
DOI: 10.11817/j.ysxb.1004.0609.2020-35744
��ͭ��������������ս�-��ѡ����
�����1, 2, 3����׳־1, 2, 3, 4����־ǿ1, 2, 3���� ��1, 2, 3����ĵ��1, 2, 3���� ��1, 2, 3
(1. �㶫ʡ��Դ�ۺ������о��������� 510650��
2. ϡ�н����������ۺ����ù����ص�ʵ���ң����� 510650��
3. �㶫ʡ�����Դ�������ۺ������ص�ʵ���ң����� 5106501��
4. ���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ����ɳ 410083)
ժ Ҫ��
ʹ�����ս�-��ѡ���մ�����ͭ�����ĵ�����࣬����MLA������ɨ��羵�������ֶΣ��о�������Ʒ���ս�ǰ������ʱ仯����ͨ��Cu-S-O��Ni-S-O��Ԫϵ����������λ�������Լ��ս���������飬ȷ�������˵����ս�������������Ϊ20%���ս��¶�Ϊ1100�棬�ս�ʱ��Ϊ90 min��ͨ���ս��Ʒ�ı�·��ѡ���飬�����ͭ����Ʒλ�ֱ�Ϊ10.14%��11.89%��ͭ������ҵ�����ʷֱ�Ϊ75.12%��70.02%�ĸ�ѡ����ͨ����ѡβ��Ľ������Լ�����ȷ��β�����к�����Ԫ�صĽ������Բ��Խ����С�ڹ��ұ���ͨ�����ս�-��ѡ���գ�ͬ��ʵ���˺�ͭ��������������Դ��������������
�ؼ��ʣ�
������������ս�����ѡ����Դ����������
���±�ţ�1004-0609(2020)-04-0942-09���� ��ͼ����ţ�TD913��TF811��TF815 ���� ���ױ�־�룺A
��������ǵ�Ʒ�ˮʹ�û�ѧ������(����������)����ʱ�����Ĺ��������[1-2]����������ձ麬�д������ؽ���[3]����Щ�ؽ�������ϸ�������コ�������ʽ��ɢ���棬��ѧ���ʲ��ȶ�������ˮ�ȵ����������¼��ײ��������ؽ�����Ⱦ[4]����ˣ���Ե���������Ч�������ü�����������������Դ��˫�����塣Ŀǰ������������������������Ҫ��3�֣��̻�[5]�����ϻ�[6]���Ȼ�ѧ����[7]������Щ�����ձ�������������м۽����Ŀɻ��ռ�ֵ�������Դ������������Ҫ�����֣����/����-�ᴿ[8-9]������-����[10]��ֱ������-ұ��[11]��������ȡ[12]�������ڵ������Ļ����ﻯ���ʽϸ��ӡ��ᾧ�ȵͣ���ˮ�ֺͻҷֺ����ϸߣ�����Ԫ�ظ����ɢ������������Դ�������IJ������̸��ӡ������Բ��Ʒ����ƫ�ͣ������гɱ�ƫ��[13]��
���ս�-��ѡ��һ�ִ�����������Դ�Ŀ���ӹ����գ���ͨ�����ջ��սᣬ��ԭ�е��м۽���������ת��Ϊ�ɸ��ԽϺõ����Ȼ��ʹ�ø�ѡ���ջ����м۽���[14]�����µ�[15]��������-��ѡ������Ʒλ����Ǧп�����պ�Ǧ��п�����ʷֱ�ɴ�98%��95%��֣���˵�[16]�����¶��ݶȵķ������о������չ���������Ǧп�������Ϊ�������������߱��½ε��¶��������γɾ���ṹ��������Ǧп�������ΰ��[17-18]��Ǧұ�������������������飬�о����ֱ��ղ�����ZnS������ȡ���ڱ����¶ȣ��������¶ȳ���1100��ʱ��ZnS�Ľᾧ�����������ӣ�п��ѡ�����ʿ��Դﵽ88.34%�����ڵ�������н���Ԫ����ҪΪ���������������������ս�-��ѡ���տ�ʵ�ֶԵ������Ľ�������Դ��������
���о��������ս�-��ѡ�Ĺ��գ����յ�������еĵ�Ʒλͭ��������ʵ���к�����Ԫ�صĹ̻���ͬ��ʵ�ֺ��ؽ�������������Դ�������������ȣ��Ե��������й��տ���ѧ���о�������������ͭ�����ĸ���״̬��������Ȼ�Ե���������ս����Ҫ���������о����������������µ��ս��Ʒ���й��տ���ѧ���о����ص��о�ͭ��������״̬�ı仯������ս��Ʒ���и�ѡ��·���飬ѡ���ͭ����Ͼ����Ը�ѡβ����н������Լ����������к��ؽ���Ԫ�صĹ̻�Ч����
1 ʵ��
1.1 ����ԭ��
1.1.1 ���������Ʒ�Ʊ�
�������(���¼������)ȡ�Թ㶫ij������ҵ����������Ʒ��ˮ������ϴ�ͼ1�������Ʊ�������ͷ�������������Ʒ��
1.1.2 ������Ʒ�Ļ������ʷ���
��1����Ϊ������Ʒ��XRF��Ԫ�ط����������������ҪԪ��Ϊ�ơ��衢�ס��������������ӡ�ͭ��þ�ȡ�����XRF�������������ҪԪ�ؽ����˻�ѧ���������������������2��ͭ�����������е���Ҫ�м�Ԫ�أ������ֱ�Ϊ2.22%��2.81%��
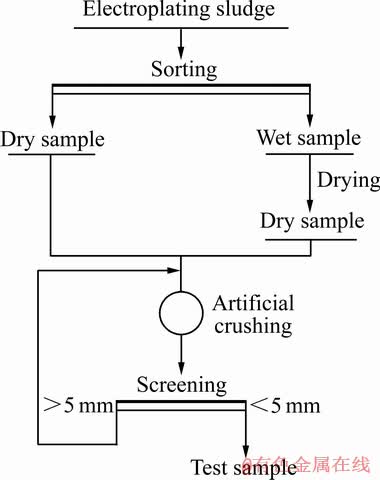
ͼ1 ������Ʒ�Ʊ�����
Fig. 1 Preparation flowsheets of test sample
ͼ2��ʾΪ������Ʒ��XRD�ף�������Ҫ��������ơ�ʯ�ࡢ����ʯ��ʯӢ��ɡ����⣬����ԭ�����ȷ�������������Ʒ���д���ˮ�����Ʒ����������Ϊ29.34%�����ʻ��ܽ���ˮ�У����²������76.09%(���ԭ��Ϊ53.77%)����С��0.08 mm��41.67%(���ԭ��Ϊ29.44%)����С��0.01 mm������������Ʒ���Ƚ�ϸ��
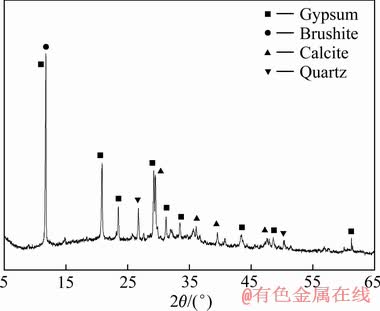
ͼ2 ��������XRD��
Fig. 2 XRD pattern of electroplating sludge
1.2 ���鷽��
1.2.1 �����������ս�
��ÿ�γ�ȡ��100 g������һ�����������������������������ֱ�Ϊ20%��2%��15%���ۼ�ʯӢ�����ۼ���ɰ�ͻ�ԭ����ú���ȣ�������ˮ�Ƴ�����Լ10 mm���ţ����Ÿ����װ���������������մ���ά����¯�����������趨���ս��¶Ⱥ�ʱ��������սᡣ�ս��Ʒ��ĥ����м�������ѡ���顣
��1 ��������XRF�������
Table 1 XRF element analysis results of electroplating sludge (mass fraction, %)
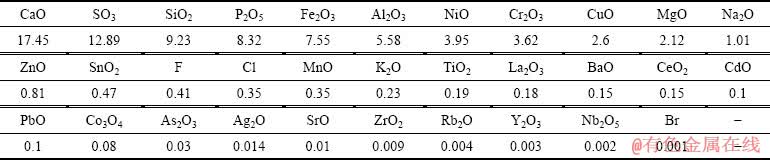
��2 �������Ļ�ѧ�������
Table 2 Chemical element analysis of electroplated sludge (mass fraction, %)

1.2.2 �ս��Ʒ�ĸ�ѡ����
��ѡ����ʹ�õ���Ҫ�豸ΪXFGϵ�йҲ۸�ѡ������·��ѡ����ʹ��250 mL��ѡ����ɣ�ÿ��ȡ80 g�ս��Ʒ������ͼ3�ĸ�ѡ���飬���ж�����ҩ(BX)�����ռ����ɴ���(TO)�����ݼ�����·��ѡ������Ҫ������֤���ԱȺ�ɸѡ���սṤ�յ���������������

ͼ3 ��Ԫ��ѡ����
Fig. 3 Flowsheets of stage flotation
��·����ʹ��1500 mL��ѡ������ѡ��ѡ��ɨѡ�ã�500 mL��ѡ������ѡ��ѡ�ã���·����ÿ��ȡ500 g�ս��Ʒ��Ϊ��ѡ����·����ÿ������������������п�ѭ�����������飬������β���Ʒ�IJ����ȶ����ٽ��о���β��������ͷ�������·������Ҫ���ڽ�һ����֤���ս�-��ѡ���յĿ����ԡ�
2 ��������
2.1 ������Ʒ��MLA����
��������Զ�����ϵͳ(Mineral liberation analyser, MLA)�ܿ��١�ȷ�زⶨ��Ʒ�Ŀ�����ɼ����������ﵥ�����ȼ�����������ﹲ�����Ժ��ղ�Ʒ���ȷ����ȹ��տ�ѧ��Ϣ�������ڿ��ٷ�����ʯ��ѡ�ԡ��������������̴�������������۵�[19-20]����MLA��������������Ʒ��Ҫ��������ơ�ʯ�ࡢ�������轺���̼��Ƶ�������ɣ��ϼ�ռ����������77.30%�����⣬�����л����ж��ַǾ�̬���ʡ������Ͻ�ͼ����������������3����Ϊͭ�����ڵ�������е�����ֲ����ɼ���ͭ��������������϶࣬����������ƻ�����Al(OH)3-SiO2��Ͻ�����ͭ�����ķֲ��ʽϴ�
ͼ4��ʾΪ������Ʒ����Ҫ����ı����������(��BSE)��ͼ�д���������EDS�����������4��ͼ4(a)��(b)��ʾ�����������������������ƿ����е�ͭ�������������ھ��ȷֲ���״̬��ͼ4(c)����ʾ��������ƻ��������캬�ж������ʣ�����������ơ�ʯī��өʯ�ȣ���Щ���ʵ�ͭ�����������ڽϴ�IJ��졣���⣬��Ȼ��ͬ���Ե��Ԫ�ص���Ժ�������ϴ�Ԫ�ص���ɻ������ơ��ɼ�������ͭ������ɢ�ij̶ȸߡ��ֲ���״̬���ӣ����˲��ó���ѡ��ֱ�Ӵ�����
��3 ͭ�����ڵ�������е�����ֲ�
Table 3 Phase distribution of copper and nickel in electroplating sludge


ͼ4 �������ı������������
Fig. 4 BSE images of electroplating sludge
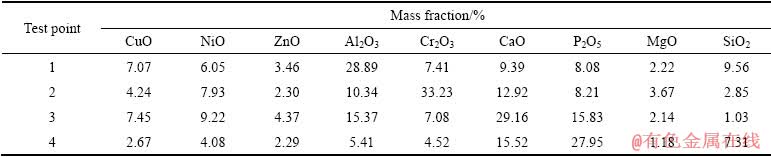
��4 ��������ɨ��羵���ײⶨ���
Table 4 Energy spectrum measurement results of electroplating sludge by SEM
2.2 Cu-S-O��Ni-S-O��Ԫϵ����������λ����
����ͭ�������սᷴӦ��ϵ�IJ��������Ҫȡ�����¶Ⱥ����գ����뷴Ӧ��Ԫ����Ҫ��Cu��Ni��S��O��ͨ���о�Cu-S-O��Ni-S-Oϵ������ѧ���ʣ������Ʋ��ָ����ͭ���������ɵ��������䣬����ͭ��������[21]������HSC��ѧ�еľֲ�������λͼ(Lpp diagrams-stability diagrams)ģ�飬�ֱ������Cu-S-O��Ni-S-O��Ԫϵ����������λͼ��������ͼ5��6��

ͼ5 Cu-S-O��Ԫϵͳ�ĵ���������λͼ
Fig. 5 Isothermal predominance area phase diagrams of Cu-S-O ternary system

ͼ6 Ni-S-O��Ԫϵͳ�ĵ���������λͼ
Fig. 6 Isothermal predominance area phase diagrams of Ni-S-O ternary systems
ͼ5��6��������Ԫ��ϵCu-S-O��Ni-S-O�������Ƶ�ת�����ɡ�������(O2)��ѹ���������������������̬(Cu-O��Ni-O)ת�ƣ�����(SO2)��ѹ�������������������̬(CuS��NiS2)ת�ƣ������¶ȵ����ߣ� ����̬ͭ����(Cu-O��Ni-O)����̬ͭ����(Cu-S��Ni-S)ת�ƣ��ͼ�̬ͭ��������(Cu2S��Ni3S2)���̬ͭ��������(CuS��NiS2)ת�ơ����⣬�����¶ȵ����ߣ�Ni-S-O��Ԫ��ϵ��Ni-S�м�̬(NiS��Ni3S4)�����䲻���ܵ�ѹ��������800 �������´���Ni3S4���䣬����1000 ���1200 �������������ҵ���Ӧ�����䡣��ˣ��������սỷ���ǵ�����ѹ�������ѹ�ͽϸߵ��ս��¶ȣ��Ҹ��»������ڼ����������ɡ���ʵ���սỷ���У�������ú�Ĵ�������ѹ��ά���ڽϵ�״̬��Cu-S-O��Ni-S-O��ϵ�����������������ο��ͨ������ս��¶Ⱥ������������������Cu-S-O��Ni-S-O��Ԫ��ϵ�¶Ⱥ����ѹ�����ɸ��������(Cu-S��Ni-S)��
2.3 ���ս�����
���Cu-S-O��Ni-S-O��Ԫϵ����������λ������������ս�������Ҫ�о������������ս��¶Ⱥ��ս�����ʱ�䣬���ս��Ʒ��ѡ��ҵ��Ӱ�졣
2.3.1 ������
�����������У��ս��¶�Ϊ1000 �棬�ս�ʱ��Ϊ90 min����������ͼ7����������������10%���ӵ�20%ʱ������ͭ�����ĸ�ѡƷλ�ͻ�����ͬ������������������������20%ʱ��ͭ�����ĸ�ѡƷλ�ͻ������������ȱ仺������������������30%ʱ���������ʳʽ������ơ�SEM����������������ƫ��(��30%)ʱ���ս����г�����һ���������ܵ�����(CaS��)����Щ��������S-2�����谭���ռ���������������[22-23]���Ӷ������Ӱ�측ѡָ�ꡣ�ۺϿ��ǣ������������������Ϊ20%��
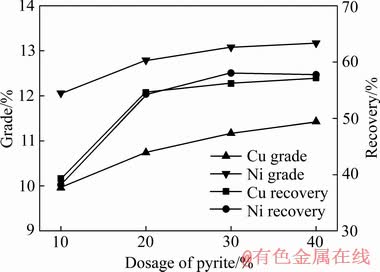
ͼ7 ������������ͭ������ѡָ���Ӱ��
Fig. 7 Effect of pyrite dosage on copper-nickel flotation
2.3.2 �ս��¶�
�ս��¶����������У�����������Ϊ20%���ս�ʱ��Ϊ90 min����������ͼ8�������ս��¶�����������ͭ������Ʒλ�ͻ����ʳ�����ͬ�����������������ս��¶�������������ͭ���������ս��¶ȳ���1100 ��ʱ������ͭ���������ʵ����ӷ��������������ۺϿ��Ǹ�ѡָ�꼰�ܺijɱ������˵����ս��¶�Ϊ1100 �档
2.3.3 �ս�ʱ��
�ս�ʱ�����������У�����������20%���ս��¶�Ϊ1100 �棬��������ͼ9�������ս�ʱ������ӣ�ͭ������Ʒλ�����Ļ����ʻ������䣬ͭ�Ļ��������ӽ�Ϊ���ԡ�����ѧ�����۲ⷢ�֣������ս�ʱ����ӳ����ս��Ʒ�����ᄃ���ߴ����������Ǿ���ͭ�Ļ��������ӵ���Ҫԭ���ս�ʱ�䳬��90 minʱ��ͭ��������������ƽ�����ۺϿ��ǣ����˵��ս�ʱ��Ϊ90 min����ʱ����ѡ������ͭ������Ʒλ�ֱ�Ϊ11.52%��13.18%��ͭ�����Ļ����ʷֱ�Ϊ63.52%��58.97%��

ͼ8 �ս��¶ȶ�ͭ������ѡָ���Ӱ��
Fig. 8 Effect of sintering temperature on copper-nickel flotation
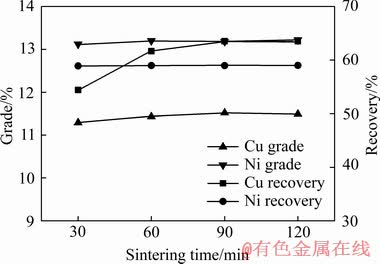
ͼ9 �ս�ʱ���ͭ������ѡָ���Ӱ��
Fig. 9 Effect of sintering time on copper-nickel flotation
2.4 �ս��Ʒ�Ŀ���ѧ����
�ڻ���������Ϊ20%���ս��¶�Ϊ1100 ����ս�ʱ��Ϊ90 min�������£��Ե������������սᣬ���ս��Ʒ�����˹��տ���ѧ������ͼ10��ʾΪƫ�������µ��ս��Ʒ�����ṹ��ͼ�а�ɫ��������Ϊ�������������(���¼�ƽ�������)���ս��Ʒ��ͭ������������ϴ��ҽ���������״���������ڵ�����롣
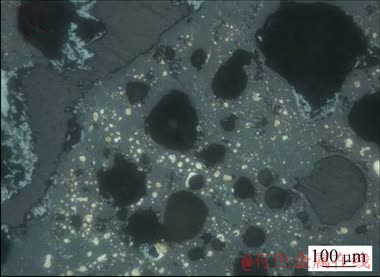
ͼ10 �ս��Ʒ���ṹ��Ƭ
Fig. 10 Microstructure photo of sintered products
��5����Ϊ�ս��ƷMLA��������Ҫ������ɣ��ս��Ʒ����Ҫ��ͭ������Ϊ��ͭ��ͭ��������������������ͺ�ͭ��������ϼ�ռ��Ʒ������13.19%����������ҪΪ��ͭ������������������ʳɷ���ҪΪ�ǻ���ʯ�ͺ��ơ��ơ�����IJ���̬���ʡ�
��6����Ϊ�ս��Ʒ��ͭ�����ķֲ������Լ82.45%��ͭ��78.18%���������ڻ�ͭ��ͭ����������������������ͺ�ͭ����������У�������ͭ�����õ���Ч��
��5 �ս��Ʒ��Ҫ�������MLA�������
Table 5 MLA analysis results of major minerals compositions in sintered products

��6 �ս��Ʒͭ��������ֲ�
Table 6 Phase distribution of copper, nickel in sintered product

2.5 ��·��ѡ����
ͼ11��ʾΪ���á�һ��-����-��ɨ����ѡ���̽������ս��Ʒ�ı�·��ѡ���飬������������7���ɱ�7��֪����ѡ����ͭ����Ʒλ�ֱ�Ϊ10.14%��11.89%��ͭ���������ʷֱ�Ϊ75.12%��70.02%��

ͼ11 ��һ��-����-��ɨ����·��ѡ��������ͼ
Fig. 11 Flowsheets of closed-circuit flotation with single-stage roughing, two-stage cleaning and two-stage scavenging
��7 �ս��Ʒ��ѡ��·������
Table 7 Test results of closed-circuit flotation about sintered product

2.6 ��Ʒ����
2.6.1 ��ѡ����ѧ��Ԫ�ط���
�Ը�ѡ�����Ʒ�����˻�ѧ��Ԫ�ط����������������8������ͭ����Ʒλ�ֱ�Ϊ10.14%��11.89%��������Ʒλ�ﵽһ��������ı�����Ҫ������Ԫ��Ϊ�ơ��衢�����ף���ЩԪ��������ԭ�ϼ��ս����Ӽ�����Ҫ��֣��Ծ��������к���Ԫ��þ��п��Ǧ����ĺ������ϵ͡������������ս�-��ѡ���գ���ʵ�ֵ��������ͭ��������Դ�����á�
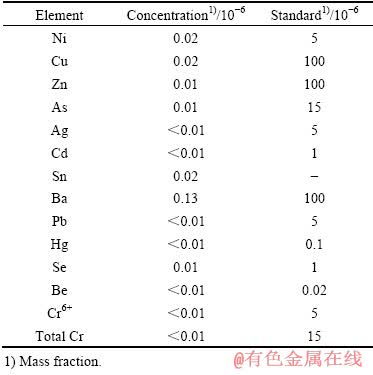
2.6.2 ��ѡβ�ϵĶ��Է���
�����л��������ұ�GB 5085.3��2007��ʹ�á��������ᷨ����β�Ͻ����ؽ����������Լ����������������9�������������Ȼ�����ս���ѡ��β����ͭ�������ؽ���Ԫ�صĺ����ϸߣ�����ЩԪ�ص��ܳ�����Զ���ڹ��ұ����������ս�-��ѡ���նԵ���������к��������нϺõĹ̻�Ч������ʵ�ֵ��������������á�
��8 �����ƷXRF�������
Table 8 XRF element analysis of concentrate (mass fraction, %)

��9 β���ؽ����������Է���
Table 9 Toxic leaching analysis of heavy metals in tailings
3 ����
1) MLA�������֣����������Ʒ��ͭ������ɢ�̶ȸߡ��ֲ�״̬���ӣ����˲��ó���ѡ��ֱ�Ӵ�����
2) Cu-S-O��Ni-S-O����Ԫϵ����������λ����������������������սỷ���ǵ�����ѹ�������ѹ�ͽϸߵ��ս��¶ȣ����»������ڼ����������ɡ�ʵ���ս�����������Ԫϵ���۷�������Ļ����Ǻϣ���Ʒ��ѵ����ս�������Ϊ����(������)����Ϊ20%���ս��¶�Ϊ1100�桢�ս�ʱ��Ϊ90min��
3) �ս��Ʒ�дֵ�ͭ�������������У�����������Ʒ�е�����ͭ�����õ�����Ч����ƫ��������Ƭ��ʾ��ͭ�����Ŀ�����������֮��������ԣ����ڵ�����롣
4) ���á�һ�֡���ɨ����������·��ѡ���̣��ɻ��ͭ����Ʒλ�ֱ�Ϊ10.14%��11.89%���Լ�ͭ���������ʷֱ�Ϊ75.12%��70.02%��ͨ������ѡβ��������Լ���������β�����к�����Ԫ�صĽ������Ծ�С�ڹ��ұ���
5) ͨ�����ս�-��ѡ���տ�ʵ�ֵ�������е�ͭ��������Դ�����ã���������Ч�̻�����β���е��к��ؽ���Ԫ�أ���ͬ��ʵ�ֵ���������Դ��������������
REFERENCES
[1] �̽��. �ؽ������ദ�����������[M]. ����: ��ѧ��ҵ������, 2016: 1-4.
CHENG Jie-hong. The treatment technology and management of heavy metal sludge[M]. Beijing: Chemical Industry Press, 2016: 1-4.
[2] �̽��. �ؽ������ദ�����������[M]. ����: ��ѧ��ҵ������, 2016: 1-4.
CHENG Jie-hong. The treatment technology and management of heavy metal sludge[M]. Beijing: Chemical Industry Press, 2016: 1-4.
[3] WU H X, LU C, KANG K, XU Y H. Electroplating sludge metal recovery technology resources research[J]. Applied Mechanics & Materials, 2014, 443: 684-688.
[4] �쿡��. ���ڵ綯������ȥ������������ؽ������о�[D]. ����: �㽭��ѧ, 2018.
XU Jun-peng. Study on removing heavy metals from electroplating sludge based on electrokinetic remediation technology[D]. Hangzhou: Zhejiang University, 2018.
[5] AYDIN A A, AYDIN A. Development of an immobilization process for heavy metal containing galvanic solid wastes by use of sodium silicate and sodium tetraborate[J]. Journal of Hazardous Materials, 2014, 270: 35-44.
[6] ZHANG J, ZHOU J Z, LIU Q, QIAN G R, XU Z P. Efficient removal of sulfur hexafluoride (SF6) through reacting with recycled electroplating sludge[J]. Environmental Science & Technology, 2013, 47(12): 6493-6499.
[7] ������, �� ѩ, �� ��, �� ��. ���ϵ������Ļ����������Լ�ȼ������[J]. ������ѧѧ��, 2015, 35(11): 3762-3768.
DANG Xiao-e, ZHOU Xue, L�� Jun, TANG Chen. Basic physical and chemical properties and combustion characteristics of the chelating galvanic sludge[J]. Acta Scientiae Circumstantiae, 2015, 35(11): 3762-3768.
[8] ȫ����, �Ͻ���. ����������ؽ��������������[J]. ��������, 2013, 31(2): 92-95.
QUAN Gui-xiang, YAN Jin-long. Optimal conditions for acid-leaching of heavy metals from electroplating sludge[J]. Environmental Engineering, 2013, 31(2): 92-95.
[9] ������, ������. ��ѡ�����յ�������е�ͭ����[J]. ����뾫��, 2014, 36(2): 42-46.
HU Hai-jiao, LIU Ding-fu. Recycling copper and nickel in electroplating sludge by flotation method[J]. Plating and Finishing, 2014, 36(2): 42-46.
[10] �˶�÷, �˿���, �� �, �̽��. �������Ļ�ԭ����-���[J]. ��������ѧ��, 2013, 7(7): 2721-2727.
GU Dong-mei, DENG Kai-yu, CHEN Xian, CHENG Jie-hong. Reduction roasting-sulphuric acid leaching of electroplating sludge[J]. Chinese Journal of Environmental Engineering, 2013, 7(7): 2721-2727.
[11] HUANG R, HUANG K L, LIN Z Y, WANG J W, LIN C, KUO Y M. Recovery of valuable metals from electroplating sludge with reducing additives via vitrification[J]. Journal of Environmental Management, 2013, 129(18): 586-592.
[12] ʩ ��, ��̫ƽ, ��ľ��, �� ��, ������. ������˾����˵�������е��ؽ���(Ӣ��)[J]. ��̬����ѧ��, 2008, 17(5): 1787-1791.
SHI Yan, ZHANG Tai-ping, LI Mu-gui, NAN Yan, CAO Li-ming. Bio-leaching of heavy metals from electroplating sludge by thiobacillus[J]. Ecology and Environment, 2008, 17(5): 1787-1791.
[13] ������, ����ƽ, �� ��, ����������·��. ���������Դ��������������[J]. ����뾫��, 2014, 36(12): 16-20.
YI Long-sheng, FENG Ze-ping, WANG Zhou, WANG Shan-hai, KANG Lu-liang. Review on resource utilization technologies of electroplating sludge[J]. Plating and Finishing, 2014, 36(12): 16-20.
[14] �ܲ���, ��С��, �� ��. �����ս����о���״��ǰ��չ��[C]//������ؽ�����Ⱦ���μ������������ֻ�. ����: �й�������ѧѧ��, 2015: 326-337.
ZHOU Bo-sheng, MIN Xiao-bo, KE Yong. Research status of sulfidation of heavy-metal-containing slags for heavy metals recovery[C]//The 5th Heavy Metal Pollution Prevention and Risk Assessment Seminar. Beijing: Chinese Society for Environmental Sciences, 2015: 326-337.
[15] LI Y, WANG J K, WEI C, LIU C X, JIANG J B, WANG F. Sulfidation roasting of low grade lead-zinc oxide ore with elemental sulfur [J]. Minerals Engineering, 2010, 23(7): 563-566.
[16] ZHENG Y X, LIU W, QIN W Q, JIAO F, HAN J W, YANG K, LUO H L. Sulfidation roasting of lead and zinc carbonate with sulphur by temperature gradient method[J]. Journal of Central South University, 2015, 22(5):1635-1642.
[17] HAN J W, LIU W, WANG D W, JIAO F, ZHANG T F, QIN W Q. Selective sulfidation of lead smelter slag with pyrite and flotation behavior of Synthetic ZnS[J]. Metallurgical & Materials Transactions B, 2016, 47(4): 2400-2410.
[18] HAN J W, LIU W, WANG D W, JIAO F, QIN W Q. Selective sulfidation of lead smelter slag with sulfur[J]. Metallurgical & Materials Transactions B, 2015, 47(4): 1-11.
[19] �� ��, ������, ��ĵ��. ϡ���־���ĵ������ữ�ֽ��[J]. �й���ɫ����ѧ��, 2014, 24(12): 3147-3154.
LIU Yong, LIU Zhen-zhen, LIU Mu-dan. Decomposition process of rare earth rough concentrate by low temperature sulfation[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(12): 3147-3154.
[20] ������, ŷ����. ij��п��ѡ�¹��ռ����տ���ѧ���Է���[J]. �й���ɫ����ѧ��, 2018, 28(9): 1866-1875.
ZENG Ling-ming, OU Le-ming. Flotation process and process mineralogy analysis ofcertain zinc sulfide ore [J].The Chinese Journal of Nonferrous Metals, 2018, 28(9): 1866-1875.
[21] �̳���. ��ͭ�������������չ��ռ������о�[D]. ����: ����������ѧ, 2004.
CAI Chao-jun. Process and mechanism of microwave-aided roasting of copper sulfide minerals[D]. Kunming: Kunming University of Science and Technology, 2004.
[22] ZHAO Q, LIU W G, WEI D Z, WANG W D, CUI B Y, LIU W B. Effect of copper ions on the flotation separation of chalcopyrite and molybdenite using sodium sulfide as a depressant[J]. Minerals Engineering, 2018, 115(1): 44-52.
[23] CAO Z, CHEN X G, PENG Y J. The role of sodium sulfide in the flotation of pyrite depressed in chalcopyrite flotation[J]. Minerals Engineering, 2018, 119(4): 93-98.
Sulfidation sintering-flotation process of copper-nickel-bearing electroplating sludge
L�� Hao-zi1, 2, 3, HE Zhuang-zhi1, 2, 3, 4, CHEN Zhi-qiang1, 2, 3, LIU Yong1, 2, 3, LIU Mu-dan1, 2, 3, LI Bo1, 2, 3
(1. Guangdong Institute of Resource Comprehensive Utilization, Guangzhou 510650, China;
2. State Key Laboratory of Rare Metals Separation and Comprehensive Utilization, Guangzhou 510650, China;
3. Guangdong Province Key Laboratory of Mineral Resource and Comprehensive Utilization, Guangzhou 510650, China;
4. School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The electroplating sludge is a kind of high toxicity and pollution industrial solid waste, which is greatly harmful on the environment as direct discharging. The sulfidation sintering-flotation process was used to dispose a copper-nickel-bearing electroplating sludge. The changes of mineralogy properties about the electroplating sludge before and after sintering were investigated by MLA analysis and SEM analysis. The isothermal predominance area phase diagrams of Cu-S-O and Ni-S-O ternary systems were drawn to analyze the optimum conditions of the sulfidation sintering. Through a series of conditional experiments, the optimum experimental conditions of sulfurizing reagent dosage, sintering temperature and sintering time were confirmed as 20%, 1100 �� and 90 min, respectively. By the closed-circuit flotation test of sintered products, the flotation concentrates with copper grade of 10.14% and nickel grade of 11.89% are obtained, and the recovery of copper and nickel are 75.12% and 70.02%, respectively. Moreover, in the leaching toxicity test of flotation tailings, the test concentrations of the poisonous heavy metal ions all reach the related government standards. Through the sulfidation sintering-flotation process, the goals of metal elements reclamation and harmless dispose of the electroplating sludge are both achieved.
Key words: electroplating sludge; sulfidation sintering; flotation; reclamation; harmless
Foundation item: Project(2017GDASCX-0109) supported by Innovation Capacity Building of Guangdong Academy of Sciences, China; Projects(2017A070702011, 2017B090904035) supported by the Natural Science Foundation of Guangdong Province, China; Project(2017B030314046) supported by the Key Laboratory Running Foundation of Guangdong Science and Technology Department, China
Received date: 2019-04-08; Accepted date: 2019-09-19
Corresponding author: CHEN Zhi-qiang; Tel: +86-13660426982; E-mail: qiang6399@163.com
(�༭ ����)
������Ŀ���㶫ʡ��ѧԺ������������ר��(2017GDASCX-0109)���㶫ʡ�Ƽ��ƻ���Ŀ(2017A070702011��2017B090904035)���㶫ʡ�Ƽ����ص�ʵ��������ר��(2017B030314046)
�ո����ڣ�2019-04-08�������ڣ�2019-09-19
ͨ�����ߣ���־ǿ�����ڼ�������ʦ���绰��13660426982��E-mail��qiang6399@163.com
ժ Ҫ��ʹ�����ս�-��ѡ���մ�����ͭ�����ĵ�����࣬����MLA������ɨ��羵�������ֶΣ��о�������Ʒ���ս�ǰ������ʱ仯����ͨ��Cu-S-O��Ni-S-O��Ԫϵ����������λ�������Լ��ս���������飬ȷ�������˵����ս�������������Ϊ20%���ս��¶�Ϊ1100�棬�ս�ʱ��Ϊ90 min��ͨ���ս��Ʒ�ı�·��ѡ���飬�����ͭ����Ʒλ�ֱ�Ϊ10.14%��11.89%��ͭ������ҵ�����ʷֱ�Ϊ75.12%��70.02%�ĸ�ѡ����ͨ����ѡβ��Ľ������Լ�����ȷ��β�����к�����Ԫ�صĽ������Բ��Խ����С�ڹ��ұ���ͨ�����ս�-��ѡ���գ�ͬ��ʵ���˺�ͭ��������������Դ��������������
[1] �̽��. �ؽ������ദ�����������[M]. ����: ��ѧ��ҵ������, 2016: 1-4.
[2] �̽��. �ؽ������ദ�����������[M]. ����: ��ѧ��ҵ������, 2016: 1-4.
[4] �쿡��. ���ڵ綯������ȥ������������ؽ������о�[D]. ����: �㽭��ѧ, 2018.
[8] ȫ����, �Ͻ���. ����������ؽ��������������[J]. ��������, 2013, 31(2): 92-95.
[9] ������, ������. ��ѡ�����յ�������е�ͭ����[J]. ����뾫��, 2014, 36(2): 42-46.
[10] �˶�÷, �˿���, �� �, �̽��. �������Ļ�ԭ����-���[J]. ��������ѧ��, 2013, 7(7): 2721-2727.
[13] ������, ����ƽ, �� ��, ����������·��. ���������Դ��������������[J]. ����뾫��, 2014, 36(12): 16-20.
[19] �� ��, ������, ��ĵ��. ϡ���־���ĵ������ữ�ֽ��[J]. �й���ɫ����ѧ��, 2014, 24(12): 3147-3154.
[20] ������, ŷ����. ij��п��ѡ�¹��ռ����տ���ѧ���Է���[J]. �й���ɫ����ѧ��, 2018, 28(9): 1866-1875.
[21] �̳���. ��ͭ�������������չ��ռ������о�[D]. ����: ����������ѧ, 2004.
