
������ʱ��: 2016-06-30 09:04
��﮺Ͻ���������쳬���Ա�����Ϊ������֯
�ϲ����մ�ѧ�������칤��ѧԺ
ժ Ҫ��
ͨ���������������о���5A90��﮺Ͻ����������ͷ�����Ա�����Ϊ,�����ù�ѧ����(OM)�Խ�ͷ����ǰ�������֯���й۲졣�о��������,5A90��﮺Ͻ����������ͷ�������õij����Ա�������,��ͷ�����������¶ȵ����ߺ�Ӧ�����ʵ�������������ټ�С,��������ѱ��β���Ϊ450��,5��10~(-3)s~(-1),�ڴ˲����������������ʴﵽ���171.1%�����κ����֯��ϸС�ĵ���֦��ת��Ϊ��Ϊ�ִ�ĵ��ᾧ,����ı�������ɢ���µľ���Ǩ�ƺͶ�̬�ٽᾧ��ͬЭ��;����ͷ��Ӱ����(HAZ)����֯������Ϊ���Ե�ϸ��,��Ҫ���λ���Ϊ��̬�ٽᾧ���¶ȵ����ߺ�Ӧ�����ʵĽ��Ͷ���������ǿ����Ǩ�ƶԺ�����ε�Э������,ͬʱ����ɾ����ij���,�����¶ȹ��ߺ�Ӧ�����ʹ��Ͷ���ʹ�������������½���
�ؼ��ʣ�
��﮺Ͻ�;��������;�����Գ���;����֯;
��ͼ����ţ� TG456.3
����飺����(1989-),��,����������,˶ʿ�о���,�о�����:��﮺Ͻ���������������Գ���;E-mail:ethan_0211@126.com;;����ƽ,����;�绰:13707911135;E-mail:70269@nchu.edu.cn;
�ո����ڣ�2015-05-26
����������Ȼ��ѧ������Ŀ(51465042)����;
Superplastic Deformation Behavior and Microstructure of Electron Beam Welded Aluminum Lithium Alloy
Chen Long Cheng Donghai Chen Yiping Hu Dean Zheng Sen
Aviation Manufacturing and Engineering College,Nanchang Hangkong University
Abstract��
Superplastic deformation behavior of electron beam welded joints of 5A90 aluminum lithium alloys was researched by high temperature tensile test,and the microstructure of the joint before and after deformation was observed by optical microscopy( OM). The results indicated that the electron beam weld joint of 5A90 aluminum lithium alloy presented good superplasticity,the deformation rate of joints first increased and then decreased with the increase of the deformation temperature and strain rate,and the optimal deformation parameters of the sample was 450 ��,5 �� 10~(-3)s~(-1),at which the elongation of the specimen reached maximum 171. 1%. The fine equiaxed dendrite of the weld transformed into coarse equiaxed after superplastic deformation,and the deformation mechanism of the weld was dominated by grain boundary migration and dynamic recrystallization; the microstructure of heat affected zone( HAZ) was refined after superplastic deformation,and the main deformation mechanism of HAZ was dynamic recrystallization. The coordinating role of grain boundary migration on the weld deformation was enhanced with tensile temperature increasing and initial strain rate decreasing,which caused growth of grain,so temperature which was too high or strain rate which was too low would decrease elongation of the sample.
Keyword��
aluminum lithium alloy; electron beam welding; superplastic deformation; microstructure;
Received�� 2015-05-26
��﮺Ͻ����ھ����ܶȵ͡��ȸնȴ�ǿ�ȸߡ������Ա����������õ���������,�ں��պ�������õ��㷺��Ӧ��
1 ʵ��
�������Ϊ2 mm��5A90��﮺Ͻ���,�仯ѧ�ɷ����1��ʾ������������������ZD150-30C CV65M�͵����������Ͻ���,���õĺ����ٶ�Ϊ25 mm��s-1,���ٵ�ѹΪ90 k V,�۽�����Ϊ1570 m A,��������Ϊ16 m A���������ԼΪ3mm,�����������,��X����̽���Ǽ�⺸���ڲ�û�й۲쵽�������ơ���������������RG2000-20�������Ƶ�������������Ͻ���,����ǰ�����ȱ���15 min�������¶�:425~500��,Ӧ������:5��10-4~1��10-2s-1�����������ߴ���ͼ1��ʾ,�����������β��ֵĿ���Ϊ6 mm,�����˽�ͷ(���졢��Ӱ����)��ĸ���������֡����������ڽ�ͷ���ȱ��β��ֽ�ȡ,ʹ�ý�����������ˮɰֽ���д�ĥ����ĥ��,�ٽ��л�е�⡣����֯����ʴ����Keller�Լ�:1 ml HF+1.5ml HCl+2.5 ml HNO3+95 ml H2O��ʹ�ù�ѧ����(OM)�۲��ͷ�����������֯��ò��

ͼ1 �������������ߴ�ʾ��ͼFig.1 Dimension of samples for hot tensile tests(mm)
��1 5A90��﮺Ͻ�����Ҫ��ѧ�ɷ�Table 1Chemical compositions of 5A90 Al-Li alloy(%,mass fraction) ����ԭͼ

��1 5A90��﮺Ͻ�����Ҫ��ѧ�ɷ�Table 1Chemical compositions of 5A90 Al-Li alloy(%,mass fraction)
2 ���������
2.1 �������ѧ����
ͼ2ΪӦ�����ʶԺ���Ӧ��Ӧ�����ߵ�Ӱ��ͼ����ͼ2���Կ���,�������������Ӧ��Ӧ������û��������,�������������û�е��Ա��ι���,����ֱ�ӽ��������Ա��Ρ��ڸ������������,�����ܵ����µ�����,�Ѿ��������������,Ӧ��Ӧ�������ڽ�����̬�κʾ��״,���ֳ����Եij����Ա��������������ڳ����Ա��ι��̽�����̬�κ�,Ӧ��Ӳ�����ٽᾧ�����ﵽ��̬ƽ��,����Ӧ����һ��С��Χ�ڲ�������ͼ2�л����Կ���,����Ӧ�����ʵ�����,�����Ӧ��Ӧ�������������ơ�Ӧ��������Ӱ�캸�峬���Ա�����Ϊ����Ҫ����֮һ,����Ӧ����������,�����ڲ�����Э����ʱ����,����Э����������,ʹ��Ӧ������,Ӧ��Ӧ��������������,��Ҳ����5A90��﮺Ͻ���һ����Ӧ���������в��ϡ�

ͼ2 Ӧ�����ʶԺ���Ӧ��-Ӧ�����ߵ�Ӱ��Fig.2Relationships between stress-strain curve and initial tensile parameters
ͼ3��ʾΪ���β����Ժ��������ʵ�Ӱ�졣��ͼ3��ʾ,��������������¶ȵ����߶���������С,��Ӧ�����ʵ��������������С,��450��,5��10-3s-1�ﵽ���,�ﵽ171%��������Ϊ,�¶����������ڴٽ����绬�Ƽ���ɢ������������,����ǿ���ٽᾧ��������,��ߺ����ڲ���֯�ı���Э������,�Ӷ����Ӻ����������;���¶ȹ���ʱ,��ʹ������������,���������ױ�����,��ɺ��������ʵ��½�������,�¶ȹ��߷�����Ժ��峬���Ա���������������Ӱ�졣Ӧ�����ʽ���,�����ڲ��и����ʱ����Э������,��������ߺ����������,����Ӧ�����ʹ���ʱ,�����ڸ���ͣ��ʱ�����,������������,������ʹ������������½������¶ȸ���475��ʱ,�����ڲ���֯�������̶��Ѿ�����Ӱ�캸�峬���Ա������ܵ���Ҫ����,Ӱ�캸�峬���Ա������ܵ���Ҫ�����Ǹ��¶�����ľ�������,���ڽϸߵ�Ӧ������ʱ,����������ε�ʱ�䶼�ܶ�,�ڶ�ʱ���ھ�������������,�����¶���475~500����,Ӧ��������1��10-3s-1����1��10-2s-1,����������ʶ�û�����Եı仯��
2.2 ����ǰ��ͷ����֯
ͼ4��ʾΪ5A90��﮺Ͻ����������ͷ��������Ӱ���������Ա���ǰ������֯����ͼ4(a)��ʾ,������֯����ϸС�ĵ��ᾧ�Ͷ���֦����Ϊ����ĵ�����֦�����,�ھ����֦����ֲ��϶�Ħ�+��(Al Li)��Ԫ������֯�Ͷ̰�״�Ħ�+��(Al Li)+T(Al2Mg Li)����Ԫ������֯��ͼ4����ɫ����IJ���Ϊ����ʴ����ʴ���ľ���Ĺ�����֯
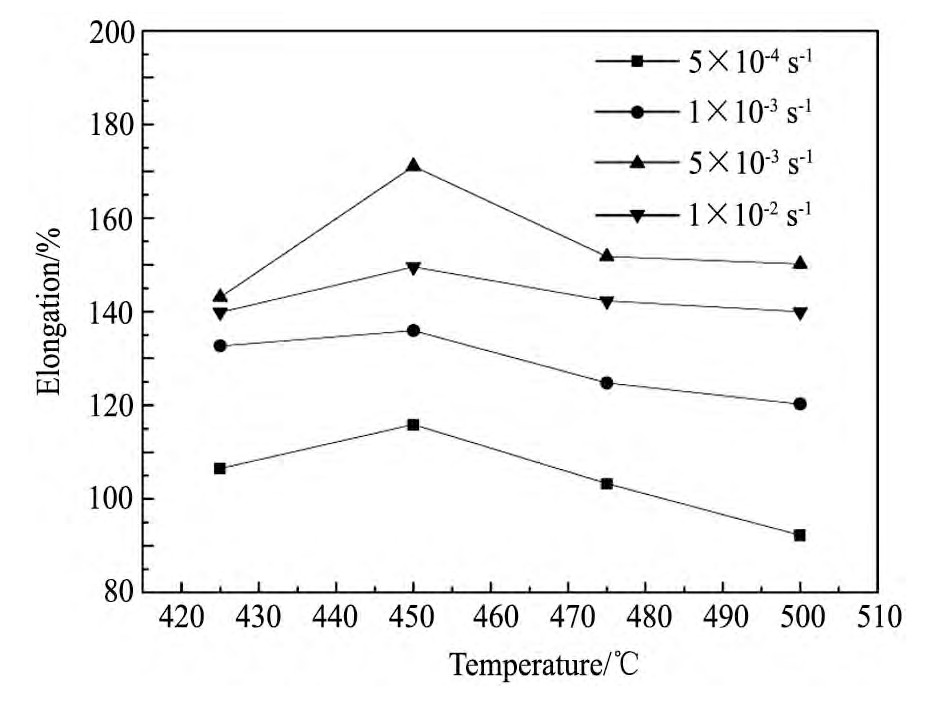
ͼ3 ��������Ժ��������ʵ�Ӱ��Fig.3 Effects of forming parameters on elongation of weld joint
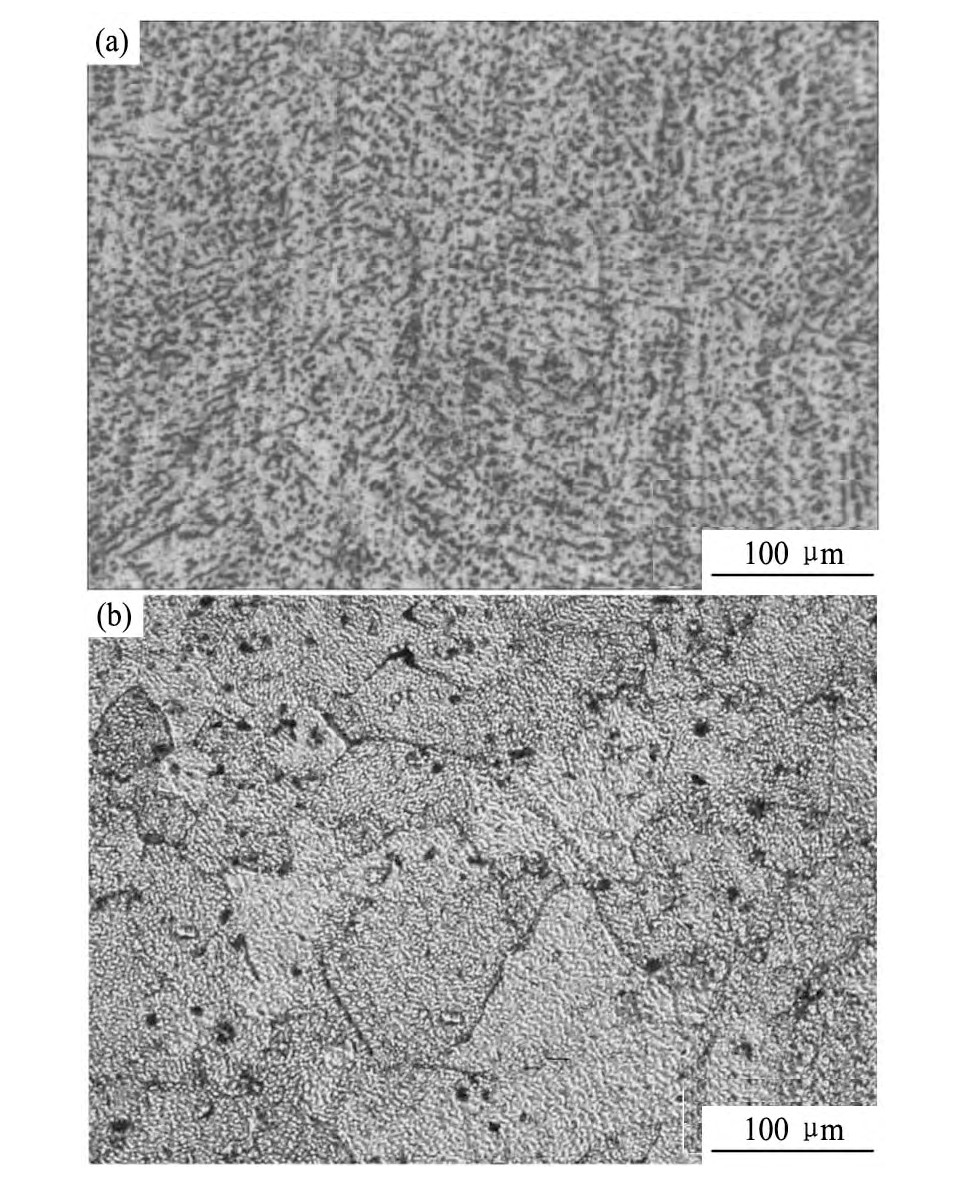
ͼ4 �����Ա���ǰ�������Ӱ����������֯Fig.4OM images of microstructure of weld center(a)and heat affected zone(b)before superplastic deformation
2.3 ���κ��ͷ����֯
ͼ5Ϊ���κ��ͷ��������Ӱ����������֯����ͼ5�п��Կ���,���κ�����֯�����˽�Ϊ���Եij���,��֯�ɳߴ��С�ĵ��ᾧ�͵���֦״��ת��Ϊ�˴ִ�ĵ��ᾧ,ԭ�������ھ����֦����Ĵ���������֯�;���ƫ�������Ѿ�������ʧ(��ͼ5(a))��������֯�и����ĺϽ�Ԫ�غ;���ƫ����Ԫ��,�ڸ�������������·dz���������ɢ,�����¾���Ǩ��,���쾧���ڷ�������Ǩ�Ƶ�ͬʱ�����������ȱ��,�ɳ�Ӧ�����дӶ�Э�������ı���

ͼ5 ��450��,5��10-3s-1ʱ���κ�����Ӱ������֯Fig.5 OM images of microstructure of weld center(a)and heat affected zone(b)after superplastic deformation at 450��,5��10-3s-1
��ͼ5(b)�п��Կ���,��Ӱ������֯�����˽�Ϊ���Ե�ϸ��,�ִ�ľ����Ѿ�ϸ��������ߴ�ϸС�ĵ��ᾧ���ܺ�����ѭ��Ӱ��,��Ӱ��������֯�ִ�,��������������ִ��ǿ�����ʵ�,�����Ա���ʱ,������Ӱ�������ں�����ĸ�ĵĽ��紦,�����γ�Ӧ����������β������ԡ��ڱ���Ӧ������������Ӱ���������л��γɲ��ȶ����Ǿ�������,�������ű��εĽ�����Щ�Ǿ���ͨ������λ����ɴ�ǶȾ���,�Ӷ�ʹ�����õ�ϸ��,���ƶ������Ա��εĽ���
2.4 Ӧ�����ʶ�����֯��Ӱ��
ͼ6��ʾΪ�����¶�Ϊ450��,��Ӧ���������������ε�100%ʱ���������֯����ͼ6�п��Կ���,����Ӧ�����ʵı�С,�����ƽ�������ߴ粻������Ӧ������Ϊ1��10-2s-1ʱ,����ƽ�������ߴ���Сֻ��31��m,������Ϊ��Ӧ�����ʴ�ʱ,�������β������α��ܶ�,������ɢǨ�������ĵ��α���,���н϶���α��ܴٽ���̬�ٽᾧ�Ľ���,��̬�ٽᾧ�Ժ���ı���Э�����ø�ǿ����̬�ٽᾧ����ϸ������ľ���,��������ǿ����ij����Ա�������,��Ӧ�����ʹ���ʱ,����Э������������,�����Ӧ������,���������������ij����Ա���,ʹ�ý�ͷ���������½����������¶�Ϊ450��,Ӧ��������5��10-3s-1���ӵ�1��10-2s-1ʱ,��������������171.1%�½���149.6%��
����Ӧ�����ʼ�С,�������β����ı����ܱ���,�ֵ��α��ܱ�����Ǩ��������,��ʱ����ij����Ա��λ�������ɢ���µľ���Ǩ��Ϊ��,���ٽᾧ�Ա��εĹ���С��Ӧ������Сʱ,�������㹻��ʱ�������кϽ�Ԫ�ص���ɢ�;���Ǩ��,�Ӷ�Э������ı���,�������������������,����Ӧ�����ʹ�Сʱ,����Ǩ�ƻᵼ�¾������ȳ���,���������ij����ԡ��������¶�Ϊ450��,Ӧ������Ϊ5��10-4s-1ʱ,����ƽ�������ߴ�������65��m,���Ҽ��������ɴִ�ľ������,������������ֻ��115.9%��

ͼ6 Ӧ�����ʶԺ�����֯��Ӱ��Fig.6 Effect of strain rate on microstructure of weld
(a)1��10-2s-1;(b)5��10-3s-1;(c)1��10-3s-1;(d)5��10-4s-1

ͼ7 �����¶ȶԺ�����֯��Ӱ��Fig.7 Effect of deformation temperature on microstructure of weld
(a)425��;(b)450��;(c)475��;(d)500��
2.5 �¶ȶ�����֯��Ӱ��
ͼ7��ʾΪӦ������Ϊ5��10-3s-1,��ͬ�����¶����������ε�100%ʱ����������֯����ͼ7��ʾ,��Ӧ������Ϊ5��10-3s-1,�����ƽ�������ߴ�������¶ȵ������������ͼ7(a)��ʾ,�������¶�Ϊ425��ʱ,�����¶Ƚϵ�,Ԫ����ɢϵ����С,��ɢ���µľ���Ǩ���ٶȽ�С,���Ӧ�Ķ�̬�ٽᾧ���������ε�Э����������,���Ա����¶�Ϊ425��ʱ,���쾧������ΪϸС,�ߴ��Ϊ����,û�гߴ糬��50��m�Ĵ���,ƽ�������ߴ�ֻ��32��m��
�����¶�Ϊ450��ʱ,�¶�����,ԭ�ӵ��ȼ���������ǿ,�Ͻ�Ԫ����ɢ��λ�����Ƶȸ�������,��ɢ���µľ���Ǩ�Ƹ�������,��ǿ�������ij����Ա����������������ž���Ǩ�ƶԱ���Э���Ĺ�������,��̬�ٽᾧ���ܵ�����,���Ժ����ƽ�������ߴ�������39��m,��ͼ7(b)��һ����Χ���¶ȵ����߿�����ǿ��������������,��������ij�����,�������¶ȹ���ʱ,����ɾ����Ĺ��ȳ���,ʹ�����ij����Ա��������½�����Ӧ�����ʽϴ�ʱ,�����������������ʱ��϶�,��˵�������������Ժ��¶ȶ����������ʵ�Ӱ�쿪ʼ��С����ͼ7(c,d)�п��Կ���,�����¶���475�����ߵ�500��ʱ,���쾧���������ԡ�
3 ����
1.��������ѱ��β���Ϊ450��,5��10-3s-1,�ڴ˲����������������ʴﵽ���171.1%��
2.���κ����֯��ϸС�ĵ���֦��ת��Ϊ��Ϊ�ִ�ĵ��ᾧ,��������ɢ���µľ���Ǩ�ƺͶ�̬�ٽᾧ��ͬЭ��;����ͷ��Ӱ��������֯������Ϊ���Ե�ϸ��,��Ҫ���λ���Ϊ��̬�ٽᾧ��
3.�¶ȵ����ߺ�Ӧ�����ʵĽ��Ͷ���������ǿ����Ǩ�ƶԺ�����ε�Э������,ͬʱ����ɾ����ij���,�����¶ȹ��ߺ�Ӧ�����ʹ��Ͷ���ʹ�������������½���
�����
