
��ע�������Ʊ�����ֻ����������Ӹ��ºϳ�TiC/Fe���ϲ��ϵ��о�
�й����ú���ѧԺ��ѧԺ ���300300
ժ Ҫ��
ͨ������ʧģ����ģ������ĥ�IJ�λͿ��һ�㾭ѹʵ��SHS���� , ʹ���ڽ�ע������ , ���½�ע����ˮ�Զ���ȼSHS���� , ͨ����Ӧ������ǿ�մ��� (TiC) ����ʹ��ˮ��������Ӧ���SHS�մɲ��� , ʹ�մ���ǿ����ȵط�ɢ�����ڵı�������� , �Ӷ�������������������ϲ��ϲ㡣�������о����� , ��ע�������Ʊ�����ֻ����������Ӹ��ºϳ�TiC/Fe���ϲ��Ϸ�������ȫ���е� , ��Ӧ�ϳɵ�TiC���������������״�ֲ��ڻ����� , ���ϲ��ȿɿ����� 3�� 15mm ;��Ӳ�ȿɴ�HRC5 4�� 5 9;�����������ĥ�Կɴ� 6���� ;�� 90 0������˻�� , ��������ϸС�Ķ���TiC����������Ź�������Ϊ :��Һ��ע�¶� 15 5 0�� 160 0�� ;SHS����Ԥ�ƿ������� (�������� ) ΪTi��C��Al��Fe =4��1��1��2 ;��ն�Ϊ 0 .0 5MPa��
�ؼ��ʣ�
TiC/Fe���ϲ���;����;���������Ӻϳ�;��ɰ��ʧģ����;
��ͼ����ţ� TB331
�ո����ڣ�2003-09-28
����������ʡ��ͨ��У�Ǹɽ�ʦ���������������� ( 2 0 0 10 3 );
Technology of Preparing TiC/Fe Surface Composite of Steel Castings by SHS in Process of Pouring
Abstract��
By coating pressed SHS powder on the wear resistant surface part of evaporative pattern, the SHS powder can be lit up automatically by pouring high temperature molten iron and can make reinforce phase of ceramics (TiC) , at the same time the molten iron penetrates into layer of ceramics, which can make the TiC spread thronghout molten iron surface evenly, so the autogeny composite layer of casting can be obtained. The results indicate that the technology of preparing composite of TiC/Fe by SHS in the process of pouring is practicable entirely. The TiC grains prepared by reacting are islanded on the matrix ideally, the thickness of composite layer can be controlled between 3��15 mm and the hardness can reach HRC54��59, and the relative wear resistance can exceed 6. Heat treatment can produce many fine secondary TiC grains. The optimum technological parameters are the pouring temperature of cast steel is 1550��1600 ��; the proportion (mass fraction) of SHS mixture powders is Ti��C��Al��Fe=4��1��1��2; and vacuum is 0.05 MPa.
Keyword��
TiC/Fe composite; cast steel; self propagating high temperature synthesis; EPC;
Received�� 2003-09-28
������������������Ͻ��н��ͳɱ��� ������ܺͼ��յ��ŵ�, �ʽ�������������Ͻ� (���ϲ���) ���о���Ӧ�õõ�Խ��Խ�������
���Ľ�ϸ�ɰ��ʧģ���� (EPC) �������Ӹ��ºϳ� (SHS) ���ֹ���, ���Ӹ����ص�, �������������и���ĥ�Ը��ϲ��ϲ㡣 ����巽��������ʧģ����ģ������ĥ�IJ�λͿ��һ�㾭ѹʵ��SHS����, ʹ���ڽ�ע������, ���½�ע����ˮ�Զ���ȼSHS����, ʹ�䷴Ӧ������ǿ�� (�մ���) �� ��ʹ��ˮ��������Ӧ���SHS �մɲ���, ʹ�մ���ǿ����ȵط�ɢ�����ڵı��������, �Ӷ�������������������ϲ��ϲ㡣
1 ʵ ��
1.1 ʵ�����
�Ʊ�SHS��Ӧԭ�Ϸ�ĩ����Ti��, ���ñ�����ɫ�����о�Ժ�ṩ��TiMP (1��300ĿTi��, ����Ϊ99.%; C��, ���ñ�����̼��������300Ŀʯī��, ����Ϊ99.8%; Al��, ���ö�����Ͻ�ӹ���������FCT������, ����Ϊ29 ��m, ����Ϊ96%; Fe��, �������ѧ�Լ�һ�������ĸ߷���Fe��, ����Ϊ270Ŀ, ����Ϊ97%�� ��SHSԤ�ƿ������� (��������) ΪTi��C��Al��Fe=4��1��1��2�ķ��ϳ�ֻ��, Ȼ��ȡ30 g (��60 g) ����Ϸ���ģ������60 t�������������240 MPa��ѹ��ѹ�� (30 mm��10 (��20) mm��ѹ�ƿ� (��ʵ��ԼΪ�����ܶȵ�50%) , �������п�������� ʵ�������ɾ۱���ϩ��ĭ�ӹ�����, �������Ϊ: ��40 mm��80 mm�� �����豸ΪGBPS��̬�뵼���ڻ�¯, ��ע��������Ϊ��̼��, ��ѧ�ɷ�Ϊ: C 0.3%~0.4%, Cr 1.8%~2.2%, Mo 0.1%~0.3%, Mn 0.2%~0.4%, Cu 0.3%~0.5%, Si 0.3%~0.4%, S<0.06%, P<0.09%��
1.2 ʵ�鷽��
����ĭģ���˲�����30 mm��10 (��20) mm�Ŀ�, ���ƺõ�SHSԤ�ƿ�ѹ��ģ���Ŀ���, Ϊ��ֹճɰ��Ϳ��һ�����Ƹ������ͻ�Ϳ��, ��������ڴ���ɰ��, �����ɰ, ����ʵ������ˮ, ��ע�¶�Ϊ1550~1600 ��, ��עʱ�����, ��ն�Ϊ0.05 MPa�� �������̺�, ���������и�, ����۷���������, ����D/MAX-RB��X���������ǡ� XJL-02A����ʽ˫Ŀ����������S-570ɨ��羵�������渴�ϲ��ϵ���֯���ṹ��
2 ��������
2.1 Ԥ�ƿ����ϲ���ȷ��
�����SHS����ʱ, Ti�ۺ�C���ǰ���ѧ��Ӧ����ʽ����, ��Ti, Cԭ�Ӱٷֺ��� (%) ��Ϊ1��1, ����������Ϊ4��1�� Al������Ϊ�ܼ������, ���ֱ������Ti����C��֮��������Ӹ��·�Ӧ���Ʊ�TiC�ս�����������C������, ���ҷ�Ӧ���ѿ���, ��Ӧ�¶ȸ�, ʵ������Ҫ���, ���Բ���Al���ܼ�, �ڽ�ע������, Ԥ�ƿ鱻���ȵ���Լ660 ��ʱ���ӽ��ܼ��۵�ʱ, �����ӷ�Ӧ��ʼ���С� ���¶����߷�Ӧ��Ԫ��ɢ���ܼ������������γ��۵���ڻ�������ĺϽ�������, ��Ӧ���¶��ܽ�һ������, �ɴ˿ɼ�Al�ļ����ܽ���Ti��C����TiC�ķ�Ӧ����ʼ�¶ȡ� ��Al�ۻ���, ���ڵ�Al��ëϸ�������ѿ�����̼����������չ��, ��ʹTi��Al�н�һ������, �γ�Al-Ti��Һ�� ��ȻC��Al�еĹ��ܶȺ�С, ������������C���ܵ�����������Al-Ti��Һ�С� ���ܵ���ԭ�Ӻ�̼ԭ����Al-Ti��Һ�����ɢ, ����ײ������ѧ��Ӧ����ϸСTiC����, ���ų�������, ʹ��ѹ�ƿ�������ٶȳ���ת�ۡ� �¶ȵ����ߴ�ʹ��ԭ�Ӻ�̼ԭ�ӵĹ��ܺ���ɢ�ٶȼӿ�, ����������ԭ�Ӻ�̼ԭ����Al-Ti��Һ�еĴ��ģ���ɢ, ������Ӧ���ɴ�����TiC�� �ڷ�Ӧ�������е�ǰ����, �京��Ӧ����, ��������, �ɲ��������к��ࡣ
Fe������Ϊϡ�ͼ������, ��Ŀ������SHS�ϳɷ�Ӧ�����еĸ���ʹFe���ۻ�, ʹ��Һ�����������մ���TiC, �ﵽTiC����Һ������ʪ, ������ĸҺ��ˮ������TiC������ĸҺ��ˮ����ɢ�� �ڲ�Ӱ������������ǰ����, �京��Ӧ������
����, ����ѡ��SHS�������ΪTi��C��Al��Fe=4��1��1��2�� ������Ȼ���������渴�ϲ�ṹ������������Ľ����ͼ1��2��ʾ��
��ͼ1��2�ɼ�, ���ϲ��ϲ���TiC��Fe�������, TiC�ʽ���״���ȷֲ�, ����������Ϊճ
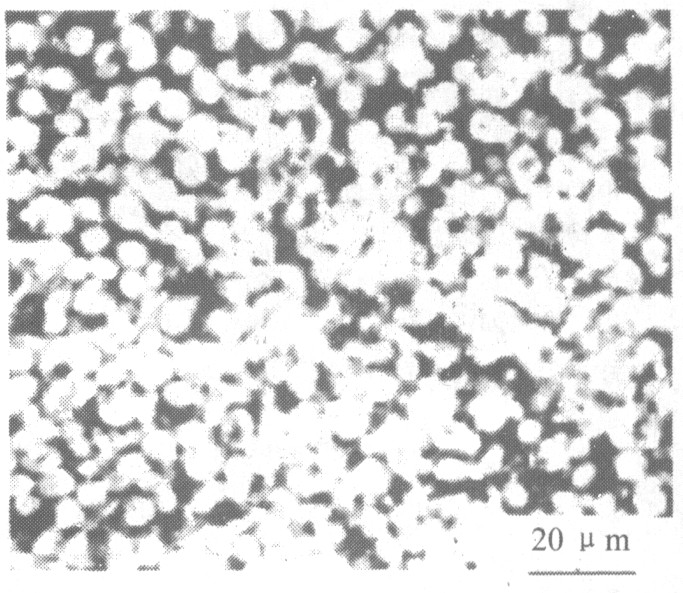
ͼ1 �����մ�Ϳ��Ľṹ Fig.1 Microstructure of coating (SEM)
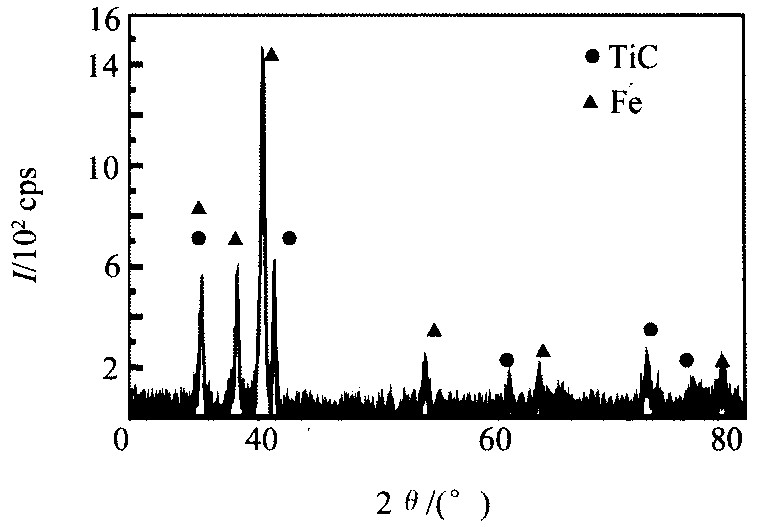
ͼ2 Ϳ���XRD������ Fig.2 XRD pattern of synthesized coating
���ཫTiC����ճ������, �γɵ��͵�TiC/Fe�����մɽṹ�ĸ��ϲ��ϡ� �ɴ�˵��, �ڽ�ע������, ���½�ע����ˮ�Զ���ȼSHS����, ʹ�䷴Ӧ������ǿ�մ��� (TiC) �� ��ʹ��ˮ��������Ӧ���SHS �մɲ���, ʹ�մ���ǿ����ȵط�ɢ�����ڵı��������, �Ӷ�������������������ϲ��ϲ㡣
2.2 ��֯������
ͼ3Ϊ��̬���ϲ��ϲ��Զ�븴�ϲ����ֻ�����֯�� ��ֻ�����֯Ϊ�����������Ϸֲ�һ��������ɫ�������弰̼����, ��ͼ3 (a) ��ʾ�� ���ϲ���֯Ϊ�����������Ϸֲ�����TiC����, ����״��������, �ߴ�ϸС�ҷֲ�����, �����Ľ��������� �ɾ�, ��ͼ3 (b) ��ʾ��
��Ti-C-Fe��Ԫϵ�Ͻ�, ���ܲ����Ļ�������TiC, Fe3C��Fe2Ti, ���ڸ��ϲ���֯δ����Fe3C��Fe2Ti (��ͼ2) , ��ԭ���������Ϊϡ�ͼ�Fe���ۻ���������ˮ���dz��������Ӹ��·�Ӧ, ��Ӧ����������Ti, C, ʹ��Һ��Ti, C�����ϵ�, �Ӷ���ѧ��ʹ����Fe3C��Fe2Ti�����Խ���; ��һ����, �ɴ�����ѧ�۵����, ͨ������ɵõ�3�ֻ������ʵ�����������ʦ�G���¶ȵı仯����
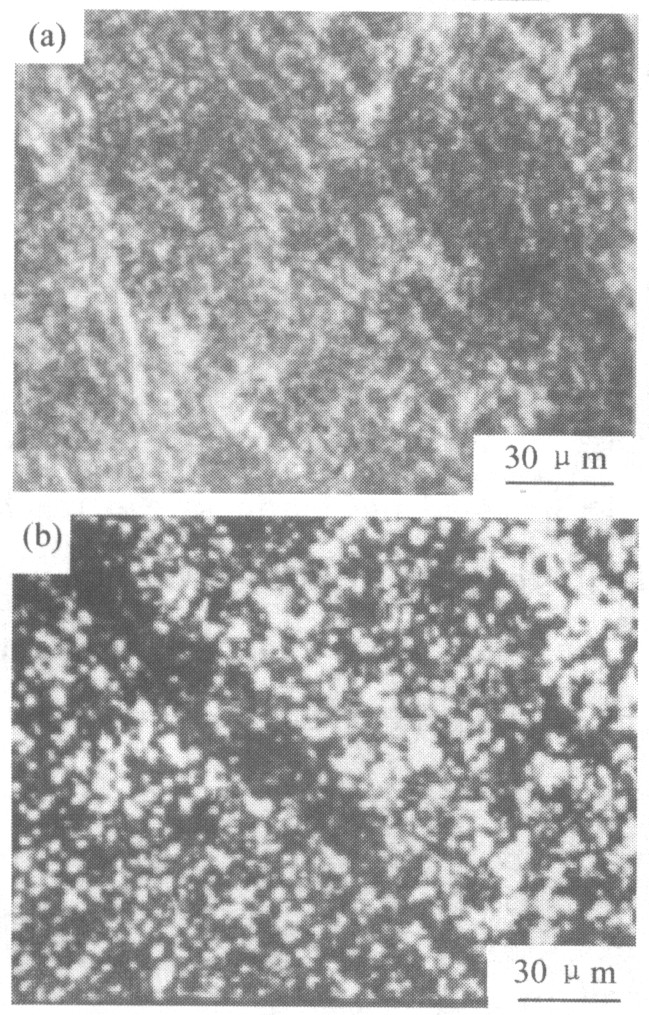
ͼ3 ��̬��֯�Ľṹ (a) ������֯; (b) ���ϲ���֯ Fig.3 Microstructure of casting steel
T<1373Kʱ, ��GFe2Ti<0; ����T<1003 Kʱ, ��GFe3C<0, ˵�������������ӷ�Ӧ���漴���е����̹�����, �����γ�Fe3C��Fe2Ti��, ����ʱTi, C�����Ĵ���, �ʲ���Fe3C��Fe2Ti�����Լ�С��
��Ӳ�ȼ�����: ���ϲ�Ӳ�� (HRC) Ϊ54~59; �ֻ���Ӳ�� (HRC) Ϊ54~59�� ���ĥ�����������Ƴ��ĥ��������Ͻ���, ĥ��Ϊ��ʯӢɰ, ĥ��ʱ��Ϊ30 min, �غ�Ϊ200 N, ���10�Ρ�min-1, ���������ݿ�, �����������ĥ�Կɴ�6����; �������ϲ����ĥ���������, ������ΪTiC�������Ӳ���ࡣ �й�TiC������ �ߴ����״����ĥ��Ӱ�콫���Ľ��ܡ�
2.3 �ȴ�������֯Ӱ��
������900 �汣��2 h����¯���ȴ�����, �临�ϲ���֯��ͼ4, ������������TiC�����������ࡣ ��Ȼ������ԭλ��Ӧ���ɵ�TiC�����������͡� �ߴ���������, ��ͬʱ�������൱������ϸС�Ķ���TiC������ ����������������ֻ���ܽ⼫������C, ����ڹ�̬���¹�����, ���൱�����Ĺ���̼������TiC, �γ��˽��C, �ⲿ��C��������ܵ�Ti�γ�ϸС�Ķ���TiC������, Ҳ������������ԭλ��Ӧ�ϳɵ�TiC�����, ��ΪTiC������һ���ϸ�ѧ�����Ļ�����
����, �ȴ�����������ԭλ��Ӧ�ϳɵ�TiC�������ַֽ�, ת��Ϊ����TiC������ ������Ϊ���ȴ���������, �����¶�����, ���еĻ������÷�
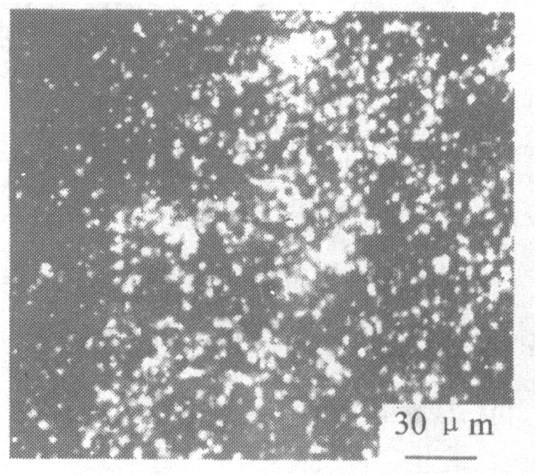
ͼ4 ���ϲ��ȴ�����֯ Fig.4 Microstructure of composite coating after heat treatment
����Ծ, ԭ�Ӽ�Ľ�����½�, ������ (��) �ij����ٶ�����, ����������ԭ�Ӽ�Ľ�����½����ֽⲢ�����ڦ���, TiC����Ҳ�����, �ڹ�̬���¹�����, �����ڦ��е�Ti��C����úϳ���TiC������, �����ڹ�̬�µ���ɢ�����Ƚϴ�, �����ºϳɵĶ���TiC�����ߴ�ϸС, ���������ȴ�����б�������, ���ȷֱ��ڻ����ϡ�
���, ͨ���ȴ����ɻ�ô���ϸС�Ķ���TiC��ǿ��; ͬʱ, ͨ����ͬ���ȴ������Եõ����ֲ�ͬ�Ļ���, �������塢 �����塢 ���������������, ����Ӧ��ͬ��ʹ�ó��ϡ�
3 �� ��
1.��ע�������Ʊ�����ֻ����������Ӹ��ºϳ�TiC/Fe���ϲ��Ϸ�������ȫ���е�, ��Ӧ�ϳɵ�TiC���������������״�ֲ��ڻ����ϡ�
2.���ϲ��ȿɿ�����3~15 mm; ��Ӳ�ȿɴ�HRC54~59; �����������ĥ�Կɴ�6����; ��900 ������˻��, ��������ϸС�Ķ���TiC�����١�
3.����Ź�������Ϊ: ��Һ��ע�¶�1550~1600 ��; SHS����Ԥ�ƿ�������ΪTi��C��Al��Fe=4��1��1��2; ��ն�Ϊ0.05 MPa��
�����
[1] ��������, ��ҵ��, �ܡ���.���������Ʊ�������������ĥ���ϲ���[J].�����豸�о�, 2003, (3) :27.
[3] ���ͳ���, �ųɾ�.����ʧģ����������Ͻ��о�[J].�й����湤��, 1999, (12) :25.
[4] ��Ԭ����.�������Ӹ��ºϳɼ����о���չ[M].�人:�人��ҵ��ѧ������, 1994.4.
[10] ���κ���, κ����, �ֺ�ͬ, ��.���ȴ�����TiCp/Fe���ϲ�����֯�����ܵ�Ӱ��[J].�������켰��ɫ�Ͻ�, 2001, (2) :5.
[1] ��������, ��ҵ��, �ܡ���.���������Ʊ�������������ĥ���ϲ���[J].�����豸�о�, 2003, (3) :27.
[3] ���ͳ���, �ųɾ�.����ʧģ����������Ͻ��о�[J].�й����湤��, 1999, (12) :25.
[4] ��Ԭ����.�������Ӹ��ºϳɼ����о���չ[M].�人:�人��ҵ��ѧ������, 1994.4.
[10] ���κ���, κ����, �ֺ�ͬ, ��.���ȴ�����TiCp/Fe���ϲ�����֯�����ܵ�Ӱ��[J].�������켰��ɫ�Ͻ�, 2001, (2) :5.
