
���±��: 1004-0609(2005)01-0110-06
˫�Ե����ӱ���ұ��Ti-Cu��ȼ�Ͻ���Ʊ�����
��ƽ��, ��?��, �Ÿ�, ��־��
(̫ԭ������ѧ ���湤���о���, ̫ԭ 030024)
ժ?Ҫ: Ϊ���������ȼ�ѺϽ���ڵı�ǿ�ȵ͡� �ӹ��Բ�۸������, ����˫��Թ���������������, ��Ti-6Al-4V�ı�������CuԪ��, ��������γ�Ti-Cu��ȼ�Ͻ�㡣 �о����¶ȡ� ����ʱ�䡢 Դ����ѹ�� ������ѹ�� �����ȹ��ղ�������������֯�� �ɷּ���ȵ�Ӱ��, �ó����ʺϵĹ��ղ����� 870����ͭ 3.5h, �����ȿɴﵽ200��m���ϡ� ��ȼ�Ͻ��ijɷֳ��ݶȷֲ�, ����֯Ϊ������֯����ɢ�ֲ���Ti2Cu�����仯��� ������ȼʵ��֤��, ��Cu�Ͻ������Ԥ�ڵ���ȼЧ����
�ؼ���: ��ȼ�ѺϽ�; ˫��Թ���������������; ����Ͻ�; ��ͭ ��ͼ�����: TG146.2+.3
���ױ�ʶ��: A
Preparation of double glow plasma surface metallurgy treated Ti-Cu burn-resistant alloy
ZHANG Ping-ze, XU Zhong, ZHANG Gao-hui, HE Zhi-yong
(Research Institute of Surface Engineering,
Taiyuan University of Technology, Taiyuan 030024, China)
Abstract: To avoid the shortages of body burn-resistant titanium alloy like lower ratio strength, poor work process property and expensive cost, Cu element was introduced into the Ti-6Al-4V substrate by using double glow plasma surface alloying technology and the burn-resistant alloyed layer was formed on the surface. The effects of source electrode voltage, cathode voltage, temperature, gas pressure, distance between two cathodes, duration on composition and case depth were studied. The best technological parameters were got. After 3.5h alloying at 870��, the thickness of the alloyed layer reaches to 200��m. The composition in the alloyed surface layer gradually changes in the depth direction of the substrate and the microstructure is substrate microstructure plus diffused Ti2Cu intermetallic. Preliminary tests reveal that the copperizing alloyed layer has the function of burn-resistance.
Key words: burn-resistant titanium alloy; double glow plasma alloying technology; surface alloying; copperizing
????????????????????
�����ѺϽ���һ���Ļ����¶ȡ� ѹ���������ٶ��»ᷢ��ȼ��, ����ȼ�����ӵ��ٶȺܿ�, �׳ơ��ѻ𡱡� Ϊ�˷�ֹ��������ȼ���¹ʵķ���, ��С�ɻ�����, ������ƱȺ��շ���������Ҫ, �ѺϽ�ȼ��������о�����ȼ�ѺϽ������������������ҵ�����[1, 2]�� ��һ���Ļ����¶ȡ� ѹ���������ٶ��²��ױ���ȼ��ȼ�ղ������ӵ��ѺϽ𱻳�Ϊ��ȼ�ѺϽ� ���е���ȼ�ѺϽ���Ҫ����Ti-Cr-Vϵ�� Ti-Cuϵ��Ti-Nbϵ�� ����BTT-1(����ɷ�Ti-13Cu-4Al-4Mo-2Zr)��BTT-3(Ti-18Cu-2Al-2Mo)�Ƕ���˹���Ƶ���ȼ�ѺϽ�, ����������ʵ���÷��������㲿��, ���ڷ������Գ�̨�Ͼ������Գ�ʵ�顣 Ŀǰ��ȼ�ѺϽ��о���Ȼȡ����һЩ�ɾ�, �������Ͽ���ʵ��Ӧ�õ�Ҫ������һ���ľ���, ��ȱ���벻����Ҫ������: �ѵ��۵�ϸ�, ʹ�ѺϽ����������ȼ�ѺϽ�������Ƚ�����;�Ͻ�Ԫ�صĺ����ϴ�, ����Щ�Ͻ�Ԫ�ش��ȽϹ���, ʹ����ȼ�ѺϽ�ijɱ��ϸ�, ��۸��Լ�൱����ͨ�ѺϽ��ʮ����������; �ߵ���Ԫ�غ���ʹ������ȼ�ѺϽ�ʧȥ�ѺϽ��ǿ�ȸߵĻ����ŵ�[3, 4]��
BTT-1�Ͻ����֯Ϊ: ��+��+��ɢ�ֲ���Ti2Cu�����仯��� ����, Ti2Cu�����仯�����۵�ϵ�, �ڸ���Ħ�����������ۻ�������Ħ��ϵ��, �Ӷ���ֹ��һ��Ħ������, ����ȼЧ���� �����������BTT-1��ȼ�ѺϽ�, ����˫��Թ�����������������Ti-6Al-4V�ı�������Cu�γɳɷּ���֯������BTT-1��Ti-Cu��ȼ�Ͻ�㡣 ����ʹ�ò����о�, Ҫ�������ȼ�Ͻ������50~300��m , �ṹ��������ѧ������Ҫ�����������ά��, �����ȱ������ѺϽ�ĸ߱�ǿ��, ����������ȼ��Ҫ��
1?ʵ��
1.1?ʵ��ԭ��
˫��Թ���������������, �ֳ�Ϊ˫��Թ�����ӱ���Ͻ���, �������ӵ������������Ϸ�չ�����ĵ����ӱ���ұ����[5, 6], �������ٿ졢 ����Ⱦ�� ��Լ��Դ���ŵ㡣 ����Ҫԭ��������˫��Թ�ŵ�����, �����ӵ���װ��������һ���������Ͻ�Ԫ�ع��ɵľ�����״�ṹ��Դ���� ��Դ��������֮������ֱ����Դ��ʹ�������Թ�ŵ硣 ���ûԹ�ŵ����γɵ������, ���Դ������, �Ӷ�ʹ�Ͻ�Ԫ�ر��������, ����������ɢ��ʹ���������γɾ�������������ѧ���ܵĺϽ�㡣 ��ԭ��ʾ��ͼ��ͼ1��ʾ�� �Ͻ���еĺϽ�Ԫ�غ������Ͻ������ȿ���ͨ������������ѹ�� Դ����λ�� ������λ�Լ��¶��뱣��ʱ��ȹ��ղ������Կ��ơ�
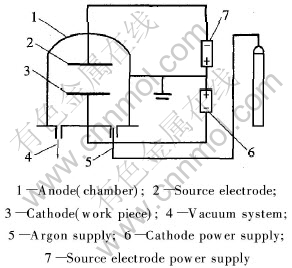
ͼ1 ?˫��Թ���������������ԭ��ʾ��ͼ
Fig.1 ? Schematic diagram of double glow plasma surface metallurgy technology
1.2?ʵ�鷽��
������ʵ�������Ƶ�˫��Թ�����������¯�н���, ��������Ϊ�ߴ����,������ն�Ϊ1.0Pa�� ѡ��Ti-6Al-4V�ѺϽ���Ϊ�������(������), ��Cu����ΪԴ������(�ṩ�Ͻ�Ԫ��), Դ���ߴ�Ϊ150mm��80mm��5mm, �����ߴ�Ϊ30mm��30mm��5mm�� ��������ŵ�ģʽ, Դ������ֱ����Դ, �������������Դ��
����Nephoto���������� Leco��Ŭ��Ӳ�ȼơ� Bueler ͼ������ǡ� Spectrum GDA750�Թ�ŵ�������Լ�Rigaku X���������Ƿֱ�����������֯�� Ӳ�ȡ� �ɷּ���ṹ�����˷����� �������Ƶ���ȼʵ��װ��, �Ա���Ͻ������������ȼ���ܲ��ԡ�
2?��������
2.1?���ղ�����ѡ��
˫��Թ���������������Ҫ���ղ��������¶ȡ� Դ����ѹ�� ������ѹ�� ������ѹ�� ����ࡢ ����ʱ��ȡ� Ϊ��֤��ú��ʵĺϽ�ɷֺ�������, ͨ��ϵ��ʵ�����о����ֹ��ղ�����Ӱ�졣
2.1.1?�¶�
˫��Թ�����������������Ԫ��������Ҫ��������ɢ������, �¶�Խ����ɢϵ��Խ��, �����ٶ�Խ�졣 ��Ti-6Al-4V��Cu�����о���, ѡ��850�� 900�� 950�� 3���¶�ֵ����ʵ��Ƚ�, ����3h��, �������Ľ�����֯�ͳɷ֡� �������: 3���¶���, ��������Cu�������, ���ܴﵽ14%����, ������CuŨ���ݶ����¶����߶���С; ���������¶ȵ����߶�����; 850���������������֯��������������ǰ״̬, ���¶ȴ���900���, ���־����ִ������ Ti-6Al-4V���ĵ��ٽᾧ�¶�ԼΪ890��, ��ϳ���ʵ����, ѡ������ٽᾧ�¶�20���870����й���ʵ��, ���֤��û�г��ֻ��徧���ִ������
2.1.2?Դ����ѹ������ѹ
�������Ӻ����������ŵ��ѹ�й�, Դ����ѹ����, Դ��λ���Ӵ�, ����Դ��λ������Ե��Ar+��������Դ�������˶������л�õ���������, Դ������ϵ������, Դ���ṩ�Ļ��Խ�����������, �������ڹ��������γɽϸߵĺϽ�Ũ�Ⱥ������ȡ� ��������, Դ����ѹ�ֱ�ѡȡ600�� 700�� 800�� 900�� 1000V���й���ʵ�顣 �������, ����Դ����ѹ�����, ��������Cu���������, ����������, ����Դ����ѹ����800V��, ����Cu�����������ֲ���(��ͼ2��ʾ)�� �����ܵĺ����������, ����Ҫ���ڱ����γ���Cu�ij�����, ��Դ����ѹ�����, ������ĺ�����ӡ�
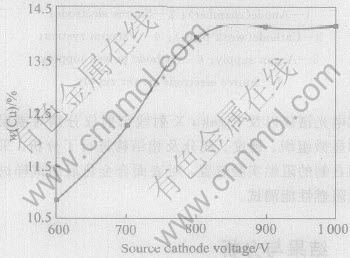
ͼ2 ?Դ����ѹ���������Ͻ�ɷֵ�Ӱ��
Fig.2 ? Effect of source cathode voltage on composition of alloyed layer
��˫�Թ�����, ����(������)����Ҫ������������: һ�Ǽ��ȹ���, ��һ�����Ǹ���Ar�ĵ��뻯�� ���, �ڹ��չ�����, ������ѹѡȡ����Ҫ�����DZ�֤�������Ȳ������ض����¶ȡ� �ɸ���װ¯���Ķ��١� ����������Ĵ�С�������ڡ�
��Ȼ, ���ض�Դ����ѹ��Դ���� ��������ǰ����, ������ѹҲӰ������ijɷּ���ȡ� ʵ�����, ���Ź�����ѹ������, �������Ͻ�Ԫ�صĺ��������½�, ������Ϊ������ѹ���, Դ���빤����ĵ�λ���, �����Խ����������ӵļ������ü���, ���﹤������Ľ����������ӵ������������½�, ͬʱ, ���Ź�����ѹ�����, Ar+���ӵ��������, ��������ķ�����Ӵ�, ��������������ĺϽ�Ԫ������һ���ֱ�����ص��������С� ���Ӧ��������������ѹ��
2.1.3?Դ���빤�����
�������������ijɷ�Ӱ�첻��, ������������һ����Ӱ��(��ͼ3)�� ���ż�������������ĺ�������Խ��͡� �������Ͻ�ʱ, ���ӽ��������ý�ǿʹ�ù�������Ŀ�ѨŨ����������ȱ������, �Ͻ�Ԫ������������ɢ; �������ϴ�ʱ, �������ý���ʹ��������������ĺϽ�Ԫ��������ɢ����, ������ż��������������ȼ��١� ���������̫С�����Ӱ��ϴ�, ���������Ҳ�����½�, ���ʵļ����ԼΪ16mm��
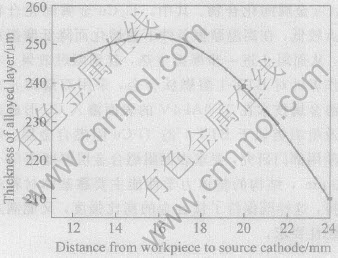
ͼ3 ?�����������ȵ�Ӱ��
Fig.3 ? Effect of distance between cathodes on thickness of alloyed layer
2.1.4?������ѹ
���Ź�����ѹ������, Ar+����Ũ������, ��Դ�������ĺ�����ü�ǿ, �����ڴ�ʹԴ���ṩ����Ļ����Cu���Ӻ��������γɽϸߵĿ�λŨ�ȡ� ����, Ar+���ӵ�Ũ������ʹ���������˹�������ײ�������, ������������ӵ�����, �ֲ����ڶ�Դ������������ĺ�����á� ʵ�����, ���ʵĹ�����ѹӦΪ25Pa����(��ͼ4)��
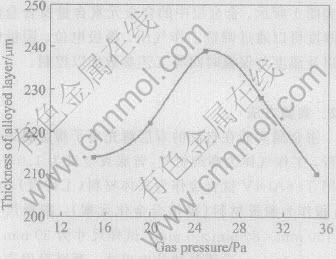
ͼ4 ?������ѹ�������ȵ�Ӱ��
Fig.4 ? Effect of gas pressure on thickness of alloyed layer
2.1.5?����ʱ��
˫��Թ�����������������, �汣��ʱ�������, ����������, ����Ͻ�ɷ�Ũ������, ���Ը��ݹ����������ȼ��ɷֵ�Ҫ�����趨����ʱ�䡣 ��Ti-6Al-4V��Cu�����ֱ���2~7h, �������汣��ʱ�����Ӷ�����, ����3.5h, �����ȼ��ɴﵽ200��m����(��ͼ5)��
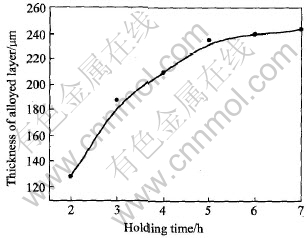
ͼ5 ?����ʱ��������ȵ�Ӱ��
Fig.5 ? Effect of holding time on thickness of alloyed layer
��������, ��������������������Ϊ: ������ѹ25Pa����, Դ����ѹ800V, ������ѹ350V, Դ���빤������16mm, �¶�870��, ����ʱ��3.5h���ϡ�
2.2?����Ͻ�����ijɷ�
ͼ6��ʾΪGDA���õ�����Ti-6Al-4V�����γɵ�������, �Ͻ�Ԫ��Cu��������ȵ�Ũ�ȷֲ��� �������, CuԪ���ڱ���Ͻ������г��ݶȷֲ�,�������CuԪ�ص�����������14%, �ھ����160��m��, Cu�����Ա���12%����, ��ɷ������˹BTT-1�Ͻ������ơ� ������3.5h��, ����ƽ����ȴ�200��m����, ����ȫ��������ʵ��ʹ�õ���Ҫ�� CuԪ�غ�������ȷ�������,�ӱ��浽���������仯, ������������û�гɷֵ�ͻ���, ����Ͻ����������Ϊ����ұ����, ������������Ϳ�Ʋ�ı�����Բ������Ľ��������, ��֤ʹ�ù����в�����ֱ����������
2.3?����Ͻ��������֯�ͽṹ
Ti-6Al-4V�����ھ���870�桢 3.5h��Cu�����������֯��ͼ7��ʾ�� �ɼ�, ����Ϊ��+����֯, ����Ϊ��+��+��ɢ�ֲ��İ�ɫ������, ���Ti-Cu��ͼ��X�������������֪, ��ɫ������ΪTi2Cu�����仯��� �����X����������ͼ8��
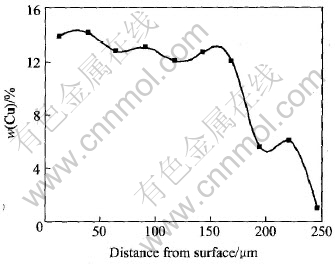
ͼ6 ?Ti-6Al-4V��Cu������Cu�ɷֲַ�
Fig.6 ? Distribution of Cu in alloyed layer with Cu of Ti-6Al-4V
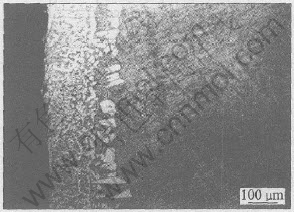
ͼ7 ?Ti-6Al-4V��Cu��������������֯
Fig.7 ? Microstructure of alloyed layer with Cu of Ti-6Al-4V
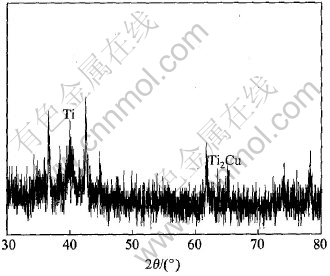
ͼ8 ?Ti-6Al-4V��Cu����������X����������
Fig.8 ? XRD pattern of alloyed layer with Cu of Ti-6Al-4V
2.4?��ȼʵ����
��ȼʵ��װ����ͼ9��ʾ�� ������ת��(5000r/min)Ti-6Al-4V�������ɵ�����������ͭ���ԲƬ������ĥ�� ���ȵ�600���ѹ���������䵽Ħ�����ĽӴ��档 �ڸ��ٸ���������Ħ���Ĺ�ͬ������, ���в���ʵ��������ڱ���Ͻ��û�б�ĥ���������, ��û�з���ȼ������ ������ͭ�Ͻ�㱻ĥ����, �����ܿ�ᷢ��ȼ�ա� ��˵��, ֻҪ���ֺ��ʵ�CuԪ�غ������ʵ���������, �Ϳ���ʵ�ֱ�����ȼ�Ĺ��ܡ� ��ȼ������Ҫ���н�һ�������̽��[7-14]��
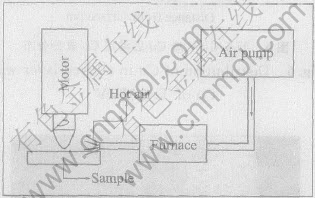
ͼ9 ?��ȼʵ��װ��ʾ��ͼ
Fig.9 ? Schematic diagram of burn resistance test device
3?����
1) ����˫��Թ���������������, �ڳ����ѺϽ��������CuԪ��, ���γɳɷ�������BTT-1��ȼ�ѺϽ����ȼ�Ͻ�㡣
2) ��������������������Ϊ:������ѹ25Pa����, Դ����ѹ800V, ������ѹ350V, Դ���빤������16mm, �¶�870��, ����ʱ��3.5h���ϡ�
3) ������ȼ�ѺϽ������֯Ϊ������֯����ɢ�ֲ���Ti2Cu�����仯����,�ɷֳ��ݶȱ仯��
4) ��������ȼʵ��, ����Ͻ������ȼЧ����
REFERENCES
[1]������, ������, �쿵Ӣ, ��. ��ȼ�ѺϽ�[J]. ϡ�н��������빤��, 1996, 25(5): 1-6.
ZHAO Yong-qing, ZHAO Xiang-miao, ZHU Kang-ying, et al. Burn resistant titanium alloy[J]. Rare Metal Materials and Engineering, 1996, 25(5): 1-6.
[2]������, ������, �쿵Ӣ. Ti-V-Cr��ȼ�ѺϽ������֯[J]. �й���ɫ����ѧ��, 1998, 8(3): 463-466.
ZHAO Yong-qing, ZHAO Xiang-miao, ZHU Kang-ying. Microstructure of Ti-V-Cr burn resistant titanium alloys[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(3): 463-466.
[3]������, ����, ����, ��. Ti-Cr-V�� Ti-Cr-Mo ��ȼ��������ѧ����[J]. ϡ�н���, 1998, 22(3): 204-207.
LIU Yu-qin, BAI Ke-wu, SHEN Jian-yun, et al. Thermodynamics analysis of burn resistance mechanism for Ti-Cr-V and Ti-Cr-Mo alloys[J]. The China Journal of Rare Metals, 1998, 22(3): 204-207.
[4]����, �ܴ���, ������, ��. ��ȼ�ѺϽ����������Ϊ[J]. ϡ�н��������빤��, 1997, 26(6): 27-30.
HUANG Xu, CAO Chun-xiao, MA Ji-min, et al. High temperature oxidation behavior of fire-resistant titanium alloy[J]. Rare Metal Materials and Engineering, 1997, 26(6): 27-30.
[5]XU Zhong. Method and Apparatus for Introducting Normally Solid Materials into Substrate Surfaces[P]. US Patent 4520268. 1985-05-28.
[6]XU Zhong, GAO Yuan, HE Zhi-yong, et al. Double glow plasma surface alloying hacksaw blade[J]. Journal of Advanced Materials, 2002, 34(3): 32-37.
[7]Hemson R. New titanium-niobium alloy solves autoclave problem[J]. Advanced Materials and Processes, 1995, 14(5): 27-28.
[8]������, ����, �˾�, ��. �ѺϽ���Ar��O2��������е�ȼ����Ϊ[J]. ϡ�н��������빤��, 2000, 29(5): 344-346.
ZHAO Yong-qing, ZHOU Lian, DENG Ju, et al. Burning behavior of titanium alloys in mixture Ar and O2[J]. Rare Metal Materials and Engineering, 2000, 29(5): 344-346.
[9]������, ������, �쿵Ӣ, ��. �߶��ȶ���������ȼ�ѺϽ�Ti40��������������������[J]. ϡ�н��������빤��, 2001, 30(1): 35-39.
ZHAO Yong-qing, QU Heng-lei, ZHU Kang-ying, et al. Oxidation and peel-off mechanisms of oxide layer of the highly stabilized �� type burn resistant alloy Ti40[J]. Rare Metal Materials and Engineering, 2001, 30(1): 35-39.
[10]������, ������, �쿵Ӣ, ��. ��ȼ�ѺϽ�Ti40�еĵڶ���[J]. ϡ�н��������빤��, 2001, 30(6): 413-417.
ZHAO Yong-qing, QU Heng-lei, ZHU Kang-ying, et al. The second phases in a burn resistant alloy-Ti40[J]. Rare Metal Materials and Engineering, 2001, 30(6): 413-417.
[11]�쿵Ӣ, ������, ������, ��. ��ȼ�ѺϽ�Ti40��Alloy C ��ȼ�ս������[J]. ϡ�н��������빤��, 2002, 31(1): 17-21.
ZHU Kang-ying, ZHAO Yong-qing, QU Heng-lei, et al. Burning interfaces analysis of burn-resistant titanium alloys Ti40 and alloy C[J]. Rare Metal Materials and Engineering, 2002, 31(1): 17-21.
[12]������, �쿵Ӣ, ������, ��. ����Ti-V-Cr ��ȼ�ѺϽ�����ȶ���[J]. ϡ�н��������빤��, 2003, 32(8): 610-614.
ZHAO Yong-qing, ZHU Kang-ying, QU Heng-lei, et al. Thermal stability of two Ti-V-Cr burn resistant titanium alloys[J]. Rare Metal Materials and Engineering, 2003, 32(8): 610-614.
[13]������, ������, �쿵Ӣ, ��. Ti40��ȼ�ѺϽ��еĵڶ��༰��Գ�ʱ���ȱ�¶���ܵ�Ӱ��[J]. ϡ�н��������빤��, 2002, 31(2): 84-88.
ZHAO Yong-qing, QU Heng-lei, ZHU Kang-ying, et al. The second phases and their effects on properties in Ti40 burn resistant titanium alloy thermally exposed for long time[J]. Rare Metal Materials and Engineering, 2002, 31(2): 84-88.
[14]Eylon D. Issues in the development of beta titanium alloys[J]. Journal of Materials, 1994, 26(6): 14-15.
????????????????????
������Ŀ: ������Ȼ��ѧ����������Ŀ(50271045)
�ո�����: 2004-02-01; ������: 2004-11-09
�����: ��ƽ��(1968-), ��, ��ʦ, ��ʿ�о���.
ͨѶ����: ��ƽ��, ��ʦ; �绰: 0351-6010540; E-mail: zhangpingze@tyut.edu.cn
[1]������, ������, �쿵Ӣ, ��. ��ȼ�ѺϽ�[J]. ϡ�н��������빤��, 1996, 25(5): 1-6.
[2]������, ������, �쿵Ӣ. Ti-V-Cr��ȼ�ѺϽ������֯[J]. �й���ɫ����ѧ��, 1998, 8(3): 463-466.
[3]������, ����, ����, ��. Ti-Cr-V�� Ti-Cr-Mo ��ȼ��������ѧ����[J]. ϡ�н���, 1998, 22(3): 204-207.
[4]����, �ܴ���, ������, ��. ��ȼ�ѺϽ����������Ϊ[J]. ϡ�н��������빤��, 1997, 26(6): 27-30.
[8]������, ����, �˾�, ��. �ѺϽ���Ar��O2��������е�ȼ����Ϊ[J]. ϡ�н��������빤��, 2000, 29(5): 344-346.
[10]������, ������, �쿵Ӣ, ��. ��ȼ�ѺϽ�Ti40�еĵڶ���[J]. ϡ�н��������빤��, 2001, 30(6): 413-417.
[12]������, �쿵Ӣ, ������, ��. ����Ti-V-Cr ��ȼ�ѺϽ�����ȶ���[J]. ϡ�н��������빤��, 2003, 32(8): 610-614.
