
DOI: 10.11817/j.ysxb.1004.0609.2020-37638
���Ͻ��ļ�ѹ���������λ�����ģ���Ż����
�ɷ��ڣ�������������ܣ������ģ�����ƻ�������ȣ�������
(ɽ��������ѧ ��е����ѧԺ��ɽ�� �Ͳ� 255000)
ժҪ��������������ѧ���õ���������������������У������ٶȷֲ����������ʰ뾶�Ĺ�ϵ�������һ�����Ͻ�����������ѹ�¹��գ�ͨ��������ε���ǻ�ṹ��ʹģǻ�ڽ��������������������Ӷ�ֱ�Ӽ��������Ͳ�;������ֵģ�⣬�����˰�ļ�ѹ���̵����������λ��������������ص㡢�Լ�����Ӧ��ķֲ�;ͨ��ѡȡ��ǻ�ṹ�����뼷ѹ�ٶ���Ϊ�������������������������������ģ����㣬�����˼����Ͳ��������ʰ뾶����Ӧ��Ԥ��ģ�ͣ���ָ�������뾶Ϊ1900mm�������£�����������������Ŀ�꺯���Ż�ģ�ͣ���������Ⱥ�㷨�õ�����ģǻ�ṹ�빤�ղ�������������ģʵ�飬ʵ������ʾ����������ļ����ȶ���������ʰ뾶Ϊ2071mm�������������ྦྷ����С���ȡ�
�ؼ��ʣ�
���Ͻ������������������������ϵ�Ƶ��������������Ż������
��ͼ����ţ�TG379 ���ױ�ʶ�룺A 1
�����ͲĹ㷺Ӧ���ڽ��������������յ���������ͳ�����Ͳĵij��ι��գ�ͨ�����ȼ�ѹ�����������õ������ӹ���ʽ��Ҫ�����䡢�������[1-3]���������ӹ������У������ͲĻص������塢���ơ����ξ��ȵ͵�ȱ��[4-7]����ͳ�����ӹ��������н�ǿ�ľ����ԣ�����ȱ��Ҳ���Ա��⡣
������������������Ͳij����������棬������ѧ�߿�չ�������о���һ�ַ����������ⲿ�����豸��ͨ��Ӱ�켷ѹģ�߳��ڴ��IJ���������ʹ��ѹ����һ�廯��KLEINER��[8]����������Ͳļ�������(CPE)��ʹ������ѹ�������������У��Ӷ���������Ͳĵ�����Ч�ʣ�M��LLER[9]�ڼ�ѹģ�����Ӷ������Բ����Ϊ����װ�ã�ͨ������Բ�̵�λ�ã�ʵ���ˡ�Z���Ͳ���ܲĵļ�ѹ����һ�γ��Ρ���һ�ַ�����ͨ���ı�ģ�߽ṹ��ʹ�����ڼ�ѹ�����з����������������Ͳļ�������Ȼ�������Σ��˷��������˴�ͳ�����ӹ���ɵij���ȱ�ݣ�ͬʱ���������Ч�ʡ�SHIRAISHI����[10]������б����ǻ�ṹ�ļ�ѹģ�ߣ���ѹֱ�ӵõ��������ĺܲģ����о���ģ����б�ǡ�ģ�߿��߶ȺͿ��ȶ��Ͳ����ʵ�Ӱ�졣������Ҳ����ͨ�����ѹ��MHE��[11]�γɣ��˹��ջ���ģ�ߵij���λ��ƫ��Գ�������ķ��������½������������ȣ��������������Ͳġ�ʯ�ڵ�[12-13]ͨ���ڼ�ѹģ�������踨����ѹ�ˣ���̬���ؼ�ѹ�����н����IJ�����������ʵ����þ�Ͻ���ܼ��ļ������Σ�ZHOU��[14]ͨ�����ٲ���ѹ����(DVSE)��ʹ��������Եij�ͷֱ��һ�μ��������ܲġ�
����������ͨ�������ģ�߽ṹ���Եõ���ѹ���������������ѧ��Ҳ�о���ģ�߽ṹ�������������ʰ뾶��Ӱ�졣ʵ���ϣ���ѹ�Ͳĵ����ʰ뾶����ģ�߳��ڴ��IJ����ȼ�ѹ�ٶȷֲ������ģ��������ٶȷֲ����������ʰ뾶֮��Ĺ�ϵ��δ��������������ѹģ��Ҳ��ƾ������ƣ����ԣ���������ѹ���ι�����Ҫ��һ�����ۻ����������Թ�����Ŀ�ѧ�о���ʵ�ʹ���Ӧ�á�
����ͨ������������ѧ���ۣ��Ƶ����������������ι����£��Ͳĵ��ٶȷֲ������������ʰ뾶�Ĺ�ϵ���������������Ϊ������������ڰ�����������εļ�ѹģ�ߣ�������ֵģ���ֶΣ�������������ѹ�Ľ���������������λ�����������Ӧ��ģ�ͽ������Ⱥ�㷨���о���������ѹ���ι��յ��Ż���Ʒ�����ͨ����ҵ��ʵ���Ʊ������������Ͻ���Ͳģ���֤��ģ�߽ṹ�Ŀ�������Ԥ��ģ�͵Ŀɿ��ԡ�
1 ������������ι��̵���ѧģ��
�Ͳ���ģ�߳��ڴ��ļ����ٶȷֲ������˼����Ͳĵ���״�����Լ����ٶȷֲ����Ͳĵ��������δ���ȷ���ĺ�����ϵ������ѹģ�����ȶ������������Ͳ�ʱ�������ٶȷֲ�����ηֲ��ģ������һ����ͨ������������ѧ���Եõ������
ͨ�����о����������Ա���ʱ���������������ȿ��Ժ��Բ��ƣ����ڼ�ѹ���������գ��������������Ͳĺ�ȷ�����Ӧ�����ã����ԣ����Ͻ��ļ������������ι�������ƽ��Ӧ�����⡣

ͼ1 Բ������ϵ���Ͳ���Ԫ�������ͼ
Fig. 1 Stress diagram of the micro-element on profile in cylindrical coordinate system
��ͼ1��ʾ����Բ������ϵ�£������Ͳ���Ԫ���Ӧ������Ϊ�� ��Ӧ��������Ϊ��
��Ӧ��������Ϊ�� ���ٶ�Ϊ
���ٶ�Ϊ  ��
��
��Ԫ��Ķ�������Ϊ��
 ��1��
��1��
 ��2��
��2��
�����Է���Ϊ��
 ��3��
��3��
Ӧ���ʵļ��η���Ϊ��
 ��4��
��4��
 ��5��
��5��
 ��6��
��6��
���� ��
��
���������Ա���ʱ����Ӧ�����ʺ�����Ӧ��֮�����˫�����Һ���ʽ�� Arrhenius ����������
 ��7��
��7��
ʽ�У�nΪӦ��ָ����QΪ�����ܣ�RΪ�������峣����A�ͦ� Ϊ�������صij������ȶ�������Բ���Ͳĺ��Ͳ����ʵ���ٶȲ��ٱ仯�����������������ԣ��Ͳ����ʵ�����ʵ��� �������ٶ�
�������ٶ� �����˱߽���������ʽ(3)��(4)��(5)�õ�
�����˱߽���������ʽ(3)��(4)��(5)�õ�


�ɴ˿���֪������ѹ�ȶ����Ͳ��ڲ�ͬ����������ʵ���ٶȷֲ����䣻Ȼ����ʽ��7����

����������������ʽ(1)��(2),(7)�ã�

����ʽ(6)�ã�
 (8)
(8)
����C1�dz���
��ʽ(8)���Կ���������Բ���Ͳ��ȶ�����������ʱ���Ͳľ����ʵ���ٶȷֲ������Եġ��������ڸ����Բ���˶����ڲ�ͬ�ľ�������ϣ���֤��ͬ�Ľ�����״��

ͼ2 �������������������ģ�߳����ٶȷֲ�
Fig. 2 Die outlet velocity distribution of ideal Self-bending extrusion forming of sheet profile
��ͼ2��ʾ��ģ�ߵij����ٶȷֲ������Եģ������Ͳ��ڲ������ʰ뾶Ϊ R���Ͳ��������ļ�ѹ�ٶ�ΪVinside���Ͳ��������ļ����ٶ�ΪVoutside���ͲĵĿ���Ϊd�����Գ����ٶȷֲ���б�ʼ�Ϊ��

��ͬʱ�Եã�

���Եã�
 (9)
(9)
ʽ (9)˵���Ͳĵ��������뾶�Ĵ�С���ܳ����ٶȵľ�ֵ���ٶȷֲ�б�ʵ�Ӱ�졣�����ٶȲ����ȳ̶���ͬʱ����ѹ��Խ�������ٶȵľ�ֵԽ���������뾶Խ��ѹ��һ��ʱ�������ٶȷֲ�б��ԽС���������뾶Խ����һ����ģ�߽ṹ�����£������ٶȾ�ֵ���ٶȷֲ��IJ������Դ�����Ϲ�ϵ����ѹ�ٶ�Խ��ѹ�ٶȵIJ�������Խ���ٶȷֲ���б��Խ�����ԣ����������ʰ뾶�Ĵ�С��Ҫ���������ۺϿ��ǡ�ͬʱ�����ٶȷֲ������Գ̶�Ӱ�������ľ��ȣ����Գ̶�Խ�ߣ��Ͳĵ���������Խ�ӽ���Բ����
2 �����������ѹ����ģ�������
2.1 �����������ѹģ����Ƽ�����Ԫģ�ͽ���
��ģ���Խ��� L80mm��t8mm(���� L ��ʾ���ȣ�t ��ʾ���)�İ��Ϊ�о�������ͼ3��ʾΪ�����������ѹģ�߽ṹ��ͼ3(a)��ʾΪģ�ߵ���ǻ�ṹͼ����������������һ����б�ǶȦ����������=9.6�㣬��ѹ�Ȧ�=20.7������ƫ�ú��t=5.5mm��խ�˿���d=20mm��ͼ3(b)��ʾΪ������ѹģ�ߣ������������뼷ѹģ����������ѹ���ε�����Ԫģ����ͼ4��ʾ�����м�ѹ�ˡ���ѹͲ�������塢��ѹģ����Ϊ���壬��������Ϊ�����壬���þ���������Ʒ����ڲ��Ͽ��ܷ�������ε������������ϸ�����ƣ�����ѡ��ֱ��Ϊ120 mm��AA6063���Ͻ���ģ�����Ԥ���¶�Ϊ480�棬AA6063���Ͻ��Ӧ��Ӧ�䱾����ϵ��������[15]�е�ʵ�����ݣ�������ģ����ü���Ħ��ģ�ͣ�Ħ����������Ϊ0.7�������빤��������ÿ���Ħ��ģ�ͣ�Ħ��������Ϊ0.3[15-19]�����強ѹ���ղ������1��ʾ��

ͼ3 �����������ѹģ�߽ṹͼ
Fig.3 Structure of self bending extrusion die for sheet profile
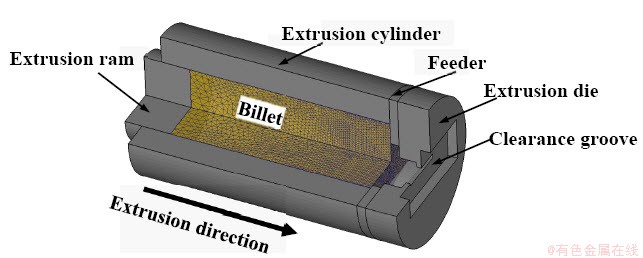
ͼ4 �����������ѹ��������Ԫģ��
Fig.4 Finite element model of self bending extrusion of sheet profile
��1 ��ѹ���ղ���
Table 1 Extrusion process parameters

2.2 �����������ѹ���̽�����������
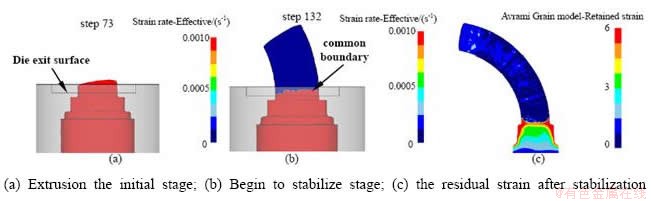
ͨ������Ԫ�������ͬ��ѹ�εĽ���������Ϊ��ͼ5��ʾ��������������ѹ���ι��̣��ڼ�ѹ�˵������£����ϱ�ѹ��ģ�ߣ���ʼ���ģǻ����ͼ5(a)��ʾ�����ڵ���ǻ���˽�������ڲ��죬���ڲ�������������µ���ǻ�ڲ����ʵ�������ٶȲ����ȣ�����������Ӧ��ģ�߳����ٶȽϴ����ڽ����ı���Э�����ã������İ��Ͳ����ٶ�����һ����Ȼ�������Σ���ͼ5(b)��ʾ�����ż�ѹ�г̵����ӣ�ģ�߳����ٶȷֲ��Ѵﵽ�ȶ�״̬���ͲĿ�ʼ�ȶ����������뼷ѹ�ȶ��Σ���ͼ5(c)~(d)��ʾ����������뾶Ϊ177.5mm��

ͼ5 ��ļ�ѹ���������ι���
Fig.5 Extrusion self bending process of sheet profile
��ͼ6��ʾΪ�����Ͳĵ��ٶȷֲ������߷ֲ����ȶ������������Ͳ����ٶȷֲ���ͼ6(a)��ʾ�����Կ���ģ�߳��ڴ����ٶȳʸ߶����Էֲ�����ϵõ��ٶȷֲ�б��K=0.129����ʽ(9)��R=165.9mm��������õ��������뾶������Ϊ6.54%��˵��Ԥ��ʽ(9)��Ϊ�ɿ��������ٶȵĸ߶����Էֲ���Ҫ��ģ�߽ṹ���£��ҽ����ı���Э����Ҳ�ܴٽ������ɲ������������ٶ����Էֲ������ã�����������ģ�߽ṹ����ƾ���һ���ġ���Ƶ��ԡ��������ȶ�����ϵ�������ͼ6(b)��ʾ�����Կ��������Ͳ��ϵ��������߽ӽ�ƽ�У����Ͳ����˲������߽��ܼ��������������������ȣ�˵���ͲĿ����ȶ�����Բ�����ͲĶ�û��Ť�����Σ��������Ͳ��ϵľ������ߵ�ͻ�����ƫ��࣬�ɴ˿�֪���������������������ڲ�ࡣ

ͼ6 �����Ͳĵ��ٶȷֲ������߷ֲ�
Fig.6 Velocity distribution and streamline distribution of extruded profiles
2.3 ������������������
ͼ7(a)~(b)��ͼ8Ϊ��ͬ�Ͳļ���ʱ�̵�Ӧ��������ͼ��������Ӧ����Ϊ0.001/sΪ���ж��Ƿ������Ա��Σ�������������������������εĻ�����
��ѹ����������������ѹģ�߽ṹ���ص㣬�Ͳļ����ٶȷֲ������ȣ��Ͳĸռ��������ڲ�����Ӧ�����÷���Э�����Σ���״���ٶ���Խ�Сһ����������ͼ7(a)��ʾ�����������Ͳ��ڷ���Э�����Σ��ڱ��ι������ڲ�����Ӧ��Ҳ��֮�����������ͲIJ��ϼ������������Σ���ͼ8(a)~(c)��ʾ������һ��ʱ����Ͳĵ���Ӧ�������������Է������б��Σ��ͲĽ����ٶȲ��ٷ����仯���˶��ͲIJ��ٷ����ڲ�������Э�����Σ�Э��������Ѹ��������ģ�߳��ں�һ�ξ��룬��ͼ7(b)��ʾ����ѹ�����ȶ��Σ��˺��Ͳļ��������ɺ���Ľ����ƶ�ǰ�棬��������ƽ�ƣ���ͼ7(c)��ʾΪAvramiģ�����õ��ļ�ѹ������Ӧ���������ͼ�����������Ӧ���Բ���Ӧ������ʽ������ǰ���Ͳ��С�
ͼ7 ��ѹ�IJ�ͬ�������Ӧ��
Fig. 7 Different stages of extrusion and residual strain
��ģ�߳��ڴ��������ٵIJ������Բ�������Ӧ�����Է���Э�����Σ���ǰ���ѱ�������Ͳ��ֲ��ٷ������Ա��Σ�ֻ�������ƶ������ԣ���ģ�߳����벻���ζ��Ͳ�֮�����һ����������DZ������Ľ��磬��ģ�߳��ڵ��˽��紦Ϊ����Э�������˽���ǰ��Ϊ�����ƶ�������ͼ7(b)��ʾ���˽��������ģ�߳��ڼ�����һС�ξ����ϣ��漷ѹ�Ľ��У�Э����������������ȶ�����DZ������Ľ������ڼ�ѹ�����в�����С���Ͳĵļ�����Ϊ�ȶ�����ͼ8(d)~(f)��ʾ��
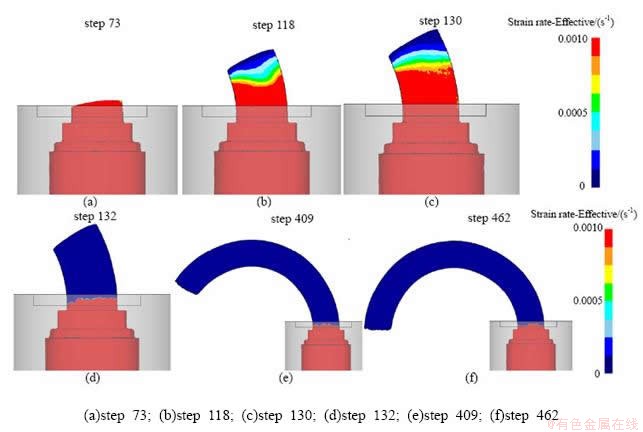
ͼ8 ���������������ѹ���ι���
Fig. 8 The process of self bending extrusion of sheet profile
3 ��������ѹģ�߽ṹ�Ż����
3.1 �������������������
����������ѹģ�ߵ���ƣ������ڶ��Է������յĿ����ԣ�ͨ��ָ���Ͳ������뾶�������������������ѹģ�߽ṹ���о����٣����Ľ��Ż��㷨Ӧ������������ѹ���εĹ����Ż���ƣ�ͨ��ָ���Ͳ������뾶���������е���ѧģ�ͣ��Ż�ģ�߽ṹ������
ʽ(9)�Ѿ������������뾶������ٶȷֲ������Ĺ�ϵ��������Ԥ��Ч��Ҳ��Ϊ�ɿ������ԣ�ʽ(9)������Ϊ������ģ����Ƶ�Ŀ�꺯������ʽ(9)�Ͱ�����������λ�����֪��ֻ���ɼ�ѹ�ȶ�ʱ�ij����ٶȷֲ�������Ԥ���Ͳĵ����������ʰ뾶������ѹ�������ֵģ���㷨�У������������������⼷ѹ��̬���̣���������Ч�ʱ�����Ԫ���������3��[20-22]�����ԣ���ģ���Ż�����п��Բ������������������ֵģ��[23]���ٽ�һ��ͨ��ʽ(9)����Ԥ�⣬���������з����ڡ�
��2 �Ż�������ȡֵ��Χ
Table 2 Optimized variables and value range

�����������뾶1900mm�İ��Ϊ�Ż�Ŀ�꣬�����Ӧ��ģ�ͣ���ģ�߽ṹ�뼷ѹ�ٶȵ��Ż���ƣ���ȡģ�߽ṹ���Ӧ���d�뼷ѹ�ٶ�v��Ϊ�Ż�����������ģ�߳ߴ簴ͼ3��ƣ�������ѡ������ȡֵ��Χ���2��ʾ��ͨ����������������������[24-25]���õ�20��ģ�����鷽�������㼷ѹ��̬���̣��õ����������µķ����������3��ʾ������ģ�߳��ڴ������ļ����ٶȷֲ���ͼ9��ʾ��
��3 ģ����������
Table 3 simulation test results


ͼ9 �����������ģ�߳����ٶȷֲ�
Fig. 9 Velocity distribution ofextrusiondie exit in sampling test
3.2 ��Ӧ��������Ⱥ�㷨�Ż�
ѡ�������Ӧ���淽����Ԥ�ⲻͬ��Ʊ�������µ���Ӧֵ��������С���˷����в�����ϣ��ɱ�3�ķ����������ݵõ�����Ӧ�溯��Ϊ
 (10)
(10)
����ģ�͵ľ���ϵ����Ϊ��

ʽ�У� Ϊ��Ӧ��ģ�͵�Ԥ��ֵ��
Ϊ��Ӧ��ģ�͵�Ԥ��ֵ�� Ϊ��3�е������뾶ֵ��
Ϊ��3�е������뾶ֵ�� Ϊ��3�е������뾶ֵ��ƽ��ֵ������ϵ���µĴ�С�ܷ�Ӧ��Ӧ��ģ�Ͷ�����۲�ֵ����ϳ̶ȣ��µ�ȡֵ��ΧΪ[0��1]���µ�ֵԽ�ӽ�1��˵����Ӧ��ģ�͵���ϳ̶�Խ�á�������ģ�;���ϵ����=0.95��˵������Ӧ��ģ�;��нϺõ�Ԥ��Ч����������Ԥ�����Ż���
Ϊ��3�е������뾶ֵ��ƽ��ֵ������ϵ���µĴ�С�ܷ�Ӧ��Ӧ��ģ�Ͷ�����۲�ֵ����ϳ̶ȣ��µ�ȡֵ��ΧΪ[0��1]���µ�ֵԽ�ӽ�1��˵����Ӧ��ģ�͵���ϳ̶�Խ�á�������ģ�;���ϵ����=0.95��˵������Ӧ��ģ�;��нϺõ�Ԥ��Ч����������Ԥ�����Ż���

ͼ10 �������������뾶����Ӧ��
Fig. 10 Response surface of variable and sheet bending radius
��������������뾶��Ӧ��ģ�͵���ά����ͼ����ͼ10��ʾ����ͼ10(a)��֪����ĵ������뾶��խ�˿���d�������������������б�Ǧ����������С��������Ϊխ�˿���d�ļ�С��������б�Ǧ����������������������IJ������ԣ����¼����ٶȷֲ��ݶȴ�������������С����ͼ10(b)��֪����խ�˿���d�ϴ�ʱ����������뾶R�漷ѹ�ٶ�v�����������խ�˿���d��Сʱ����ѹ�ٶ�v��������뾶R������Ӱ�죬��Ȼ����խ�˿���d���С���������IJ������ԣ�ʹ�����뾶������ѹ�ٶȵ������ֻ�����������������IJ������ԣ�ͬʱ��ʽ(9)��֪��ƽ�������ٶȵĴ�СҲ���Ͳĵ��������뾶��Ӱ�죬���ԣ��������ص�����þ����˰�������뾶�Ĵ�С��
��������Ⱥ�Ż��㷨[26]������������Ӧ��ģ�ͽ��п���Ѱ�ţ�����ĵ�Ŀ�������뾶Ϊ1900mmʱ����������뾶�ݲΧ��Ϊ(1900,1905)������Լ�������Է�������ʽ�ӵ�Ŀ�꺯�����棬ʹ���Ž�����(1900,1905)�����ڡ������Ż����������ó�ʼ��Ⱥ������Ϊ30����ѧϰ����Ϊ1.2������������Ϊ200�Ρ�����������������Ӧ��ֵ֮��Ĺ�ϵ��ͼ11��ʾ������67�κ����Ӵﵽ���λ�á��õ����Ų������Ϊ������б�Ǧ�=5.02�㣬խ�˿���d=30.55mm����ѹ�ٶ�v=3.69mm/s�����Ž�ΪR=1900mm��

ͼ11 �Ż���������
Fig. 11 Optimize iteration curve
3.3��ģʵ���������֯�۲�
���Ż�֮���ģ�߽ṹ�뼷ѹ�ٶȵ����Ų�����ϣ������������ѹģ�ߣ������мӹ���ģ�����ù�ҵ����ѹģ����ͼ12��ʾ����ѹ�����IJ�����ߴ硢��ѹ�¶Ȳ��ձ�1�г�����ֵ��������Ԥ��3Сʱ����1000 T������ѹ�����м�ѹ��ģʵ�飬��ͼ13��ʾ�����Կ����ڼ�ѹ�����ȶ������İ���ܹ������ȶ������������Σ��õ���ĵ��������ʰ뾶Ϊ2071mm������Ӧ��ģ�͵�Ԥ��ֵ���8.25%��˵������Ӧ��Ԥ��ģ�ͽ�Ϊ�ɿ���
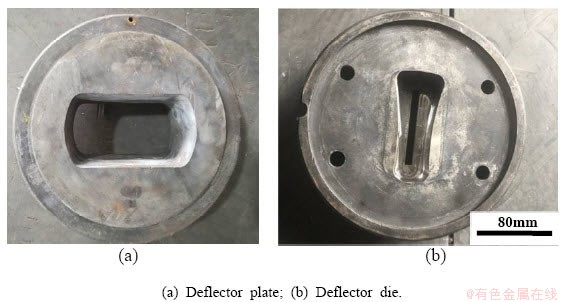
ͼ12 �����������ѹʵ��ģ��
Fig. 12 Experimental die for sheet profileself bending extrusion
�Լ������������Ŀ��������������н�����֯�۲죬���õ����ͬʱ���ӳ������ķ�������ҺΪ15%�ĸ���������ˮ�Ҵ��Ļ����Һ�������Ϊ10 ml:50 ml��ֱ����ѹΪ5 V����ʱ��Ϊ1 min������ IE200M ��ѧ������������֯�۲죬����ƽ�����߷����ӳ���������������������ƽ�������ߴ�s(s=1.74y��yΪ���߳���)[11]��ֱ�ӵõ���ͼ14��ʾ�Ľ�����֯����ͼ14��֪�����������Ϊ���ᾧ��֯������ľ�����СΪ85��m���ң��ڲ��ľ�����СΪ75��m���ң����Կ���������֯�ߴ���ƫ������������ڼ�ѹ�¶ȹ��ߺ�δ��ʱ��ȴ��ԭ������ɵġ�

ͼ13 ��ҵ����ѹ�����õ�������ġ�
Fig.13 Bending profile obtained by industrial grade extrusion experiment.

ͼ14 �������������֯
Fig.14 Metallographic structure of inner and outer sides of sheet profile
4 ����
1) �����Ͳ���������ѹ���ι��գ������Ͳĵ������뾶������ٶȴ���һһ��Ӧ�Ĺ�ϵ��ͨ������������ѧ�����Ƶ������������������Ͳĵ����ʰ뾶�뼷���ٶȷֲ��ĺ�����ϵ������
2) ͨ���������ε���ǻ�ṹ�������һ�ְ����������ѹ���ι��գ��õ��������������εİ�ģ��Ͳĸռ���ʱ�����������Ͳ��ڷ���Э�����Σ���ѹ�ȶ���Э��������Ѹ��������ģ�߳��ں�һ�ξ��룬�ͲĴֲ��ٷ������Ա��Σ���������DZ������Ľ�����ģ�߳��ں�һС�ξ����ϣ����漷ѹ�Ľ��н��������в������Ҽ������Ͳĸ�������Ӧ����
3) ����������ʽ��Ŀ�꺯���������Ӧ��ģ��������Ⱥ�㷨���������Ͳ���������ѹ���ε��Ż���ƣ�ͨ����ҵ����ѹʵ�飬�õ���������ģ�����ڼ��������ȶ��������������Ͳ���֯���ȣ�Ϊ������ģ�ߵ��з�����ṩ�����뼼���ο���
REFERENCES
[1] ��־��,������.�������������������̹����о���״���չ[J].�й���ɫ����ѧ��,2014,24(08):2003-2012.
LIU Zhi-wen LI Luo-xing.Review of bending short process for lightweight component[J]. Transactions of Nonferrous Metals Society of China,2014,24(08):2003-2012.
[2] ZHAI R X, DING X H, YU S M, WANG C G,Stretch bending and springback of profile in the loading method of prebending and tension[J].International Journal of Mechanical Sciences,2018,144:746-764.
[3] ����,������,���Ƕ�,��־��.�ѺϽ�����о�ṹ��������[J].�й���ɫ����ѧ��,2018,28(03):457-464.
ZHANG Mi, WANG Xiao-dong, SU Ya-dong, GUAN Zhi-dong.Bending behavior of titanium truss core sandwich structure[J]. Transactions of Nonferrous Metals Society of China,2018,28(03):457-464.
[4] �����,��ѩ��,������,������,��ˬ,����.����С�����뾶��ͷ������ֱ����������Ĺ�����Ʒ���[J].�й���е����,2017,28(03):353-358.
CHEN Qing-gen, XU Xue-feng, MA Yuan-yuan, LI Ling-ling, ZHAO Shuang, XU Long. Tube Design Method with Small Bend Radius in Elbow Forming Using Reverse Push Straight and Forward Forming Simulation[J].China Mechanicalengineering,2017,28(03):353-358.
[5] ��Ӣϼ,������,���,�ƽ.ѹ���H96���ι�������λص��������ε�����[J].�й���ɫ����ѧ��,2014,24(01):104-114.
ZHU Ying-xia, LIU Yu-li, YANG He, LI Hai-ping.Impact of pressure die on springback and section deformation of rotary-draw bending of rectangular H96 tube [J]. Transactions of Nonferrous Metals Society of China,2014,24(01):104-114.
[6] YANG H, LI H, ZHANG Z Y, ZHANG M, LIU J, LI G J. Advances and Trends on Tube Bending Forming Technologies[J]. Chinese Journal of Aeronautics, 2012, 25(1): 1-12.
[7] ����,������,���Ƕ�,��־��.�ѺϽ�����о�ṹ��������[J].�й���ɫ����ѧ��,2018,28(03):457-464.
ZHANG Mi, WANG Xiao-dong, SU Ya-dong, GUAN Zhi-dong. Bending behavior of titanium truss core sandwich structure[J].The Chinese Journal of Nonferrous Metals,2018,28(03):457-464.
[8] KLEINER M,ARENDES D.The manufacture of non-linear aluminum sections applying a combination of extrusion andcurving[J].Advanced Technology of Plasticity,1996,(2):971-983.
[9] KLAUS B. M��LLER. Bending of Extruded Profiles during Extrusion Process[J]. International Journal of Machine Tools and Manufacture, 2006, 46(11): 1238-1242.
[10] SHIRAISHI M, NIKAWA M, GOTO Y. An investigation of the curvature of bars and tubes extruded through inclined dies[J]. International Journal of Machine Tools and Manufacture, 2003, 43(15):1571-1578.
[11] CHEN FK, CHUANG WC, SHAN T. Finite element analysis of multi-hole extrusion of aluminium alloy tubes[J]. Journal of materials processing technology. 2008, 201:150-155.
[12] ʯ�ڣ�����ԣ��γ��������У�����������. ��̬�������Ʒ�����þ�Ͻ���ά�����ܼ�[J]. ���Ͽ�ѧ�빤��, 2016, (6): 8-13.
SHI Lei, XU Guo-hui, REN Chang, JIN Wen-zhong, WANG Yu-jiang, WANG Li-jian. Three dimensional magnesium alloy bent pipe produced by dynamic flow control extrusion[J].Materials Science and Technology,2016, (6): 8-13.
[13] ʯ��,�ľŰ�,Ҧ��,�ؿ���,����ΰ,�ι�.�ѺϽ���ܶ�̬�������Ʒ���ѹ���ε�ģ����ʵ���о�[J].�й���ɫ����ѧ��,2019,29(02):380-387.
SHI Lei, WEN Jiu-ba, YAO Huai, HE Jun-guang, WU Wu-wei, LIAO Gui-hua.Numerical simulation and experimental study of titanium alloy bending tube extruded by dynamic flow control technique[J]. 2019,29(02):380-387.
[14] ZHOU W B, LIN J G, TREVOR A. DEAN, WANG L L. Feasibility studies of a novel extrusion process for curved profiles: Experimentation and modelling[J]. International Journal of Machine Tools and Manufacture,2018, 126: 27�C43.
[15] YU J Q, ZHAO G Q, CHEN L. Analysis of longitudinal weld seam defects and investigation of solid- state bonding criteria in porthole die extrusion process of aluminum alloy profiles [J]. Journal of Materials processing Technology, 2016, 237: 31-47.
[16] JIE Y I, WANG Z H, LIU Z W, ZHANG J M,HE X. FE analysis of extrusion defect and optimization of metal flow in porthole die for complex hollow aluminiumprofile[J]. The Chinese Journal of Nonferrous Metals, 2018, 28: 2094-2101.
[17] �ƶ��У���£���־����л����. ���ιܷ���ģ˫��ѹ�����н�����������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(3):488-495.
HUANG Dong-nan, LI Jing-yuan, ZHANG Zhi-hao, XIE Jian-xin. Metal flowing behaviors during diplopore extrusion of square tube with porthole die[J]. The Chinese Journal of Nonferrous Metals,2010, 20(3):488-495.
[18] ����Ϫ,����,����,�ƴ���,����.���͵�ͨ������ת�����ͼ�ѹ����ģ����ʵ����֤[J].�й���ɫ����ѧ��,2018,28(11):2281-2287.
WANG Xiao-xi, ZHANG Xiang,JIN Xu-chen, HUANG Chuan-hui, HE Min. Simulation and experimental validations of novel process entitled equal channel angular expansion extrusion with spherical cavity[J].The Chinese Journal of Nonferrous Metals,2018,28(11):2281-2287.
[19] ����Ϫ,����,����,����,���Դ.��ҵ������ͨ������ת�Ǽ�ѹ��ֵģ����ʵ���о�[J].�й���ɫ����ѧ��,2019,29(07):1360-1366.
WANG Xiao-xi, ZHANG Xiang, ZHANG Lei, JIN Xu-chen, HAN Hao-yuan.Numerical simulation and experimental investigation of commercially pure aluminum during equal channel angular extrusion with spherical cavity[J].The Chinese Journal of Nonferrous Metals, 2019,29(07):1360-1366.
[20] LI X R, FANG W L, TANG D, QIAO Y,SUN Y L,LI D Y. Numerical simulation on hot extrusion forming of aluminum alloy micro-multiport profile[J]. Journal of Plasticity Engineering, 2017, 24(5):1-6 and 31.
[21] BRESSAN J D , MARTINS M M , BUTTON S T. Analysis of Aluminium Hot Extrusion by Finite Volume Method[J]. Materials Today Proceedings, 2015, 2(10):4740-4747.
[22] ����,Ǯ����,��С��,�ɹ���,�Тǫ.6061���Ͻ�ƾ�ɢ�ȵ���о�ἷѹ�����о�[J].��ѹ����,2020,45(01):125-130.
ZHANG Xia, QIAN Jin-hao,GONG Xiao-tao, CHENG Guo-fa,YU Xiao-qian. Research on extrusion forming of 6061 aluminum alloy spindle for lamp cooling holder[J]. Forging and Stamping Technology,2020,45(01):125-130.
[23] MARTINSM, BRESSANJ, BANDINIC.Validation of Finite Volume Method by hot extrusion analysis of aluminium alloy[J],Materials today: proceedings,2019,10:234.
[24] FANG WL, TANG D, WANG H M, LI D Y, PENG YH,Optimization of die design for thin-walled flat multi-port tube with the aid of finite element simulation[J].Journal of Materials Processing Technology,2019,116418.
[25] KEVIN B, PAMELA B, DIANE D, BEVAN T,Populations of Models, Experimental Designs and Coverage of Parameter Space by Latin Hypercube and Orthogonal Sampling[J].Procedia Computer Science,2015(51):1762-1771.
[26] ������,�����,������.��������Ⱥ�Ż��㷨��ANFIS�Ŀ���Ʒλ��ֵ[J].�й���ɫ����ѧ��,2019,29(01):194-202.
REN Zhu-liWANG Li-guanJIA Ming-tao.Grade interpolation of orebody based on particle swarm optimization algorithm and ANFIS [J].The Chinese Journal of Nonferrous Metals,2019,29(01):194-202.
The Forming Mechanism of Extrusion Self Bendingof Aluminum Alloy Sheet Profile and Optimum Design of Die
MIN Fan-lei��ZHU Guang-ming, GAO Xu-jie��YUE Bo-wen��LIU Hui-ping��GUO Na-na��ZHAI Xiao-qing
(School of Mechanical Engineering, Shandong University of Technology, Zibo 255000��China)
Abstract:Based on the theory of continuum mechanics, the relationship between the exit velocity distribution and the radius of curvature of the plate during the ideal self-bending process is obtained. A new process for the self-bending extrusion of aluminum alloy plates is proposed. By designing the structure of special-shaped guide cavity, the uneven flow of metal in the die cavity is produced, so the curved profile is directly extruded; By using numerical simulation, the self bending deformation mechanism, metal flow characteristics and distribution of residual strain in the process of sheet profile extrusion are analyzed. The response surface prediction model of each variable to the radius of curvature of extrusion self bending is established by using the Latin hypercube sampling method and the finite volume method. Under the condition of a specified bending radius of 1900 mm, an objective function optimization model with a penalty function was established. The algorithm obtains the optimal cavity structure and process parameters, and conducts trial experiments. The experimental results show that the self-bending sheet extrusion is stable, the measured radius of curvature is 2071 mm, the grain size inside and outside of the curved sheet is uniform.
Key words:Aluminum alloy bending sheet profile; self bending forming; relation derivation; mechanism analysis; optimal design
Foundation item:Project(ZR2017MEE036) supported by Natural Science Foundation of ShandongProvince; Project(ZR2017BEM003) supported byPh.D. Programs Foundation of Natural Science Foundation of Shandong Province;Project (2017ZBXC205) supported by Zibo City School City Integration Development
Received date: 2019-00-00; Accepted date: 2019-00-00
Corresponding author:ZHU Guang-ming��1976������Tel: 13853329826; E-mail: zgm@sdut.edu.cn
������Ŀ��ɽ��ʡ��Ȼ��ѧ����ZR2017MEE036����ɽ��ʡ��Ȼ��ѧ����ʿ����ZR2017BEM003�����Ͳ���У���ںϷ�չ�ƻ���Ŀ��2017ZBXC205��
�ո����ڣ�20**-**-**�������ڣ�20**-**-**
ͨѶ���ߣ��������1976�������У����ڣ���ʿ���绰��13853329826��E-mail: zgm@sdut.edu.cn
[1] ��־��,������.�������������������̹����о���״���չ[J].�й���ɫ����ѧ��,2014,24(08):2003-2012.
[3] ����,������,���Ƕ�,��־��.�ѺϽ�����о�ṹ��������[J].�й���ɫ����ѧ��,2018,28(03):457-464.
[5] ��Ӣϼ,������,���,�ƽ.ѹ���H96���ι�������λص��������ε�����[J].�й���ɫ����ѧ��,2014,24(01):104-114.
[7] ����,������,���Ƕ�,��־��.�ѺϽ�����о�ṹ��������[J].�й���ɫ����ѧ��,2018,28(03):457-464.
[22] ����,Ǯ����,��С��,�ɹ���,�Тǫ.6061���Ͻ�ƾ�ɢ�ȵ���о�ἷѹ�����о�[J].��ѹ����,2020,45(01):125-130.
[26] ������,�����,������.��������Ⱥ�Ż��㷨��ANFIS�Ŀ���Ʒλ��ֵ[J].�й���ɫ����ѧ��,2019,29(01):194-202.
