
H���������������㷽��
�Ծ���1�����1�����ƽ1��������2��������2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. ���߸��������ֳ���ɽ�� ���ߣ�271126)
ժ Ҫ��
��Ե�Ӱ���˼·����2�������H����������ģ�͡�ͨ���о���ͬ����Ⱥ������������ˮƽ����������������ƽ�����ƵĹ�ϵ���ܽ���ɳ�H���������������㹫ʽ���������������ε�H�����������жԱ���֤���о��������������ͬ������������£�������������Ȧ˵�����ˮƽ����������С���������������ӣ�������Ե���߸�������ļ�С����ͬ���������µ�ˮƽ���м�λ���������������������ֱ�������1���ȶ�ֵ����H�����������㹫ʽ�ܽϺõط�ӳ��ͬ���ղ������������ı仯���ƣ�ˮƽ����������ʽ������������Ԫģ�ͼ����������������Ϊ16.7%����ʵ��ֵ��������Ϊ3.4%��������������ʽ������������Ԫģ�ͼ����������������Ϊ8.7%����ʵ��ֵ��������Ϊ4.4%��
�ؼ��ʣ�
H����������������������ʽ��������������������
��ͼ����ţ�TG331 ���ױ�־�룺A ���±�ţ�1672-7207(2013)05-1829-08
Calculation method for universal rolling force of H-beam
ZHAO Jingyun1, ZANG Yong1, WU Diping1, PANG Xiaonan2, LIU Funing2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Section Mill, Laiwu Iron & Steel Co. Ltd., Laiwu 271126, China)
Abstract: Two models of universal rolling were built with intention to get rid of influence of web and flange. The calculation formulas of H-beam��s rolling force were derived based on the research of differences and relationship between H-beam��s and flat��s rolling forces. Then, the calculation formulas were verified by rolling forces of other sizes and passes. The results show that force of horizontal roll decreases with the increase of ratio of elongation as well as the force of vertical roll increases in the same area ratio. Rolling force of the middle position of horizontal roller converges to a stable value with the reducing of flange��s area. Vertical rolling force converges to a stable value with the decrease of web��s area. The changing trend of rolling force in different process parameters was expressed well by calculation formulas. The maximum relative error between the rolling force formula of horizontal roll and finite element results is 16.7%. The average relative error between the formula and test values is 3.4%. The maximum error between the rolling force formula of vertical roll and finite element results is 8.7%. The average relative error between the formula and test value is 4.4%.
Key words: H-beam; universal rolling; rolling force model; ratio of elongation; area ratio
�������ǽ�������ʱ����Ҫ���ܲ�����ȷԤ�����������ں����ƶ������ƶȡ������������ȼ���ַ�������DZ�ܾ�����Ҫ����[1]��Ŀǰ�����Ƕ�������ƽ���������ư�����ƹ��̵��о��Ƚϳ�֣����ڼ������������Ĺ��̼��㷽��Ҳ�кܶ࣬�Ҿ��нϸ߾��ȣ����ǣ�����H�������ƹ����еı��ι��ɰ������Ҫ���ӵö࣬��������ܲ��������۽����������ѡ���ĿǰΪֹ����H�����ܲ������о��༯���ڷֿ�������Ե���������£����ʵ���о������������ʽ��������������ͨ�����Ƚ������������ȶ����ܲ������м���[2-12]���е�����[2]ͨ��ʵ��ķ������õ�H�ֺʹ�����������֮��Ĺ�ϵ����ͨ�����븹�����Ե��ʵ���о�������֣�ֻ������Ե�쳤�ʴ��ڸ����쳤�ʵ��������������������ά���Ա���ԭ��(���Ƚ�����)��H�����ƹ����е����������������Ƶ�������û����ͨ�õ�Ӧ��״̬ϵ��[3]��������[4-5]�����������Ļ����϶�Ӧ��״̬ϵ�������������õ�H���������Ļع鹫ʽ���ع鹫ʽӦ�þ����Ժܴ���������[6]�����ƽ��ĽǶ��Ƶ���H��������ģ�ͣ����˼���ģ�ͽ�Ϊ�ֲڣ����ܵ�[7-12]ͨ����������H�����ܲ������м��㣬���磬���������������������ļ���ģ�ͣ�����Ҫ�ļ�������Ϊ�������Ե֮�������������ü���Ӧ�÷�Χխ����ʵ��������H�ֵı��δ���������������ϸü�����������H�����ƹ����У��������Ե����Ӱ�쵼�����������㸴�ӣ����ܽ��д�ͳ�����۽�����������ϸ����H�����������������Ƶ�������ϵ������Ϊ�о�H���������Ĺ����㷨�ṩһ�������۷������ݡ�
1 ��H��������������Ԫģ��
ѡ��H496��199���������4�����е�UF���Ƶ��ν����о������ڷ��븹�����Ե�Ӱ���˼·����2�����������ģ�ͷֱ������о�ˮƽ����������������������ƽ�����������������ϵ���ɡ�UF����ģ����ͼ1��ʾ�������ϡ���2��ˮƽ��Ϊ������������2������Ϊ�Ӷ�����
�ڵ�1������ģ���У�����ǰ�벿��ȥ����Ե��R�Dz��֣������¸��岿�ֱ�Ϊƽ�����ƣ���벿��Ϊ����H��������Ϊ��ȡ��ͬ��λ��������ˮƽ����ˮƽ���ָ�Ϊ3����(ͼ2)��ͨ��������Եѹ�����ı���������ȣ����о�H������ʱˮƽ�����������봿�������ƵIJ����Լ�ˮƽ������λ���������ķ��������
�ڵ�2������ģ���У�����ǰ�벿��ȥ�����岿�֣���Ե���ֱ�Ϊ�쾶��������벿��Ϊ����H��������ͨ����������ѹ�����ı�������������о������������ı仯���ɣ����⣬����Ե���ֻ�����������ͬ��ƽ������ģ�ͣ������ģ�ͽ��жԱ����ҳ���ϵ���ɡ�
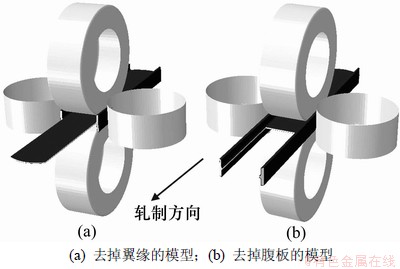
ͼ1 UF����ģ��
Fig.1 Rolling model of UF

ͼ2 ˮƽ���ֽ�ʾ��ͼ
Fig.2 Schematic diagram of horizontal roll separation
1.1 ����Ԫģ�͵Ľ���
1.1.1 ����ģ��
���ֳ�ȡ��Q345����ǰ�����Ͻ��в�ͬ�¶ȡ���ͬ���������µı��ο���ʵ�飬�õ�Q345�ı��ο������ߡ����ò��ϵ�Ӧ����Ӧ����������Ԫģ�͡�
1.1.2 �Ӵ���Ħ��
�����ƹ����У����������Ӵ���ʽ��������������֮��ĽӴ����壬���ÿ���Ħ����ʽ����Ħ����һ�����������е�Ħ������Ϊ0.2~0.4[13-14]�����ĵ�ģ��������������֮���Ħ�������趨Ϊ0.3��
1.1.3 �¶ȱ߽�����
Ϊ�õ�H�����ƹ����е��¶����������÷ǽӴ�ʽ����������G90�����ƹ��̽��������¶Ȳɼ����õ�H�ֱ����¶ȳ���
��H������ģ���У��Ը������Եλ�����ò�ͬ�Ļ���ϵ����ͨ��ǰ����ε����ƹ��̷���õ������Ƶ��ε�H������ģ�͵��¶ȳ�������õ���H�ֵı����¶ȺͲ������������˵��ģ���е��¶ȳ�����������
1.1.4 H������ģ��
�����������ƵĿ��ͺ��غ��������ҶԳƣ����Խ�����4����UF���Ƶ��ε�1/4����Ԫģ�ͽ��з���ģ�⣬��������Ϊ���ԣ����ƻ��ܼ���������1��ʾΪ��4����UF���Ƶ���Ҫ����������
�ڷ�������в���������������ϵ��Z��Ϊ�������ȷ���(����)������Ϊǰ������Ϊ��YΪ��Ե�߶ȷ���(��ֱ����)���������ϣ��������£���һˮƽ����ΪX��
��1 UF������Ҫ����������
Table 1 Main rolling conditions of UF mill
1.2 ����Ԫģ�͵���֤
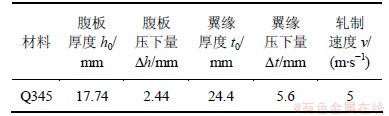
Ϊ��֤ģ�;��ȣ���ʵ�����Ƶ�4���ε����������в��Բ�������Ԫ�������ݽ��жԱȷ�������ͼ3��ʾΪʵ�������������ڱ���ģ����û�������ģ����ԣ�ѡȡ������������δ�γ������ε��������뱾������Ԫģ�ͼ�������������жԱȡ����Ľ����ĵ�һ������Ԫģ��(ģ��1)�У�ˮƽ������Ϊ3���֣���Ʒֽ�ģ�͡�Ϊ��֤��ģ�͵���ȷ�����⣬����1������ˮƽ����ģ��(����ģ�ͣ�ģ��2)��֮�Աȡ����Ծ���������ͼ3��ʾ��FUF-H��FUF-V��FUE�ֱ�ΪUF����ˮƽ��������(Y��)��UF��������������(X��)��UE����ˮƽ��������(Y��)������ģ�ͺͷֽ�ģ�����ȶ����ƶε�ƽ�����������2��ʾ������FUF-H-H��FUF-H-R��FUF-H-V�ֱ�Ϊˮƽ���м�λ�á�Բ��λ�úͲ����������(Y��)���ֽ�ģ�͵�ˮƽ��������������ģ���൱������ʵ����������������ԼΪ2.2%�������ļ�����������ʵ����������������ԼΪ11.7%��֤������������������Ԫ����ģ�ͻ�����ȷ�������ں�����о���
ͼ3 ʵ��������
Fig.3 Measured rolling force
��2 ��������ģ�͵�������
Table 2 Rolling force of universal rolling model

2 ��������
ģ��1�б��ָ���λ�õ�ѹ�������䣬ͨ����������ѹ�����ı���������Ȧˣ��о�ˮƽ������λ���Լ������������ı仯���ɡ�ģ��2�б�����Եλ�õ�ѹ�������䣬ͨ����������ѹ�����ı���������Ȧˣ��о��������������ı仯���ɡ�������㹤�����3��ʾ�����У�h0Ϊ������ǰ��ȣ�h1Ϊ���������ȣ�t0Ϊ��Ե��ǰ��ȣ�t1Ϊ��Ե�����ȣ���wΪ����λ�õ���Ա�������w=ln(h0/h1); ��fΪ��Եλ�õ���Ա�������f=ln(t0/ t1)����Ϊ��������ȣ������Կ�չʱ����= ln(t0/t1)/ln(h0/h1)��
H����������������ƽ�����Ƶ���Ҫ����������(1) ������ֻ��2��ˮƽ���������ģ�2����������ȫ�����ģ����ԣ����������ĵ��������ι���������Ħ�����Ⱦ���ˮƽ��ͨ����������Ե�ٵ��������ݣ�(2) �ɸ������Ե���ɵ�H�Ͷ�����Ϊ�������죬��������������κβ�һ�½����¸������Ե֮��������ӵ���ѹӦ������ˣ��������Ե������(���Ʒ���)���������Էֽ�Ϊ2����(��ͼ4)����1���������������FH-V����������Ե���κ�����ת������2�����������������첻ƥ���γɵľֲ���ѹӦ�������ˣ�1ʱ����Ե��Լ��������죬��������Ե���õ�����ѹ��(ͼ4(a))�����ˣ�1ʱ��������Լ��Ե�����죬��������Ե���õ�����������(ͼ4(b))��
��3 ���㹤��
Table 3 Calculation conditions mm

�����Ǹ��ӵ���Ӧ�����Ǹ���ѹӦ���������ڱ���������Ӧ��ƽ��ġ��������Ե�ܵ�������Ӧ�����ڵ�һ����������Ե���ε����������FH-V�����ݸ������������������ƽ�⣬������ˮƽ����ֱ�����������Ӱ��Ϊ
 (1)
(1)
���У� ΪĦ������ˮƽ����ļнǡ�
ΪĦ������ˮƽ����ļнǡ�

ͼ4 ������������(����)
Fig.4 Stress analysis of web (z direction)
��ǰ���������������£�ˮƽ������������2.5~ 7.0 MN��Χ�ڣ�FH-VΪ280 kN���ң���tan��0.06����ˣ�FH-V��ˮƽ����ֱ��������Ӱ�첻����0.6%�����Ľ�����ΪFH-V����������Ӱ�졣
3 ˮƽ�����������ɼ�Ӱ�����
3.1 ˮƽ���������Ĺ���
����ģ��1���ɵõ���ͬ�������ˮƽ����������FUF-H�����ڸ�λ�õķֲ�(��4)���ӱ�4��֪�����Ŧ�����FUF-H-H��FUF-H֮�Ƚ��ͣ�FUF-H-R��FUF-H֮���������ԣ����˱Ƚϴ�ʱ������H��������ʱ���ܺ���Բ��λ�õ�Ӱ�졣ͬ�������Ŧ�����FUF-H-V��FUF-H֮������
��������֪������Ե�쳤��С�ڸ����쳤��ʱ����������Ե����ѹӦ������������������������ֱ�����������������Ե�쳤�ʴ��ڸ����쳤��ʱ����������Ե������Ӧ������ֱ�������������С���ܵ���˵��������Եѹ���������ӣ�FUF-H-H��С��ͬʱ����Եѹ�������ӻ�ʹ��������Բ�Ǵ��������������ӣ�����Բ��λ�õ�ѹ�����Ӷ�ʹFUF-H-R����FUF-H-V�������Ҫԭ������Եѹ���������ˮƽ��������ֱ�����Ħ��������
��4 ��λ��������ռ���������ı���
Table 4 Proportion of each rolling force in total force

3.2 ˮƽ���м�λ��������FUF-H-H�ļ���
ͼ5��ʾΪ��ͬ��ʱˮƽ���м�λ������������ͼ5�ɼ�������=1.0ʱ��FUF-H-H�Ը���ƽ��������������=0.5ʱ��FUF-H-HԶ����ƽ����������˵����ʱ�����ڱ������ܵ��ܴ������ѹӦ��������������������=2.0ʱ��FUF-H-H����ƽ����������˵����ʱ�����ڱ������ܵ��ܴ��������Ӧ����������������С��

ͼ5 ˮƽ���м�λ��������
Fig.5 Rolling force in middle position of horizontal roll
ͬ��������ͬ������������£���Ե�����Ҳ��Ӱ���������������ѹӦ�������ԣ���һ������£�H��ˮƽ����������Ӧ����������쳤�ʺ��������ۺ�Ӱ��Ľ����Ϊ�о����㣬������Ե�븹�������Ȧ�sw(��sw=2Sf/Sw������SwΪ��������λ�õ������SfΪ������Ե�����)��
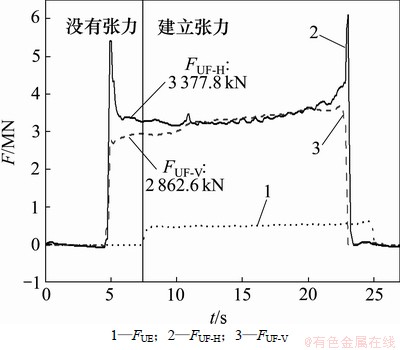
ͼ6��ʾΪ��ͬ�����ʱFUF-H-H/Fh0�� �ı仯���ɡ���ǰ�������˶���������Ӱ��������2�����쳤�ʲ�һ�����¡�����ѧ�Ͻ������ȼ�ı��β�Э�����ձ���Ϊ����������ѹ��ϵ��Ϊ���������ϵĶԳƹ�ϵ���������������=0ʱ��FUF-H-H�Ը���ƽ������������ͼ6�ɼ�����=0Ϊ�磬��ͬ������µ����ߴ��³ʷ��Գƹ�ϵ����������ȼ�С��ϵ�����ߵ�б�ʼ�С��������Ϊ���β�Э��������ĸ�������Ӧ���仯�������������ı仯��С����=0ʱ����������Э����FUF-H-H���sw�仯����Ϊ�˼��㷽�㣬�ɰ�=0ʱ��FUF-H-H����һ���㶨ֵ�����ǣ��˺㶨ֵFUF-H-H��1.15Fh0��
�ı仯���ɡ���ǰ�������˶���������Ӱ��������2�����쳤�ʲ�һ�����¡�����ѧ�Ͻ������ȼ�ı��β�Э�����ձ���Ϊ����������ѹ��ϵ��Ϊ���������ϵĶԳƹ�ϵ���������������=0ʱ��FUF-H-H�Ը���ƽ������������ͼ6�ɼ�����=0Ϊ�磬��ͬ������µ����ߴ��³ʷ��Գƹ�ϵ����������ȼ�С��ϵ�����ߵ�б�ʼ�С��������Ϊ���β�Э��������ĸ�������Ӧ���仯�������������ı仯��С����=0ʱ����������Э����FUF-H-H���sw�仯����Ϊ�˼��㷽�㣬�ɰ�=0ʱ��FUF-H-H����һ���㶨ֵ�����ǣ��˺㶨ֵFUF-H-H��1.15Fh0��
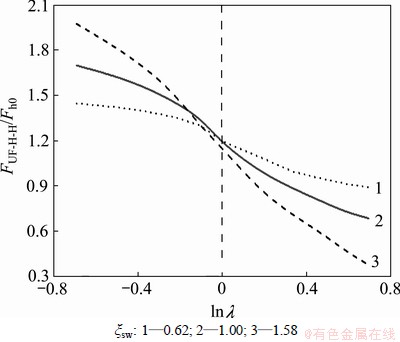
ͼ7��ʾΪˮƽ���м�λ�����������sw�ı仯���ɡ���ͼ7���Կ������������������ͬʱ��FUF-H-H������Ȧ�sw�ı仯�����Թ�ϵ�������Ŧ�sw�ļ�С��1���ȶ�ֵ�����������ʵ�ʵ�������ϵ������=1.0ʱ(��������Э��)��FUF-H-H�����㶨����˵����ʱˮƽ����������ֻȡ���ڸ����������������Ȼ����ʵ�ʹ����У���Ե�Ǵ��ڿ�չ��[15]������Կ�չ��������Ե�߶�(���)�ļ�С��������Ӧ�������쳤���½������Ԧ�=1.0ʱ����Ե�߶�(���)��Сʹˮƽ������������������
ͼ6  ��FUF-H-H��Ӱ�����
��FUF-H-H��Ӱ�����
Fig.6 Variation rules of FUF-H-H with

ͼ7 ��Ե���������Ȧ�sw��FUF-H-H��Ӱ�����
Fig.7 Variation rules of FUF-H-H with ��sw
���ݷ�����֪����������Ե�Ŀ�չ����=0ʱ��FUF-H-H���ֺ㶨����ʱFUF-H-H��1.15Fh0������Ȳ��������£�FUF-H-H����=0�ʷ��Գƹ�ϵ�����˲���ʱ��FUF-H-H���sw�����Ա仯�������Ŧ�sw�ļ�С������1.15Fh0�������ɴˣ����Լ���FUF-H-H�ļ��㹫ʽģʽΪ
 (2)
(2)
���У�Fh0Ϊƽ����������kwΪͼ7�����ֱ�ߵ�б�ʣ�kwΪ�ĺ�����
 (3)
(3)
��
 (4)
(4)
���ݱ��ĵĴ������ݵ�Թ�ʽ���лع�õ�δ֪ϵ����a=0.396 7��b=-0.886 7����һ������£�ʽ(3)�е�3�����С�����Ժ��Բ��ơ�
3.3 ˮƽ��������������
FUF-H-H��ˮƽ����������֮������������Ӷ���С�ı仯���ɣ�ͼ8��ʾΪ3�ֲ�ͬ���������¸ñ����ı仯���ɡ����ñ�����ΪA�����Կ���A���sw�����Թ�ϵ��������ϵ����˲�ͬ���ı䣻������Ȧ�sw=0ʱ��A��1���ܽ����A�ļ��㹫ʽΪ
 (5)
(5)
���У�KΪ����йص�ϵ����

ͼ8 FUF-H-Hռ���������ı����ı仯����
Fig.8 Variation rules of proportion of FUF-H-H in total force
��ʽ(4)����1������ϵ��A���õ�H��ˮƽ����������FUF-H=FUF-H-H/A��
4 ��������������Ӱ��
�˲�ͬʱ������������FUF-V��ͼ9��ʾ��ǰ�벿��ģ����������ˮƽ���ͱ�������������Եλ�ý��д��������ڸı丹��ѹ����ʱ����Բ��λ��Ҳ�����ƣ����ԣ�FV1��˵ı仯���в�ͬ���ڴ˿��Ժ��ԡ���ͼ9�ɼ�������=1ʱ��������������С��FV1������=0.5ʱ������������Զ���ڴ�����������FV1������=2ʱ����������������ƽ�������������FV1��

ͼ9 ����������
Fig.9 Rolling force of vertical roll
ͬ����Ϊ�о��˺��������������������Ӱ����ɣ����븹�����Ե������Ȧ�sf(��sf=Sw/2Sf)��ͼ10��ʾΪ��ͬ�����ʱFUF-V/FV0���ı仯���ɡ���ͼ10�ɼ�����=0ʱ������������FUF-VС����Ե����������������FV1��������Ե����ͬ��(����ֱ��)ƽ��������FV0�൱��FUF-V���������Ӷ��������Ŧ�sf��С��������ƽ�����������ı仯��Χ��С����=0ʱ����ͬ������µ�FUF-V�������䣻���ǣ�ÿ�����߹���=0��������ȫ�ķ��Գƹ�ϵ��
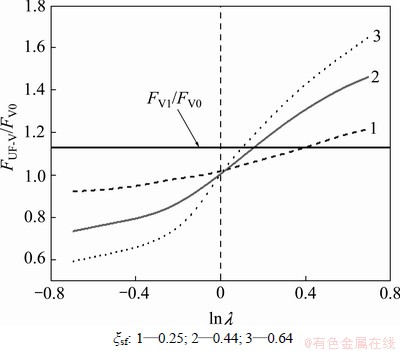
ͼ10 ��FUF-V��Ӱ�����
Fig.10 Variation rules of FUF-V with
ͼ11��ʾΪFUF-V���sf�ı仯���ɡ���ͼ11�ɼ�������ͬ����������£�FUF-V������Ȧ�sf�ı仯���³����Թ�ϵ�������Ŧ�sf�ļ�С��һ���ȶ�ֵ����������=1ʱ(��������Э��)�������������������㶨������ƽ��������FV0������ȡ�
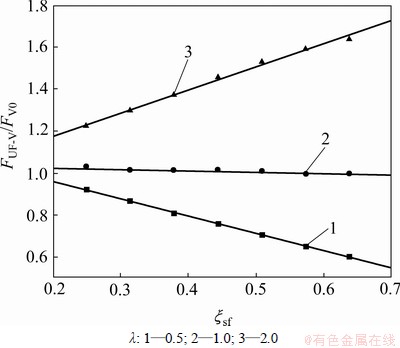
ͼ11 ��������Ե������Ȧ�sf�� FUF-V��Ӱ�����
Fig.11 Variation rules of FUF-V with ��sf
���ݷ�����֪����=0ʱ��FUF-V���ֺ㶨����ʱFUF-V��Fh0�����˲���ʱ��FUF-H-H���sf�����Ա仯�������Ŧ�sf�ļ�С������FV0�������ɴˣ����Լ���FUF-V�ļ��㹫ʽģʽΪ
 (6)
(6)
���У�FV0Ϊƽ����������kfΪͼ11�����ֱ�ߵ�б�ʡ�
 (7)
(7)
��ʽ(6)~(7)�ɵ�FUF-V�ļ���ģʽΪ

 (8)
(8)
���ݱ��ĵĴ������ݵ�Թ�ʽ���лع�õ�δ֪ϵ����a=-1.087 3��b=0.469 8��c=1.661 8��
5 ���㹫ʽӦ��
��700 mm��300 mm(���������)���(Q235)��H���������Ƶ�4���ε�UF����Ϊ�����������ı���Ե�����ѹ������f�õ���ͬ�����ƹ�����
Ӧ�ñ��ļ�����ɵ����������㹫ʽ�������ϸ���������������������������Ԫ����ģ�͵ļ�������ʵ��ֵ�Աȣ������ͼ12��ͼ13����ͼ12��ͼ13���Կ��������ĵļ��㹫ʽ������Ԫ����ģ�ͼ������ı仯���ƴ�����ͬ��ˮƽ��������������Ԫ��������������Ϊ16.7%������ͬ�����µIJ���ֵ������Ϊ3.4%������������������Ԫ��������������Ϊ8.7%������ͬ�����µIJ���ֵ������Ϊ4.4%���ԱȽ��˵�����ĵļ��㹫ʽ����һ������ ���ԡ��ɼ�������������������������ˮƽ�����������������С��������ˮƽ�����������м�λ�á�Բ��λ�úͲ���λ�õ����������ɣ�Ӱ�����ؽ϶ࡣ��������Dz�ͬ��������Ⱥ���������м�λ������������������֮�ȣ����ñ���ϵ�����ܵ�Բ���Լ�ռ���峤�ȵı�ֵ�����ص�Ӱ�죬���ԣ�ˮƽ���������ļ����������Դ��ں����о��У����Ը��ݲ�������ԭ����������о����Ӷ��Ա��Ĺ�ʽ����������
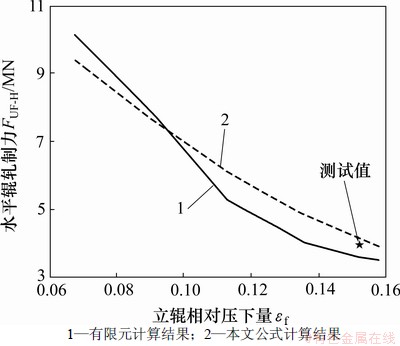
ͼ12 ˮƽ���������Ա�
Fig.12 Comparison of rolling forces of horizontal roll

ͼ13 �����������Ա�
Fig.13 Comparison of rolling forces of vertical roll
6 ����
(1) ˮƽ������λ�õ�����������������֮��������������ȵĵ������仯��Բ��λ�õ�����������������֮���������������������ӣ�����������ȱȽϴ�ʱ��H�ֵ�ˮƽ�����������ܺ���Բ�ǵ�Ӱ�졣
(2) H��������������ƽ�����Ƶ�������Ҫ�����ܵ��������Ե��������ѹӦ����Ӱ�죬����Ӱ����Ҫ����������������Լ������2�����档
(3) ����ͬ�������ʱ���������������ˮƽ����������С����Ե�븹�������Ȧ�sw��Сʱ����ͬ�����ʱ��ˮƽ���м�λ��������FUF-H-H������1���ȶ�ֵ��������仯���ɵó�ˮƽ���������ļ��㹫ʽ��
(4) ���������ͬʱ�������������������������������������Ե������Ȧ�sf��Сʱ����ͬ�����ʱ������������FUF-V������1���ȶ�ֵ��������仯���ɵó������������ļ��㹫ʽ��
(5) ����700 mm��300 mm(���������)��H���������Ƶ�4���ε�UF���ƹ���������֤�����ֱ��Ĺ�ʽʹ�÷��㣬�����ܹ��Ϻõط�ӳ�������ı仯���ƣ�������Ԫ�����������Ϊ16.7%����ʵ��ֵ�����������5%֮�ڡ�
�ο����ף�
[1] ������. �������Լӹ�ԭ��[M]. ��ɳ: ���ϴ�ѧ������, 2004: 339-400.
PENG Dashu. The principle of metal plastic forming processing[M]. Changsha: Central South University Press, 2004: 339-400.
[2] �е�����. H�ֵ�������������[J]. �����, ��. �������ͻ�е-������ר��, 1983, 1(3): 1-18.
ZHONGDAO Haowei. The universal rolling characteristic of H-beam[J]. SHEN Guangxian, trans. Heavy machinery of foreign, 1983, 1(3): 1-18.
[3] ������. �����������빤��[M]. ����: ұ��ҵ������, 1996: 71-90.
WANG Youming. The theory and process of section steel production[J]. Beijing: Metallurgy Industry Press, 1996: 71-90.
[4] ����, ��֪��, ������. X-H���Ʒ�����H��������ģ�͵��о�[J]. ����, 2007, 42(6): 54 -57.
PAN Liang, CHENG Zhisong, FAN Aiqin. Study of rolling force model of X-H rolling H-Beam[J]. Iron and steel, 2007, 42(6): 54-57.
[5] �ź���, ���ں�, ����ǿ. H����������������ģ�͵��о�[J]. ����, 2009, 44(4): 46-49.
ZHANG Hailong, ZHANG Qinhe, HE Qingqiang. Study on continuous rolling force model for H-Beam[J]. Iron and steel, 2009, 44(4): 46-49.
[6] ����, ��־ҵ. �Ĺ�����������H�μ���������[J]. ����, 1986, 21(7): 10-16.
LIANG Ming, ZHAO Zhiye. Rolling load in the passes for H-beam in 4-high universal mill[J]. Iron and steel, 1986, 21(7): 10-16.
[7] ����, �ܺ��. �����������H���������Ƶ����ܲ���[J]. ���ͻ�е, 1993, 1(6): 29-34.
WANG Zhe, CAO Hongde. On the use of the energy method for force and torque in H-beam rolling[J]. Heavy Machinery, 1993, 1(6): 29-34.
[8] Zhang W, Zhu C, Widera G E O. On the Use of the Upper-bound Method for load Determiation in H-beam Rolling[J]. Journal of Materials Processing Technology, 1996, 56(1/2/3/4): 820-833.
[9] Jin X G,, Liu Y L, Lian J C, et al. A three- dimensional analysis of the universal beam tandem rolling process. Part ��: Deformation analysis[J]. Journal of Materials Processing Technology, 2000, 102(1): 59-64.
[10] Jin X G, Liu Y L, Lian J C, et al. A three- dimensional analysis of the universal beam tandem rolling process. Part ��: Stress analysis[J]. Journal of Materials Processing Technology, 2000, 102(1): 65-69.
[11] DONG Yonggang, ZHANG Wenzhi. Theoretical and experimental research on rolling force for rail hot rolling by universal mill[J]. Journal of Iron and Steel Research, International, 2010, 17(1): 27-32.
[12] Karen A, Alireza F. Three-dimensional analysis of shape rolling using a generalized upper bound approach[J]. Journal of Materials Processing Technology, 2009, 209(7): 3264-3277.
[13] �ܺ��. ���Ա�����ѧ����������ԭ��[M]. ����: ��е��ҵ������, 1981: 47-54.
CAO Hongde. The base of plasticity and rolling theory[M]. Beijing: Mechanical Industry Press, 1981: 47-54.
[14] ���Ӳ�, �����. �������Լӹ�ѧ: ���������빤��[M]. ����: ұ��ҵ������, 2005: 50-85.
WANG Yanbo, QI Kemin. Metal plastic processing: Rolling theory and technology[M]. Beijing: Metallurgy Industry Press, 2005: 50-85.
[15] XU Xudong. Research on flange spread of H-Beam on universal mill[J]. Journal of Iron and Steel Research, 2006, 13(1): 27-30.
(�༭ ������)
�ո����ڣ�2012-07-03�������ڣ�2012-08-30
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)������Ŀ(2009AA03Z515)
ͨ�����ߣ����(1963-)���У�����ͭɽ�ˣ����ڣ��������Լӹ������о����绰��010-62334441��E-mail: yzang@ustb.edu.cn
ժҪ�����ڷ��븹�����Ե�Ӱ���˼·����2�������H����������ģ�͡�ͨ���о���ͬ����Ⱥ������������ˮƽ����������������ƽ�����ƵĹ�ϵ���ܽ���ɳ�H���������������㹫ʽ���������������ε�H�����������жԱ���֤���о��������������ͬ������������£�������������Ȧ˵�����ˮƽ����������С���������������ӣ�������Ե���߸�������ļ�С����ͬ���������µ�ˮƽ���м�λ���������������������ֱ�������1���ȶ�ֵ����H�����������㹫ʽ�ܽϺõط�ӳ��ͬ���ղ������������ı仯���ƣ�ˮƽ����������ʽ������������Ԫģ�ͼ����������������Ϊ16.7%����ʵ��ֵ��������Ϊ3.4%��������������ʽ������������Ԫģ�ͼ����������������Ϊ8.7%����ʵ��ֵ��������Ϊ4.4%��
[1] ������. �������Լӹ�ԭ��[M]. ��ɳ: ���ϴ�ѧ������, 2004: 339-400.
[2] �е�����. H�ֵ�������������[J]. �����, ��. �������ͻ�е-������ר��, 1983, 1(3): 1-18.
[3] ������. �����������빤��[M]. ����: ұ��ҵ������, 1996: 71-90.
[4] ����, ��֪��, ������. X-H���Ʒ�����H��������ģ�͵��о�[J]. ����, 2007, 42(6): 54 -57.
[5] �ź���, ���ں�, ����ǿ. H����������������ģ�͵��о�[J]. ����, 2009, 44(4): 46-49.
[6] ����, ��־ҵ. �Ĺ�����������H�μ���������[J]. ����, 1986, 21(7): 10-16.
[7] ����, �ܺ��. �����������H���������Ƶ����ܲ���[J]. ���ͻ�е, 1993, 1(6): 29-34.
[13] �ܺ��. ���Ա�����ѧ����������ԭ��[M]. ����: ��е��ҵ������, 1981: 47-54.
[14] ���Ӳ�, �����. �������Լӹ�ѧ: ���������빤��[M]. ����: ұ��ҵ������, 2005: 50-85.
