

J. Cent. South Univ. (2020) 27: 18-26
DOI: https://doi.org/10.1007/s11771-020-4274-5

Corrosion behavior and mechanical properties of cold metal transfer welded dissimilar AA7075-AA5754 alloys
Nilay COMEZ, H��lya DURMUS
Manisa Celal Bayar University, Metallurgical and Materials Engineering, Manisa, Turkey
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract:
Cold metal transfer (CMT) welding is a brand-new arc welding technique which shows adequate results for welding of thin sheets and dissimilar materials. Corrosion behavior of dissimilar aluminum joints should be determined in terms of predicting the effect of welding process on the possible failures in their constructions caused by corrosive agents. The present study investigates the effect of heat input on mechanical properties and corrosion rate of AA5754-AA7075 joints welded by CMT using ER5356 filler wire. Pore formation was observed not only in the weld metal but also in the partially melted zone of AA7075 base metal due to the vaporization of zinc. Increased heat input caused over aging and zinc vaporization in AA7075 base metal, and grain coarsening in AA5754 base metal consequently decreased the tensile strength. The average tensile strength of AA7075-AA5754 joints varies between 235 and 240 MPa. The ductile fracture occurred at the AA5754 base metal side in all samples. Pitting was observed as the dominant corrosion mechanism. Corrosion resistance tended to increase with increasing heat input. Heat input values between 95 and 110 J/mm are recommended for the optimization of corrosion resistance and strength.
Key words:
AA5754 alloy; AA7075 alloy; aluminum; corrosion; Tafel; tensile strength; dissimilar welding��
Cite this article as:
Nilay COMEZ, H��lya DURMUS. Corrosion behavior and mechanical properties of cold metal transfen welded dissimilar AA7075-AA5754 alloys [J]. Journal of Central South University, 2020, 27(1): 18-26.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-020-4274-51 Introduction
Automobile, aircraft and other vehicles of transportation industry need materials with high specific strength, ductility, and corrosion resistance. Both the heat treatable and non-heat-treatable aluminum alloys are promising candidate materials for the necessities of the transportation industry because of their good corrosion resistance, lightness, and proper mechanical properties [1-3]. Particularly, 5xxx series non-heat-treatable aluminum alloys with excellent deep drawing and sheet forming properties, are suitable materials for automobile body panels [2]. 7xxx series heat-treatable aluminum alloys which have poor weldability are generally used in aerospace applications [4]. Joining of AA5xxx and AA7xxx series alloys is necessary for some industrial applications [5]. However, welding of dissimilar thin sheet aluminum alloys requires advanced techniques minimizing thermal input.
In the 2000s, FRONIUS has developed a modified metal inert gas (MIG) welding process as termed ��cold metal transfer (CMT)�� which operates short-circuiting principle [6, 7]. This method provides the welding of thin sheets and dissimilar materials with its low thermal input characteristic [6, 8, 9]. In the peak current phase of CMT welding, the electrode is heated, and a small molten droplet is formed. In order to avoid the globular transfer, current is reduced abruptly to a background current which is kept constant until the short-circuiting. In the short-circuiting phase, electrode contacts workpiece and the voltage drops to zero.
In conventional MIG short-circuit metal transfer, there is a rapid current increase which encourages the fluid bridge to break by a larger electromagnetic force. But, in CMT welding the short circuit current is kept at a low level. At the same time, when the molten droplet at the end of the filler wire contacts the weld pool, a return signal is given to the wire feed unit. The retraction force facilitates the separation of the liquid bridge and provides transfer of the molten droplet to the weld pool. The arc is re-ignited, and the cycle is repeated [10-13].
In literature, there are several studies about CMT welding of Al-steel [14, 15], Al-Mg [16], Al-Ti [17] and also dissimilar aluminum alloys such as AA5083-AA6082 [18], 5086-6061 [19]. However, studies about CMT welding of AA5754-AA7075 are insufficient and need to be investigated. Available findings of CMT welding of AA5754-AA7075 have been revealed by OZSARAC et al [20]. They have investigated the effect of shielding gas flow rate on mechanical properties of AA5754-AA7075 joints. Although shielding gas affects the weld quality, other welding parameters such as current, voltage and welding speed have a vast influence on the mechanical properties of joints.
Corrosion behavior of metals and their alloys are mainly influenced by the chemical composition, microstructure, internal stress, and heat treatment [21, 22]. Welding processes affect corrosion behavior and mechanical properties of metals because they cause the formation of residual stresses due to the heating/cooling cycle and generate microstructural and chemical variations. Since aluminum alloys are widely used in several industries, it is necessary to weld these alloys [23], so the examination of post weld corrosion characteristics is important to determine the life of the construction. The present study aimed to investigate the welding parameters of the CMT method not only on mechanical properties but also corrosion behavior of dissimilar joints of AA7075- AA5754 aluminum alloys, in order to gain insight about the service life of them. The novelty of this study relies on the findings and discussion of corrosion mechanisms of dissimilar AA7075- AA5754 joints. This is also important to predict the potential failures in welding constructions of dissimilar aluminum alloys induced by the corrosive factors.
2 Materials and methods
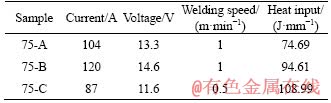
AA5754 and AA7075 aluminum alloys with a thickness of 2 mm were joined by cold metal transfer using ER5356 filler wire under argon gas protection. Chemical compositions of aluminum alloys and filler wire and welding parameters are given in Tables 1 and 2, respectively. Welding parameters were determined by considering the studies about CMT welding in Refs. [18, 24-26]. The angle of the welding torch was set to 90��.
Table 1 Chemical compositions of aluminium alloys and filler wire (mass fraction, %)
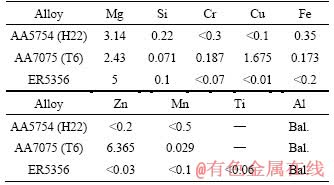
Table 2 Welding parameters and heat input
The samples were cut from welded sheets and polished for microstructural investigations. After polishing, the AA5754 alloy was pre-etched with 1 g NaCl+50 mL H3PO4, and then etched with Weck��s solution (100 mL H2O+1 g NaOH+4 g KMnO4). Keller was used for AA7075 alloy as an etchant. Microstructure images were obtained using a Nikon Eclipse LV150 optical microscope with Clemex software and also with SEM.
The microhardness measurements of the welded samples were carried out applying a load of 100 g applied for 10 s along the base metal-weld metal-base metal line. The tensile testing was performed with Shimadzu Autograph (250 kN) universal tester at a rate of 1 mm/min at room temperature in accordance with EN 895 standard.
The electrochemical corrosion rate of AA5754-AA7075 joints was determined by AutoLab corrosion equipment in 3.5 wt% NaCl solution according to the Tafel method. Corroded surfaces were examined by SEM.
3 Results and discussion
3.1 Microstructures
SEM images from AA7075/weld metal (WM) interface are given in Figure 1. Pore formation was observed not only in weld metal but also in the partially melted zone of AA7075 base metal (Figure 1(b)). Pore formation is a frequent problem in welding of aluminum alloys. The main reason for the pores in the weld metal is the abrupt decrease of hydrogen solubility in aluminum during solidification [27-29]. However, it was thought that vaporization of zinc alloying element with the boiling point of 907 ��C [30] caused the formation of small pores in the partially melted zone and heat affected zone of AA7075 base metal of sample 75-C which was welded with high heat input. AHSAN et al [31] reported that the amount of porosity depends on the vapor pressure that determines the growth and uprising of the zinc bubble, and on the viscosity of molten weld metal. In another study of AHSAN et al [32], they observed small pores at the inner zones of weld metal at low heat input values whereas they remarked the larger pores located close to the weld bead surface with high heat input values. Similarly, large pores can be seen at the weld bead surface of the sample 75-C with the highest heat input value (Figure 1(b)).
Increasing heat input caused grain coarsening in the heat affected zone (HAZ) of the AA5754 base metal side of sample 75-C when compared with the HAZ of sample 75-A (Figure 2) and 75-B (Figure 3). Besides, elongated grain structure of AA7075 base metal experienced recrystallization and grain coarsening in partially melted zone (PMZ) (Figure 3).
3.2 Mechanical properties: hardness and tensile strength
Hardness distribution of AA7075-AA5754 joints is given in Figure 4. The lowest hardness value was obtained on the AA5754 base material. The hardness range of weld metal was found to be higher than that of AA5754 base metal due to the higher Mg content of ER5356 filler wire and contribution of alloying elements of AA7075 base metal which melts more than AA5754 base metal during the welding process. Solidus and liquidus temperatures of AA5754 and AA7075 base metals are given in Table 3.
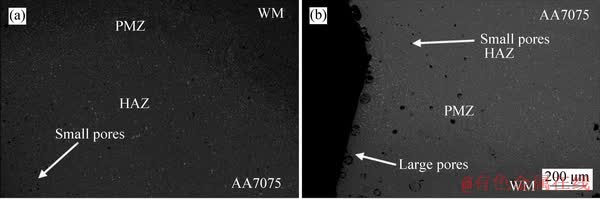
Figure 1 SEM images from AA7075/weld metal interface of 75-A (a) and 75-C (b)
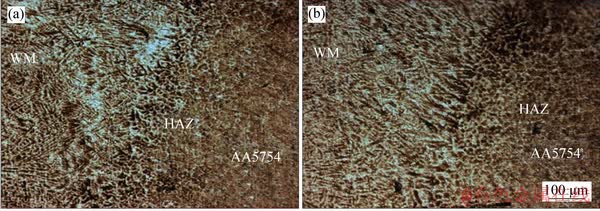
Figure 2 AA5754 base metal/weld metal interface of 75-A (a) and 75-C (b)
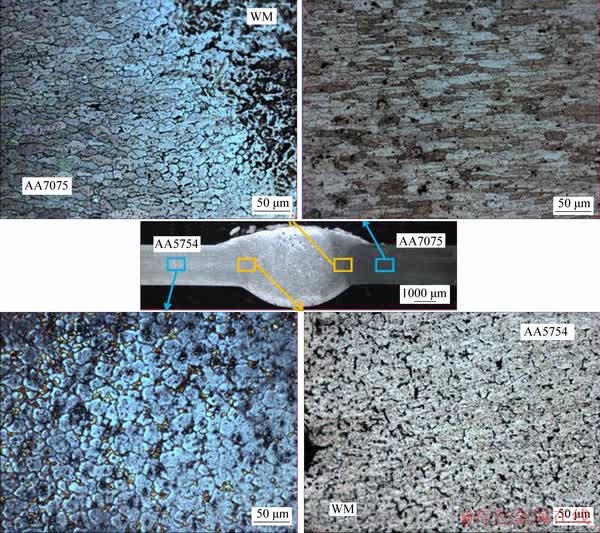
Figure 3 Macro and microstructures of 75-B
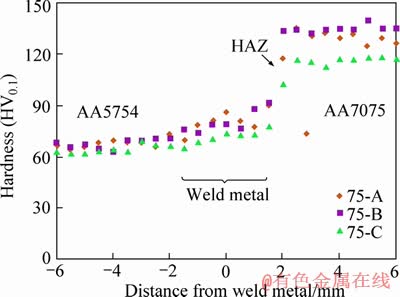
Figure 4 Hardness distribution of AA7075-AA5754 joints
Table 3 Solidus and liquidus temperatures of aluminium base metals
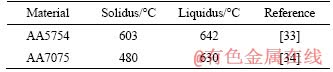
Solidus temperatures of aluminum alloys indicate that PMZ showed up in AA7075 base metal before in AA5754. So, a wider PMZ and heat affected zone (HAZ) was expected in AA7075 base metal.
From the graphic of hardness distribution (Figure 4), the HAZ of AA7075 base metal can be observed clearly, but the HAZ cannot be detected in AA5754 base metal. Hardness measurements of all samples were taken every 500 ��m along the AA5754-weld metal-AA7075 line. AA5754 is a non-heat treatable aluminum alloy which gains an advantage against over aging phenomenon. Even so, weld heat caused grain coarsening in HAZ of AA5754. Due to the low heat input of CMT and non-heat-treatable characteristic of AA5754, HAZ of this base metal formed as a narrow zone, so it is difficult to detect this zone with hardness measurements taken at certain intervals. KASMAN and YENIER [35] welded AA7075 and AA5754 with friction stir welding. According to their findings of hardness distribution of dissimilar joints, it can be seen that hardness of AA7075 base metal was found to be less than HV 120 in heat affected zone which is about 10 mm in width. They did not observe HAZ in AA5754 base metal as is in the present study (Figure 4). After CMT welding of AA7075-AA5754 alloys, it was observed that HAZ of AA7075 base metal covers a narrow region due to the low heat input characteristic of CMT and hardness values were found to be between HV 90 and HV 120. Hardness decrease in PMZ/HAZ of AA7075 base metal was caused by over aging phenomenon and loss of zinc by vaporization. Over-aging is mainly dependent on the exposure time of AA7075 base metal to high temperature [36]. That means increasing heat input extended the exposure time of thermal load on AA7075 base metal and intensified the negative effect of over-aging by coarsening precipitates.
Stress-strain curves of CMT welded samples are given in Figure 5(a). The elongation values were obtained between 10% and 15%. The average tensile strength of AA7075-AA5754 joints varies between 235 and 240 MPa and the standard deviation values of the tensile strength for all heat input values were found to be close to each other (Figure 5(b)). KASMAN and YENIER [35] reported that the tensile strengths of AA7075- AA5754 alloys combined with friction stir welding at different parameters were found to be within the range of 133-239 MPa. In this study, the tensile strength values at each heat input of AA7075- AA5754 joints were found above 230 MPa. When the heat input rose above 74.69 J/mm, tensile strength tended to reduce (Figure 5(b)). However, the decrease in strength was not extreme because non-heat-treatable AA5754 alloy does not undergo overaging. Hence, it is not as susceptible as an AA7075 alloy to thermal effects.
Although AA7075 base metal suffered weld heat and experienced overaging, all samples ruptured from the AA5754 base metal side in tensile testing (Figure 6). Because the hardness of the heat affected zone of AA7075 is higher than that of AA5754. Although the hardness of the HAZ of AA5754 could not be detected, it was thought the the fracture occurred in HAZ of AA5754 by considering the microstructural investigations. Figure 2 shows that the HAZ of AA5754 has coarser grains than that of the AA5754 base metal. The ruptured surface of AA5754 base metal was investigated with SEM. Small and equiaxed dimples were observed which indicates the ductile fracture (Figure 6).
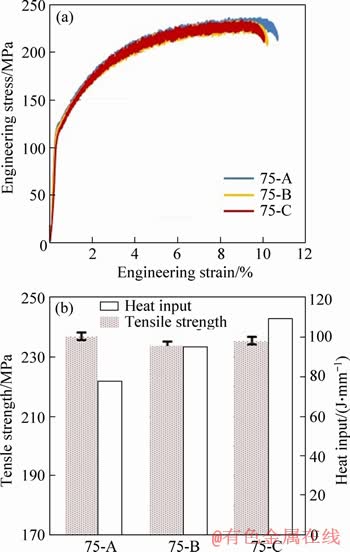
Figure 5 ��-�� curves (a) and tensile strength�Cheat input relation (b)
3.3 Corrosion rate
Corrosion rates and Tafel curves of AA5754-AA7075 joints are given in Figure 7 and Figure 8, respectively. Corrosion rate tended to decrease with increasing heat input. The highest corrosion current occurred in 75-A which indicates the maximum corrosion rate among other samples (Figure 8). The reduction of corrosion rate with increasing heat input can be explained by the overaging phenomenon. It is well known that higher corrosion resistance can be achieved by the overaging heat treatment (T73) for AA7075 alloy [37]. Increasing heat input would widen the HAZ of AA7075 base metal. Consequently, the effect of overaging would cover a larger zone, and result in reduced corrosion rate.
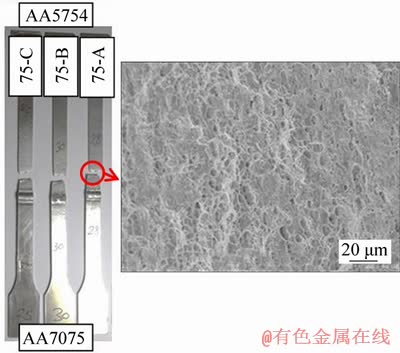
Figure 6 Samples after tensile test and fracture surface of 75-A
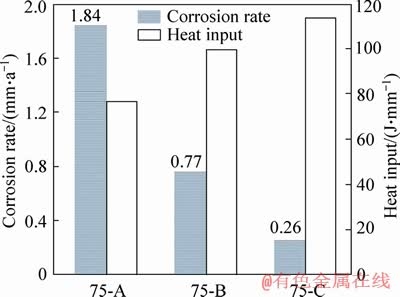
Figure 7 Relation between heat input and corrosion rate of AA7075-AA5754 joints
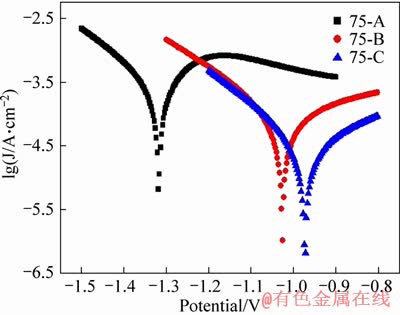
Figure 8 Tafel curves of AA7075-AA5754 joints
Corroded surfaces of AA7075-AA5754 joints are given in Figure 9. Corrosion occurred preferentially at the side of AA7075 base metal. Intergranular corrosion was observed in addition to pitting corrosion of AA7075 (Figure 9(a)). Intergranular corrosion of AA7075 mainly arises from the MgZn2 precipitates. MgZn2 phase tends to precipitate along the grain boundaries due to the thermal effects and exhibits more anodic characteristic than the surrounding aluminum matrix [22, 38]. Dissolution of anodic MgZn2 phase induces the intergranular corrosion. AA5754 base metal experienced pitting corrosion that developed around the Al-Fe intermetallic particles (Figure 9(b)). Figure 10 shows that AA5754 base metal includes Al-Fe intermetallic compounds. Pitting corrosion arises from the galvanic coupling between the intermetallic particles and the matrix phase. Al-Fe intermetallic compounds act as cathodic spots and cause the local dissolution of the aluminum matrix [22].
4 Conclusions
2-mm-thick AA7075 and AA5754 aluminum alloys were welded successfully with CMT welding method. The findings of microstructural investigations, tensile and hardness tests of AA7075-AA5754 joints are as follows:
1) Pore formation was observed in HAZ of AA7075 alloy due to the zinc vaporization. In contrast, AA5754 side of the joint exhibited a pore free microstructure.
2) Increasing heat input caused grain coarsening in HAZ of AA5754 base metal and also vaporization of zinc in AA7075 base metal. Overaging in AA7075 base metal was determined by hardness test and increasing heat input promoted the negative effect of overaging on mechanical properties.
3) Tensile strength of the dissimilar joints was not affected significantly by the increased heat input. All samples were ruptured from AA5754 base metal. Failure surface with fine dimples indicated a ductile fracture.
4) Corrosion rate decreased with increasing heat input due to the positive effect of overaging of AA7075 base metal against corrosion. AA7075 base metal exhibited both pitting and intergranular corrosion while AA5754 base metal experienced only pitting corrosion.
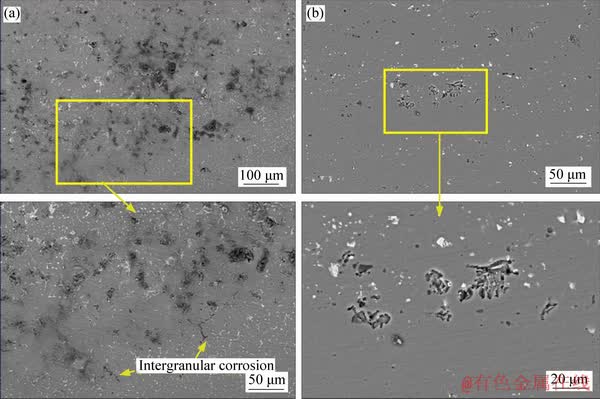
Figure 9 Corrosion of 75-A (AA7075 base metal) (a) and corrosion of 75-C (AA5754 base metal) (b)
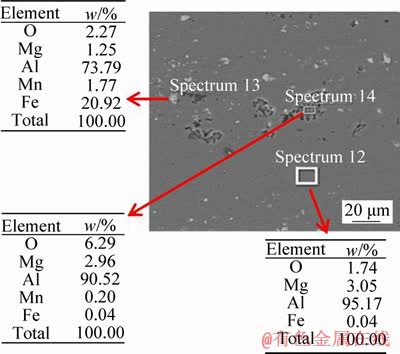
Figure 10 EDX analysis of sample 75-C
References
[1] PINTO L A, QUINTINO L, MIRANDA R M, CARR P. Laser welding of dissimilar aluminium alloys with filler materials [J]. Welding in the World, 2010, 54(11, 12): 333-341.
[2] CASALINO G, MORTELLO M, LEO P, BENYOUNIS K Y, OLABI A G. Study on arc and laser powers in the hybrid welding of AA5754 Al-alloy [J]. Materials & Design, 2014, 61: 191-198.
[3] CETINKAYA C, TEKELI S, KURTULUS O. The weldability of aluminium alloys and the effect of welding parameters on mechanical properties and micro structure [J]. Journal of Polytechnic, 2002, 5(4): 321-333. (in Turkish)
[4] CAVALIERE P, NOBILE R, PANELLA F W, SQUILLACE A. Mechanical and microstructural behaviour of 2024�C7075 aluminium alloy sheets joined by friction stir welding [J]. International Journal of Machine Tools and Manufacture, 2006, 46(6): 588-594.
[5] HAMED J A. Effect of welding heat input and post-weld aging time on microstructure and mechanical properties in dissimilar friction stir welded AA7075-AA5086 [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(8): 1707-1715.
[6] SELVI S P, VISHVAKSENAN A, RAJASEKAR E. Cold metal transfer (CMT) technology��An overview [J]. Defence Technology, 2018, 14(1): 28-44.
[7] WANG Peng, HU Sheng-sun, SHEN Jun-qi, LIANG Ying. Characterization the contribution and limitation of the characteristic processing parameters in cold metal transfer deposition of an Al alloy [J]. Journal of Materials Processing Technology, 2017, 245: 122-133.
[8] AZAR A S. A heat source model for cold metal transfer (CMT) welding [J]. Journal of Thermal Analysis and Calorimetry, 2015, 122(2): 741-746.
[9] STANO S, PFEIFER T, ROZANSKI M. Modern technologies of welding aluminium and its alloys [J]. Welding International, 2014, 28(2): 91-99.
[10] KAH P, SUORANTA R, MARTIKAINEN J. Advanced gas metal arc welding processes [J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(1-4): 655-674.
[11] RAJEEV G P, KAMARAJ M, BAKSHI S R. Al-Si-Mn alloy coating on aluminum substrate using cold metal transfer (CMT) welding technique [J]. The Journal of the Minerals, Metals & Materials Society, 2014, 66(6): 1061-1067.
[12] FENG Ji-cai, ZHANG Hong-tao, HE Peng. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding [J]. Materials & Design, 2009, 30(5): 1850-1852.
[13] ZHANG C, LI G, GAO M, YAN J, ZENG X Y. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy [J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(5-8): 1253-1260.
[14] LIN Jian, MA Nin-shu, LEI Yong-ping, MURAKAWA H. Shear strength of CMT brazed lap joints between aluminum and zinc-coated steel [J]. Journal of Materials Processing Technology, 2013, 213(8): 1303-1310.
[15] KANG Min-jung, KIM Cheol-hee. Joining Al 5052 alloy to aluminized steel sheet using cold metal transfer process [J]. Materials & Design, 2015, 81: 95-103.
[16] TOMA C, CICALA E, SALLAMAND P, GREVEY D. CMT Joining of aluminum magnesium alloys in a statistical experiment [C]// METAL 2012-Conference Proceedings, 21st International Conference on Metallurgy and Materials. 2012, 23: 1592-1600.
[17] SUN Q J, LI J Z, LIU Y B, LI B P, XU P W, FENG J C. Microstructural characterization and mechanical properties of Al/Ti joint welded by CMT method��Assisted hybrid magnetic field [J]. Materials & Design, 2017, 116: 316-324.
[18] GUNGOR B, KALUC E, TABAN E, SIK A. Mechanical and microstructural properties of robotic cold metal transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys [J]. Materials & Design, 2014, 54: 207-211.
[19] SRIKANTH T, SURENDRAN S, BALAGANESAN G, MANJUNATH G L. Response of CMT welded aluminum AA5086-H111 to AA6061-T6 plate with AA4043 filler for ballistic [J]. Procedia Engineering, 2017, 194: 522-528.
[20] OZSARAC U, UNAT M E, VAROL F, ISIK S, OZDEMIR C, ASLANLAR S. Investigation of mechanical properties of aluminum 5754-7075 alloys joined by cold metal transfer by using different gas pressures [J]. International Journal of Computational and Experimental Science and Engineering, 2017, 3(2): 26-28.
[21] MURARIU A C, PLESU N. Investigations on corrosion behaviour of welded joint in ASTM A355P5 alloy steel pipe [J]. International Journal of Electrochemical Science, 2015, 10: 10832-10846.
[22] ANDREATTA F, TERRYN H, DE WIT J H. Corrosion behaviour of different tempers of AA7075 aluminium alloy [J]. Electrochimica Acta, 2004, 49(17, 18): 2851-2862.
[23] DURGUTLU A. Effect of argon-hydrogen mixture on the microstructure and mechanical properties of aluminum on TIG welding [J]. Journal of Polytechnic, 2007, 10(3): 271-276. (in Turkish)
[24] SHANG Jing, WANG Ke-hong, ZHOU Qi, ZHANG De-ku, HUANG Jun, LI Guang-le. Microstructure characteristics and properties of Mg/Al dissimilar metals made by cold metal transfer welding with ER4043 filler metal [J].Rare Metal Materials and Engineering,2013, 42(7): 1337-1341.
[25] CAO R, YU G, CHEN J H, WANG P C. Cold metal transfer joining aluminum alloys-to-galvanized mild steel [J]. Journal of Materials Processing Technology, 2013, 213(10): 1753-1763.
[26] YANG Shang-lu, ZHANG Jing, LIAN Jin, LEI Yong-pin. Welding of aluminum alloy to zinc coated steel by cold metal transfer [J]. Materials & Design, 2013, 49: 602-612.
[27] MATHERS G. The welding of aluminium and its alloys [M]. Cambridge: Woodhead Publishing Limited, 2002.
[28] LUIJENDIJK T. Welding of dissimilar aluminium alloys [J]. Journal of Materials Processing Technology, 2000, 103(1): 29-35.
[29] KUMAR N P, VENDAN S A, SHANMUGAM N S. Investigations on the parametric effects of cold metal transfer process on the microstructural aspects in AA6061 [J]. Journal of Alloys and Compounds, 2016, 658: 255-264.
[30] WELLER D, SIMON J, STRITTA P, WEBER R, GRAF T, BEZENCON C, BASSI C. Temperature controlled laser joining of aluminum to galvanized steel [J]. Physics Procedia, 2016, 83: 515-522.
[31] AHSAN M R, KIM Y R, ASHIRI R, CHO Y J, JEONG C, PARK Y D. Cold metal transfer (CMT) GMAW of zinc-coated steel [J]. Welding Journal, 2016, 95(4): 120-132.
[32] AHSAN M R, KIM Y R, KIM C H, KIM J W, ASHIRI R, PARK Y D. Porosity formation mechanisms in cold metal transfer (CMT) gas metal arc welding (GMAW) of zinc coated steels [J]. Science and Technology of Welding & Joining, 2016, 21(3): 209-215.
[33] ZHANG Hong-yan, SENKARA J, WU Xin. Suppressing cracking in resistance welding AA5754 by mechanical means [J]. Journal of Manufacturing Science and Engineering, 2002, 124: 79-85.
[34] BOLOURI A, ZHAO Qin-fu, COTE P, CHEN X G. Microstructure and rheological properties of semi-solid 7075 slurries using SEED rheocasting process [J]. Solid State Phenomena, 2016, 256: 288-293.
[35] KASMAN S, YENIER Z. Analyzing dissimilar friction stir welding of AA5754/AA7075 [J]. The International Journal of Advanced Manufacturing Technology, 2014, 70(1-4): 145-156.
[36] BAHEMMAT P, HAGHPANAHI M, GIVI M K B, SEIGHALANI K R. Study on dissimilar friction stir butt welding of AA7075-O and AA2024-T4 considering the manufacturing limitation [J]. The International Journal of Advanced Manufacturing Technology, 2012, 59(9-12): 939-953.
[37] OZYUREK D, YILMAZ R, KIBAR E. The effects of retrogression parameters in RRA treatment on tensile strength of 7075 aluminium alloys [J]. Journal of the Faculty of Engineering and Architecture of Gazi University, 2012, 27(1): 193-203. (in Turkish)
[38] GHARAVI F, MATORI K A, YUNUS R, OTHMAN N K, FADAEIFARD F. Corrosion behavior of Al6061 alloy weldment produced by friction stir welding process [J]. Journal of Materials Research and Technology, 2015, 4(3): 1-9.
(Edited by HE Yun-bin)
���ĵ���
��ͬ����AA7075-AA5754�Ͻ���̬����ת�ƺ��ĸ�ʴ��Ϊ����ѧ����
ժҪ�������ת��(CMT)������һ��ȫ�µĵ绡���������ڱ��弰���ֲ��ϵĺ�����ȡ�������õ�Ч������ͬ��������ͷ�ĸ�ʴ��ΪӦ���ݸ�ʴ���ʶ���ṹ������ɵ�ʧЧ��Ӱ��������Ԥ�⡣�о����������ER5356��˿CMT���ӵ�AA5754-AA7075��ͷ��ѧ���ܺ�ʴ���ʵ�Ӱ�졣�ں��������AA7075��������IJ����ۻ������ɹ۲쵽�����γɣ���������п������������ɵġ���������������ӣ�AA7075�������������ʱЧ��п������AA5754������������ֻ����Ӷ������˿���ǿ�ȡ�AA7075-AA5754��ͷ��ƽ������ǿ����235~240 MPa��������Ʒ�У����Զ��Ѿ�������AA5754ĸ��һ�ࡣ��ʴ�����Ե�ʴΪ������������������ӣ���ʴ������ǿ��Ϊ�Ż���ʴ�Ժ�ǿ�ȣ�����������ֵ��95��110 J/mm֮�䡣
�ؼ��ʣ�AA5754�Ͻ� AA7075�Ͻ�������ʴ��Tafel���ߣ�����ǿ�ȣ����ֺ���
Foundation item: Project(215M623) supported by the Scientific and Technological Research Council of Turkey; Project(CBU-BAP 2015-130) supported by the Scientific Research Project Office of Manisa Celal Bayar University, Turkey
Received date: 2019-02-14; Accepted date: 2019-06-25
Corresponding author: Nilay COMEZ; Tel: +90-236-2012406; E-mail: nilay.comez@cbu.edu.tr; ORCID: 0000-0002-6432-6582
Abstract: Cold metal transfer (CMT) welding is a brand-new arc welding technique which shows adequate results for welding of thin sheets and dissimilar materials. Corrosion behavior of dissimilar aluminum joints should be determined in terms of predicting the effect of welding process on the possible failures in their constructions caused by corrosive agents. The present study investigates the effect of heat input on mechanical properties and corrosion rate of AA5754-AA7075 joints welded by CMT using ER5356 filler wire. Pore formation was observed not only in the weld metal but also in the partially melted zone of AA7075 base metal due to the vaporization of zinc. Increased heat input caused over aging and zinc vaporization in AA7075 base metal, and grain coarsening in AA5754 base metal consequently decreased the tensile strength. The average tensile strength of AA7075-AA5754 joints varies between 235 and 240 MPa. The ductile fracture occurred at the AA5754 base metal side in all samples. Pitting was observed as the dominant corrosion mechanism. Corrosion resistance tended to increase with increasing heat input. Heat input values between 95 and 110 J/mm are recommended for the optimization of corrosion resistance and strength.
