
DOI: 10.11817/j.ysxb.1004.0609.2020-36420
��-þ���ֺϽ��ij������ӹ���
������1, 2�����ٽ�1, 2���� ��1, 2��������1, 2
(1. ��ɽ��ѧ ��е����ѧԺ���ػʵ� 066004��
2. ��ɽ��ѧ �ӱ�ʡ���ʽṹװ��������Ʊ����ռ����������ģ��ػʵ� 066004)
ժ Ҫ��
��6061���Ͻ��AZ31Bþ�Ͻ���Ϊ�о������õ�һ������չ����-þ���ֺϽ��ij�����������(��Ƶ��Ϊ20 kHz)���Ժ��Ӳ���(����ѹ���������ʱ�䡢�������)Ϊ��������չ��������ѧ���ܲ��Ժͺ�����������ò�۲⡣���������������ѹ��С��0.3 MPaʱ�������Ӵ���֮��Ħ��������Ѹ�����ɣ������γ���Ч���㣻���Ժ�������ͺ���ʱ��Ϊ���������ĺ��������У����������Ϊ8 ��m������ʱ��Ϊ0.75 sʱ��������ѧ������ѣ�����������������һ�����ӣ����º�������������ɺ�����ѧ�����½���������ȶԺ��ӽ�ͷ��ѧ����Ӱ������뺸��ѹ���������ʱ�����һ�£��ں������Ϊ0.3 mmʱ�ﵽ��Ѻ���Ч��������������С����������Ч���ӵ��γɣ���ά��Ӳ�Ȳ����з��ֺ���Ӳ�ȳ�������������ɢʽ��ɢ��Ӳ�ȷֲ����ɣ����ź���ѹ�������ӣ�������������ò���ֲ�ͬ�������������ֲ���������ʱ����Ч���ﵽ��ѡ�
�ؼ��ʣ�
��Ͻ�������������������ѧ����������ò��
���±�ţ�1004-0609(2020)-12-2789-09���� ��ͼ����ţ�TG456���� ���ױ�־�룺A
����þ���ѵ���Ͻ�Ŀ�������������������[1]�Ĵ��µõ��˼���ķ�չ����Ӧ������þ���ѵ���Ͻ����������о�Ҳ�õ��˿��ٷ�չ��������Ͻӹ��վ����ڶ�ѧ�߹�ע����Ҫ����֮һ��Ŀǰ�������ĺ��ӷ��������绡�������躸��Ħ������ǥ�������⺸����Ƶ���ȣ�������������þ���ѵ���Ͻ�ĺ������ܲ�����ʸߡ����Ⱥ����������������ص㣬ʹ����Ͻ�ĺ��ӹ��ճ�Ϊ�谭��Ͻ�Ӧ�õ�����[2]���������Ӽ������������ִ��³��ֵġ������ڶ�ѧ�������о�[3-5]��֤ʵ�������ӹ��յĿ����Ժͺ��Ӽ����ܵĿɿ��ԡ�
�����������Ӽ�����ͨ���ԺϽ����ʩ�Ӵ�ֱ�����ѹ���Լ�ˮƽ����ĸ�Ƶ���Ӷ�ʹ�ú��Ӽ�����¶�Ѹ�������γ��ι̵ĺ��ӽ�ͷ��ʵ�ֲ��ϵĹ�������[6]���������Ӽ�������ͻ������[7-8]�����ȣ����Ӽ���������࣬��Χ�㷺���ɺ�����ǿ����ͭ�����������ϵĺ��ӣ��ڶ����������Ӽ����Բ��ϱ���Ĵֲڶ��Լ����ϵ����̶�Ҫ���ϸ���Ҫ�Բ��ϱ�������༰����Ĥȥ�����������ӷ��㡢��ݣ��������������ӹ����¶ȱ仯��������۵��50%��������Ϸ������ر��λ����ڣ����ģ������������ڶ̣����ӽ�ͷ�������õ���ѧ���ܣ��Ժ�����Χ��������˽�С�����Ź��ʳ��������ķ�չ���Լ�������������Ҫ�������Ӽ�������Խ��Խ��Խ���ԡ�
���ڸ��ֲ����������Ʋ�ͬ���������ʹ�ÿɻ�ø����õIJ����������ƣ���˸��ϲ��ϵ����Ƶõ��˹㷺��ע[9]�����ø��������ʲ��ϣ�������㲿�����ܡ�ʵ��װ������������Ч;��֮һ[10]�������ƺϽ��ļ��ܲġ�þ�ƺϽ��ļ��ܲĺ��������ֽ�����ǽ�����ɵĸ��ϲ���[11]�����������ʲ���������þ���ϲ�Ϊ������þ�Ͻ��������ᣬ��ǿ�ȸ��ߣ��߱���Խ��������������������ܣ������Ա���þ�Ͻ�AZ31BΪ�����������Ͻ�ʴ�Ը��á��۸������Ӧ�ù㷺���Ծ����ȴ���Ԥ���칤�պ�����Ͻ�6061Ϊ������Ϊ��ʹ��þ�Ͻ���������Ƴ�ֻ�����ƽ����ϵ����ܣ���þ���ϲ��ϵĹ����õ��㷺�о��뿪��������Ϊ21�������з�չDZ���ķ�����������֮һ��
�������ӹ����У���������ǿ�ȡ�������ǿ���Լ���������Ӳ���Ǽ��麸������Ч������Ҫ��ѧ����ָ�ꡣ����������6061���Ͻ����AZ31Bþ�Ͻ��Ϊ�о�����չ����-þ���ֺϽ��ij����������飻�����ú����Ŀ�������ǿ�ȡ�������ǿ�Ȳ��������Լ�Ӳ�Ȳ�������̽����ͬ���Ӳ������ں������ܵ�Ӱ�죻���ͨ���۲ⲻͬѹ�������º�����������ò����һ��̽���������ӳ��λ�����
1 ��-þ���ֺϽ�䳬���������鼰��ѧ���ܲ���
1.1 ������������
���ֺϽ������������ڳ����������㺸������ɣ�����Ҫ��������������䡢��������ϵͳ�Լ�������ɡ����������ͨ�����ӻ��������������ã���������ѹ����������Լ�ʱ�����Ҫ���Ӳ���������װ����ͼ1��ʾ������ʽ���г�����������֮ǰ����Ҫ�Ժ��ӹ���ͷ��������У�˴����������ǽ�һ�Ÿ�дֽ�������Ű�ֽ�м䣬���ڹ���̨�ϣ�ͨ����������ʹ���ӹ���ͷ��ѹ���۲��ֽ���Ƿ�������ɫ�������ȵ�ѹ�ۣ��������ȣ��Ժ��ӹ���ͷ������������ֱ����ֽ�ϵ�ѹ����������Ϊֹ��

ͼ1 ������������װ��
Fig. 1 Ultrasonic welding test equipment
����������õ�һ���������ڹ̶��������Ӳ��������£����в�ͬ�������������ѹ��������ʱ�䡢���Ϻ�ȵij����������顣̽����ͬ���ղ��������ֺϽ�Ч����Ӱ�졣
1.2 ��������ǿ����ѧ���ܲ�������
��������ǿ�Ȳ��������ú�����ӷ�ʽΪ���·����ӣ�������ӷ�ʽ��ͼ2��ʾ��
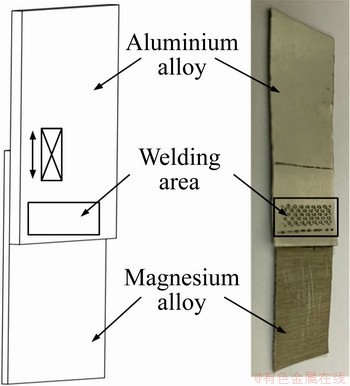
ͼ2 ��������ǿ�Ȳ����ú���
Fig. 2 Testing tensile shear strength of welds
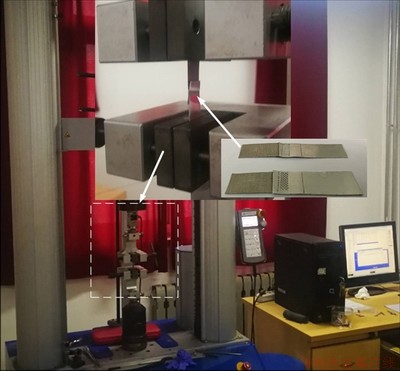
ͼ3 ������������ǿ�Ȳ���
Fig. 3 Testing tensile shear strength of welds
��������ǿ����ѧ���ܲ����ڵ�������������Ͻ��У��亸���Ŀ�������ǿ�Ȳ�������װ����ͼ3��ʾ��
Ϊ��֤ʵ�����ݵ�ȷ�ԣ�ȡÿ�ֺ��Ӳ����µ�3~4����������������ԣ�����ʽ(1)���㺸����������ǿ�ȣ�������õ���ӽ����������ݽ���ƽ��ֵ���㡣
 (1)
(1)
ʽ�У�QΪ���ӽ�ͷ��������غ�ֵ(N)��SΪ���ӽ�ͷ����Ч���(mm2)�� Ϊ����ǿ��(MPa)��
Ϊ����ǿ��(MPa)��
1.3 ������ǿ����ѧ���ܲ�������
������ǿ�Ȳ��������ú�����ӷ�ʽΪ����ͬ��ƽ�д�ӣ�������ӷ�ʽ��ͼ4��ʾ��
������ǿ�Ȳ�������ͬ���ڵ��������������������ɡ�������������ǰ����Ҫ�����������غ��ӽ�ͷ����ֱ����90����ͼ5��ʾ��ÿ��������ȡ����Լ�����ʱ������غɣ�������ƽ��ֵ���㣬ͨ��ʽ(2)�����㺸�ӽ�ͷ�Ŀ�����ǿ�ȡ�
 (2)
(2)
ʽ�У�FΪ���ӽ�ͷ�ڶ���ʱ������غ�ֵ(N)��BΪ��Ч�����߳���(mm)�� Ϊ����ǿ��(N/mm)��
Ϊ����ǿ��(N/mm)��
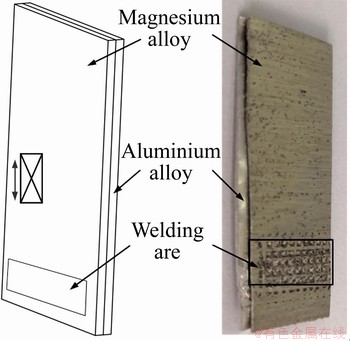
ͼ4 ������ǿ�Ȳ����ú���
Fig. 4 Weld for peel strength test
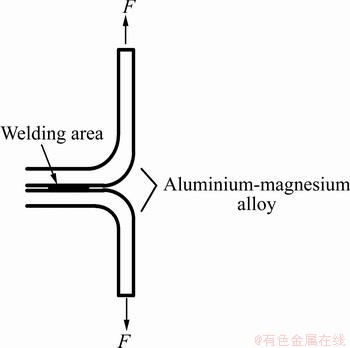
ͼ5 ����ǿ�Ȳ���ʾ��ͼ
Fig. 5 Schematic diagram of peel strength test
1.4 ���ֺϽ�Ӳ�Ȳ��Խ�������
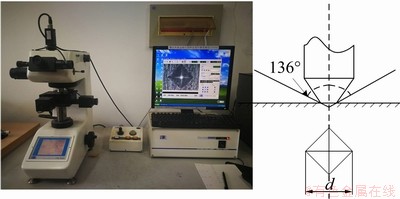
�������Ͻ��þ�Ͻ��Ϊ�������Խ����IJ��ϣ�����������γɶ�þ�Ͻ�������Ͻ�Ӳ�ȱ�Ȼ����Ӱ�졣Ϊ��̽����ͬ�����Գ������ӽ�ͷӲ�ȵ�Ӱ����ɣ��ֱ�Բ�ͬ�����µĺ���������Ӳ�Ȳ��ԡ�����װ����ͼ6��ʾ�����Ƚ���������ƽ��������̨�ϣ�ͨ��λ�õĵ���ʹʩѹװ�ö������εĽ��ʯѹͷ(����Ϊ136��)��ѹ������������γ�һ��ѹ�ۣ���ѹһ��ʱ����Զ�ж�ء�ͨ����λ����ʾѹ��ͼ�β����Խ��ߵij��ȣ���ֵ����ʽ(3)�����㲻ͬ�����²��ϲ�ͬλ�õ�Ӳ��ֵ��
 (3)
(3)
ʽ�У�HVΪ���ϵ�ά��Ӳ��ֵ��FΪ������(N)��dΪ��ѹ�۶Խ��߳��ȵ�ƽ��ֵ(mm)��
����ͨ����ͬ�ֺϽ�ͬѹ�������º��Ӽ��IJ�ͬλ�ý�����Ӳ�Ȳ�������Ҫ��Ϊ���������������λ�á���������ı�Ե��λ���Լ��Ǻ����������Χ��λ�ã���ͼ7��ʾ��Ϊ��֤ȷ�ԣ���ÿ��λ��������ж��ȡֵ�����������ƽ��ֵ�ļ��㡣
ͼ6 ά��Ӳ�Ȳ���
Fig. 6 Vickers hardness test
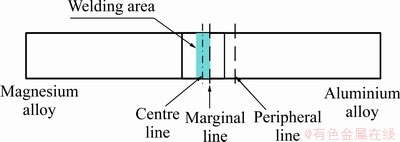
ͼ7 ά��Ӳ�Ȳɵ�ͼ
Fig. 7 Vickers hardness point chart
2 ���Ӳ�������-þ���ֺϽ���������ѧ����Ӱ����������
2.1 ��������Կ�������ǿ�ȼ�������ǿ��Ӱ�켰����
�������ֺϽ�ĺ������鷽�����г����������飬��������ѧ���ܲ������顣�ں�����Ⱦ�Ϊ0.3 mm������ʱ��Ϊ0.5 s������ѹ��Ϊ0.4 MPa�������£���������ֱ��趨Ϊ6��8��10��12 ��m��ò�ͬ��������º�����������ǿ�ȺͿ�����ǿ�ȱ仯������ͼ8��ʾ��
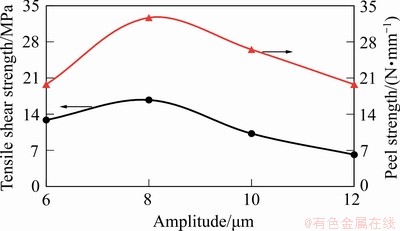
ͼ8 ��������Ժ��ӽ�ͷ��ѧ����Ӱ������
Fig. 8 Influence curves of welding amplitude on mechanical properties of welded joint
��ͼ8��֪���ڲ�ͬ������������£��溸��������������Ǻ�����������ǿ�Ȼ��ǿ�����ǿ�Ⱦ�����ǿ�ȷ�ֵ�㣬�ڱ�����������ǿ�ȷ�ֵ����������8 ��m�������δ�ﵽ8 ��m֮ǰ��������ǿ�ȺͿ�����ǿ�����������������������8 ��m֮��������ǿ�ȺͿ�����ǿ��������������С��
�������������ѧ���ܵ�Ӱ����Ҫ�����ڸı������Ӱ������ڲ�����������λ���ڵ��������������������������������������������ݱ�[12]�����²���������ߣ�����Ȯ�������Ļ�еǶ�ϵĺ���������γɡ��������������һ��������ڲ�λ���������أ����²������Խ��ͣ�����Ч������[13]��������Ч������γɣ���һ���棬�������ӹ�������������������ȣ��������ʩ����ζ�Ÿ����������룬���ϸߵ��������ں��ӽ�ͷ��������ȱ��[14]�����º��ӽ�ͷ��ѧ���ܷ�������ǿ�����������
2.2 ����ѹ���Կ�������ǿ�ȼ�������ǿ��Ӱ�켰����
ͼ9��ʾΪ�ں�����Ⱦ�Ϊ0.3 mm������ʱ��Ϊ0.5 s���������Ϊ8 ��m�����£�����ѹ���ֱ�Ϊ0.2��0.3��0.4��0.5 MPaʱ��õĿ�������ǿ�ȼ�������ǿ�ȱ仯���ߡ�
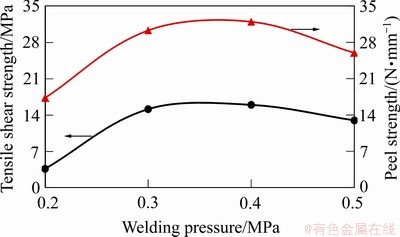
ͼ9 ����ѹ���Ժ��ӽ�ͷ��ѧ����Ӱ������
Fig. 9 Influence curves of welding amplitude on pressure properties of welded joint
ͼ9����ʾ�ڲ�ͬ����ѹ�������£����ź���ѹ���������ӽ�ͷ�Ŀ�������ǿ�����ߺͿ�����ǿ������һ�µij�����������С�ı仯���ƣ��ں���ѹ��Ϊ0.35 MPa����ʱ���ӽ�ͷ��ѧ���ܴﵽ���ֵ��
����ѹ����С��0.35 MPaʱ����������ǿ�ȺͿ�����ǿ�����ź���ѹ�����������ԭ�����ڽϵͺ���ѹ��ʱ���������ں�������Ħ��δ�����㹻ʹ����Ѹ����������Ч�������Ǻ��ӱ��������Ħ�������ۺ�������Լ���Ƶ�ʶ����ʱ�������ܶԺ���Ч����������Ӱ�죻���ź���ѹ��������Ħ����������Ч���������֣��Ӷ��ٽ�����Ч������γɡ�
�ں���ѹ������0.4 MPaʱ�����ӽ�ͷ����ѧ�������ź���ѹ������������������ߺ���ѹ��һ������ں��ӹ����н���Ч����ѹ������һ����ѹ��������Ħ�����ȡ�������������뺸�ӹ��̣�ͬ�����ں��ӽ�ͷ��������ȱ�ݣ����º�����ѧ���ܽ��͡�
2.3 ����ʱ��Կ�������ǿ�ȼ�������ǿ��Ӱ�켰����
�ں����У�����ʱ�䱻��Ϊ��Ӱ�캸��ǿ�Ⱥ�����������Ҫ����֮һ�����С�Ժ�����������������������ã�����Ӱ����ϵ����Ա��Σ�����Ħ���ȵIJ����Լ��������ɻ�ȱ�����á�ͼ10��ʾΪ�ں�����Ⱦ�Ϊ0.3 mm������ѹ��Ϊ0.4 MPa���������8 ��m������ʱ�䲻ͬ������£�����ʱ��ֱ�Ϊ0.25��0.5��0.75��1 s�������»�õĿ�������ǿ�ȼ�������ǿ�ȱ仯���ߡ�
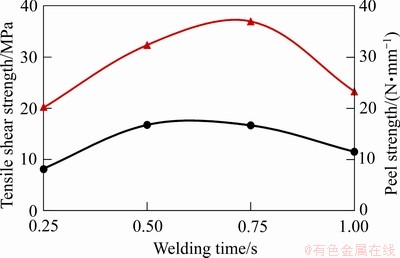
ͼ10 ����ʱ��Ժ��ӽ�ͷ��ѧ����Ӱ������
Fig. 10 Influence curves of welding time on mechanical properties of welded joint
��ͼ10�ɿ��������ź���ʱ����������Ŀ�������ǿ����0.5 s��0.75 s֮��ﵽ���ֵ��������ǿ����0.75 s�����ﵽ��ֵ�������������ǿ����������ơ�
��������ʱ�䵼�º�����ѧ���ܲ���������������Ա仯����Ҫԭ�����ڣ�����ʱ����̣����½����Ӵ�������������ﻹδ�������ֻ���γɺ����������ӣ����γɴ������Ч���㣬���º��ӽ�ͷ��ѧ���ܽϲ����ʱ�����������������������࣬���ϲ������ر��Σ��Ҳ������������߽ӽ������۵�ʹ���ϱ��������㼫����ѹ�𣬵�����Ч���������С���Ӷ�Ӱ�캸������ѧ���ܡ�
2.4 ������ȶԿ�������ǿ�ȼ�������ǿ��Ӱ�켰����
�ں���ѹ��Ϊ0.4 MPa���������8 ��m������ʱ��Ϊ0.5 s��þ�Ͻ�AZ31B���Ϊ0.3 mm�����£����Ͻ���ֱ�Ϊ0.1��0.2��0.3��0.4 mmʱ��������ǿ�ȼ�������ǿ�ȱ仯������ͼ11��ʾ��
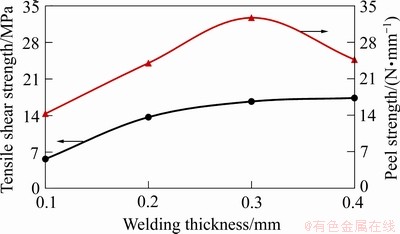
ͼ11 ������ȶԺ��ӽ�ͷ��ѧ����Ӱ������
Fig. 11 Influence curves of welding thickness on mechanical properties of welded joint
���������Ӳ�����ͬ������£�������þ�Ͻ�AZ31B��ĺ�Ȳ��������£��������Ͻ�6061��ĺ�ȵ������ӽ�ͷ����ѧ���������Ͻ��ĺ��0.3 mm�����ﵽ��Ѻ���Ч����ͬ�����������Ĺ��ɡ�
�ý��˵����������Ƚϱ�ʱ��ͬ�������µĺ��Ӳ���ʹ�ú�����������Ѹ�٣���������Ч��Ҳ�������ԣ���Ч����Ҳ���ױ�ѹ�������º�����ѧ���ܽ��͡�
�������ӹ����У����ں����¶ȳ�������������������˥���Ĺ���[15]������������ʱ��������¶�ɢʧ�ڴ����Ĺ����У���Ч�����γ�������¶��ṩ���㣬���º��Ӽ���ͷ����ѧ���ܳ��ּ�С���ơ�
2.5 ����ѹ���Բ�ͬ����λ��Ӳ��Ӱ��
ͨ���ɼ��ڳ������8 ��m����ͬ����ѹ������������������Χ�ߡ���Ե�ߺ�����������λ�õ�ά��Ӳ�ȣ���ú���ѹ������þ���ֺϽ����Ӳ�ȵ�Ӱ��������ͼ12��ʾ��
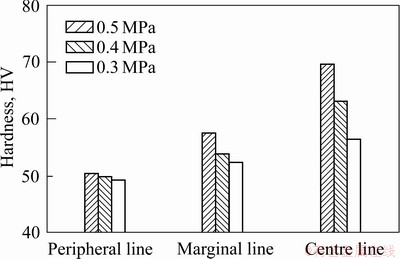
ͼ12 ����ѹ����ά��Ӳ��Ӱ������
Fig. 12 Effect of welding pressure on vickers hardness curve
��ͼ12��֪���ڲ�ͬѹ��������ά��Ӳ��ֵ�������ɺ�����������Χ�ݶ�ʽ���͵������������� [15]���¶ȳ���λ�ñ仯����һ�£�������ѹ�������ӣ�Ӳ��ֵ�õ����Ե�������
��һ������Ҫ����Ϊ����ѹ�������ӽӴ����ĽӴ��õ���һ�������ϣ������Ħ�����ù��������ɣ��¶Ƚ�һ�����ߣ������ڲ�����ϸ�����������Ǿ�������[16]���Ӷ������˲�����ѧ���ܡ�
2.6 ���Ӳ����Ժ�����ѧ����Ӱ�켰����
ͨ���ı䳬�����Ӳ���(�������������ѹ��������ʱ�����������)��õĺ����������ܽ�����Կ������������������ѹ��������ʱ����������ȵ��ڳ��������о��������ֵ��ʹ���Ӵﵽ���Ч����
�������ӹ����к��Ӳ������ں���Ч����Ӱ����Ҫ���������棺���ȣ��������ڲ����ڲ�����֯��Ӱ�죬�����Ľ���ʹ���Ϸ������������������ڲ�λ���������������������ķ���չ������ʱ�䡢������ij������ֻᵼ�²��Ϸ�����Ӳ�����������ڲ�λ�������������Ѷ⣬ʹ�������Ա���Ҳ�dz������������8 ��m��ʱ��������ѧ���ܱ��ĸ���ԭ����Σ��������ӹ�����Ҫ�dz�����ͷ�뺸��������֮�䡢�����������֮�����Ħ����������˲����������ȣ���ʹ���Ͼֲ��ڻ�ʹ���ϼ䷢���������ӣ����ں���������������ͬʱ��������Ӧ�ķ��������������������ߵ��²�����������������������̶ȼӾ磬���º��ӽ�ͷ������������ѹ�������ӽ�ͷ����䱡���������յ��²�����ѧ���ܼ�����
3 ������������ò�۲�����뺸�ӻ���
3.1 ������������ò����֯�۲�
����ò�Ĺ۲��Ǽ��麸����������Ч������ͬʱΪ��ͬ�����º�������ѧ������������ṩ����֯���ӻ������ݣ����ӽ�ͷ������ò��ֵط�ӳ�˺��ӵ��γɹ����Լ����ӽ�ͷ������״̬�����Ա���ͨ���۲ⲻͬѹ���µĺ�����������ò̽�ֲ�ͬ�����Ժ��ӳ��λ�����Ӱ�졣
�ڳ������Ӽ�ʱ��Ϊ0.5 s�������Ϊ8 ��m��������Ⱦ�Ϊ0.3 mm������ѹ���ֱ�Ϊ0.2��0.3��0.4��0.5 MPa����µ��Ʊ��������������ķŴ���200���»������֯��ò��ͼ13��ʾ��
�ں���ѹ��Ϊ0.2 MPaʱ�����������Ժ����ߵ���ʽ���ڣ��Һ�����ƽ�����ִ�˵���ڴ˺��������£����ӽ�Ͻ������������Ч���㲢δ���ɣ�����֮��ֻ�ǽ����Ĵ����һ�𣬺����沢δʵ�����õĽӴ����ں���ѹ��Ϊ0.3 MPaʱ�����������ĺ��������Ա�ϸ���Һ����߸���ƽ�����������ź���ѹ��������Ħ�����ļӴ�ٽ��������ij������룬ʹ�ýӴ����IJ����������Ӷ��ٽ��˺��������Ч��ϡ��ں���ѹ��Ϊ0.4 MPaʱ����������淢�������õĽӴ��������߽�һ��ϸ�����Һ������Բ����ߵ���̬���ڣ�˵�����ź���ѹ���ļ����Ӵ��ϵõ���ֵ��������ڳ����������£�ʹ�ýӴ����γ��˲����ߵ���̬����ʱ�ﵽ��Ѻ���״̬���ں���ѹ��Ϊ0.5 MPaʱ����������Ȼ���������õĽӴ����Ӵ���ͬ�����ڲ����ߵ���ʽ����������ں���ѹ��Ϊ0.4 MPaʱ���Ӽ�������֯��ò�������߿�ʼ��������������ڲ��ϵij������״̬�£��������ij������룬ʹ�ý���������γɵĺ����߷����۵��������ߴ�ϸС�IJ�����ת��Ϊ�����Σ������Ƕ����Ƚ�������ڽ���㲿λ���������κ����ߣ����ҽ�����ѹ�����º��Ӽ��ĺ�ȱ䱡��
ͼ14��ʾΪ�������Ӽ�ʱ��Ϊ0.5 s�������Ϊ8 ��m��������Ⱦ�Ϊ0.3 mm������ѹ���ֱ�Ϊ0.3 MPa�µ�AZ31Bþ�Ͻ������֯ͼ��
��ͼ14�ɿ������������ӽ������ں��ӱ�Ե��������̬þ�Ͻ���֯��������ں�������ϴ�����ϸ����״�����϶࣬�����ߴ��ԼΪ18 ��m���ں����������ϸС�����������ߴ���6 ��m���ң�������������ڳ������ӹ����У�������һ���浼�¾��ҵ����Ա��Σ���һ����Ħ���ȴﵽ�ϸ߱����¶ȵ��²��Ϸ�����̬�ٽᾧ����ϸ���̶ȳ�����������������˥���ı仯���뺸�ӽ�ͷӲ�ȱ仯�������ƣ����º��ӽ�ͷ����ѧ���ܳ�����������������˥���Ĺ����Ա仯��
3.2 �������ӻ���̽��
�ɲ�ͬ����ѹ��������֯��ò�ɵã��ڵͺ���ѹ������£���������������˽�ϣ����Dz�δ�������ԵIJ�����λ�ơ����ź���ѹ�������ӣ����ӽ��淢���������������ڳ�����������ʹ�ý���������ԵIJ����ν�ϣ��Һ����߷������Ե�ϸ������
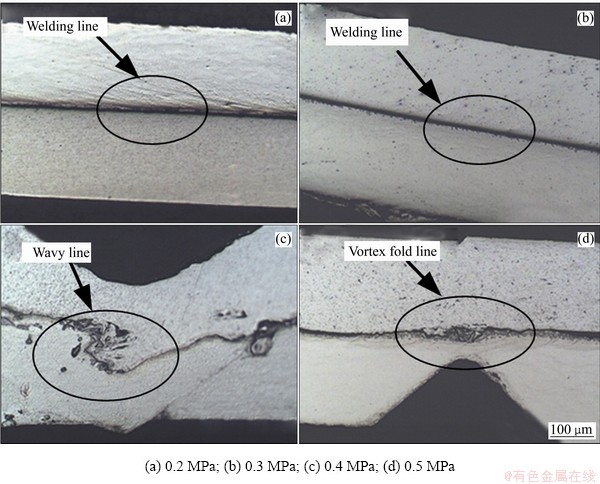
ͼ13 ��ͬ����ѹ���º�������ò
Fig. 13 Microstructures of welds under different welding pressures
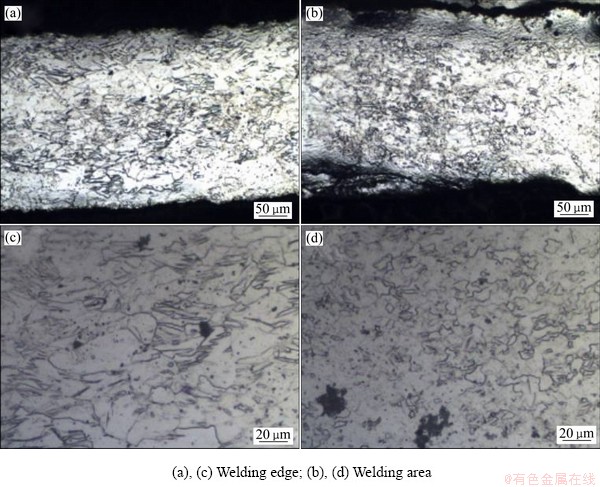
ͼ14 ��ͬ�������������֯
Fig. 14 Microstructures of different welding areas
������ѹ����һ�������ֲ�����λ������ʧ��ȡ����֮���Dz����۵��߽�ϣ�ʹ�ú��ӽ���ĽӴ���������ɺ�������ѧ���������֪��ѹ��Ϊ0.4 MPaʱ��������ѧ������ã�����ʱ�����Ǻ����߳��ֲ����ν����̬��ʱ������ѹ������0.4 MPaʱ����������ѧ���ܳ����½����ơ�������������������̺������ĺ������ݱ���Ҫ��Ϊ�����Σ�
��һ��Ϊ�����ӽΣ���ʱ����������������Եĺ����ߣ�˵�����Ӽ��Ѿ��������ԵĽ�ϣ�����δ�������ϵ���������״̬�µĺ�������ѧ���ܽϲ
�ڶ���Ϊ�����νΣ��˽�Ϊ����������ѽΡ����ų������Ӳ�����������Ч����������ʹ�ò��ϲ���Ѹ�ٵ��������Ӵ����IJ��ϵ�����ȫ�������Ӷ�ʹ�ú��ӹ���ͷ������Ƕ�������������ں��ӹ���ͷ�����������ɲ�������״�ĺ����ߡ���ʱ�������Ӽ��Ľ����ѡ�
������Ϊ�۵��νΡ��ڳ������Ӽ��γɲ����κ�����ʱ�����������������ӹ��ղ�������������������ʹ�ú������ڲ�����״̬�������ص����Һ����߱�ֱ����ʹ�ú���Ч��������������ʱ�����ڲ�����ȫ������״̬�¸������ij������뵼�º������ص�����������λ�÷�������ѹ�������䱡���Ӷ����º�����ѧ�������������ơ���ʱ�����ϲ��������ӽκ�����ѧ������Խ�����
�������ӹ��յ����ӻ�����ѧ������Ҫ̽������֮һ���ɲ�ͬ����ѹ�������µ�����òͼ��֪�����Ϻ��ӽ����䷢��������λ�ƣ��������Ϊƽ�����ǰ���ں�ͷѹ���ͺ�ͷ��Ƶ�������·�������˶������ɵ�Ħ�����Լ�������������ЧӦʹ��ĵ���������������ǿ���Ӷ�ʵ�ֲ��ϵĹ������ӡ���������[17]���ֵij������ӽ������¶Ȳ�δ�ﵽ���ϵ��۵��ʵ��ұ�����ӵ�����һ�¡�
4 ����
1) ͨ����������ǿ�ȺͿ�����ǿ�Ȳ��������֪��/þ���ֺϽ������ӹ��ղ���(���������ʱ�䡢����ѹ���Լ��������)�Ժ��ӽ�ͷ��ѧ���ܵ�Ӱ����ɻ���һ�£����ų������ӹ��ղ����������ӽ�ͷ����ѧ���ܻ�����������ǿ����������ƣ����Ժ������������ʱ�䡢����ѹ�����������Ϊ���������ĺ������鷽���У�8 ��m���������ʱ��0.75 s������ѹ��0.35 MPa���������3 mmʱ����Ч����Ϊ���룻���ղ����Ĵ�С�������Ĵ�������Ҫ���ã�ֱ�Ӿ������ӽ����ܷ��γ���Ч������ʵ�ֲ��ϼ�Ĺ������ӡ�
2) ��ͬ����ѹ�������º���Ӳ�ȳ�����������������Χ�ݶ�ʽ���͵ķֲ����ɣ�����������Ӳ����ߣ����볬�������¶ȳ��仯����һ�£�ȷ����֤�˳������������к��Ӳ����Ժ�����ѧ����Ӱ����ɵĿɿ��ԡ�
3) ͨ���Բ�ͬ����ѹ���º��ӽ�ͷ������ò���й۲ⷢ�֣����ų�������ѹ�������ӣ����ӽ�ͷ����֯��ò���в�ͬ���ӽε������������ӽ�(0.2 MP��0.3 MPa)�������ν�(0.4 MPa)���۵��ν�(0.5 MPa)�������ν�(0.4 MPa)�ĺ���Ч����ѣ���ѧ����Ҳ��ɿ���
REFERENCES
[1] ���ӽ�, ������, ������. �����������������о���� չ[J]. ������ȫ�����ѧ��, 2014, 5(1): 1-16.
FAN Zi-jie, GUI Liang-jin, SU Rui-yi. Research and development of automotive lightweight technology[J]. Journal of Automotive Safety and Energy, 2014, 5(1): 1-16.
[2] ���ѱ�, �� ��, ������, �� ��, �ܵ¾�. 7xxxϵ���Ͻ��о���״��չ��[J]. �й���ɫ����ѧ��, 2018, 28(3): 492-501.
SONG You-bao, LI Long, L�� Jin-ming, YAN An, ZHOU De-jing. Research status and perspective of 7xxx series aluminum alloys welding[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(3): 492-501.
[3] TSNJINO J, UEOKA T, KIKUCHI Y. Configuration of large capacity ultrasonic complex vibration sources with complex transverse vibration rods and a disk with multiple transducers[J]. JSME International Journal, 2006, 49(3): 695-702.
[4] NAMBU S, SETO K, LIN J Y, KOSEKI T. Development of a bonding interface between steel/steel and steel/Ni by ultrasonic welding[J]. Science and Technology of Welding & Joining, 2018, 23(8): 687-692.
[5] REN Da-xin, ZHAN Kun-min, PAN Min, GANG Song, ZHAN De-wang. Ultrasonic spot welding of magnesium alloy to titanium alloy[J]. Scripta Materalia, 2017, 126: 58-62.
[6] �� ��, ���ǽ�, ����Ȼ, �� ��, ������. Mg/Al���ֽ����ĺ����о���״[J]. ���Ӽ���, 2006, 35(2): 23-24.
LIU Pen, LI Ya-jiang, GENG Hao-ran, WANG Juan, YAN Li-wen. Research status of welding of Mg/Al dissimilar metals[J]. Welding Technology, 2006, 35(2): 23-24.
[7] WATANABE T, SAKUYAMA H, YANAGISAWA A. Ultrasonic welding between mild steel sheet and Al-Mg alloy sheet[J]. Journal of Materials Processing Technology, 2009, 209(15/16): 5475-5480.
[8] ����ѫ, ������. ������������Ӧ��[J]. �¼����¹���, 2004(12): 38-40.
RUAN Shi-xun, LEI Yun-qing. Ultrasonic metal weld and its applications[J]. New Technology & New Process, 2004(12): 38-40.
[9] ������, ������, �� ��, �� ��. þ�����ֽ�������-TIG������Դ�������Է���[J]. ����ѧ��, 2005, 26(8): 40-43, 5.
LIU Xu-jing, LIU Li-ming, WANG Heng, SONG Gang. Analysis of weldability of laser-TIG composite heat source for magnesium-aluminum heterogeneous metals[J]. Transactions of the China Welding Institution, 2005, 26(8): 40-43, 5.
[10] �� ��, �� ��. �ڸ�ѹ��̬�����豸����з�[J]. ��е���������, 2018, 326(4): 221-223, 227.
YANG Long, HUANG Ling. The design of a device for inner high pressure forming at elevated temperature[J]. Machinery Design & Manufacture, 2018, 326(4): 221-223, 227.
[11] ������, ������, �� ��. ��Ͻ�������켼��dz��[J]. ������Ϣ, 2017(24): 100-101.
WANG Jian-hui, HUANG Lan-tao, ZHANG Jing. Brief analysis on manufacturing technology of light alloy forming[J]. Mechanical and Electrical Information, 2017(24): 100-101.
[12] Ҧ����, ���ӳ�, ÷����. �����ܳ��ڽ���/��۳����е��������ۼ�ʵ���о�[J]. ��е����ѧ��, 2018, 54(1): 98.
YAO Zhe-he, CHEN Zi-chen, MEI De-qing. Theorical and experimental studies on effects of ultrosonic energy field in micro/meso metal forming[J]. Journal of Mechanical Engineering, 2018, 54(1): 98.
[13] ������, �����, �����, ����ʯ, ¬ ��, ����. ���������Ѳ��������ܼ�λ���ֲ���Ӱ��[J]. ���Ϲ���, 2019, 47(2): 84-89.
JIANG Shao-song, YANG Tian-hao, SUN Yu-hong, HE Yu-shi, LU Zhen, WANG Rui-zhou. Influence of ultrasonic vibration on tensile properties and dislocation distribution of titanium foil[J]. Journal of Materials Engineering, 2019, 47(2): 84-89.
[14] �����, �Ż���, �� ��, �����, �� ��. ������������/�ѳ��������ӽ�ͷ���ܵ�Ӱ��[J]. ����ѧѧ��(��Ȼ��ѧ�빤�̼�����), 2017, 50(1): 43-48.
ZHAO Yu-jing, ZHANG Hui-ming, LUO Zhen, FENG Meng-nan, GUO Ke. Effect of welding energy on the performance of the Al/Ti joints obtained by ultrasonic welding[J]. Journal of Tianjin University (Science and Technology), 2017, 50(1): 43-48.
[15] �� ��, �� ��, ���, ������. Cu-Al���ֽ����������ӹ���ģ��[J]. ����ѧ��, 2017, 38(8): 5-9, 129.
LI Huan, CAO Biao, YANG Jing-long, CUI Xiao-yu. Ultrasonic welding process simulation of Cu-Al dissimilar metal[J]. Transactions of the China Welding Institution, 2017, 38(8): 5-9, 129.
[16] Ҷ����, ������. �������ϸ��22SiMn2TiB����ǿ�ֺ��ӽ�ͷ�����о�[J]. �ȼӹ�����, 2006(6): 12-14.
YE Xiong-ling, ZHU You-li. Investigation on fining grain of ultrahigh strength steel welding joint by ultrasonic impact treatment[J]. Hot Working Technology, 2006(6): 12-14.
[17] HUI Huang, CHEN Jian, YONG Chae-lim, HU Xiao-hua, CHENG Jia-hao, FENG Zhi-li, SUN Xin. Heat generation and deformation in ultrasonic welding of magnesium alloy AZ31[J]. Journal of Materials Processing Tech, 2019, 272: 125-136.
Ultrasonic welding technology of aluminum-magnesium alloy plates
CAO Miao-yan1, 2, TIAN Shao-jie1, 2, HU Han1, 2, FANG Kai-xuan1, 2
(1.College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. Hebei Light Structural Equipment Design and Manufacturing Technology Innovation Center, Yanshan University, Qinhuangdao 066004, China)
Abstract: The ultrasonic with the vibration frequency of 20 kHz welding test of 6061 and AZ31B was conducted through single variable method. The samples with an independent variable welding parameters (welding pressure, amplitude, time, welding thickness) were tested for mechanical properties and interface micro-morphology. The results show that, when the welding pressure is less than 0.3 MPa, the heat of friction cannot be generated quickly between metal contact surfaces. Therefore, it is difficult to form the effective solder joints. In the welding test using welding amplitude and welding time as independent variables, the welding amplitude of 8 ��m and welding time of 0.75 s will result in the best mechanical performance. However, with the further increase of the above parameters, the excessive welding energy will lead to mechanical degradation. The effect of welding thickness on mechanical properties of welding parts is consistent with welding pressure, amplitude and time, the welding effect is best when the welding part thickness is 0.3 mm, in appropriated parameter is not conducive to effective welding formation. In Vickers hardness test, the distribution of welding hardness appeared from the center to outward. With the increase of welding pressure, the interface micro-morphology of welded parts presents different stage characteristics. The welding effect is the best when the interface micro-morphology of the welded part presents the wave shape.
Key words: light alloy; ultrasonic metal welding; mechanical properties; micro-morphology
Foundation item: Projects(51775480, 51305385) supported by the National Natural Science Foundation of China; Project(E2018203143) supported by the Natural Science Foundation of Hebei Province, China
Received date: 2019-06-18; Accepted date: 2020-05-16
Corresponding author: CAO Miao-yan; Tel: +86-335-8057031; E-mail: jacmy@ysu.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51775480��51305385)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2018203143)
�ո����ڣ�2019-06-18�������ڣ�2020-05-16
ͨ�����ߣ������ޣ����ڣ���ʿ���绰��0335-8057031��E-mail��jacmy@ysu.edu.cn
ժ Ҫ����6061���Ͻ��AZ31Bþ�Ͻ���Ϊ�о������õ�һ������չ����-þ���ֺϽ��ij�����������(��Ƶ��Ϊ20 kHz)���Ժ��Ӳ���(����ѹ���������ʱ�䡢�������)Ϊ��������չ��������ѧ���ܲ��Ժͺ�����������ò�۲⡣���������������ѹ��С��0.3 MPaʱ�������Ӵ���֮��Ħ��������Ѹ�����ɣ������γ���Ч���㣻���Ժ�������ͺ���ʱ��Ϊ���������ĺ��������У����������Ϊ8 ��m������ʱ��Ϊ0.75 sʱ��������ѧ������ѣ�����������������һ�����ӣ����º�������������ɺ�����ѧ�����½���������ȶԺ��ӽ�ͷ��ѧ����Ӱ������뺸��ѹ���������ʱ�����һ�£��ں������Ϊ0.3 mmʱ�ﵽ��Ѻ���Ч��������������С����������Ч���ӵ��γɣ���ά��Ӳ�Ȳ����з��ֺ���Ӳ�ȳ�������������ɢʽ��ɢ��Ӳ�ȷֲ����ɣ����ź���ѹ�������ӣ�������������ò���ֲ�ͬ�������������ֲ���������ʱ����Ч���ﵽ��ѡ�
[1] ���ӽ�, ������, ������. �����������������о���� չ[J]. ������ȫ�����ѧ��, 2014, 5(1): 1-16.
[6] �� ��, ���ǽ�, ����Ȼ, �� ��, ������. Mg/Al���ֽ����ĺ����о���״[J]. ���Ӽ���, 2006, 35(2): 23-24.
[8] ����ѫ, ������. ������������Ӧ��[J]. �¼����¹���, 2004(12): 38-40.
[10] �� ��, �� ��. �ڸ�ѹ��̬�����豸����з�[J]. ��е���������, 2018, 326(4): 221-223, 227.
[11] ������, ������, �� ��. ��Ͻ�������켼��dz��[J]. ������Ϣ, 2017(24): 100-101.
[12] Ҧ����, ���ӳ�, ÷����. �����ܳ��ڽ���/��۳����е��������ۼ�ʵ���о�[J]. ��е����ѧ��, 2018, 54(1): 98.
[15] �� ��, �� ��, ���, ������. Cu-Al���ֽ����������ӹ���ģ��[J]. ����ѧ��, 2017, 38(8): 5-9, 129.
[16] Ҷ����, ������. �������ϸ��22SiMn2TiB����ǿ�ֺ��ӽ�ͷ�����о�[J]. �ȼӹ�����, 2006(6): 12-14.
