
���ڸ���ͼ�ĸְ����п���ģ���о�
�ư︣��ʩ�ܣ���첨����Ծ��
(����������ѧ ұ������Դ����ѧԺ������ʡ��У��������Դ���ұ���ص�ʵ���ң����� ������650093)
ժ Ҫ��
Ϊ�о��������ְ���תģʽ�Ͳ�ͬ��ˮ�������յ���ת���ڣ����ø���ͼģ���1̨��������עʱ�ĸְ���ת����ͼ��������ְ������ص㣬��������εĸְ���������ģ�ͺ���ת�ʼ���ģ�ͣ�ģ���3̨������ͬʱ��ע�ص�ʱ����ڸְ���ת���ڸ���ͼ���о��ص�ʱ��ֱ���ڡ����ں�С�ڸ��������ְ���ת���ڵĸְ������ص㡣�о��������������ͣ�����������ڽ����ص�ʱ���ڽ�ע�ĸְ���С����ת�ְ���ʱ������Ч���ٸְ���ת��������߸ְ���ת�ʣ����������ͬ�ص�ʱ�������µĸְ���������ģ�ͺ���ת�ʼ��� ģ�͡�
�ؼ��ʣ�
����ͼ���ְ�����ת��������ת��������ģ����
��ͼ����ţ�TF758 ���ױ�־�룺A ���±�ţ�1672-7207(2014)07-2164-07
Operational control model of steel ladle based on Gantt chart
HUANG Bangfu, SHI Zhe, ZHU Hongbo, DING Yuehua
(Key Laboratory of Complex Iron Resources for Clean Metallurgy, Education Department of Yunnan Province,
Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology,
Kunming 650093, China)
Abstract: The S steelwork��s steel ladle was taken as the research object, and its operation mode and turnover cycle of various liquid steel refining process were analyzed. Through drawing out steel ladle��s turnover Gantt chart of single continuous caster and analyzing steel ladle��s operation characteristics, calculation model of turnover number and rotation ratio of single continuous caster was put forward. Through drawing out steel ladle��s turnover Gantt chart of 3 continuous casters and analyzing mixed use characteristics of cast overlap time greater than, less than, and in between turnover cycle of 3 continuous casters�� steel ladle, the operational control model of steel ladle was put forward. The results show that the model can effectively reduce the amount of steel ladle��s turnover number and raise steel ladle��s rotation ratio when CC��s casting heat number is less than turnover number of CC��s steel ladle during the overlap time.
Key words: Gantt chart; steel ladle; turnover number; rotation ratio; control model
�ְ�������-���������ˮ���غ�¯�⾫������Ҫ������������״�������ֳ�ϵͳ����Ч�ʵ���Ҫ���֣������ѧ�����ĸְ����п���ģ�Ͷ�ʵ�����ֳ�������֯�Ż������شְ����п��Ƶ�������Ҫ�����ְ���������תЧ�ʵĿ���[1]����һ��ʱ����������������������ְ�����Խ�٣��ְ���ת�ʾ�Խ�ߣ����Ż��ְ���״̬������ת¯�����¶��Լ����������������ٽ�ע������Ҫ���塣�������иְ����п��Ƶ��о��ɹ���Ҫ����ƥ��ģ��[2]����ֵģ��[3-4]���Ŷ���[5-6]�Ըְ����Ⱥ���״̬����[7]�����о�������Ըְ�����ģ�ͽ��е��о��ɹ��ʼ������ס��������иְ����п��Ƶ��о��ɹ���Ҫ�У��ְ���ʹ�ù����о�[8]���ְ���תģʽ�Ľ���[9]�����ڸְ��������Ʒ�����о���Ҫ�У��������㷨��ʱ����㷨����ת��ƥ�䷨��[1, 10-11]�����ϼ��㷽�����������ֳ�һ��ʱ���ڵIJ�������ϵ���ת¯ұ�����ڻ�̨�������ĸְ���עʱ�������㵥�豸������ת�ְ�������Ȼ����ת¯��̨����������ת�ĸְ��������������Ϊ���ֳ��ܵĸְ���ת�������������ּ��㷽����û�п��Dz�ͬ������֮�佽���ص�ʱ���Լ��ְ���¯��עʱ�䳤�̶Ըְ���ת������Ӱ�졣�������м��㷨������ĸְ���ת������������ʵ����Ҫ��ת������������ĸְ���ת��Ҳ��ʵ��ƫС����Ϊʵ�������ṩָ��������ͼ���Ժ����ʾʱ�䣬�����ʾ�(��Ŀ)��������ʾ�������ڼ��ϼƻ���ʵ�ʻ��������һ������ͼ[12-13]�����ø���ͼ�Ըְ���ת���ɽ���ģ�⣬����ͼ������ֱ�۵������ְ���ת�����ڸ���ʱ���ڵĽ��̡�����������������о����㣬��S���ֳ��ְ�Ϊ�о�������������ģʽ�Ͳ�ͬ��ˮ�������յ�����ʱ�䣬���ø���ͼ�����о��ְ��ڽ��β�ͬ�ص�ʱ�������µ���ת�ص㣬�����ְ���������ģ�ͺְ���ת�ʼ���ģ�ͣ�ͨ���Ż��ְ�����ʱ��͵������μƻ������ٸְ���ת������߸ְ���ת�ʣ���ʵ�����ֳ���������֯�Ż���
1 �ְ����н���
S���ֳ�����3��100 tת¯(BOF)��3��LF¯��1��RH¯��3̨����������(CC)������1������������21¯��2��������������25¯��3��������������23¯������3���ְ����ߺ濾λ��2���ְ����ߺ濾λ��1���ް�λ��Ϊ�����о��ְ����й��ɣ�������תģʽ���з�������ͼ1��ʾ��
��ͼ1�ɼ����ְ����ذ����н���Ҫ��2������·����(1) BOF��LF��CC��(2) BOF��LF��RH��CC�����У�������BOF��LF��CC������·�������ĸ�ˮ�ɹ���1����������2����������3����������ע��������BOF��LF��RH��CC������·�������ĸ�ˮֻ��Ӧ2����������3�����������ְ��Ŀհ����нΰ���2����ת·����(1) ��������ˮ�ڡ����ߺ濾��ת¯�Ӹ֣�(2) ��������ˮ�ڡ����ޡ����ߺ濾��ת¯�Ӹ֡�
Ϊ�����о������ְ���ת���ڵĸ���ʱ����й���(���1��ʾ)����ʵ���S���ֳ���������ת�ְ�����ʱ��[14]��
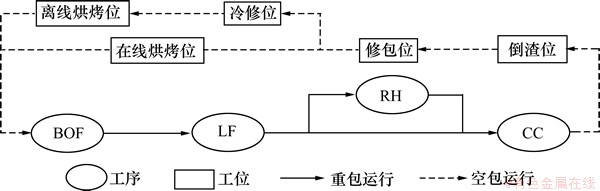
ͼ1 �ְ���תģʽ
Fig. 1 Steel ladle��s operation mode
��1 �ְ���תʱ�����
Table 1 Classification of each section time of steel ladle��s turnover cycle
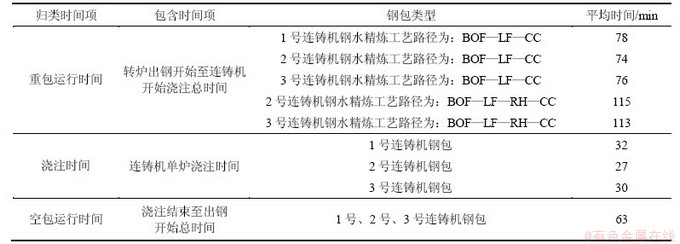
�ɱ�1��֪������ˮ��������·��Ϊ��BOF��LF��CC��ʱ��1���������ĸְ���ת����Ϊ173 min��2���������ĸְ���ת���ڷֱ�Ϊ��164 min��3���������ĸְ���ת���ڷֱ�Ϊ��169 min������ˮ�ľ�������·��Ϊ��BOF��LF��RH��CC��ʱ��2���������ĸְ���ת����Ϊ205 min��3���������ĸְ���ת����Ϊ206 min��
2 �ְ����п���ģ���о�
ѡȡS���ֳ�3̨�������ĸ�ˮ��������·����Ϊ��BOF��LF��CC������ת�ְ���Ϊ����ͼģ���о��������ְ���ת���ɣ������ְ����п���ģ�͡�
2.1 ��̨�������ְ����п���ģ���о�
ѡȡ1������������ת�ְ���Ϊ�����θ���ͼ��ģ�������ͼ2��ʾ��
��ͼ2�ɿ�������������ע�ĵ�7¯(��ͼ2�к�ɫ������ʾ)��ˮ����1�Ÿְ��е�������������1�������������������й���6���ְ�������ת�����������������⣬ͨ�������ְ���ת����ͼ�ɷ��ְָ���ת��������������¯��עʱ��ְ���ת�����йء������ó��ְ���ת��������ģ�����£�
 (1)
(1)
 (2)
(2)
���У�nΪ�ְ���ת��������TladleΪ�ְ���ת���ڣ�min��TheavyΪ�ְ��ذ�����ʱ�䣬min��TemptyΪ�ְ��հ�����ʱ�䣬min��TccΪ��������¯��עʱ�䣬min��
����1����������עʱ��Ϊ32 min�ְ���ת����Ϊ173 min����ʽ(1)�����n=5.4��������ת6���ְ�(�����ͼģ����һ��)��2����������עʱ��Ϊ27 min�ְ���ת����Ϊ164 min���ɵó�n=6.1��������ת7���ְ���3����������עʱ��Ϊ30 min�ְ���ת����Ϊ169 min���ɵó�n=5.6��������ת6���ְ���
���ݸְ���ת�ʶ���[11]����һ��ʱ����(ͨ����24 hΪ��)��������1���ε�����¯����ְ���ת����֮�ȣ��ɵó�1̨�������ĸְ���ת�ʼ���ģ�ͣ�����ʽ��ʾ��
 (3)
(3)
���У�fΪ�ְ���ת�ʣ��Σ�NΪ������1���εĽ�ע¯����¯��
����ز�������ʽ(3)���ɵó�1���������ĸְ���ת��Ϊ3.5�Σ�2���������ĸְ���ת��Ϊ3.6�Σ�3���������ĸְ���ת��Ϊ3.8�Ρ�
2.2 3̨�������ְ����п���ģ���о�
S���ֳ������������У�3̨����������ͬʱ���������μ�ᷢ���ְ�����������1������������2����������3����������������1�����������κ�¯ʹ�ù��ĸְ���ת��2����������3�����������μ�����ת����ˣ��罫3̨������������ת�ĸְ�����������Ϊ�ְܸ���ת�����Ʊػ���ɼ���������ʵ��������ת������
���ĸ���1��������1��������21¯(�൱��6���ְ��ֱ���ת3��+3���ְ��ֱ�����ת1��)��2��������1��������25¯(�൱��7���ְ��ֱ���ת3��+4���ְ��ֱ�����ת1��)��3��������1��������23¯(�൱��6���ְ��ֱ���ת3��+5���ְ��ֱ�����ת1��)��ģ���T(�����ص�ʱ�䣬��ͬ)�� (1���������ĸְ���ת���ڣ���ͬ)��
(1���������ĸְ���ת���ڣ���ͬ)�� (3���������ĸְ���ת���ڣ���ͬ)��
(3���������ĸְ���ת���ڣ���ͬ)�� (2���������ĸְ���ת���ڣ���ͬ)�����1���������������9¯��2����������ʼ����11¯��3����������ʼ����11¯�ĸְ���ת����ͼ���Ƶ�����T����������T����������T 3������µĸְ���������ģ�ͺ���ת�ʼ���ģ�͡�
(2���������ĸְ���ת���ڣ���ͬ)�����1���������������9¯��2����������ʼ����11¯��3����������ʼ����11¯�ĸְ���ת����ͼ���Ƶ�����T����������T����������T 3������µĸְ���������ģ�ͺ���ת�ʼ���ģ�͡�
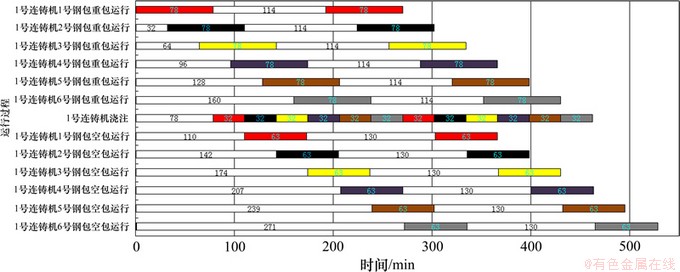
ͼ2 �����θְ���ת����ͼ
Fig. 2 Gantt chart of single cast��s steel ladle turnover
(1) T����������ͼ3��ʾ��3̨���������μ���ص�ʱ��Ϊ246 min��173 min(1���������ְ���ת����)��169 min(3���������ְ���ת����)��164 min(2���������ְ���ת����)������3̨������֮��ĸְ���ת����ͼ���ó��������ص�ʱ����1����������ע�ĸְ���������1����������ת�ĸְ�������1���������������¯�ĸְ���������2����������3������������ʹ�á���ˣ���T������ʱ���ְ���ת����Ϊ3̨������������ת�ְ���֮�͡�����ģ�����£�
 (4)
(4)
���У�nΪ�ְ���ת����������n1Ϊ1���������ĸְ���ת����������n2Ϊ2���������ĸְ���ת����������n3Ϊ3���������ĸְ���ת����������
�ó���T������ʱ�ְ���ת�ʼ���ģ��Ϊ
 (5)
(5)
���У�fΪ�ְ���ת�ʣ��Σ�N1Ϊ1��������1���εĽ�ע¯����¯��N2Ϊ2��������1���εĽ�ע¯����¯��N3Ϊ3��������1���εĽ�ע¯����¯��
��2.1����ؼ���������ʽ(4)��ʽ(5)�ɵó����ְ���ת����Ϊ19�����ְ���ƽ����ת��Ϊ(21+25+23)/19=3.63�Ρ�
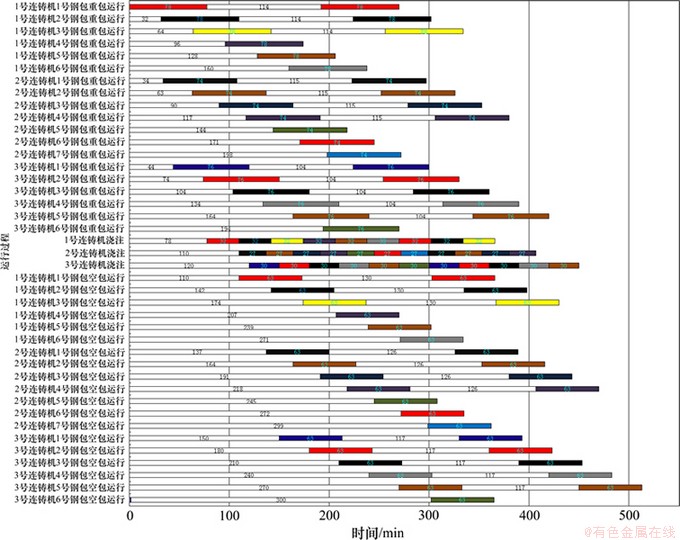
ͼ3 T�� ��
�� ��
�� ʱ�ְ���ת����ͼ
ʱ�ְ���ת����ͼ
Fig.3 Gantt chart of steel ladle turnover under condition of T������
(2) ��T����������T�� ��������ͼ3��ͬ�ĸ���ͼ���������ֱ�ģ�����T����������T����2������µĸְ���ת����ͼ������3̨������֮��ĸְ���ת����ͼ���ó���
��  ��1ʱ�����ص�ʱ����1����������ע�ĸְ�¯��С��1����������ת�ĸְ���������1�����������¯��ת�ĸְ�������1�����Դ��ݸ�2����������3������������ʹ�ã�ʹ2����������3��������Ͷ��ĸְ������١�
��1ʱ�����ص�ʱ����1����������ע�ĸְ�¯��С��1����������ת�ĸְ���������1�����������¯��ת�ĸְ�������1�����Դ��ݸ�2����������3������������ʹ�ã�ʹ2����������3��������Ͷ��ĸְ������١�
��1���������ĸְ��ṩ��2��������������ת����ְ���������ģ��Ϊ��
 (6)
(6)
�ְ���ת�ʼ���ģ��Ϊ��
 (7)
(7)
��1���������ĸְ��ṩ��3��������������ת����ְ���������ģ��Ϊ��
 (8)
(8)
�ְ���ת�ʼ���ģ��Ϊ��
 (9)
(9)
�� ����1ʱ��˵��1����������ת�ĸְ���������2�ź�3��������ʹ�ã���ʱ�ְ���ת��������ģ��ͬʽ(4)���ְ���ת�ʼ���ģ��ͬʽ(5)��
(3) ������T��ͬ�����ø���ͼ������������������T����µĸ���ͼ���ó���
������������1ʱ���ְ���������ģ��ͬʽ(6)��ʽ(8)���ְ���ת�ʼ���ģ��ͬʽ(7)��ʽ(9)��
����1ʱ���ְ���������ģ��ͬʽ(4)���ְ���ת�ʼ���ģ��ͬʽ(5)��
2.3 ����ģ��
2.2���з����ľ�Ϊ1����������ͣ����2�ź�3�������������������2����������3����������ͣ��������Ҫ��ģ�ͽ��е�������ˣ�����������ĸְ���������ģ�ͺְ���ת�ʼ���ģ�ͣ��������¡�
(1)  ��1(jΪ��ͣ������������)ʱ���ְ���������ģ��Ϊ��
��1(jΪ��ͣ������������)ʱ���ְ���������ģ��Ϊ��
 (10)
(10)
���У�MΪ������̨����
�ְ���ת�ʼ���ģ��Ϊ��
 (11)
(11)
(2) ��1(jΪ��ͣ������������)ʱ���ְ���������ģ��Ϊ��
 (12)
(12)
���У�kΪ����ʹ��������������ת�ְ����������š�
�ְ���ת�ʼ���ģ��Ϊ��
 (13)
(13)
3 �Ż��ְ���ת����
�ɸְ����п���ģ���о���֪������������¯��עʱ�����(¯�⾫����������·��)ȷ����Ӱ��ְ���ת������������Ҫ�иְ���ת���ں�3̨����������֮����ص�ʱ�䡣
3.1 �Ż��ְ���ת����
�Ըְ���ת��˵������ʱ��( )[15]�DZز����ٵģ���ͬʱҲ�ǿ���ͨ��������֯�Ϳ���ʹ��������ġ������з��֣�S���ֳ��ĸְ�����ת����������ˮ��ʱ��ƫ���������ڵ��ȴ��ڲ�����֮������Ϊ���ص��¸ְ��ذ��Ϳհ�����ʱ��ƫ��������ϵͳ�Ż����۶ԡ�BOF��LF��CC����������·�������µĸְ�������Ч�ȴ�ʱ������Ż����ɵó��ְ���������ʱ�����ת�����Ż�ֵ������ֵ����ʽ(1)�ɵó���Ӧ�ĸְ���ת���������2��ʾ��
)[15]�DZز����ٵģ���ͬʱҲ�ǿ���ͨ��������֯�Ϳ���ʹ��������ġ������з��֣�S���ֳ��ĸְ�����ת����������ˮ��ʱ��ƫ���������ڵ��ȴ��ڲ�����֮������Ϊ���ص��¸ְ��ذ��Ϳհ�����ʱ��ƫ��������ϵͳ�Ż����۶ԡ�BOF��LF��CC����������·�������µĸְ�������Ч�ȴ�ʱ������Ż����ɵó��ְ���������ʱ�����ת�����Ż�ֵ������ֵ����ʽ(1)�ɵó���Ӧ�ĸְ���ת���������2��ʾ��
�ɱ�2�ɿ�����ͨ���Ż��ְ���������ʱ�䣬��������ʱ����Ż�����(��/ )����ʹ1���������ְ���ת���ڴ�173 min������151 min���ְ���ת������6��������5����2���������ĸְ���ת���ڴ�164 min������143 min���ְ���ת������7��������6����3���������ĸְ���ת���ڴ�169 min������147 min���ְ���ת������6��������5����
)����ʹ1���������ְ���ת���ڴ�173 min������151 min���ְ���ת������6��������5����2���������ĸְ���ת���ڴ�164 min������143 min���ְ���ת������7��������6����3���������ĸְ���ת���ڴ�169 min������147 min���ְ���ת������6��������5����
��2 �ְ�����ʱ���ʵ��ֵ���Ż�ֵ
Table 2 Measured and optimized value of steel ladle��s operation time

3.2 �Ż����μƻ�
��3̨�������Ľ����ص�ʱ�䷶Χ�趨Ϊ100~200 min(�ص�ʱ��������ڡ����ں�С��3̨�����ĸְ���ת����)��1���������ȿ������� ��1ʱ1���������ĸְ��ṩ��2��������ʹ�ã�����ʽ(10)~(13)����2���ݽ��д������õ���ͬ�ص�ʱ����ְ���ת�����ְ���ת�ʵı仯���ƣ���ͼ4��ʾ��
��1ʱ1���������ĸְ��ṩ��2��������ʹ�ã�����ʽ(10)~(13)����2���ݽ��д������õ���ͬ�ص�ʱ����ְ���ת�����ְ���ת�ʵı仯���ƣ���ͼ4��ʾ��
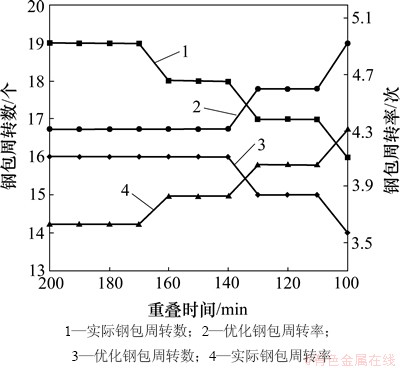
ͼ4 �ص�ʱ������ת��������ת�ʹ�ϵ
Fig. 4 Relationship between overlap time and turnover number and rotation ratio
��ͼ4�ɿ�����3̨�������ĸְ���ת��������������ת�����Ż�ǰ�����Ż������ٱ�ʵ����ת�ְ�������2���������Ž����ص�ʱ��ļ��٣��ְ���ת����Ҳ��֮���١��ְ���ת��ͬ�����Ž����ص�ʱ��ļ��ٵõ���ߡ�
�������������ٸְ�����ת��������߸ְ���ת�ʣ���һ�����Ż��ְ���ת���ڣ���һ�������ƶ��ý��μƻ���ʹ��̨�������Ŀ���ʱ�価�����������ٽ��μ���ص�ʱ�䡣
4 ����
(1) ����˶�̨������ͬʱ��ע�������ص�ʱ��ֱ���ڡ�С�ںͽ��ڸ������ְ���ת���ڵĸְ���������ģ�ͺ���ת�ʼ���ģ�͡�
(2) �Ż��ְ���������ʱ�䣬���Ϳ��Ż��������ɼ���3̨�������ĸְ���ת���ں���ת������
(3) ���������ص�ʱ�䣬ʹ�ص�ʱ���ڽ�ע�ĸְ���С����ת�ְ�����ͬ���ɼ��ٸְ���ת��������߸ְ���ת�ʡ�
(4) �ְ����п���ģ�͵��о�Ϊ���ֳ��ĸְ������Ż�������ṩ�������ݣ�ҲΪ���ֳ�ʵ��������֯�Ż���������˼·��
�ο����ף�
[1] ����, ��ƽ, ������, ��. �ְ������п���[J]. �����Ƽ���ѧѧ��, 2005, 27(2): 235-239.
LIU Qing, ZHAO Ping, WU Xiaodong, et al. Control strategy for ladle running[J]. Journal of University of Science and Technology Beijing, 2005, 27(2): 235-239.
[2] TANG Lixin, WANG Gongshu. Decision support system for the batching problems of steelmaking and continuous-casting production[J]. Omega, 2008, 36(6): 976-980.
[3] Mohanty P P. An agent-oriented approach to resolve the production planning complexities for a modern steel manufacturing system[J]. Int J Adv Manuf Technol, 2004, 24(3/4): 199-205.
[4] Bellabdaoui A, Teghem J. A mixed-integer linear programming model for the continuous casting planning[J]. International Journal of Production Economics, 2006, 104(2): 260-270.
[5] Atighehchian A, Bijari M, Tarkesh H. A novel hybrid algorithm for scheduling steel: Making continuous casting production[J]. Computers and Operations Research, 2009, 36(8): 2450-2461.
[6] ZHU Daofei, ZHENG Zhong, GAO Xiaoqiang. Intelligent optimization-based production planning and simulation analysis for steelmaking and continuous casting process[J]. Journal of Iron and Steel Research International, 2010, 17(9): 19-24.
[7] TIAN Shilong, YANG Zhili. Numerical simulation on temperature drop of molten steel in 210 t ladle[C]// Kao J C M. Frontiers of Materials, Chemical and Metallurgical Technologies. Stafa-Zurich, Switzerland: Trans Tech Publications Ltd, 2012: 883-887.
[8] ������, ������, ����, ��. ���CSP������߸ְ�����������ʵ��[J]. ����, 2012, 28(3): 19-22.
DONG Changzheng, ZENG Jianli, PAN Yanhua, et al. Production practices of increasing service life of ladle in CSP continuous casting of WISCO[J]. Steelmaking, 2012, 28(3): 19-22.
[9] ����, ������. �Ƹ�CSP120 t�����ְ����̿����о�[J]. ����ұ��, 2011, 33(5): 1-6.
ZOU Ming, TANG Jianhua. Research on process control of 120 t refining ladle of CSP[J]. Gansu Metallurgy, 2011, 33(5): 1-6.
[10] ����, ������, ������. ת¯���ֳ��ְ���ת������ģ��[J]. �����Ƽ���ѧѧ��, 1999, 21(4): 338-341.
LIU Qing, TIAN Naiyuan, HOU Wenyi, et al. Physical model of ladle cycling for converter plant[J]. Journal of University of Science and Technology Beijing, 1999, 21(4): 338-341.
[11] �ư︣, ������, ���˫, ��. �ְ�����ϵͳ�������ʵ��[J]. ұ���Զ���, 2011, 35(1): 41-68.
HUANG Bangfu, TIAN Naiyuan, LI Guangshuang, et al. Design and implementation of ladle management system[J]. Metallurgical Industry Automation, 2011, 35(1): 41-68.
[12] �ض���, �ڸ�, �찲��, ��. ���ھ���Ƶĸ���ͼ��ϲ��ܺ���[J]. �����Ƽ���ѧѧ��, 2010, 32(12): 1618-1622.
HE Dongfeng, YU Gang, XU Anjun, et al. Productivity calculation using Gantt chart combination based on precise design[J]. Journal of University of Science and Technology Beijing, 2010, 32(12): 1618-1622.
[13] ������, ����, ��ʤ��. ���ø���ͼȷ�����������¯��[J]. ɽ��ұ��, 2009, 31(5): 83-85.
WANG Jinming, ZHANG Kun, L Shengquan. Determining stainless steel continuous casting heats by Gantt chart[J]. Shandong Metallurgy, 2009, 31(5): 83-85.
Shengquan. Determining stainless steel continuous casting heats by Gantt chart[J]. Shandong Metallurgy, 2009, 31(5): 83-85.
[14] �ư︣. ����ԭ��-������������������ר��ϵͳ[D]. ����: �����Ƽ���ѧұ������̬����ѧԺ, 2011: 84-86.
HUANG Bangfu. Mass flow control expert system of material-CC region at SHOUQIN company[D]. Beijing: University of Science and Technology Beijing. School of Metallurgical and Ecological Engineering, 2011: 84-86.
[15] ������. ұ�����̹���ѧ[M]. 2��. ����: ұ��ҵ������, 2004: 156.
YIN Ruiyu. Metallurgical process engineering[M]. 2nd ed. Beijing: Metallurgical Industry Press, 2004: 156.
(�༭ ����ƽ)
�ո����ڣ�2013-07-06�������ڣ�2013-10-12
������Ŀ������ʡӦ�û����о��ƻ���Ŀ(2011FZ056)
ͨ�����ߣ��ư︣(1983-)���У����ϵº��ˣ���ʦ�����¸����������̶����������������о����绰��13619607857��E-mail: kmusthbf@163.com
ժҪ����S���ֳ��ְ�Ϊ�о��������ְ���תģʽ�Ͳ�ͬ��ˮ�������յ���ת���ڣ����ø���ͼģ���1̨��������עʱ�ĸְ���ת����ͼ��������ְ������ص㣬��������εĸְ���������ģ�ͺ���ת�ʼ���ģ�ͣ�ģ���3̨������ͬʱ��ע�ص�ʱ����ڸְ���ת���ڸ���ͼ���о��ص�ʱ��ֱ���ڡ����ں�С�ڸ��������ְ���ת���ڵĸְ������ص㡣�о��������������ͣ�����������ڽ����ص�ʱ���ڽ�ע�ĸְ���С����ת�ְ���ʱ������Ч���ٸְ���ת��������߸ְ���ת�ʣ����������ͬ�ص�ʱ�������µĸְ���������ģ�ͺ���ת�ʼ��� ģ�͡�
[1] ����, ��ƽ, ������, ��. �ְ������п���[J]. �����Ƽ���ѧѧ��, 2005, 27(2): 235-239.
[8] ������, ������, ����, ��. ���CSP������߸ְ�����������ʵ��[J]. ����, 2012, 28(3): 19-22.
[9] ����, ������. �Ƹ�CSP120 t�����ְ����̿����о�[J]. ����ұ��, 2011, 33(5): 1-6.
[10] ����, ������, ������. ת¯���ֳ��ְ���ת������ģ��[J]. �����Ƽ���ѧѧ��, 1999, 21(4): 338-341.
[11] �ư︣, ������, ���˫, ��. �ְ�����ϵͳ�������ʵ��[J]. ұ���Զ���, 2011, 35(1): 41-68.
[12] �ض���, �ڸ�, �찲��, ��. ���ھ���Ƶĸ���ͼ��ϲ��ܺ���[J]. �����Ƽ���ѧѧ��, 2010, 32(12): 1618-1622.
[13] ������, ����, ��ʤ��. ���ø���ͼȷ�����������¯��[J]. ɽ��ұ��, 2009, 31(5): 83-85.
[14] �ư︣. ����ԭ��-������������������ר��ϵͳ[D]. ����: �����Ƽ���ѧұ������̬����ѧԺ, 2011: 84-86.
[15] ������. ұ�����̹���ѧ[M]. 2��. ����: ұ��ҵ������, 2004: 156.
