surface dynamics during vacuum arc remelting[J]. J Mater Sci, 2008, 43: 5734-5746.
[11] CHAN K S, PEROCCHIN L, LEVERANT G R. Constitutive properties of hard-alpha titanium[J]. Metall Mater Trans A, 2000, 31(12): 3029-3040.
[12] BELLOT J P, FOSTER B, HANS S. Dissolution of hard-alpha iInclusions in liquid titanium alloys[J]. Metall Mater Trans B, 1997, 28(6): 1001-1010.
[13] KELKAR K M, PATANKAR S V, MITCHELL A. Computational modeling of the vacuum arc remelting (VAR) Process used for the production of ingots of titanium alloys[C]// Niinomi M eds. Ti-2007 Science and Technology: Proceedings of the 11th World Conference on Titanium (JIMIC5). Kyoto: The Japan Institute of Metals Publishers, 2007: 1275-1278.
[14] SHAMBLEN C E, HUNTER G B. Technical information series report[R]. Cincinnati: GEAE, 1986.
[15] BERTRAM L A, ZANNER F J. Modeling of casting and welding processes[J]. TMS-AIME, 1980, 3: 246-255.
[16] SEONG S, YOUNOSSI O, GOLDSMITH B W. Titanium: Industrial base, price trends, and technology initiatives[M]. The RAND Corporation, 2009: 26-28.
[17] ZAGREBELNYY D, KRANE M J M. Segregation development in multiple melt vacuum arc remelting[J]. Metall Mater Trans B, 2009, 40(3): 281-288.
[18] DOBATKIN V I, ANOSHKIN N F. Comparison of macro- segregation in titanium and aluminium alloy ingots[J]. Mater Sci Eng A, 1999, 263: 224-229.
[19] POULSEN E, CHINNIS W, MATT M. Advances in titanium cold hearth melting[J]. Industrial Heating, 2000, 67(1): 49-51.
[20] KUSAMICHLH T, KANAYAMA H, ONOYE T. Temperature measurement of molten metal surface in electron beam melting of titanium alloys[J]. ISIJ Int, 1992, 32 (5): 593-599.
[21] BAKISH R. Optimizing operating efficiency of EBM[J]. Industrial Heating, 2004, 71(2): 39-41.
[22] SHAMBLEN C E, WOODFIELD A P. Progress in titanium- alloy hearth melting[J]. Industrial Heating, 2002, 69(1): 49-52.
[23] TRZCINSKI M. Armor plate produced using 100% titanium scrap solids[R]. Waikoloa: GENE, 2009, 9: 13-16
[24] MONTGOMERY J S, WELLS M G H, ROOPCHAND B. Low- cost titanium armors for combat vehicles[J]. JOM, 1997, 5: 45-47.
[25] SAMPATH K. The use of technical cost modeling for titanium alloy process selection[J]. JOM, 2005, 5: 25-32
[26] LEE Y T, LEE C D. The dissolution of titanium and defect prevention techniques[J]. Machinery and Materials, 2008, 20 (4): 103-114.
ͨ�����ߣ��� �ۣ�������ʦ����ʿ���绰��021-26032761��E-mail��lee_xong@126.com
