
DOI��10.19476/j.ysxb.1004.0609.2017.05.022
ȫʪ�������̸ߴ������Ʊ�����
������1, 3���� ǿ1��������1���� ��1��������2����ϲ��2���ᄡ�2���� ��3
(1. ����ͭҵ���Ź�˾ ����ͭҵ�����о�Ժ����˾���ϲ� 330096��
2. ����ͭҵ���Ź�˾ ��Ϫұ��������Ϫ 335424��
3. �ϲ���ѧ ��ѧѧԺ���ϲ� 330031)
ժ Ҫ��
��ͭ�������м����Ϸֽ���Ϊԭ�ϣ����һ�֡����Ʒ���-�ữ����-��������-���ۻ�ԭ����ȫʪ���������Ʊ��ߴ����۵��¹��ա��Թ��յĻ�������ѹ������������о�������ѹ��������£����Ľ����ʴﵽ98.4%�����Ȼ���������Ԫ��Pb��Te���ѳ��ʷֱ�Ϊ97.7%��96.7%������ֱ���ʵ���98.1%������OES��XRD��SEM��ⷽ���Բ���Ļ�ѧ�ɷ֡�������ò�;���ṹ����������������Ʊ����������ȵ�99.995%�ߴ����ۡ�
�ؼ��ʣ�
ͭ���������ֽ�����ȫʪ�������������ߴ�������
���±�ţ�1004-0609(2017)-05-1037-08���� ��ͼ����ţ�TF83���� ���ױ�־�룺A
�����Ǹ��¼�����ҵ������Ļ�������֮һ���㷺Ӧ���ڳ�������ϡ�������ϡ����ϲ��ϡ�������ҽҩ���������ϵ��ڶ�����[1-2]���ҹ�98%�İ����ǴӸ�����ɫ������ұ���������л��գ�ͭ��������ͭ��⾫����������Ҫ����Ʒ������ȡ�������������Ҫԭ��֮һ��������������Ч���ͳɱ��Ĺ��ջ���ͭ�������е��м���Դ�����ش����ҵ��Ӧ�õ�ͭ�����ദ��������Ҫ��3����[3]��һ���Ի�Ϊ����ʪ���������ϵĻ��գ�����ȫʪ�����գ�������ʪ��Ϊ������ʪ�����ϵ�(��)ʪ�����ա�������Բ����ǻ�ұ�����մ��������࣬���ҹ�����á����ữ����-ˮ����ͭ-�������-�Ȼ��ֽ�-���Ʒ���-��ȩ��ԭ-����⾫�����İ�ʪ�����ա�
���ſ����Դ��������ȱ����Ʒλ����ͭ����ͭ�ȱ���Ϊͭұ��ԭ��ʹ�ã�ʹ��ͭ������ɷ��������ӣ��ҹ����а�ʪ��ͭ�����ദ�����ն�ԭ����Ӧ�Բ�������ս��ԣ����н�������Te��Pb������Ԫ�غ������꣬������1����������ʲ���25%��������Ϊͻ��[4]����������������Ҫԭ����ͭ������Ԥ�������ա���������ȡ������⾫��������������ɷ���������ͭ������Ĵ���Ҫ��[5-8]������ͭ����Ԥ�������ն�Cu��Sb��Bi��As��Se��Ԫ�صķ�����ȡЧ�����ԡ���ͭ�������е�Pbû��ʵ�ֿ�·��������Ҫ������Ǧ���Ȼ�Ǧ����ʽ������ͭ�����ദ�����������չ����У�����Ӱ��������Ʒ�������������м�����ڵĹ����ܵ���תҤ���չ��յ�Ӱ�����أ�Te�Ľ�����һ�㲻��60%�������ڲ����ڷ������У����յ�������������Te���ʺ����ߡ�������۵�������Ҫ������������Ӱ��[9]������������Ǧ���ڵ�����Ԫ�ع���ʱ��������ɵ��������Te��Pb���ʺ������ꡣ���⣬���а�ʪ�����յ�����ȡ���뼰��⾫�������������ڳ���������ʽ��ѹ����������������������ܺ��������������Һ�Ʊ��ɱ��ߣ�������������������������Ӧ���ɶ����������غ�ɫ�ж����壬������Ⱦ���ء�
����ҹ���ʪ��ͭ�����ദ������������ȡ���ᴿ���ڵ����⣬���Ƴ�һ�֡����Ʒ���-�ữ����-��������-���ۻ�ԭ���ߴ����۵��¹��գ���ͭ�����ദ���м����Ϸֽ���Ϊԭ�ϣ�ȫʪ��������ֱ���Ʊ�4N5���ߴ����ۣ�Ϊȡ������⾫�����գ��������ͭ�����ദ�������д��ڵ�ԭ����Ӧ�Բ��һ��Ʒ�ʵ͡��������ܺĴ��������ڳ���������Ⱦ�������ṩʵ����������ݡ�
1 ʵ��
1.1 ԭ��
�ֽ�����Ҫ��ѧ�ɷ����1���У���Ҫ��������Ǧ���������Լ��������ڡ��ࡢͭ������Ԫ�أ�XRD��(��ͼ1)��ʾ����Ҫ��AgCl���ڡ�Ǧ��Ҫ��PbSO4�Լ�������PbCl2��ʽ���ڣ�����Te�ĺ���ֻ��0.98%�����Թ۲����ڷֽ����е����ࡣ
��1 �ֽ�����ѧ�ɷ�
Table 1 Chemical composition of gold separating residue (mass fraction, %)

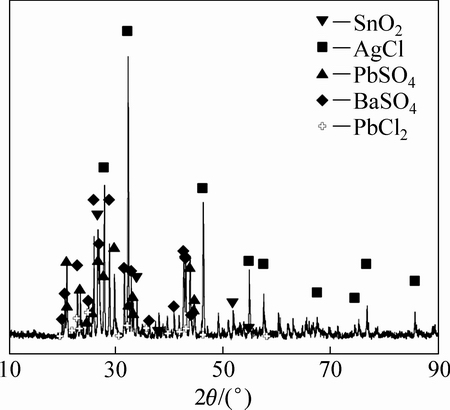
ͼ1 �ֽ���XRD��
Fig. 1 XRD pattern of gold separating residue
1.2 ��Ҫ�豸
ʵ�����õ��ļ���豸��ԭ�ӷ��������(SPECTROLAB M11)�������ϵ����ӹ�������(5100 ICP-OES)��X�������������(XRD, Rigaku, D/max-RB)��ɨ���������(JSM-6510)��ʵ���豸������ˮԡ��(HH-S1)���綯�����(JB-90D)��ʵ�����ú���(DHG-9023A)����ձõȡ�
1.3 ���鷽��
��70 �����ˮ���ֽ�����ϴ��ϴҺpH�յ�Ϊ7�����ĥ�۱��á�ȡ5 kg�ֽ���������250 g/L����������Һ(pH=8.0)������Һ�̱�Ϊ8:1(8 L:1 kg)����Ӧ�¶�Ϊ40 �棬����ת��Ϊ300 r/min�������·�Ӧ2 h����Ӧ��������˷���õ�����Һ�ͷ���������������л�ѧ�ɷַ������������Ľ����ʣ�ȡ����ҺΪԭ�ϣ�������������������ҺpH�����Ȼ��������˷����ô��Ȼ����ͳ�����Һ���Գ�����Һ���гɷַ�����ȡ���Ȼ���Ϊԭ�ϣ�����Һ�̱ȡ�����������������ʼ��ȡ���Ӧ�¶ȡ���Ӧʱ����������Ȼ����������ӣ������Ȼ�����Һ�̱�Ϊ4:1�����ܶ�Ϊ40 g/L�ļ�Һ����ˮ����ֱ�ӻ�ԭ�����ۣ�������ˮϴ�������ԣ���ɺ���гɷַ�����
2 ���������
2.1 ���Ʒ������ữ����
�Ӻ��Ȼ��������з�����ȡ������Ҫʪ�������а�����[10-11]��̼����ת��-������[12]����������Ʒ�[13]�����Ʒ�����[14]�����ð�����������ȡ����ͬʱ���ֽ����е�Ǧ�����Ĵ�������������Ǧ�����ߴ��Ƚ�Ϊ99%���ң���Ҫ��⾫�������ᴿ����̼����ת��-�����������ڰ���������ȡ��֮ǰ������̼���ƽ�����Ǧת�ͳ�̼��Ǧ���ٽ��а����������Ǧ���İ������⣬���ù������̳���������Һ��������������ɲ��ȶ��ױ�ը��������������Ǧ�����������������������Ȼ�ﲻ��99.99%����������Ʒ�����ѡ���Բ�豸���ӡ������ʺ����ߣ���Ҫ��⾫�����ղ��ܻ�øߴ������������Ʒ��������ǽ�Ϊ����ķ������գ������������ʸߡ�ѡ���Ժá����������������ŵ㡣Ŀǰ��ҵ�Ϸֽ��������ķ�����ȡ�����ǡ����Ʒ���-��ȩ��ԭ�����գ�����������δʵ�ֿ�·��������ԭ��Һ(����������Һ)ѭ�������Ȼ����Ĺ����У���Һ�в��ϻ��۵������ӵ��½���Ч�����[15]�����⡣
������������ġ����Ʒ������͡��ữ���������Ϲ��գ�ʵ�ַֽ������Ȼ����ĸ�Ч�������룬Cl-ʵ�ֿ�·����������������Һ�и���������������Һ�ܹ����ѭ��ʹ�á���������������ҺpHΪ8.0�����ֽ����������練Ӧʽ(4)~(6)������Ӧ���ֽ����е��Ȼ�������������������������������ӣ���������������Ӻ�������һͬ������Һ(����Һ)����Pb��Te�����ʲ����������Ʒ�����Ϸ�Ӧ��ʵ������ѡ���Խ�����ȡ����ҺΪԭ�ϣ�����������Ʒ���Һ��pHֵ�������绯ѧ��Ӧʽ(1)��(2)���淴Ӧ��������Һ��SO32-Ũ�Ƚ��ͣ���ʹ����Һ��[Ag(SO3)]-��[Ag(SO3)2]3-��[Ag(SO3)3]5-�ֽ⣬������Ӧʽ(3)~(6)���淴Ӧ������̬��Ag+�������Һ�е�Cl-����AgCl�������������˷���õ����Ȼ����ͳ�����Һ��������Һ����Һ�����pH��8.0��������Ӧʽ(2)���� Ӧ��������������ѭ��ʹ�á�
SO2+H2O HSO3-+H+ (1)
HSO3-+H+ (1)
HSO3-SO32-+H+ (2)
AgClAg++Cl- (3)
Ag++SO32-[Ag(SO3)]- (4)
Ag++2SO32-[Ag(SO3)2]3- (5)
Ag++3SO32-[Ag(SO3)3]5- (6)
��2����Ϊ����Һ����Ҫ��ѧ�ɷ֣������ӵ�Ũ��Ϊ21.4 g/L�����ݷ���Һ�����������Ũ�ȣ�����������������ƽ�����Ϊ98.4%��
��2 ����Һ��ѧ�ɷ�
Table 2 Chemical composition of silver separating solution (g/L)

ͼ2��ʾΪ����Һ��������Ũ������ҺpHֵ�Ĺ�ϵ������Һ��ʼpHֵΪ8.0��������Ϊ21.4g/L��������ҺpH�Ľ��������Ӻ����ʵݼ��Ĺ��ɣ���5.0��PH��7.2ʱ����Һ��������Ũ�ȿ��ٽ��ͣ��� pH��4.0ʱ����Һ��������Ũ���½����Ƽ�������ҺpHԽ�������ӳ���Խ��ȫ����Ϊ����������Һ�д���SO2��HSO3-��SO32-�Ŀ��淴Ӧ(��Ӧʽ(1)��(2))����PH��1.9ʱ����Ҫ��SO2����ʽ�ȶ����ڣ���1.9��pH��7.2ʱ����Ҫ��HSO3-����ʽ�ȶ����ڣ�����Һ�е�PH��7.2ʱ����Ҫ��SO32-����ʽ�ȶ�����[16]��
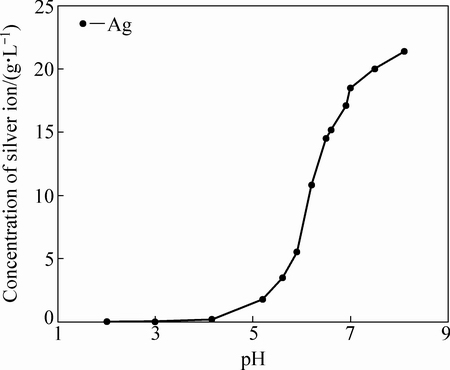
ͼ2 ������Ũ������ҺpH�Ĺ�ϵ
Fig. 2 Relationships between concentration of silver ion and solution PH
��ˣ�������ҺpH��7.2ʱ��H2O-SO32-ϵ����Һ���ȶ�������SO32-����HSO3-����������ͷų������������ӣ�����Һ�й����������������Ȼ���������ʹ��Һ��������Ũ�ȿ��ٽ��ͣ���pH����4.0����Һ�е������ӻ���������ȫ��
ȡ����Һ��������ֱ������Һ�յ�pH�ֱ�Ϊ4.0��3.5��3.0����3���ữ�������飬�Գ�����Һ��������Ũ�Ƚ��м�⣬����������Һ�е�������Ũ�ȶ�С��10 mg/L�����ij����ʴﵽ99.9%���ϡ�����Һ��pH������������SO2������ɻ�����Ⱦ��Ϊ�˱�֤��Һ����������ȫ����ͬʱ������SO2���壬�ữ�������յ�pHֵѡ�������3.0~4.0֮�䡣
ͼ3��ʾΪ�ữ����������XRD�ף������������Ϊ�Ȼ�������3����Ϊ�Ȼ����Ļ�ѧ�ɷ֣��Ȼ�����ƽ�����ȴﵽ99.939%����Pb��Te������Ԫ�غ������ϸߣ���ֱ����ˮ���»�ԭ�ɽ����������ﲻ��1������(����IC��Ag99.99)������ˣ������һ���������ӡ�
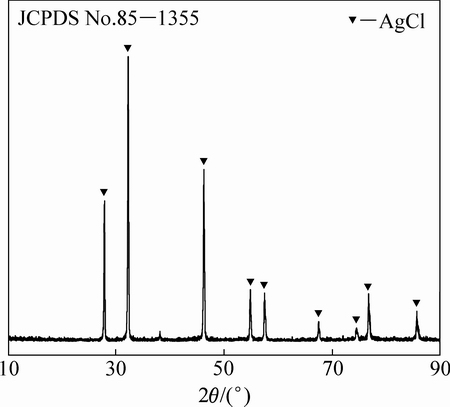
ͼ3 �Ȼ���XRD��
Fig. 3 XRD pattern of silver chloride
2.2 �������Ӻ����ۻ�ԭ
Ŀǰ����ҵ�϶��������⾫������[17-19]���Ȼ�ԭ�Ʊ����۽������������壬�پ���⾫����õ��ߴ����������������ڳ���ԭ����Ӧ�Բ�ʽ��ѹ��������Ⱦ������[20-21]���¹��ղ�ȡ���Ȼ������о����������Ʊ����ߴ��Ȼ�����Ȼ��ֱ�ӻ�ԭ�Ʊ�4N5���ߴ����ۣ����پ�������⾫���ᴿ������AgCl������������ȶ���(Ksp=1.8��10-10��t=25 ��)�õ��ص㣬������������������Ӿ�������AgCl���о������Ӵ���������������������о���ǿ�����ԣ��ɽ�AgCl����������Ԫ��M��������MCln�������Ȼ���Ӷ�ʵ�������ѳ���Ŀ�ġ��Ȼ�������������ѳ���������Ҫ��Te��PbԪ�أ��������ӵĹ�����Te���仯�����ܹ��������ܽ���������Һ������ȥ������PbCl2���������ܶȺ��������ܽ��������ص㣬���Ʒ�Ӧ��һ������Ⱥ��¶��£����ܹ�ʵ��Pb������ѳ����ﵽ�����ᴿAgCl���¹��վ���ԭ����Ӧ��ǿ���������ڶ̡���������ƷΪ4N5���ߴ����۵��ŵ㡣
��3 �Ȼ�����ѧ�ɷ�
Table 3 Chemical composition of chloride silver powder

�Դ��Ȼ���Ϊԭ�ϣ��仯ѧ�ɷ����3��ʾ������Һ�̱�Ϊ5:1���о�����������������ʼ��ȡ���Ӧ�¶ȡ���Ӧʱ���������Ȼ�����������Ч�ʵ�Ӱ�죬ȷ����ѵľ�������������ԭ�ϳɷ֡�����Һ�ɷּ����������ʽ(7)����Te��Pb�Ľ����ʣ�
 (7)
(7)
ʽ�У���Ϊ�����ʣ�RoΪԭ����Ԫ�صĺ�����VΪ����Һ�������Ϊ����Һ��Ԫ�ص�����Ũ�ȡ�
����Һ�̱�Ϊ5:1����ʼ���Ϊ3.0 mol/L����Ӧ�¶�Ϊ70 �桢��Ӧʱ��Ϊ3.0 hʱ�������������������������Pb��Te���ѳ�Ч������Һ��������Ũ�ȱ仯��������ͼ4��ʾ����������������Pb��Te���ѳ�Ч��Ӱ��ϴ����ž������������ӣ�������Ũ�ȴ�2.5 g/L�����10 g/Lʱ����Һ��Pb��Te���ܶȷֱ��51 mg/L��6 mg/L�����65 mg/L��28 mg/L��������Ũ�ȴﵽ10 g/L�Ժ�����ƽ�������ݽ����ʼ���ʽ(7)���������������Ũ��Ϊ10 g/Lʱ��Pb��Te���ѳ��ʷֱ�ﵽ91.8%��92.7%���������ӵ�Ũ��С��10 mg/L��Ϊ��֤�����ѳ���ͬʱ�������;�������������Ϊ��Ѿ�����Ũ��Ϊ10 g/L��

ͼ4 ��������Pb��Te��Ag����Ũ�ȵĹ�ϵ
Fig. 4 Relationships between purifying agent and mass concentration of Pb, Te and Ag
����Һ�̱�Ϊ5:1��������Ũ��Ϊ10 g/L����Ӧ�¶�Ϊ70 �桢��Ӧʱ��Ϊ3.0 hʱ�������ʼ��ȶԽ����ʵ�Ӱ�졣Ǧ����(Pb2+)��������(Ag+)�������Ӵ���һϵ�е���Ϸ�Ӧ[22-23]��Pb2++nCl-=PbCln2-n(n=1��2��3����)��Ag++nCl-=AgCln1-n(n=1��2��3����)��������Ũ��Խ�ߣ�Ǧת���ɿ�����������ӵ�����Խ�ࡣ�����������ṩ��Cl-��H+����ˣ���Ũ�ȵ�����������Pb�ѳ��������ߵ�Cl-��ʹ������Ͻ�����Һ���������ʧ��ͼ5�����ʾ������Ũ�ȴﵽ3.5 mol/Lʱ��Ǧ���ܶ�Ϊ67 mg/L������ʱ������Ũ��Ҳ�ﵽ23 mg/L���ڱ�֤�������ʵ�ǰ���£������ܵ���������Ũ�ȣ��ԴﵽPb��Te�ѳ�Ŀ�ġ�ѡ�������Һ�������Ũ��Ϊ3.0 mol/L��Ϊ��������Һ��Ǧ���ڵ�Ũ�ȷֱ�Ϊ63 mg/L��29.4 mg/L����ʱ��Һ��������Ũ��ֻ��8.5 mg/L��������ʧ���ϵ͡�
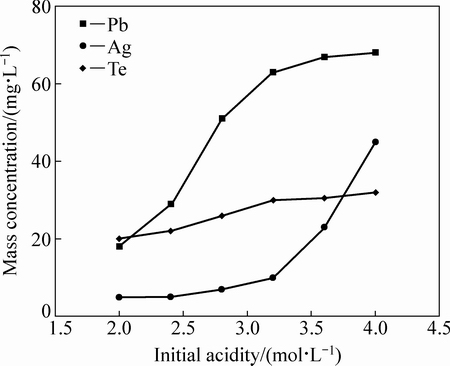
ͼ5 ��ʼ�����Pb��Te��Ag����Ũ�ȵĹ�ϵ
Fig. 5 Relationships between initial acidity and mass concentration of Pb, Te and Ag
����Һ�̱�Ϊ5:1��������Ũ��Ϊ10 g/L����ʼ���Ϊ3.0 mol/L����Ӧʱ��Ϊ3.0 h�����췴Ӧ�¶ȶԽ����ʵ�Ӱ�졣ͼ6��ʾΪ��Ӧ�¶ȴ�60 ����70 �淶Χ����Һ��Pb��TeŨ�ȳʵ������ƣ��¶ȴﵽ70 ���Ժ�TeŨ�Ȼ����ȶ�����ǦŨ����Ȼ������ֱ��80 ��������ȶ�����������ڷ�Ӧ�¶�70 ��ʱ��Te���ܹ��������ѳ�����Pb��Ҫ�¶ȴﵽ80 ����ܻ������ѳ���ȫ���¶ȶ�������ʧӰ�첻����Ҫ���ھ���������������Һ�¶Ⱥ����Ӱ�죬��һ����������������¶ȵ�������������Խǿ����Ӧ�¶ȴﵽ70 �澻�����ʹﵽ������������TeЧ�����¶��ٸ߶�Te�ѳ�Ч�������ԣ����Ȼ�Ǧ���ܽ�������¶ȵı仯�ϴ��¶�Խ�����ܽ��Խ��Խ������Ǧ���ѳ�����Ϊ�����ķ�Ӧ�¶�Ϊ80 �档
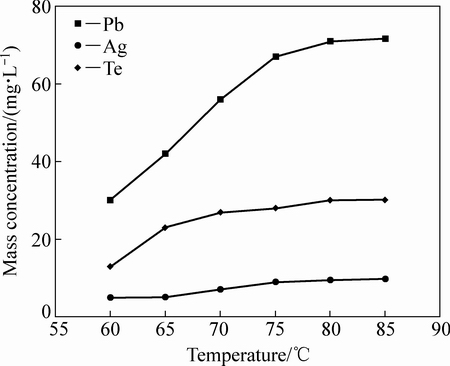
ͼ6 ��Ӧ�¶���Pb��Te��Ag����Ũ�ȵĹ�ϵ
Fig. 6 Relationships between reaction temperature and mass concentration of Pb, Te and Ag
����Һ�̱�Ϊ5:1��������Ũ��Ϊ10 g/L����ʼ���Ϊ3.0 mol/L����Ӧ�¶�Ϊ80 �棬���췴Ӧʱ��Խ����ʵ�Ӱ�졣ͼ4��ʾΪ��Ӧʱ��Ծ�������Ӱ�첻����Ӧ�ﵽ1.5h�Ժ�Pb��Te��Ag����Ũ�ȶ������ȶ�����ʱ��Pb��Te����Ũ�ȷֱ�Ϊ65.4��28.1 mg/L�����ݽ����ʼ���ʽ(7)�������Pb��Te�����ʷֱ�Ϊ92.4%��93.0%��Ϊ�˱�֤����Ԫ�س����ѳ�����Ϊ��Ϊ�����ķ�Ӧʱ��Ϊ2 h��
���������о����ȷ������������ѹ���������������Ũ��Ϊ10 g/L����ʼ���Ϊ3 mol/L����Ӧ�¶�80 �桢������Ӧʱ��2.0 h��
�Ȼ����Ļ�ԭ������ˮ���¡���ȩ�����Խ�����[24]����ȩΪ�ж����ʴ��ڻ�����Ⱦ�����⣬���Խ����û�������������Ԫ�أ�ˮ���¾��л�ԭЧ�ʸߡ���Ӧʱ��̡��������������������ʵ��ŵ㣬����¹���ѡ��ˮ����Ϊ��ԭ�����䷴Ӧ�����绯ѧʽ(8)��ʾ��
4AgCl+N2H4+4NaOH��4Ag��+N2��+4NaCl+4H2O (8)
��ԣ����[25]�о�ˮ���»�ԭ�Ȼ�����ȡ���ķ��������������ڴ˻�����ȷ��ˮ���»�ԭ�Ȼ�������ѷ�Ӧ������NaOH��Ũ��Ϊ40 g/L��ˮ��������Ϊ��������1.1~1.2������Ӧʱ��45 min���Ȼ����Ļ�ԭ�ʴﵽ99.9%���ϡ�
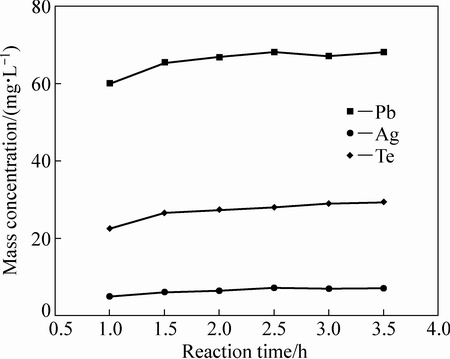
ͼ7 ��Ӧʱ����Pb��Te��Ag����Ũ�ȵĹ�ϵ
Fig. 7 Relationships between reaction time and mass concentration of Pb, Te and Ag
2.3 �Ż�����
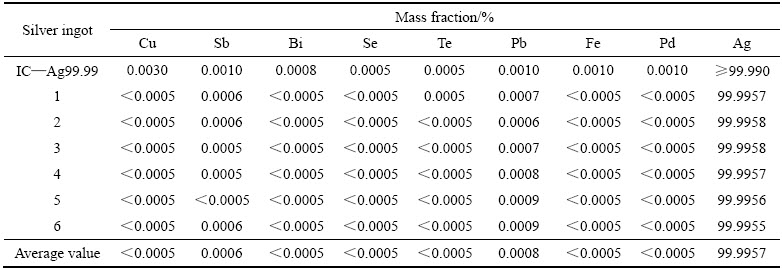
ȡ�ữ�����Ĵ��Ȼ���Ϊԭ�ϣ�ԭ�ϳɷ����3��ʾ�����ƾ�������Ũ��Ϊ10 g/L����ʼ���3 mol/L��Һ�̱�Ϊ5:1����Ӧ�¶�Ϊ80 �桢��Ӧʱ��Ϊ2 h����Ӧ��������80 ������ˮ����ϴ���Ȼ�����ϴҺ���յ�pHΪ7.0�������Ȼ�����ˮ����Ũ��Ϊ70 g/L��Һ�̱�Ϊ4:1����Ũ��Ϊ40 g/L����Ӧʱ��Ϊ45 min�������»�ԭ����4Ϊ�ߴ����۵Ļ�ѧ�ɷּ������6������������Ʒλ�������ﵽ99.995%���ϣ������ʺ������ﵽ���ұ�IC��Ag99.99(1������)��1�����������Ϊ100%������6��ʵ�����ݣ������Pb��Te��ƽ�������ʷֱ�Ϊ97.7%��96.7%������ƽ��ֱ���ʴﵽ98.1%��
���Ʊ��IJ�Ʒ�����˾��ͽṹ�ͱ�����ò�ı�����ͼ8��ʾΪ���۾�ˮϴ����ɺ�����XRD��SEM����ͼ8(a)�ɿ��������۵IJ���Ϊ����Ag�����ۿ�������ƽ������5 ��m���ң�˵���Ʊ����ߴ����ۿ������ȣ�Ҳ��һ������֤�ˡ����Ʒ���-�ữ����-��������-���ۻ�ԭ����ȫʪ�������̸ߴ������Ʊ��¹��տ����ԡ�
�Ըߴ������Ʊ��¹���ȡ�����С����Ʒ�������ȩ��ԭ������������������⡱������ȡ�ᴿ���գ��Ż�����ͭ�����ദ�����գ�����ȡ�ᴿ�����������ܹ���6 d������2 d��ͭ��������������������1/3����ԭ����12 d��Ϊ8 d�����Խ������⾫�������������ڳ��������ܺĴ�����Ⱦ���ص����⣬ʵ�ֲ�������⾫�����տ�ֱ���Ʊ�4N5����Ʒ�����ۡ�
��4 �ߴ����ۻ�ѧ�ɷ�
Table 4 Chemical composition of high purity silver powder
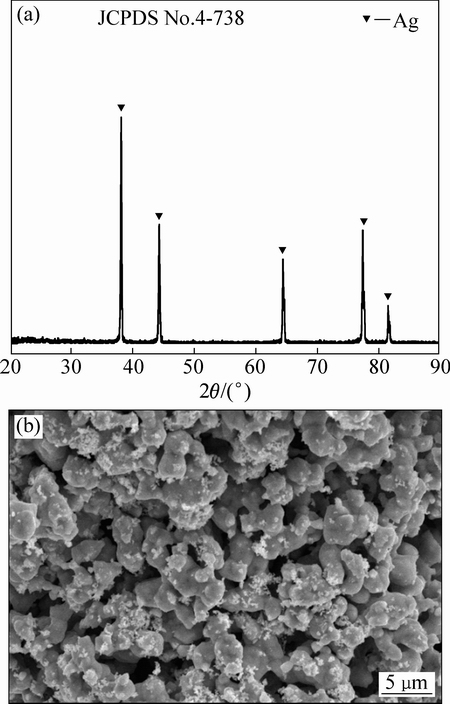
ͼ8 ���۵�XRD��SEM��
Fig. 8 XRD pattern (a) and SEM image (b) of silver powder
3 ����
1) ���һ�֡����Ʒ���-�ữ����-��������-���ۻ�ԭ��ȫʪ��������ֱ���Ʊ�4N5���ߴ������¹��գ��Թ��յĻ�������ѹ��ղ����������о�����֤���յĿ����ԡ�
2) ���á����Ʒ������͡��ữ���������Ϲ��գ��ֽ��������Ľ�����Ϊ98.4%�����Ʒ���Һ��ҺpHֵ��3.0~4.0֮�䣬���ij����ʴﵽ99.9%��������Һ��������Ũ�ȵ���10 mg/L��������Һ����Һ�����pHֵΪ8.0����������������Һѭ��ʹ�á�
3) ��Ѿ������ӹ��������£�������Ũ��Ϊ10 g/L����ʼ���Ϊ3 mol/L����Ӧ�¶�80 �桢������Ӧʱ��2.0 h�����Ȼ���������Pb��Te���ѳ��ʷֱ�Ϊ97.7%��96.7%������ˮ���»�ԭ��������Ȼ������Ʊ��������ȴﵽ99.995%���ϣ�����ֱ���ʴﵽ98.1%���Ҹ�����Ԫ�غ������ﵽ���ұ� IC��Ag99.99��1�����������Ϊ100%��
4) ���Ըߴ������Ʊ��¹���ȡ�������գ��Ż�����ͭ�����ദ�����գ����ᴿ��ȡ������������6 d������2 d��ͭ��������������������1/3��ͬʱ���������ദ�����ճɱ�����߶�ԭ�ϵ���Ӧ�Ժ���Ʒ�ʡ�
REFERENCES
[1] �Ի�־. ������ҪӦ������ͷ�չ��״[J]. ����ұ��, 2002, 31(3): 118-123.
ZHAO Huai-zhi. Main application fields of silver and current status of development[J]. Yunnan Metallurgy, 2002, 31(3): 118-122.
[2] �η�Ȫ, ���¾�. ���۵���;���Ʊ�[J]. �й����弼��, 2001, 7(3): 45-47.
HE Fa-quan, LI Yong-jun. Application and preparation of silver powder[J]. China Powder Science and Technology, 2001, 7(3): 45-47.
[3] ��С��, ��꿺�. ͭ�����ദ�����յ�̽��[J]. ��ұ, 2005, 14(2): 46-48.
WANG Xiao-long, ZHANG Xin-hong. Discussion on process for treating copper anode slime[J]. Mining and Metallurgy, 2005, 14(2): 46-48.
[4] ���. �������һ��Ʒ�ʵļ���ʵ��[J]. ͭҵ����, 2004(2): 31-33.
LI Jian-chun. To improve the rate of the grade one silver ingot[J]. Copper Engineering, 2004(2): 31-33.
[5] ֣�Ž�, �� ��, ʷ��Զ, ������, ���ѳ�. ͭ������Ԥ���������������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(3): 865-870.
ZHENG Ya-jie, WANG Bei, SHI Jian-yuan, SUN Zhao-ming, LIU Zhao-cheng. Pretreatment of copper anode slime for concentrating gold and silver[J]. Journal of Central South University (Science and Technology), 2010, 41(3): 865-870.
[6] ������, ����Զ, ���Ӣ, ���½�. ͭ������ȫʪ�����������й����������Ϊ[J]. ������ѧѧ��(��Ȼ��ѧ��), 2015, 36(9): 1305-1309.
JIN Zhe-nan, MA Zhi-yuan, YANG Hong-ying, LIU Xin-jian. Behaviors of precious and base metals in process of copper anode slime hydrometallurgical treatment[J]. Journal of Northeastern University (Natural Science), 2015, 36(9): 1305-1309.
[7] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
GUO Xue-yi, XIAO Cai-mei, ZHONG Ju-ya, TIAN Qing-hua. Behaviors of precious metals in process of copper anode slime treatment[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 990-998.
[8] ��ΰ��, ������, ������, �� ��, �Ŷų�, �� ��. �ѳ�ͭ�������м�������Ԥ��������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(4): 1332-1333.
LIU Wei-feng, YANG Tian-zu, LIU You-nian, CHEN Lin, ZHANG Du-chao, WANG An. Pretreatment process for removing base metals from copper anode slime[J]. Journal of Central South University (Science and Technology), 2013, 44(4): 1332-1333.
[9] ������. ����⾫�������о�[J]. ��ɫ����(ұ������), 2005(5): 41-42.
PU Zhong-min. Study on Silver Electrolysis Refining Process[J].Nonferrous Metals (Extractive Metallurgy), 2005(5): 41-42.
[10] ���ǻ�, �¼ҿ�. ������Һ��Ag������ȡ����ѧ�о�[J]. ����ѧ��, 1987, 23(2): 190-197.
MENG Xing-hui, KE Jia-jun. Kinetics of oxidation leaching of Ag in ammoniacal solutions[J]. Acta Metallurgica Sinica, 1987, 23(2): 190-197.
[11] ������, �� ��, ������, �����. �������Ʒ����백��������ҵʵ��[J]. ��ѧ����ʦ, 2013(1): 63-66.
GENG Gui-xiu, LI Qin, ZHOU Xiao-yong, GAO Wu-cheng. Industrial experiments of silver extraction by sodium sulfite and ammonia leaching[J]. Chemical Engineer, 2013(1): 63-66.
[12] ��С��, �� ΰ, �� ��. ��Na2SO3��NH3����ʵ���о�[J]. ��ɫ������ѧ�빤��, 2014, 5(1): 63-67.
ZHANG Xiao-lin, LI Wei, NING Rui. Siler separation by using Na2SO3 and NH3[J]. Nonferrous Metals Science and Engineering, 2014, 5(1): 63-67.
[13] ���շ�, ������, �°���, ���. ����������ƴӷ���������ȡ��[J]. �����, 2003, 24(1): 5-9.
ZHANG Qin-fa, GONG Zhu-qing, CHEN Bai-zhen, LI Jing-sheng. Extracting Ag from residue containing silver with Na2S2O3[J]. Precious Metals, 2003, 24(1): 5-9.
[14] �����, �°���, ������, �� ��. ���������ƴӷ������н�����[J]. ʪ��ұ��, 2003, 22(1): 34-38.
LI yi-bing, CHEN Bai-zhen, GONG Zhu-qing, DENG Chuan. Leaching of Ag from residue containing silver with sodium sulfite[J]. Hydrometallurgy of China, 2003, 22(1): 34-38.
[15] �Ŷų�, ������, ������, ������, ��. �Ȼ����ں������ӵ�����������Һ�еĽ����о�[J]. �����, 2007, 28(3): 10-14.
ZHANG Du-chao, DU Xin-ling, YANG Tian-zu, DU Zuo-juan, DOU Ai-chun. Study on leaching of silver chloride in sodium sulfite solution containing chloride ions[J]. Precious Metals, 2007, 28(3): 10-14.
[16] ��С��, ������, �� ��, ���װ�, ������, �� ɯ. ���������ƴӷ������н�����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(2): 356-360.
CHEN Xiao-hong, ZHAO Xiang-lin, CHU Guang, ZHOU Zhao-an, YANG Tian-zu, SU Sha. Leaching of Ag from residue containing silver with sodium sulfite[J]. Journal of Central South University (Science and Technology), 2014, 45(2): 356-360.
[17] �� ��, ������, ����ƽ. ��ͭ���ӵ���Ʊ��ߴ����¼���[J]. ʪ��ұ��, 2013, 32(5): 323-325.
WANG Ri, HUANG Shao-yong, NIE Hua-ping. New technology for preparation of high purity silver by electrolysis using copper-ions free electrolyte[J]. Hydrometallurgy of China, 2013, 32(5): 323-325.
[18] �� ��, �����, �� �, ������. ���ߴ������Ʊ��о�[J]. �����, 2015, 36(3): 37-41.
LIU Dan, LI Yi-tao, HE Xin, XIONG Xiao-dong. Study on preparation of super-pure silver[J]. Precious Metals, 2015, 36(3): 37-41.
[19] ������, ����ƽ, �� ��, �� ��, ��Ӧ��. ̫���ܵ����ϸ���۵��Ʊ�[J]. �й���ɫ����ѧ��, 2014, 24(4): 987-992.
LIU Xiao-gang, GAN Wei-ping, YANG Chao, LIN Tao, LI Ying-fen. Preparation of ultra-fine silver powder utilized in solar cells[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 987-992.
[20] �� ��, ������, �Ժ��. ���������������о���������[J]. �й���ɫұ��, 2015(3): 57-59.
LIU Chao, WANG Guang-zhong, ZHAO Hong-hao. Acid mist treatment and cell body design of silver electrolysis workshop[J]. China Nonferrous Metallurgy, 2015(3): 57-59.
[21] �� ˹, �� ΰ, ��˳��, �� ��, �� ٻ, �찲��. ����⾫�������������ʵ��[J]. ������ɫ����, 2013, 29(1): 61-64.
WAN Si, CHEN Wei, HUANG Shun-hong, WANG Bing, LI Qian, ZHU An-ling. Practice of clean production on electrolytical refinement of silver[J]. Hunan Nonferrous Metals, 2013, 29(1): 61-64.
[22] ����ϼ. PbCl2�ڲ�ͬ����Ũ�ȡ�Sb3+Ũ�Ⱥ��¶��������ܽ�ȵ��о�[J]. ϡ�н���, 2000, 24(4): 270-272.
LIU Yun-xia. Study on PbCl2 solubility under different conditions of HCl concentration, Sb3+ concentration and temperature[J]. Chinese Journal of rare metals, 2000, 24(4): 270-272.
[23] ֣�ٻ�, ����˵. ����Ǧ-������-ˮϵ�ڸ�����ǿ�ȼ����������µ�ƽ���о�[J]. ���Ͽ�ұѧԺѧ��, 1981(4): 1-9.
ZHENG Di-ji, FU Chong-yue. Equilibrium study on the lead-chloride ion-water system at high ionic strength and elevated temperature[J]. Journal of Central South Institute of Mining and Metallurgy, 1981(4): 1-9.
[24] ��С��. �Ȼ�����ԭ��������[J]. �ƽ�, 1998, 19(2): 36-38.
HE Xiao-tang. Technique of reducing refining of silver chloride[J]. Gold, 1998, 19(2): 36-38.
[25] ��ԣ��, ��ά��. ���Ȼ�������ȡ���ķ���[J]. �ƽ�, 2013, 34(6): 57-59.
SONG Yu-hua, WANG Wei-guo. Silver recovery from silver chloride[J]. Gold, 2013, 34(6): 57-59.
Preparation technology of hydrometallurgical process high purity sliver powder
WANG Qiu-yu1, 2, HE Qiang1, HU Yi-wen1, WANG Ri1, HUANG Shao-yong2,  Xi-cong2, SUN Jing-tao2, CAI Hu3
Xi-cong2, SUN Jing-tao2, CAI Hu3
(1. Jiangxi Copper Technology Research Institute Co., Ltd., Jiangxi Copper Corporation, Nanchang 330096, China;
2. Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, China;
3. College of Chemistry, Nanchang University, Nanchang 330031, China)
Abstract: The copper anode slime intermediate material gold separating residue was used as raw material and a new hydrometallurgical process of high purity sliver powder preparation was proposed, the process comprising following steps: sodium sulfite leaching silver, acidification deposit silver, purification and sliver reduction. The reaction mechanism and optimum conditions of process were investigated. Under the optimum conditions, the leaching rate of silver reaches 98.4%, the removal rates of impurity element Pb and Te in silver chloride reach 97.2% and 96.7%, respectively, and the direct recovery rate of Ag reaches 98.1%. The chemical composition, morphology and crystal structure of product were analyzed by optical emission spectrometry (OES), scanning electron microscopy (SEM) and X-ray diffractometry (XRD), respectively. The results show that high purity 99.995% silver powder with uniform morphology and particle is prepared.
Key words: copper anode slime; gold separating residue; full hydrometallurgy; short process; high purity sliver powder
Foundation item: Project(2012CBA01204) supported by the National Key Basic Research Special Foundation of China
Received date: 2016-04-21; Accepted date: 2016-09-30
Corresponding author: WANG Qiu-yu; Tel: +86-791-88196433; E-mail: wangqy_27@163.com
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2012CBA01204)
�ո����ڣ�2016-04-21�������ڣ�2016-09-30
ͨ�����ߣ������꣬����ʦ����ʿ���绰��0791-88196433��E-mail��wangqy_27@163.com
ժ Ҫ����ͭ�������м����Ϸֽ���Ϊԭ�ϣ����һ�֡����Ʒ���-�ữ����-��������-���ۻ�ԭ����ȫʪ���������Ʊ��ߴ����۵��¹��ա��Թ��յĻ�������ѹ������������о�������ѹ��������£����Ľ����ʴﵽ98.4%�����Ȼ���������Ԫ��Pb��Te���ѳ��ʷֱ�Ϊ97.7%��96.7%������ֱ���ʵ���98.1%������OES��XRD��SEM��ⷽ���Բ���Ļ�ѧ�ɷ֡�������ò�;���ṹ����������������Ʊ����������ȵ�99.995%�ߴ����ۡ�
[1] �Ի�־. ������ҪӦ������ͷ�չ��״[J]. ����ұ��, 2002, 31(3): 118-123.
[2] �η�Ȫ, ���¾�. ���۵���;���Ʊ�[J]. �й����弼��, 2001, 7(3): 45-47.
[3] ��С��, ��꿺�. ͭ�����ദ�����յ�̽��[J]. ��ұ, 2005, 14(2): 46-48.
[4] ���. �������һ��Ʒ�ʵļ���ʵ��[J]. ͭҵ����, 2004(2): 31-33.
[7] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
[9] ������. ����⾫�������о�[J]. ��ɫ����(ұ������), 2005(5): 41-42.
[10] ���ǻ�, �¼ҿ�. ������Һ��Ag������ȡ����ѧ�о�[J]. ����ѧ��, 1987, 23(2): 190-197.
[11] ������, �� ��, ������, �����. �������Ʒ����백��������ҵʵ��[J]. ��ѧ����ʦ, 2013(1): 63-66.
[12] ��С��, �� ΰ, �� ��. ��Na2SO3��NH3����ʵ���о�[J]. ��ɫ������ѧ�빤��, 2014, 5(1): 63-67.
[13] ���շ�, ������, �°���, ���. ����������ƴӷ���������ȡ��[J]. �����, 2003, 24(1): 5-9.
[14] �����, �°���, ������, �� ��. ���������ƴӷ������н�����[J]. ʪ��ұ��, 2003, 22(1): 34-38.
[17] �� ��, ������, ����ƽ. ��ͭ���ӵ���Ʊ��ߴ����¼���[J]. ʪ��ұ��, 2013, 32(5): 323-325.
[18] �� ��, �����, �� �, ������. ���ߴ������Ʊ��о�[J]. �����, 2015, 36(3): 37-41.
[20] �� ��, ������, �Ժ��. ���������������о���������[J]. �й���ɫұ��, 2015(3): 57-59.
[22] ����ϼ. PbCl2�ڲ�ͬ����Ũ�ȡ�Sb3+Ũ�Ⱥ��¶��������ܽ�ȵ��о�[J]. ϡ�н���, 2000, 24(4): 270-272.
[23] ֣�ٻ�, ����˵. ����Ǧ-������-ˮϵ�ڸ�����ǿ�ȼ����������µ�ƽ���о�[J]. ���Ͽ�ұѧԺѧ��, 1981(4): 1-9.
[24] ��С��. �Ȼ�����ԭ��������[J]. �ƽ�, 1998, 19(2): 36-38.
HE Xiao-tang. Technique of reducing refining of silver chloride[J]. Gold, 1998, 19(2): 36-38.
[25] ��ԣ��, ��ά��. ���Ȼ�������ȡ���ķ���[J]. �ƽ�, 2013, 34(6): 57-59.
SONG Yu-hua, WANG Wei-guo. Silver recovery from silver chloride[J]. Gold, 2013, 34(6): 57-59.
