
���±�ţ�1004-0609(2012)02-0388-06
TC4�ѺϽ⺸�ӽ�ͷ��ѧ��Ϊ��ԭλ�о�
���������� ���Ž�ѫ
(������ͨ��ѧ ��������ǿ�ȹ����ص�ʵ���ң����� 710049)
ժ Ҫ��
����ɨ��羵(SEM)ԭλ���취�۲�TC4�ѺϽ⺸�ӽ�ͷ�������κ���ɳ��������������Ϊ���о���ͷ����֯�������˺Ͷ�����Ϊ��Ӱ�졣��������������������κ��ھ����Ͼ����������뾧�罻�㴦���������γ�ֱ�����ն��ѣ���Ӱ�������������ѣ���һ������չ�����ն��ѣ�ĸ�����������κ�������漰��������ȱ��ǰ�˿�Ⱥ��ᴩֱ�����ն��ѡ���Ӧ�䳬��0.023ʱ��ĸ��������Ӱ��������ĸ��һ���Э���������Խ��������к���ۺ�Ϊ��ת�����������ִ����ڲ�����״����������Ҿ��������С�����±��λ���δ�����ı䣬��ʹ����ѧ���ܵ��ں���ġ�
�ؼ��֣�TC4�ѺϽ𣻼��⺸�ӽ�ͷ��ԭλ����
��ͼ����ţ�TG 456.7 ���� ���ױ�־�룺A
In-situ investigation on mechanical behavior of
laser-welded joint for TC4 titanium alloy
ZHAO Xi-long, SONG Xu, ZHANG Jian-xun
(State Key Laboratory for Mechanical Behavior of Materials, Xi��an Jiaotong University, Xi��an 710049, China)
Abstract��In order to investigate the effects of microstructures on damage evolution and fracture behavior in laser welded joint for Ti-6Al-4V alloy, the microvoids nucleation, growth, coalescence and crack were observed by in-situ tensile test. The results show that the crack in the weld metal grows rapidly when it nucleates at the twin boundary of the inner grain and the intersection of slip line and grain boundary. The multi-cracks in the heat-affected zone (HAZ) occur in front of the notch, one crack propagation leads to the final fracture. When the strain exceeds 0.023, the deformation mechanism in the base metal and HAZ near the base metal changes from compatible deformation to bluntness and expansion alternately when the microvoid is nucleated firstly along the grain boundary. The deformation mechanism in the welded metal does not change due to its coarse martensite and small grain boundary. Therefore, the tensile stress in the welded metal is higher than that in the other areas.
Key words: TC4 titanium alloy; laser welded joint; in-situ method
�ѺϽ�������������õ���ѧ���ܺ���ʴ���ܶ����㷺��Ӧ���ں��պ�����촬������[1]�������ѺϽ��亸�ӽ�ͷ�����Ķ�����Ϊ���ܶ�ѧ�߽����˴����о���CHAN��[2]���о�TiAl�Ͻ�ʱ���֣�����״�úϽ�Ķ��ѷ�ʽΪ�����ƺ����������ӣ�Ȼ����չ�����յ��¶��ѡ�CHEN��[3]���о�Ti-46.3AI-2V- 1Cr�Ͻ�Ƭ��״�ṹʱ�����ֶ���������Ϊ����Ӧ�������ں��ӹ����У����ż��ȷ�ʽ����ȴ���ʲ�ͬ�����ӽ�ͷ��������֯�뾧���ߴ�Ҳ������ͬ����Խ�ͷ��ѧ���ܡ����˼�������ΪӰ��ܴ�
�Ž�ѫ��[4]�������[5]���о�TC4�ѺϽ⺸�ӽ�ͷʱ�����ǽ�ͷ��ѧ�������ԣ�����Ͼ��Ȳ����о�������ѧ˼��������Ч����Ӧ���͵�Ч�ӹ�Ӳ��ָ����Ҳ��ѧ�߽����ӽ�ͷ���з������G-T-Nģ�����о�����ѧ��������[6]����G-T-N����ģ�������Ǿ�����С�����������Ӱ��[7-8]��������С��[9]�о�֤���ྦྷ�徧��Կ���ѧ��Ϊ��Ӱ�죬�ó��˿����ڴӾ��紦�κ˶���չ�Ľ��ۣ���ΪӦ�����ӿ���Χ���ϵ���ѧ�������ԡ�
PATANKAR��[10]�о������ֲ�ͬ�����ߴ��TC4�ѺϽ����Ա���ʱ���������ϸС���ѺϽ���ѧ�����������죬���������Hall-Petch��ϵ��IRISARRI��[11]�Լ�HU��LIU[12-13]�о�TC4�ѺϽ���������ӵĹ�������ʱ�����������ִ��������ѧ�������Ը�����������ģ��Һ�����ֽϸߵIJ�����Ӧ����CAO��IAHAZI[14]�Լ�AKMAN��[15]����Nd:YAG�������о�TC4�ѺϽ𱡰�ʱ��ͬ�����־����ִ�ĺ��������ѧ�������졣���[16]�о�TC4�ѺϽ⺸�ӽ�ͷ����ѧ����ʱ����Ϊ�������ǿ�Ƚϸ������ڴִ����ڲ��д�������״��������ڡ�
��������ͨ����TC4�ѺϽ⺸�ӽ�ͷ���������ԭλ�������飬�ӽ�ͷ��������ģʽ�������Ϊ��������������������
1 ʵ��
ʵ�����ò���Ϊ����̬TC4�ѺϽ𣬺��Ϊ mm����ɷ����1���С�����CO2���������ӣ������Ϊ2 500 W���뽹��Ϊ0�������ٶ�Ϊ1.5mm/min���ں���������ͼ��ʾ��ȡԭλ�������������Ϊ0.4 mm��
��1 TC4�ѺϽ�ѧ�ɷ�
Table 1 Chemical composition of TC4 titanium alloy (mass fraction, %)


ͼ1 ԭλ����ȡ��λ�ü������ߴ�
Fig. 1 Notch location for in-situ tensile and specimen size (mm): (a) Notch in base metal; (b) Notch in welded metal; (c) Notch in HAZ
��Instron 1195�͵�������ƽ̨�Ͻ�������ʵ�飬����JSM-35Cɨ��羵�۲�������չ���̣������жϿ���ò�۲졣�������ø�ʴ��Ϊ3~5 mL HF��10 mL HNO3��85~87 mL H2O��
����Ӧ����Ӧ��������ͼ2��ʾ���ӱ�2�г���ʵ������������������Ŀ���ǿ����ߣ���Ӱ�����Ĵ�֮��ĸ�ĵ���͡�
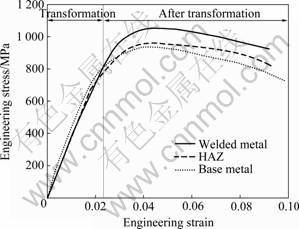
ͼ2 ԭλ�������鹤��Ӧ����Ӧ������
Fig. 2 In-situ tensile engineering stress��strain curves
��2 ��ͬ����ԭλ����������ʵ������
Table 2 Test data of in-situ tensile specimen in different areas

2 ��������
2.1 ����ȱ������ԭλ�۲�
TC4�ѺϽ⺸�ӽ�ͷ�ĺ�����������������ɣ�ƽ�������ߴ�ԼΪ200~300 ��m��ͼ3��ʾΪȱ��
λ�ں������ʱ�����Ķ�����Ϊ����ͼ3�ɼ�����Ӧ��Ϊ538 MPa(��ͼ3(a))��ͬ�����ڲ��Գ����Ͼ������Ͼ��ܶ�����ȡ��һ�¶�������ͬ����Ӧ��Ϊ988 MPaʱ����ͼ3(b)��ʾ��ͷ�������ھ���ȡ�����غɷ���н���Խϴ���Ͼ����Խ϶ࡣ��Ӧ��Ϊ1 029 MPaʱ����ͼ3(c)�п��Կ��������������γɣ����ż��صļ����������ƹᴩǰ���������º��������۶��ѡ�ͼ3(d)��ʾΪ�Ͽ���ò���ɿ�����������Ͽڳ�����������������ͬʱ���ڡ�
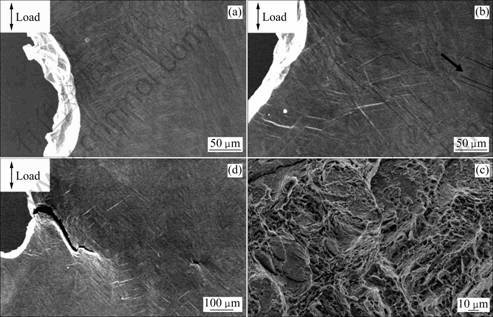
ͼ3 ȱ���ں�����������ԭλ�������
Fig. 3 In-situ tensile process of specimens with notch in welded zone: (a) Macro plastically deforming area at 538 MPa; (b) Change of notch tip at 988 MPa; (c) Change of notch tip at 1 029 MPa; (d) Fracture morphology
2.2 ��Ӱ����ȱ������ԭλ�۲�
��Ӱ������֯��ҪΪ��������ͦ��࣬���ڼ��⺸����Ӱ��������խ������ĸ������һ����ڦ��ࡣ
��ͼ4��ԭλ�������ɼ�����Ӧ��Ϊ761 MPaʱ����ͼ4(a)��ʾ��ȱ��ǰ�ؾֲ������ѳ������ƣ�����ԼΪ2~5 ��m������������ȴ�С�൱��ͼ���²������нϴ����ƣ��ؾ�����չ���ϲ������ؾ����д����Ľ�С���ơ��ɼ����������Ӧ��״̬�£����ƶ���������渽������Ӧ��Ϊ910 MPaʱ��ȱ��ǰ�ع�����3������Դ����ÿ������ǰ������һ������������ͼ4(b)��(c)��ʾ�����Կ����в�����ǰ�����ڴ���10~40 ��m���ƣ�������������֮���������������С���롣���ͼ4(d)��ʾ�Ͽ���ò�����ƶ�������ģʽ�����ƹᴩ��

ͼ4 ȱ������Ӱ����������ԭλ�������
Fig. 4 In-situ tensile process of specimens with notch in HAZ: (a) Local region of notch tip at 761 MPa; (b) Local region of notch tip at 910 MPa; (c) Local region of notch tip at 910 MPa; (d) Fracture morphology
2.3 ĸ��ȱ������ԭλ�۲�
TC4�ѺϽ�ĸ�Ľ�����ҪΪ����ͦ��࣬�����ױ���ʴ�����ݳ���ɫ������ױ���ʴ����ɫ�����������ߴ�ԼΪ1~3 ��m������Ӱ�����ľ����ߴ� ��С��
��ͼ5��ʾ��ԭλ�۲����ɼ�����Ӧ��Ϊ540 MPaʱ��ȱ��ǰ�ؾ�����Э���������ơ��ֲ������ѳ��ֿ�(��ͼ5(a)��(b))���Ҷ��κ��ڦ��ͦ� ����洦����ƽ��ֱ��ԼΪ1~3 ��m��PETERSON��[17]�о�������������������Ϊ��Ҫ�����ھ��绬�ƴ����ļ�����Ϊ���¡���Ӧ��Ϊ840 MPaʱ��ȱ��ǰ�˿�Ⱥ��ʼ�ۺϣ������Ѳ�������ͼ5(c)��ʾ���ɴ˿ɼ�ĸ�������ڸ�����Ӧ��״̬�£���ǰ������ģʽΪȱ��ǰ�˴��������κ���ۺϡ�

ͼ5 ȱ����ĸ����������ԭλ�������
Fig. 5 In-situ tensile process of specimen with notch in base metal: (a) Macro area of notch tip at 540 MPa; (b) Local area of notch tip at 540 MPa; (c) Local area of notch tip at 840 MPa; (d) Fracture morphology
2.4 ���ӽ�ͷ��ͬ����Աȷ���������
��Ӧ��Ϊ540 MPaʱ��Ӧ��ԼΪ0.019ʱ��ĸ�������ͦ�����漰����������ִ�������ƽ����0.5 ��m(�Ա�ͼ3(a)��ͼ5(b))������������Ϊ�����ڲ��Ͼ����Ӿ�������Ƕȿ��ǣ�ĸ�����ϴ���Ӱ������ĸ�Ķ��ԣ����뾶�;��������С�൱�����ǿ������
��ͼ2���Կ�������Ӧ��С��0.023ʱ������ϸС��ĸ��������ӦӦ�������ں������ģ���Э������Ϊ�������������������ھ�����������Ӧ����������(Ӧ�䳬��0.023)��ȱ��ǰ��ĸ������缰�����������к���ۺ���Ϊ�������ӣ��������˿�ʼռ�����ƣ���ͼ5(c)��ʾ���������ڼ���ʱ���ɴִ�Ħ��ྦྷ��ṹ����ȴʱ��ȴ�ٶȽϿ죬ԭ���ྦྷ���ڲ���ȫת��Ϊ�����壬������ǿ�Ƚϸ��Ҿ�������С�����λ���δ�����ı䣬����Ϊ�ϸ�Ӧ����Ҳ��ѧ���о������������ѧ������Ȼ�ܺ�[18]��
Ӧ�䳬��0.023(����ӦӦ������800 MPa����ͼ2)��Ͻ�ͷ������ԭλʵ��������ͷ�������λ�����ͼ6��ʾ��������������Ϊ�����Ͼ��뻬�ƣ�ĸ����ת��Ϊ��缰���������к���ۺϣ���Ӱ����Ϊ���ֱ��λ��ƵĻ�ϡ��Ӷ���������TC4�ѺϽ⺸�ӽ�ͷ����Ӧ��ﵽһ��ֵʱ����ͷ��������λ��Ʒ���ת�䣬����Ӱ����������ѧ���ܡ�
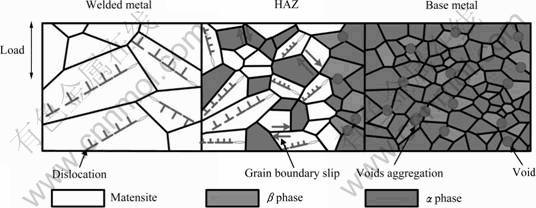
ͼ6 Ӧ�䳬��0.023ʱTC4�ѺϽ⺸�ӽ�ͷ��������λ���ʾ��ͼ
Fig. 6 Schematic diagram of deformation mechanism in TC4 titanium alloy welded joint for tensioning at strain exceeding of 0.023
��ԭλʵ����Կ���������������Ӱ������ĸ�����������ģʽ��������Ϊ������ͬ���ں������������κ��ھ����Ͼ����������뾧�罻�㴦���������γ�ֱ�����ն��ѡ�����Ӱ�������������ѣ���һ������չ�����ն��ѡ�����ĸ�������������κ��������������ȱ��ǰ�˿�Ⱥ��ᴩֱ�����ѣ���ͼ7��ʾ��

ͼ7 ����ģʽ�����ں��ӽ�ͷ������仯
Fig. 7 Variation of crack initiation modes in different zones of welded joints distance from weld centerline
3 ����
1) ���õ羵����ԭλ�۲취��ͨ���о�TC4�ѺϽ⺸�ӽ�ͷ������ѧ��Ϊ������������ѧ�������ԡ�TC4�ѺϽ⺸�ӽ�ͷ�Ķ���ǿ�ȱ���Ϊ�������ߣ���Ӱ�����Ĵ�֮��ĸ�ĵ���͡���ͷ����������ģʽ�������Բ��죬�����������κ��ھ����ڲ��Ͼ����������뾧�罻�㴦���������γ�ֱ�����ն��ѣ��ڵ�Ӧ���£���Ӱ�������ƶ��κ��ھ�����(�����)����ȱ��ǰ���Զ��������ѣ���һ������չ�����ն��ѣ�ĸ�����������κ��������������ȱ��ǰ�˿�Ⱥ��ᴩֱ�����ն��ѡ�
2) ����Ͽ���ò�����������������������⣬��Ϊ�����͡���Ӧ�䳬��0.023��ĸ����Э������Ϊ�����Խ�������Ϊ��ת�������������ڴִ����ڲ�����״��������ڼ����������С�����λ���δ���� �ı䡣
REFERENCES
[1] ������, �� ��. ���ս��̼����ѺϽ���о���չ[J]. �й���ɫ����ѧ��, 2010, 20(S1): s1021-s1023.
ZHAO Qing-yun, XU feng. Research progress of titanium alloy for aerospace fasteners[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s1021-s1023.
[2] CHAN K S, KIM Y S. Effects of lamellar spacing and colony size on the fracture resistance of a full-laminar TiAl alloy[J]. Acta Matall Mater, 1995, 43(2): 439-451.
[3] CHEN J H, CAO R, WANG G Z, ZHANG J. Study on notch fracture of TiAl alloys at room temperature[J]. Metall Mater Trans A, 2004, 35(2): 439-456.
[4] �Ž�ѫ, �� ��, ������. �ѺϽ⺸�ӽ�ͷ����������Ϊ����[J]. ����ѧ��, 2011, 32(5): 1-4.
ZHANG Jian-xun, SONG Xu, DONG Li-na. Analysis on plastic damage evolution of laser welded joint for a titanium alloy[J]. Transactions of the China Welding Institution, 2011, 32(5): 1-4.
[5] �� ��, �� ��, �Ž�ѫ. 5A12���Ͻ����������ټ��������庸�ӵ���ֵģ��[J]. �й���ɫ����ѧ��, 2008, 18(3): 693-697.
WANG Rui, LIU Chuan, ZHANG Jian-xun. Numerical simulation of tungsten inert gas welding of 5A12 aluminum alloy limited size sheet[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 693-697.
[6] N?GRE P, STEGLICH D, BROCKS W. Crack extension at an interface: Prediction of fracture toughness and simulation of crack path deviation[J]. International Journal of Fracture, 2005, 134(3/4): 209-229.
[7] ������, �����, ���ι�. �����ӷ�ĩұ����������Լ������˷���[J]. �й���ɫ����ѧ��, 2004, 14(4): 949-955.
WANG Wan-peng, YUE Zhu-feng, YANG Zhi-guo. Damage analysis of tensile specimens of powder metallurgy material including voids[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(4): 949-955.
[8] GURSON A L. Continuum theory of ductile rupture void nucleation and growth: Part 1��Yield criteria and flow rules for porous ductile media[J]. Journal of Engineering Materials and Technology, 1977, 99(1): 2-15.
[9] �� ��, ��С��. �ྦྷ����Ͼ����Ӧ��������[J]. ������ҵ��ѧѧ��, 2004, 22(6): 726-729.
GUAN Xin, GENG Xiao-liang. Stress distribution near cavity on grain boundary[J]. Journal of Northwestern Polytechnical University, 2004, 22(6): 726-729.
[10] PATANKAR S N, ESCOBEDO J P, FIELD D P, SALISHEV G, GALEYEV R M, VALIAKHMETOV O R, FROES F H. Superior superplastic behavior in fine-grained Ti-6Al-4V sheet[J]. Journal of Alloys and Compounds, 2002, 345: 221-227.
[11] IRISARRI A M, BARREDA J L, AZPIROZ X. Influence of the filler metal on the properties of Ti-6Al-4V electron beam weldments. Part I: Welding procedures and microstructural characterization[J]. Vacuum, 2010, 84: 393-399.
[12] HU Mei-juan, LIU Jin-he. Effects of zonal heat treatment on residual stresses and mechanical properties of electron beam welded TC4 alloy plates[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 324-329.
[13] ������, �����. 12 mm���ѺϽ�ƽ����������ӵ���ֵģ��[J]. �й���ɫ����ѧ��, 2007, 17(7): 1622-1626.
HU Mei-juan, LIU Jin-he. Numerical Simulation for electron beam welding of 12 mm thickness titanium alloy plate[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1622-1626.
[14] CAO X, JAHAZI M. Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd:YAG laser[J]. Optics and Lasers in Engineering, 2009, 47: 1231-1241.
[15] AKMAN E, DEMIR A, CANEL T. Laser welding of Ti6Al4V titanium alloys[J]. Journal of Materials Processing Technology, 2009, 209: 3705-3713.
[16] �� ��, �̶���, �Ƽ̻�. TC4�ѺϽ⺸�ӽ�ͷ��֯������[J]. ϡ�н��������빤��, 2009, 38(2): 259-263.
YANG Jing, CHEN Dong-hai, HUANG Ji-hua. Microstructure and mechanical properties of Ti-6Al-4V Joints by laser beam welding[J]. Rare Metal Materials and Engineering, 2009, 38(2): 259-262.
[17] PETERSON B, COLLINS P, FRASER H. On the use of a sub-scale thermomechanical simulator to obtain accurate tensile properties of (��+��) and �� processed Ti-6Al-4V[J]. Materials Science and Engineering A, 2009, 513/514: 357-365.
[18] CHENG Dong-hai, HUANG Ji-hua, ZHAO Xing-ke. Microstructure and superplasticity of laser welded Ti-6Al-4V alloy[J]. Materials and Design, 2010, 31: 620-623.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50875200)����������ʿ�����������Ŀ(20100201110065)
�ո����ڣ�2011-03-09�������ڣ�2011-12-20
ͨ�����ߣ��Ž�ѫ�����ڣ���ʿ���绰��029-82668807�����棺029-82668807��E-mail: jxzhang@mail.xjtu.edu.cn
ժ Ҫ������ɨ��羵(SEM)ԭλ���취�۲�TC4�ѺϽ⺸�ӽ�ͷ�������κ���ɳ��������������Ϊ���о���ͷ����֯�������˺Ͷ�����Ϊ��Ӱ�졣��������������������κ��ھ����Ͼ����������뾧�罻�㴦���������γ�ֱ�����ն��ѣ���Ӱ�������������ѣ���һ������չ�����ն��ѣ�ĸ�����������κ�������漰��������ȱ��ǰ�˿�Ⱥ��ᴩֱ�����ն��ѡ���Ӧ�䳬��0.023ʱ��ĸ��������Ӱ��������ĸ��һ���Э���������Խ��������к���ۺ�Ϊ��ת�����������ִ����ڲ�����״����������Ҿ��������С�����±��λ���δ�����ı䣬��ʹ����ѧ���ܵ��ں���ġ�
