
�й���ɫ����ѧ�� 2004,(03),346-353 DOI:10.19476/j.ysxb.1004.0609.2004.03.004
�����ٶ��뽽�ڶ��̬AlSi7Mg�Ͻ���ι��̵�Ӱ��
�����Ƽ���ѧұ��ѧԺ,�����Ƽ���ѧұ��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ ����100083 ,����100083 ,����100083 ,����100083 ,����100083
ժ Ҫ��
ȷ�����̬������εı߽�����,�ڰ��̬����ճ������������Ķ���������,�������̬AlSi7Mg�����̵ļ���ģ�͡��Բ�ͬ�����ٶȡ�������״�Լ���������λ���°��̬���ι��̽���ģ��������������:���̬�Ͻ�ij����ٶȶ���̬������������������Ӱ��,��ѹ�����,���̬������״������λ�õ����ضԳ�����̬Ӱ����Խ�С,�����̬������ƽ�Ϊ�����̬ѹ�����ij�������������ѹ��ȡ���ڽ�������������ٶ��Լ��Ͻ����ࡣ�����ٶȾ������̬����������̬,����Ӱ����̬�Ƽ��ij���������
�ؼ��ʣ�
��ͼ����ţ� TG249.9
����飺��î��(1963),��,������,��ʿ.;��î��,��ʿ;�绰:01062332248,01062309323;E mail:mshyang@sina.com.cn;
�ո����ڣ�2003-07-09
����������Ȼ��ѧ����������Ŀ(59995440);��������ʿ�����������Ŀ(1998000807);
Effects of filling velocity and gate on processes of semi-solid Al alloy forming
Abstract��
Based on the boundary conditions of forming processes of semi-solid AlSi7Mg slurry, a mathematic model of slurry flow coupled with apparent viscosity was established. The effects of the filling velocity and gate shape and located position on semi-solid forming quality and flow patterns were investigated with simulation. The results show that the filling velocity of semi-solid alloy presents a great effect on forming process, the gate shape and located position have little effects on the flow patterns compared with die casting, so the process design for semi-solid is flexible. The results demonstrate that the selection of filling discharge and pressure depends on the gate area, filling velocity and alloy type. The flow pattern of semi-solid slurry depends on filling velocity, which has a great effect on the semi-solid forming quality.
Keyword��
semi-solid Al alloy; filling velocity; gate;
Received�� 2003-07-09
���̬���������һ��˲ʱ�� ��̬��ճ�ȹ���, �������̬����ȡ���ڰ��̬����ճ��, ��������ٶȡ� ���������Լ��Ƽ���״������ء� �ڴ����������, ���̬�Ͻ����ͨ������������ǻ, ����������ѹ������ٶȺͽ��ڼ��γߴ硢 ����λ�õȹ�������Ӱ��������ϴ�仯, ������ճ�����ܼ������ʡ� �����������ȴ�ٶȵ�Ӱ��, �Ӷ����°��̬���ϳ���������̬���ָ��ӱ仯
��ֵģ�⼼������������������ͨ��ʵ��۲�İ��̬���ӵĴ�������̡� Ŀǰ, ���Ѿ���Ϊ�о����̬�Ƽ����ι��̵����뷽�����õ�ʵ��Ӧ��
1 ģ�����ģ��
1.1 �������Ʒ���
���̬�Ͻ�������������ڴ������ɱ����ճ�Բ���ѹ������̬������ �������̬�Ͻ������ķ�����Ҫ��: �����غ㷽�̡� �����غ㷽�̡� �����غ㷽���Լ�����������̡�
1) �����غ㷽��(�����Է���)
ʽ�� u, v, w�ֱ�Ϊx, y, z����������ٶȡ�
2) �����غ㷽��
ʽ�� umΪm������ٶȷ���; gmΪ�����ڵ�λ�������m����������; pmΪ���澲ѹ��ʸ��; ��Ϊ����ճ��ϵ����
3) �����غ㷽��
ʽ�� aΪ����ϵ��; TΪ�¶�; tΪʱ�䡣
4) �����������(���ɱ�����Ʒ���)
������VOF���������ɱ���, �����������������F�������������̬������������:
F=��Ԫ����������/��Ԫ���(0��F��1)
a. ��F=0, �õ�ԪΪ�յ�Ԫ, û�����塣
b. ��F=1, �õ�ԪΪ����Ԫ��
c. 0<F<1, ��ʾ�õ�Ԫ��������, ����û����, �����ɱ��档
ֻҪ�����ÿ����Ԫ��Fֵ�Ϳ�ȷ�����̬��������һʱ�̵������� ����״̬��
5) ����ճ�ȷ���
ʽ��
��Ԫ(i, j, k)��i�����˶�ʱ, �ܵ����ڵ�Ԫ(i, j, k+1), (i, j, k-1), (i, j+1, k), (i, j-1, k)��ճ���谭����, ��Ԫ����λ����ͼ1��ʾ�� Ϊ��, ���ȼ��㵥Ԫ(i, j, k)�����ڵ�Ԫ��Ӧ���ݶ�; �ڴ˻�����, ����ʽ(6)���㵥Ԫ�ļ�������; ���������ʴ������ճ�ȵ���ѧ����ʽ��, �������ʽ(2)�����غ㷽���С�
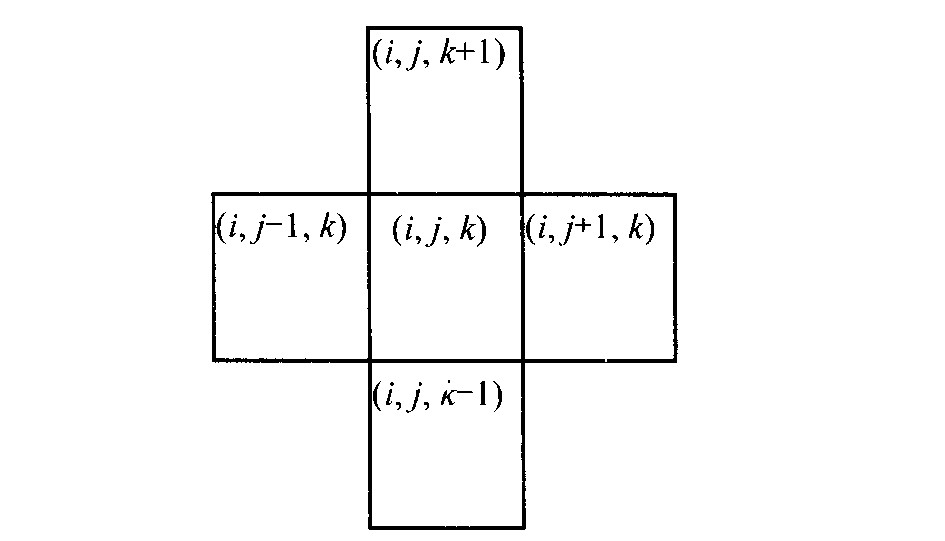
ͼ1 ���嵥Ԫʾ��ͼ Fig.1 Schematic drawing of fluid units
1.2 �߽�����
1.2.1 ���ɱ߽�����
�ڰ��̬��������̵�ģ�������, �����ɱ���ѹ����Ϊ����ѹ��p0�� ���ɱ����ٶ������ͨ����������Ԫ��֪�ٶȲ�ֵ���õ�, �����ɱ��浥Ԫ������, ����ʵ�ٶȴ�С�ͷ�����ѹ�����ٶȵ��������������
Ϊ����ģ���İ��̬����ǰ��, ���ñ߽���������
ʽ�� ��AΪ���浥ԪA�������������; NΪ��������Ԫ�ĸ���; pnΪ��������Ԫ��ѹ��; p0Ϊ����ѹ��; pcΪ���浥Ԫ����ѹ����
1.2.2 ����߽�����
���̬��������̵ij���߽������ڽ��ڴ�, ��ǰ����֪, ���̬ѹ���豸���й̶��Ľ��ϳ�������ֵ, �����ں�����ȷ����, ���ڴ������ٶ��ڳ������в������仯; ���ѹ����Ϊ����ѹ��ѹ��, Ϊ��֤һ�������ٶ�, ����ѹ�������ʱ���������Բ����仯, �仯���Ⱥ�С��
1.2.3 �ͱڱ߽�����
ʵ��ʹ����, U1=KU, V1=0, W1=KW, ʽ��U, W�ֱ�Ϊƽ�б���ĵ�Ԫ�˶��ٶ�; VΪ��ֱ����ĵ�Ԫ�˶��ٶ�; �DZ�1��������; KΪϵ����
���ݹ���������ͬ, Kֵȡֵ��Χ��(-1, 1)֮��仯, ���Сȡ�������������� �Ͻ������Լ��¶ȵ����ء� ���̬���Ͻ��ϵ��۵�ϵ�, ճ�Ƚϴ�, �����м��б�ϡ���ص�; ����Ϊ��ģ��, Ԥ���¶ȴﵽ300 ��, ģ�߱����²��С�����³����̽��·��ȼ�С�� Ϊ��ȡK=0��
2�����ٶȶԴ�����ε�Ӱ��
��ƽ�塢 �˸���Ϊģ���������о��� ���ǵ������ߴ�ֱ�Ϊ180 mm��140 mm��10 mm��d 160 mm��14 mm, �����ֱ�Ϊ582��588 g�� ����άʵ����ͼ2��ʾ�� ����Ԫ�ߴ�Ϊ2 mm��2 mm��2 mm�� ������״����ֱ�κ�����2����ʽ��
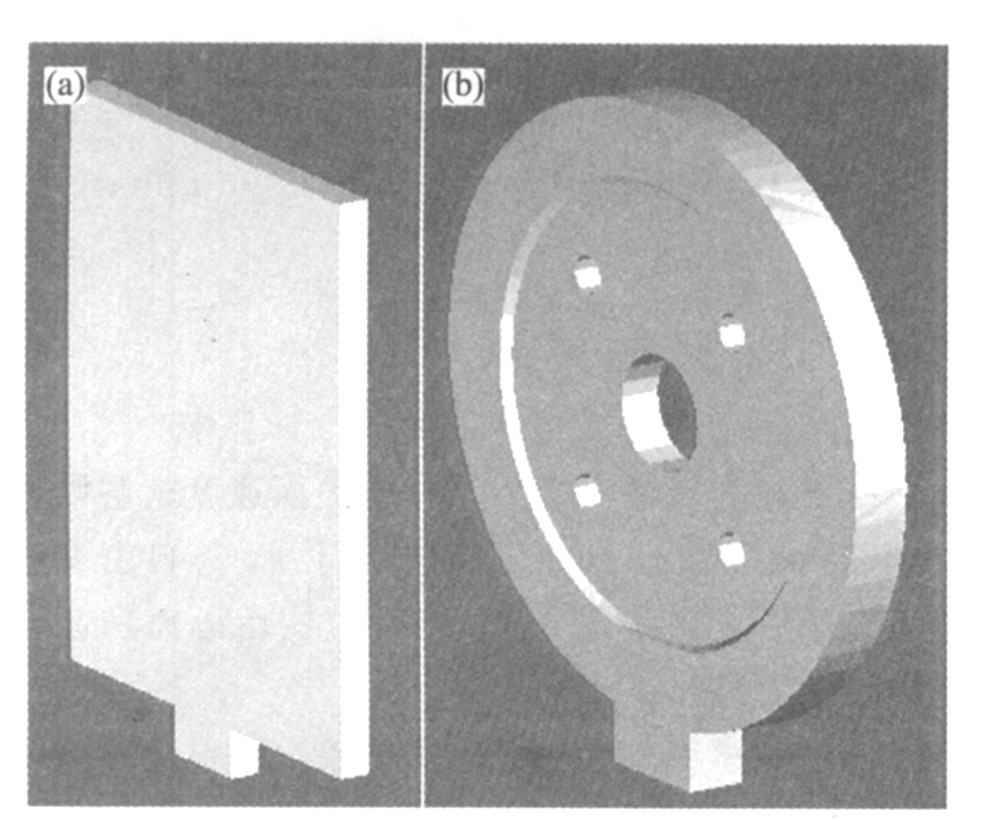
ͼ2 ��άʵ��ͼ Fig.2 3-D solid mold drawing (a)��Plate; (b)��Flange
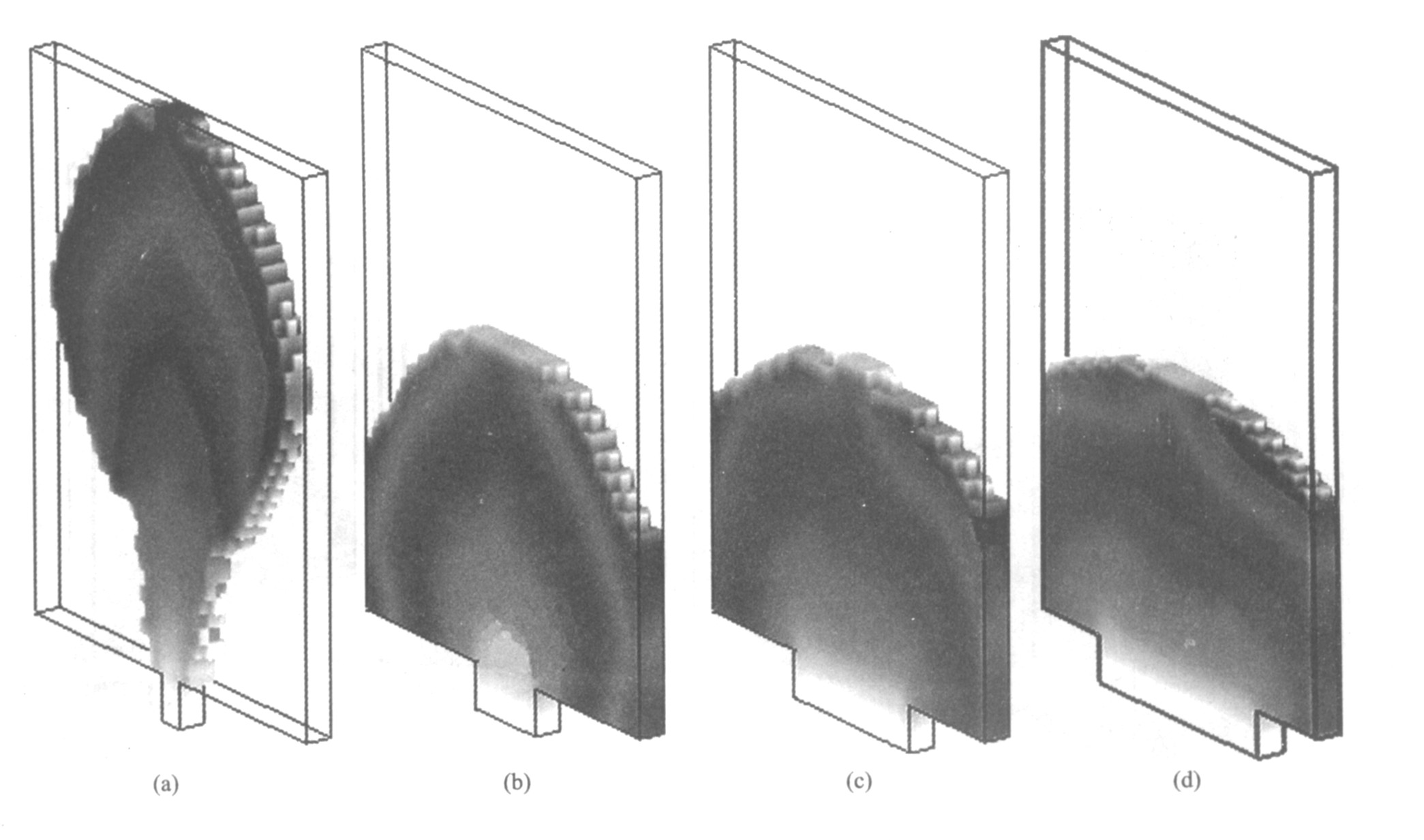
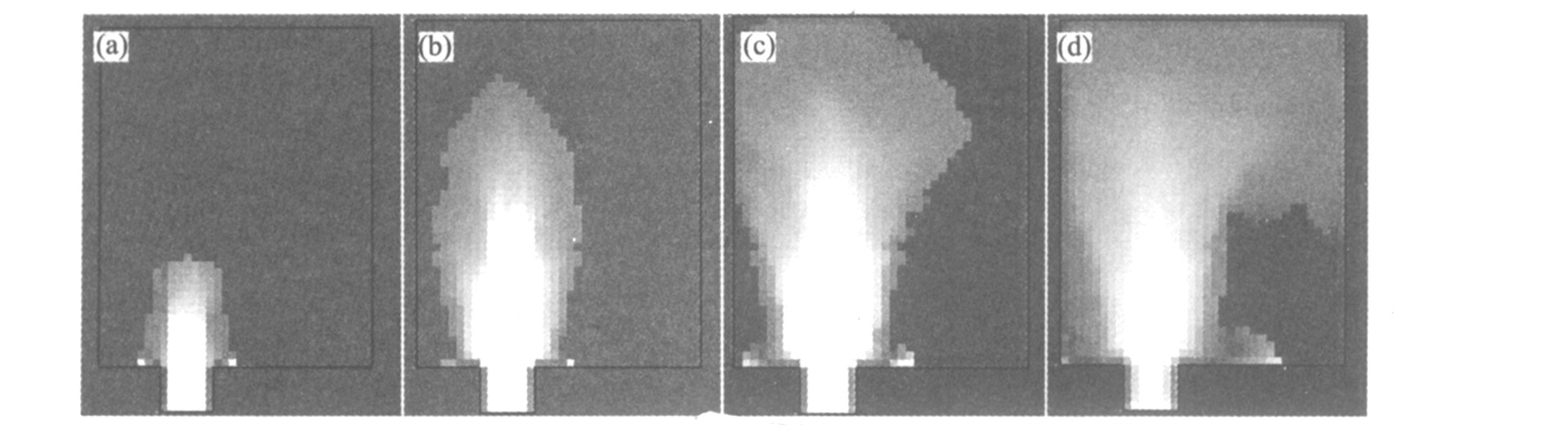
Ӱ����̬����������̬����Ҫ���ذ���ѹ���� �����ٶ��Լ����̬����ճ�ȡ� ����ճ����Ҫȡ����ģ���¶Ⱥͳ���ʱ��, �����ٶ���ȡ���ڳ��������ͽ�������� ͼ3��ʾ�ڲ�ͬ�����ٶ���, ���̬���ϳ���������̬�� ��ͼ3(a)�ɼ�, �������ٶȴﵽ4 m/sʱ, �������������������Ŷ����� Ϊ�˼��������Ϳ���������, �ɼ�С�����ٶ�, �Ա�֤����Ϊ������ ��Ȼ, ���ý�С�����ٶ������ڸ���������̬, ��õ���ͼ3(c), 3(d)��ʾ��ģ������֤ʵ�� ����, ��ǻ�����ڼ���ʱ�������, �Ա����ڳ����������ڽ��¶�����������½��� �ڽ��ڳߴ�һ��ʱ, Ӧѡ��ϴ�ij��������� �ڱ��о�������, ����ƽ����̬��������, �����ٶȲ�Ӧ����4 m/s��
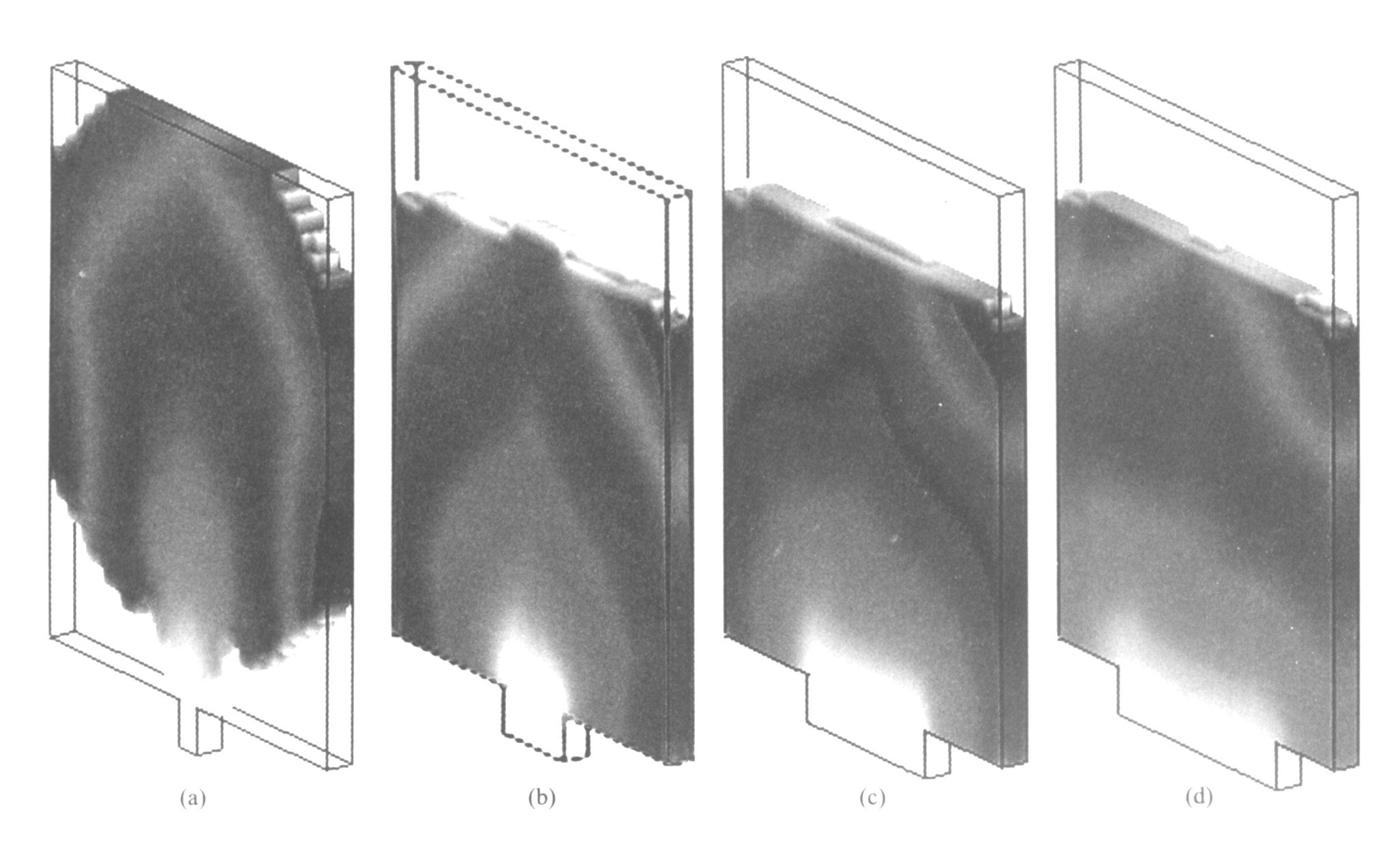
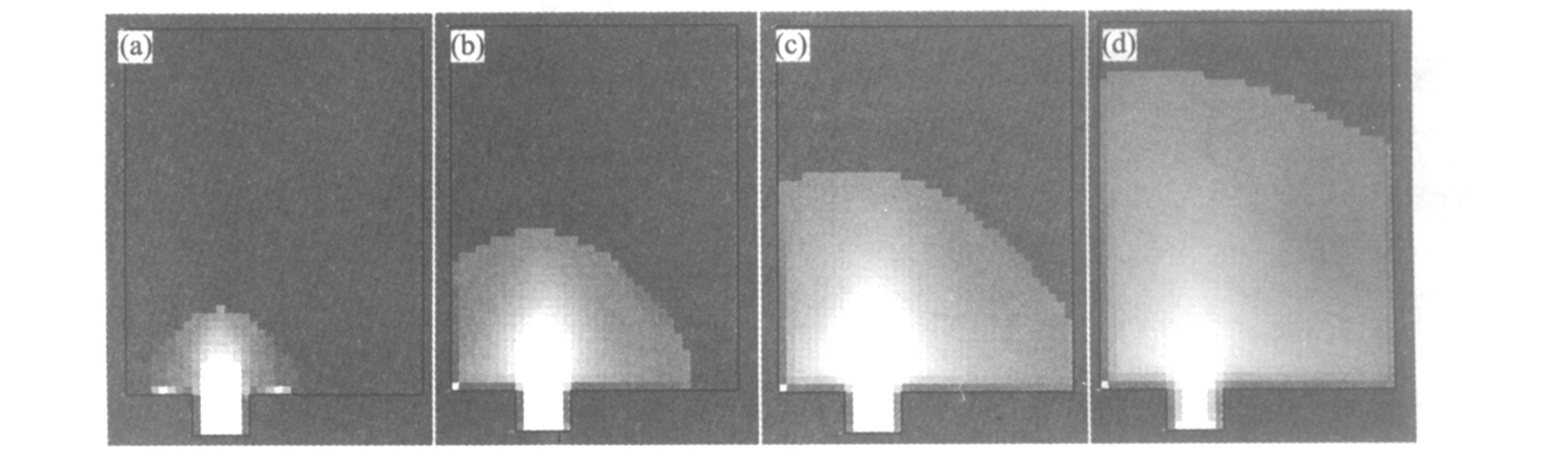
ͼ4��ʾ��ͬ�����ٶȶ�Һ̬�����ij���������̬��Ӱ������̬�������, Һ̬������������ճ�Ƚ�С, �����Ƚ����׳��������� �������ٶȳ���2 m/sʱ, Һ̬��������Ϊ������������(��ͼ4(a))�� ���ý�С�����ٶ�, ���Ա�֤����Ϊ�����Լ��������Ϳ����������� �������ٶȽ��͵�0.75 m/sʱ, Һ̬������������ƽ��(��ͼ4(c), 4(d))�� Ϊ��ʹ��ǻ�ڼ���ʱ���ڵõ����, �����ڳ����������ڽ��¶�����������½�, ʵ����Ӧѡ��ϴ�ij����ٶȡ� �ڱ�ʵ��������, ����Һ̬�����IJ�������, �����ٶȲ�Ӧ����0.75 m/s�� ���������ij����ٶ���, �������������ǰ�ؽ��¶�����ճ������, �����Ƽ������� ����, ���ڽ����������õ�Ӱ��, Һ̬�������ٳ���ʱ, ���ںͽӽ����ڴ����ȱ����, �ɱ�����־�������(��ͼ4(d)); ���ٳ���ʱ, ���ͱ߽Ǵ��ȱ�����, ����������, ����������ȱ�ݡ�
���̬�����ڽ����Լ���ǻ�ڵ�������̬�ͳ���ɢ���Լ�������������������ϸ���̬�Ƽ���2����Ҫ���ƻ��ڡ� �ڳ���ʱ���ڶ��������������������ì�ܵ�, ��Ҫѡȡ��֤����Ϊɢ�ȶ�����ճ�����Ա仯����ѳ���ʱ�䡣 ģ��������, ��ʹ������ѳ���ʱ���ڵĽ�С�����ٶ�Ҳ����ʹ��Һ̬��������Ϊ����״̬; ���ڽ϶̳���ʱ����, ���̬������ι��̿��Դﵽ�������͡�
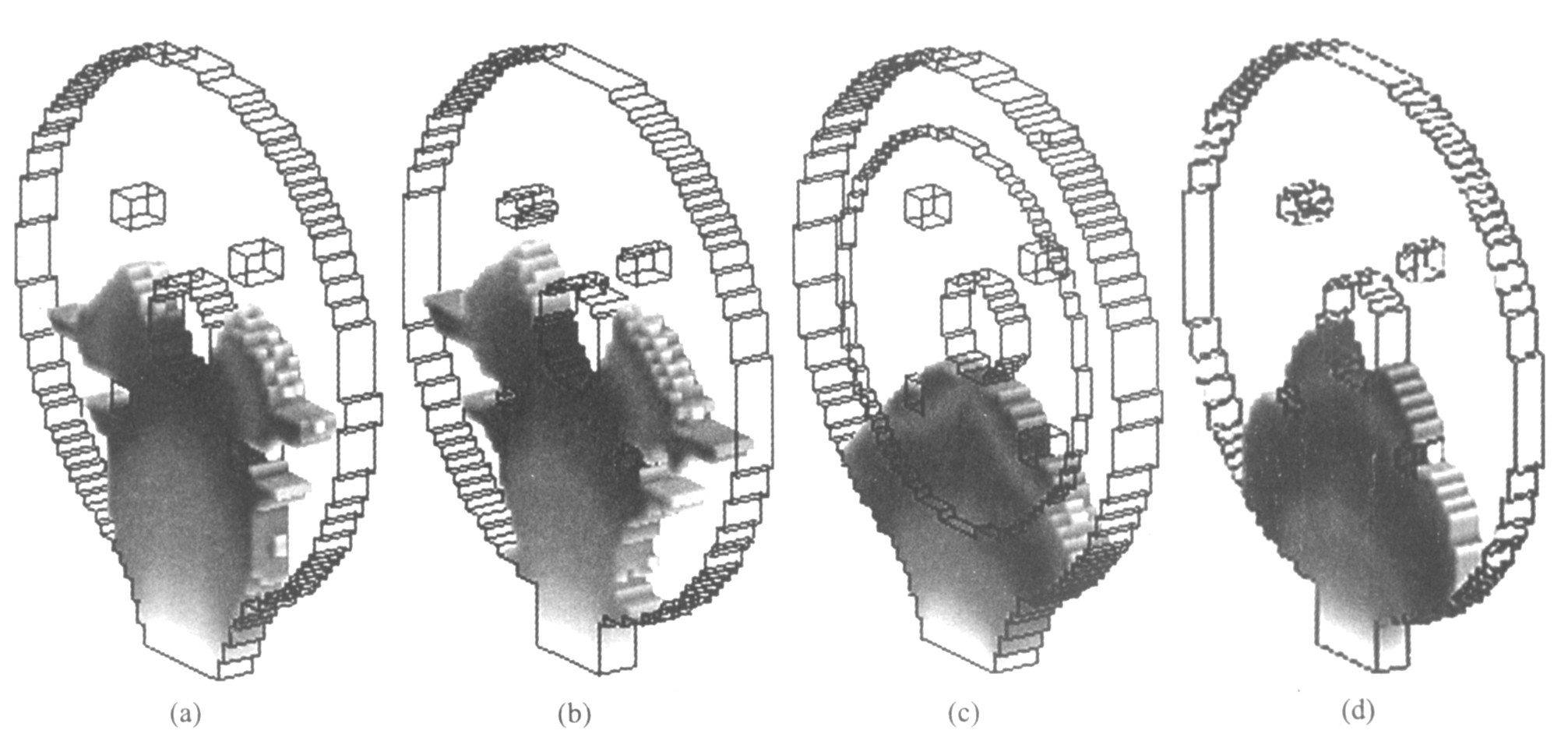
ʵ�ְ��̬������ѹ���ļ����ؼ�: һ�ǽ��ϳ�����̬, ����ģ������״���� �ڳ�������, ������ͨ�Ƚ�����ʵ��, ��������̬��ȡ���ڳ����ٶȵ�������ص�Ӱ�졣 ���ڲ�ͬ��С��״��ѹ��������Ӧ����������, ���̬������ʹ���һ�������ٶ��ٽ�ֵ, ��������ܲ�������ȱ�ݡ� ͼ5��ͼ6��ʾ�˰��̬���ϳ������ﵽ��50%��80%������ǰ��״̬�� ���Է���, �������ٶȳ���4 m/sʱ, ���ϳ�������Ŷ��������� ���ȳ�����ǻ��
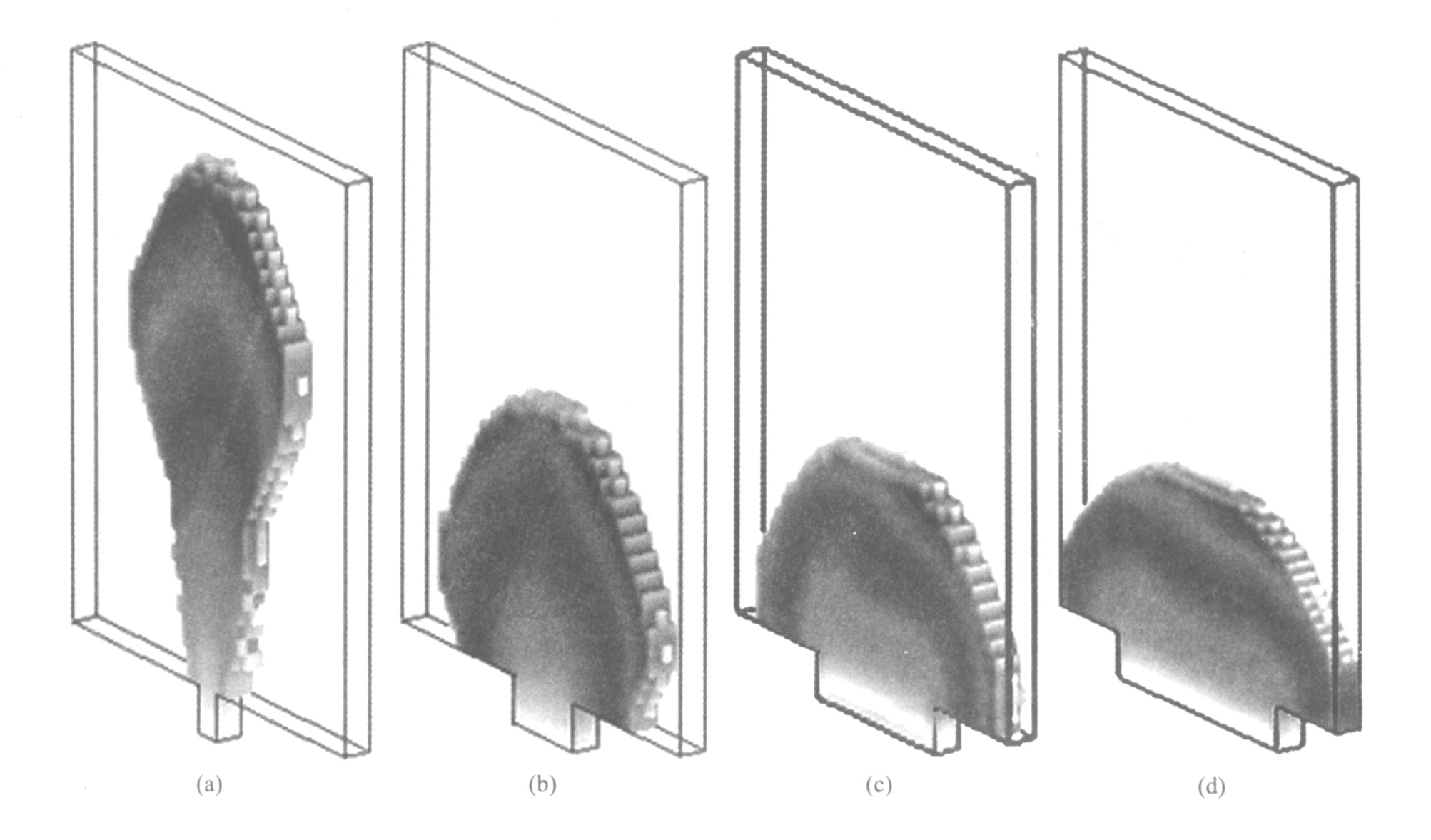
ͼ3 ���̬���������̵�ģ�������(������: 30%) Fig.3 Filling simulation of semi-solid casting alloy(Filling volume fraction: 30%) Filling velocity: (a)��4 m/s; (b)��2 m/s; (c)��1 m/s; (d)��0.75 m/s
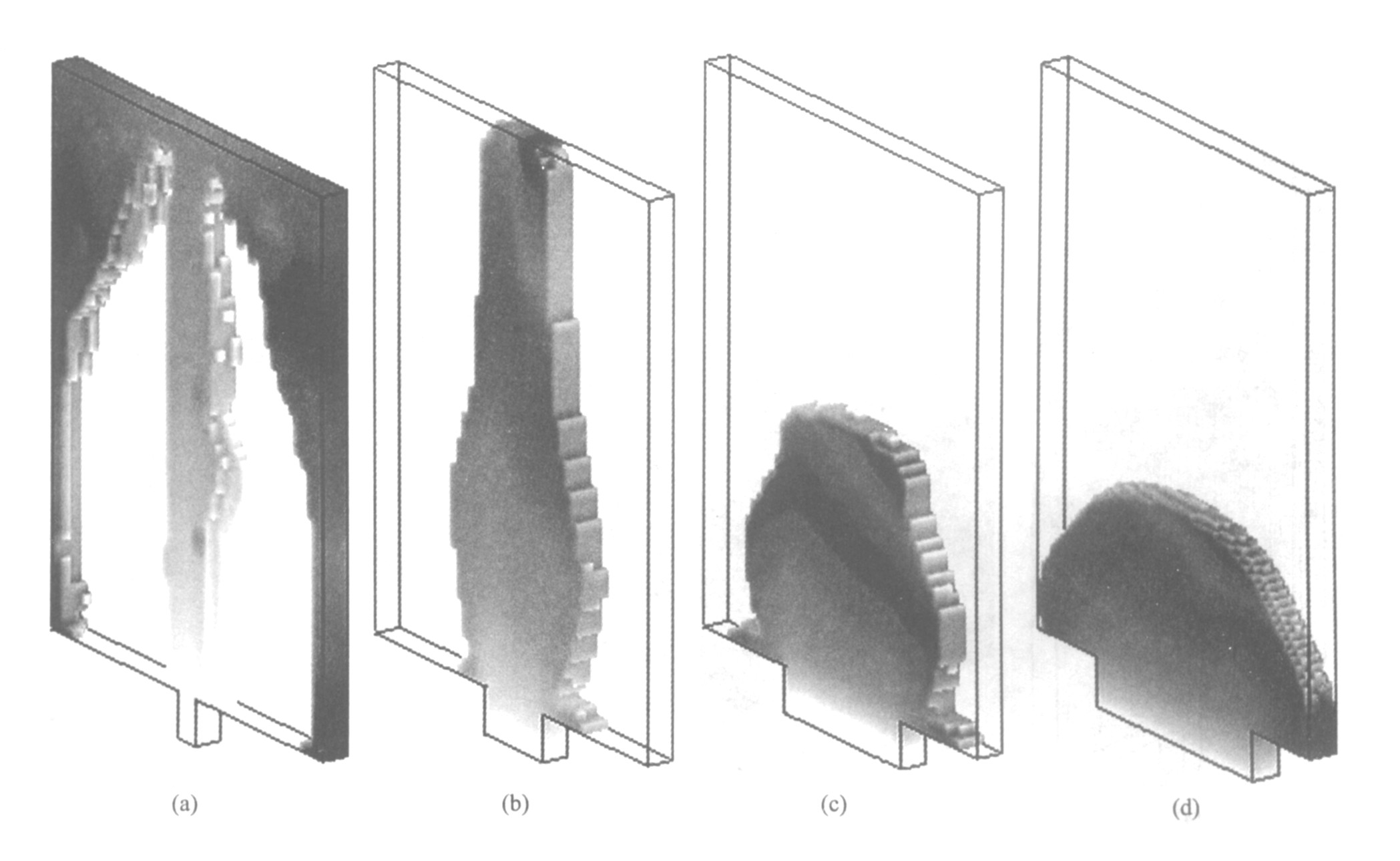
ͼ4 Һ̬������������̵�ģ�������(������: 30%) Fig.4 Filling simulation of melted metal(Filling volume fraction: 30%) Filling velocity: (a)��4 m/s; (b)��2 m/s; (c)��1 m/s; (d)��0.75 m/s
ͼ5 ���̬��������̵�ģ�������(������: 50%) Fig.5 Filling simulation of semi-solid alloy(Filling volume fraction: 50%) Filling velocity: (a)��4 m/s; (b)��2 m/s; (c)��1 m/s; (d)��0.75 m/s
ͼ6 ���̬��������̵�ģ�������(������: 80%) Fig.6 Filling simulation of semi-solid alloy(Filling volume fraction: 80%) Filling velocity: (a)��4 m/s; (b)��2 m/s; (c)��1 m/s; (d)��0.75 m/s
��������, ������ǻ��Ϊ4��������ͨ����, ��ͼ6(a)��ʾ�� �����������, ����4���������ײ�����������ȱ�ݡ� ���������ٶ�С���ٽ��ٶ�ʱ, ��ʹ��ʼ�ν�������ǰ�����ڳ����ٶȲ�ͬ��������ͼ5(b)~5(d)��ʾ�IJ���, Ҳ�����ų����������Ӷ���������ͼ6(b)~6(d)��ʾ��ƽ������ ���ֳ��ʽ, ���ȱ�ݵļ��ʼ�С��
3���ڴ�С����״���̬������̬��Ӱ��
��ѡ�����̬ѹ���豸��, ���ڽ��ں�����ֱ��Ӱ������ٶ�, �������̬������������������Ӱ�졣 Ϊ�˱��������������������, Ӧ��ѡ���Ľ������, �Լ��ٽ�����������; ���������̫��, �����������ɢʧ, ͬʱҲ�����ڰ��̬�����ڽ��ڴ����б�ϡ�Լ����κڵ�ȥ����
ͼ7(a), 7(b)��ʾ�˸������Ľ�����״��Һ̬��������������̬��Ӱ�졣 �ɼ�, ��ֱ�ν������, �������ν��ڽ���Һ̬��������, ���Լ�����������������Ŷ��ɽ��̶ȡ� ���ڶ˸dz�������ǽ����仯��, ���ֲ�����ԡ� ͼ7(c), 7(d)��ʾ�˸������Ľ�����״���̬���ϳ���������̬��Ӱ�����á� �ɼ�, ����һ���������, �����������ֽ�������仯�Ľ���, ������һ���̶��ϼ�����������ǰ������ơ� ��Һ̬�����������, ���ڰ��̬����Ϊ��������, ���Զ��ڲ��ò�ͬ��״�Ľ���, ����������̬�仯��̫���ԡ� ͼ8��ʾƽ�������Ľ�����״���̬���ϳ���������̬��Ӱ�����á� �������, �����ǻ����������������Ӱ����̬����������һ�����ء� ��ͼ8��ʾ, ��˸��������, �ڳ��, ��������������仯�ϴ�, ������ͬ������������, ���߶Խ�����̬Ӱ���Ϊ���ԡ� ͼ8(a)��ʾ���ν����µ�ƽ�����������ǰ��, ���ֽ�Ϊ����İ�Բ��, �Ӷ���������ת�Ǵ����ַ�����������������ȱ�ݡ� ͼ8(b)��ʾֱ�ν��ڽ�������ģ��������� �ɼ�, �ڿ����Ͳ�ת�Ǵ������ڰ�ǰ��, �ڸô������������, ���п��ܲ�����������ȱ�ݡ�
4����λ�ö��̬������̬��Ӱ��
ͼ9��ʾƽ����Ľ���λ�ö�Һ̬��������������̬��Ӱ�����á� �ɼ�, �����Ľ������, �ڰ��������֮һ�����ý��ڽ��г���, �����˽�������������Ŷ��ɽ��̶ȡ� ��ʼ����ʱ, ����ǰ��Ѹ����������������չ�� �ȵ��������ﵽ50%ʱ, ����ײ�������ͱں�, ���ȳ������Ȼ�����Ҳ��ͱ�����, ������ں�������������Ѹ�ٻ���, ���Ҳ��γ�һ���������, ��ͼ9(d)��ʾ�� ���, ������
ͼ7 Һ̬��������̬���ϳ����̵�ģ�������(�����ٶ�: 2 m/s) Fig.7 Filling simulation of melted alloy and semi-solid alloy(Filling velocity: 2 m/s) (a)��Trapezoidal gating for melted alloy; (b)��Rectangular gating for melted alloy; (c)��Trapezoidal gating for semi-solid alloy; (d)��Rectangular gating for semi-solid alloy
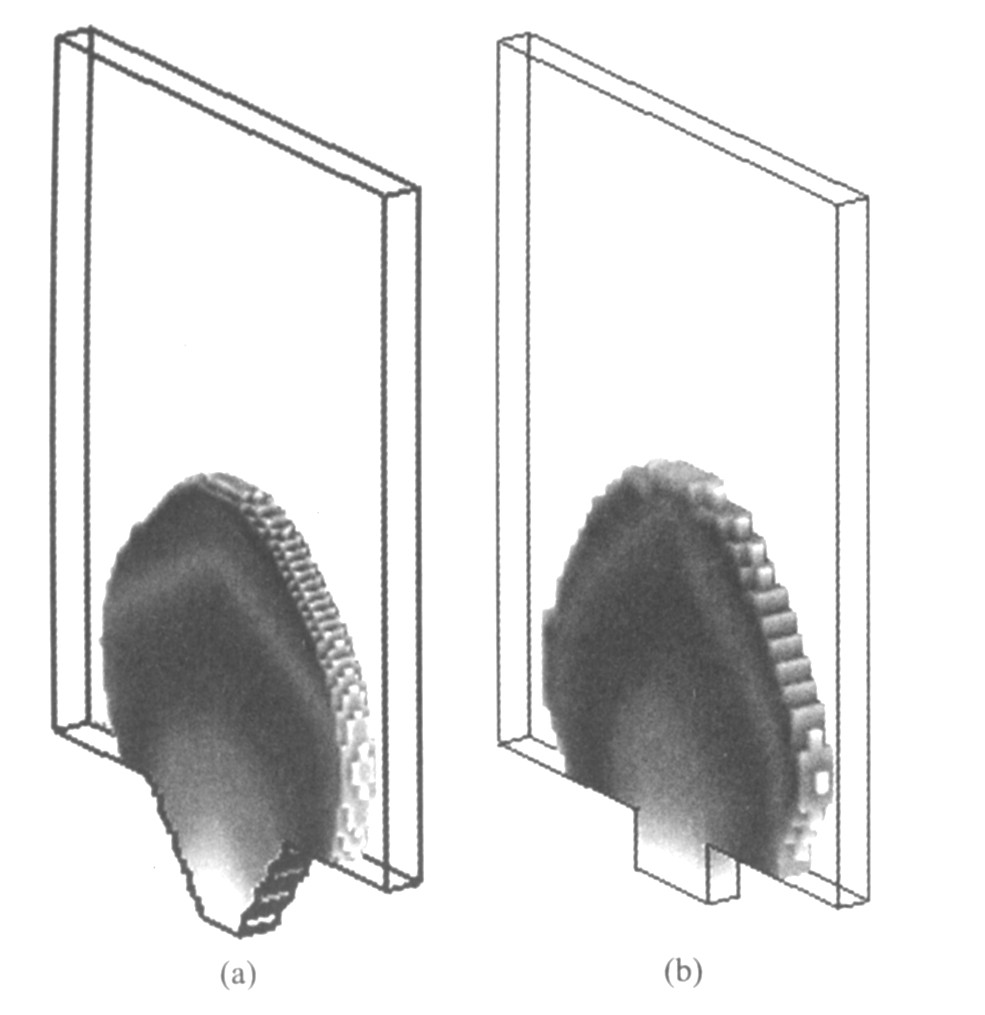
ͼ8 ���̬�����̵�ģ������� Fig.8 Filling simulation of semi-solid alloy (Filling velocity: 2 m/s) (a)��Trapezoidal gating; (b)��Rectangular gating
�����������ǻ�� ���ڽ���������ǻ��Ե����, �п��ܷ�ס��������ɾ���ȱ�ݡ�
ͼ10��ʾ��ƽ����Ľ���λ�ö��̬���ϳ���������̬��Ӱ�����á� ��Һ̬�������, ��������λ�ö��̬������̬��Ӱ�첻̫���ԡ� ��ʼ����ʱ, ����ǰ�سʰ�Բ�����ϳ�� �������ﵽ30%ʱ, ���ϽӴ�ģ���ͱ�; ���������50%ʱ, ���ϽӴ�ģ���ͱ��Ҳ�, ���ڲ��Ħ���������õ��¸ô��������ʼӴ�, ��ڽ��ϳ����ٶȼӿ쵼������ǰ��ƽ̹�� ������80%�Ľ���������̬��ͼ10(d)��ʾ�� ���, ���̬�����Խ���ƽ̹ǰ��ƽ�ȵس���������ǻ��
5 ����
1) ����ģ���о�����, ���̬���Ͻ����������һ���ٽ��ٶ�ֵ4 m/s, ���ٽ��ٶ���, ���̬�����Բ����������г���, ����Ч����������ɽ�, ����Ƽ�������
2) �����ٶ��Ǿ������̬���ϳ�����̬����
ͼ9 Һ̬���������̵�ģ�������(�����ٶ�: 1.6 m/s) Fig.9 Filling simulation of melted alloy(Filling velocity: 1.6 m/s) Filling volume fraction: (a)��10%; (b)��30%; (c)��50%; (d)��80%
ͼ10 ���̬�����̵�ģ�������(�����ٶ�: 1.6 m/s) Fig.10 Filling simulation of semisolid alloy(Filling velocity: 1.6 m/s) Filling volume fraction: (a)��10%; (b)��30%; (c)��50%; (d)��80%
���Ⱦ�����, ��Ӱ���Ʒ���������ͳ�����������Ҫ���ء� �������˵ij����ٶ�, �������Ա������, ���ҿɸ��ư��̬��ģ������״��, ͬʱʹ�ý�������ƽ�Ⱥ��ȴ��ݾ��ȡ�
3) ģ�����������, ���Һ̬����ѹ��, ���̬������״�� ����λ�õ�Ӱ�����ضԽ�������Ӱ���С, �Ӷ������˰��̬���ι�����Ƶ�����ԡ�
�����
[3] ��FlemingsMC.Behaviourofmetalalloysinthesemi solidstate[J].MetallTransB,1991,22(6):269293.
