
�й���ɫ����ѧ�� 2003,(06),1528-1533 DOI:10.19476/j.ysxb.1004.0609.2003.06.039
��ʽ��������¯�ȹ����̵���ֵģ��
���пƼ���ѧúȼ�չ����ص�ʵ����,���пƼ���ѧúȼ�չ����ص�ʵ����,���пƼ���ѧúȼ�չ����ص�ʵ���� �人430074 ,�人430074 ,�人430074
ժ Ҫ��
ͨ���Ի�ʽ��������¯���ȹ����̽���ϵͳ���۷��� ,�����˱���¯�ȹ����̵���ѧģ�͡��Ա���¯����ģ�����Ľ������ :���չ����������ڲ��²����ĵط���Ҫ������¯�� ,Ӧ��ȡ��Ӧ�Ĵ�ʩ����¯��������ʧ�Ա������������¶ȵľ����� ;ͬʱ ,��ͬ�Ļ���ѭ��ʱ��Ϳ�����©�Ա��յ��ܺ�Ӱ��ϴ� ,���ͻ���ѭ��ʱ�佫�����ܺ����� ,�����Ϳ�����©����ɼ���ؽ����ܺ�
�ؼ��ʣ�
��ͼ����ţ� TF821
����飺������(1972),��,��ʿ�о���,��ʦ;�绰:027875424178316;Email:lqzhang@hust.edu.cn;
�ո����ڣ�2002-11-04
Numerical simulation of heat transfer process of ring anode baking furnace
Abstract��
Through the systematic analysis of ring anode baking process, a mathematical model was developed. Several simulation runs were then made. The simulated results indicate that the maximal temperature gradient is focus on the top of anodes. In order to preserve the uniformity and stability of the baking temperature in anodes, some relevant measures to reduce this heat loss should be taken. It is also found that the fuel consumption increases with the decrease of firing cycle time, and cutting down the air infiltration will be helpful for saving fuel.
Keyword��
baking furnace; heat transfer; numerical simulation;
Received�� 2002-11-04
����������ҵ����Ԥ����������Ҫ����, Ҳ���������������гɱ���ߵ��������衣 ���չ���ֱ�Ӿ�����������������, �Ӷ�Ӱ�쵽���ʱ���������ġ� ����Ч�ʡ� ��ĵȡ� һ���⳧ÿ����1 t��, Ҫ���Ĵ�Լ0.5 t�������� �������25�� t���ĵ�⳧, ����������ÿ����1%, ÿ��ľ�����ʧ�ʹ�142����Ԫ
�����ı��չ�����һ�����������ȹ�����ĸ����ȹ�����, ����ȼ��(ú��������)��ȼ�ա� �����Ĵ���(���䡢 �����ʹ���)����ʧ�� �ӷ��ֵ��ݳ���ȼ�ա� ��佹��ȼ�ա� �����������Լ�������©�ȡ� ���ϱ���¯¯���Ӵ� �������ڳ�(һ��������), ����������Թ������о������ղ���������������Ӱ����ʮ�����ѵġ� ���, ���������ֵģ���о����Եø�����Ҫ�� ��������20����80��������Ѿ���ʼ���ⷽ��Ĺ���
1 �����
���ĵ��о�����Ϊ����ʽ������������¯�� ���������ɸ��ṹ��ͬ��¯��(һ��Ϊ18��90��)���, ÿ��¯���ֱ�����ָ������ɸ�����, �������ֲ�ѷ��������ڡ� �������������� ������¯ǽ֮��, �Լ��������¾���ʯ�ͽ������Ϊ�������ʡ� ͼ1��ʾΪ����ij������������¯1������ϵͳ����תʾ��ͼ�� �ñ���¯ÿ��¯����8������� 7������, ���չ��̵�Ԥ�ȶΰ���4��¯�ҡ� ���ȶ�2��¯�ҡ� ��ȴ��Ϊ4¯�ҡ� ����ʱ, ÿ��1������ѭ��ʱ��, ȼ�ռܡ� �ķ�ܺ����̼�ͬʱ��ǰ�ƶ�1��¯��, ��Ӧ��1��¯�ҽ���Ԥ�ȶΡ� 1��¯�ҽ�����Ȼ��ȴ, ������ʽ��ת�� ���ӹķ�ܽ�����, ����ȴ�ν�����������ȴ��ͬʱ��Ԥ�ȵ�һ���¶Ƚ���ȼ���Ҳ���ȼ��, ��ȼ���ҵĸ������������Ԥ�ȶν��������ݸ����������̼��ų��� �������չ���������һ���������������Ƚ�������
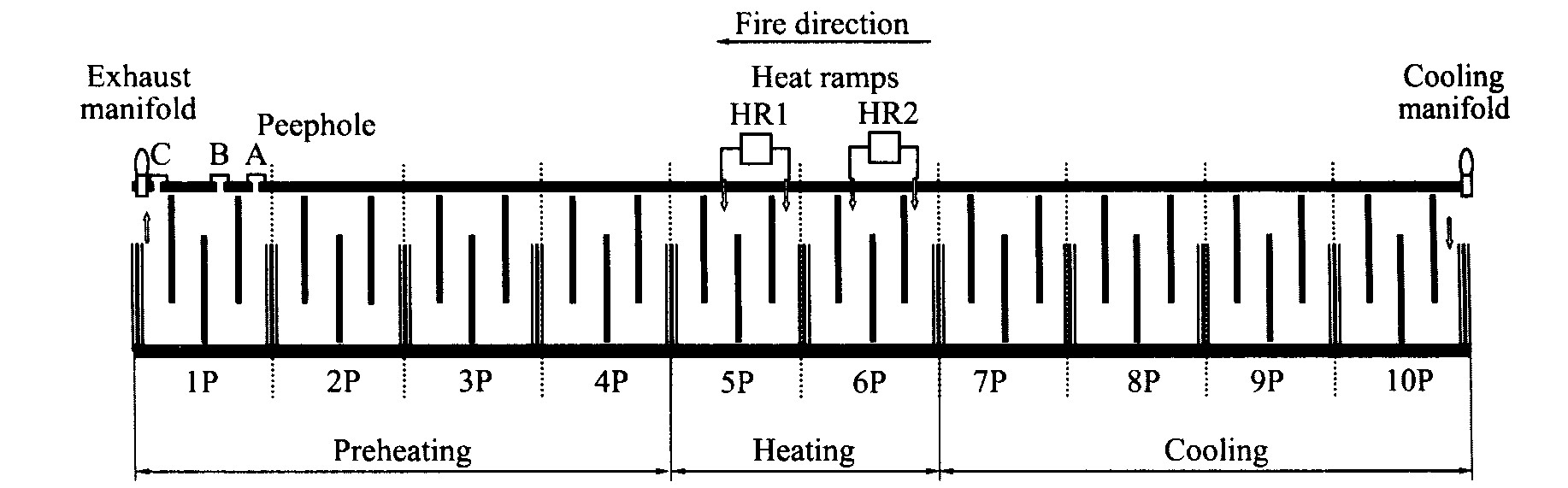
ͼ1 ����¯1������ϵͳ��ת��ͼ
Fig.1 Longitudinal view of one furnace fire group
2 ��ѧģ��
2.1 ���������ģ�ͻ�����
���ڶԳ���ԭ��, ����Ŀ��������x����ȡ����������ߵ��������������߾���, y����ȡ����Ķ������ײ�����, z������Ϊ¯������������ڵ����̼ܳ��ڵľ��롣
�����������չ���ʮ��������һ���������������Ƚ�����, ���, ����ʱֻҪ¯������(z����)�Ľڵ㻮���㹻ϸ, �Ϳ��Խ�����¯������(�������ǽ�� ��佹������)����Ӧ��������һ�������������Ƚ�����
2.2 ��ѧģ��
����ƽ�ⷽ��
ʽ�� mg���������������������, kg/s; cp, g��������ѹ������, J/(kg����); Tg�������¶�, ��; hT�������ܴ���ϵ��, W/(m2����); Ts�������¶�(�������ǽ�� ��佹������), ��; R�������, m; T0�������¶�, ��; mf, mv, mc��ÿ��¯����ȼ�ϡ� �ӷ��ֺ���佹����������, kg/(s��m); Hf, Hv, Hc��ȼ�ϡ� �ӷ��ֺ���佹����ֵ, J/kg; L��ÿ��¯��������ʧ, W/m; z��¯������ڵ㡣
���ȷ���
ʽ�� ��s�����ǽ�� ��佹�������ܶ�, kg/m3; cp, s�����ǽ�� ��佹����������, J/(kg����); ��s�����ǽ�� ��佹����������ϵ��, W/(m����)
��������
ʽ�� ��g�������ܶ�, kg/m3; vg����������, m/s; p�����ѹ��, Pa; De���������ֱ��, m; f���������ӡ�
2.3 �߽缰��ֵ����
���ȷ���ʽ(2)�ı߽�Ϊ������߽�, ������¯���Ķ��������Լ����任�ȼ����������
��������ʽ(3)��Ҫ���ڼ������Ŀ�����©����ѹ���, ���ֵ������������
����ƽ�ⷽ��ʽ(1)�лӷ��ֵ��ͷ����������������������������
2.4 ģ�ͼ��㷽��
���������̽����������ɢ, Ȼ���õ��������Ϸ�������, �ɵõ�����¯¯���ڵ��¶ȳ��� �����¶��Լ�ȼ��ʹ�����Ȳ����� ͼ2��ʾΪ���������ͼ��
���ȼ���һ�������¶�(Tg), ���ø����ĸ�ѹ�������©��ϵʽ, �õ�������������ʽ(3), �ɵû���ڵĸ�ѹ����������(mg); �ٽ�ȷ���ʽ(2), �ɵ�¯���ڸ����ֵ��¶ȳ�; ��������ƽ�ⷽ��ʽ(1), �ɵõ�һ���µ�Tg*��ȼ��ʹ����m*f; �Ƚ�Tg��T*g, �����ֵ����15 ��, ���·��ؼ���, ����������, ���Tg�� Ts�� mf��ֵ��
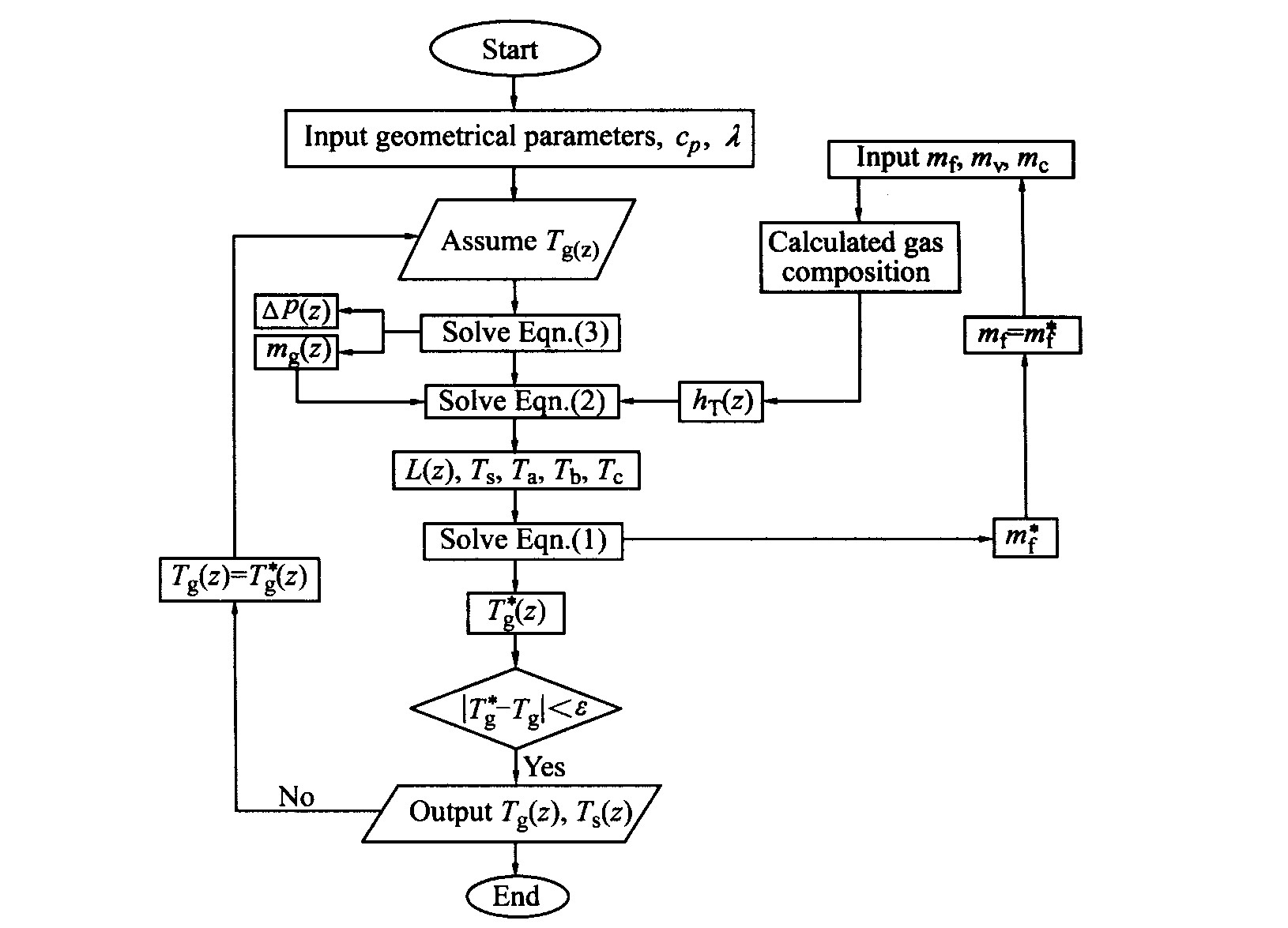
ͼ2 ����¯�����ļ����ͼ
Fig.2 Computational scheme for determining parameters of baking furnace
�����������ֻ����¯���ӹķ�ܽ��뵽�����̼��ų���һ����, �����յ�Ԥ�ȶΡ� ȼ�նκ���ȴ�Ρ�
3 ģ����������
3.1 ģ����֤
ģ��ģ��Ŀɿ����ںܴ�̶���������ģ�ͽ���ʱ���еļ�ͬ����ʵ�ʵ����̶ȡ� Ϊ����֤����������ѧģ�͵Ŀɿ���, �������߶Թ���ij������ҵ��˾90�ҳ���ʽ����¯�������ۺϲ��Թ���
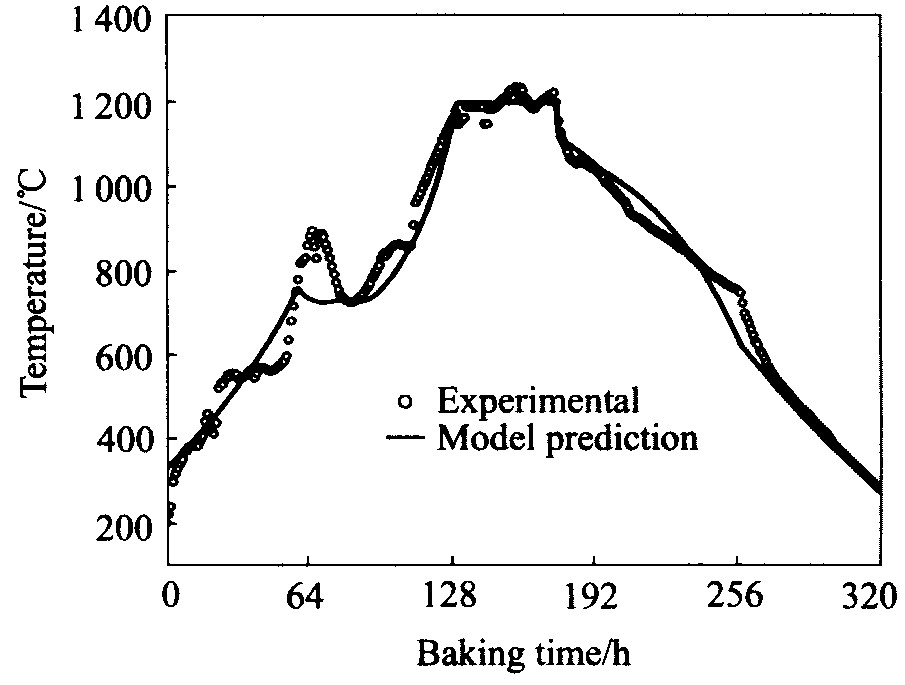
ͼ3 �����¶��뱺��ʱ��Ĺ�ϵ
Fig.3 Relationship between gas temperature profile and baking time
3.2 ģ����
3.2.1 �����ڲ��¶ȳ�
���������������ܴ�̶��������ڱ����¶ȵľ����Ժ��ȶ��ԡ� ������90�ұ���¯�Ľṹ���ܼ����չ���Ϊ��, ������ģ����㡣 ͼ5��ʾΪ�����ڲ�x�� y������¶ȷֲ�ͼ, ����ͼ5(a)��ʾΪ���ս��е�32 h�����, ͼ5(b)��ʾΪ����192 h(��ȼ������)������� ��ͼ5��֪, �����ڱ��չ��������ڲ��¶ȳ��������DZȽϾ��ȵ�, ��Ҫ���²���������Ķ����͵ײ�, �����Զ������²���� ����ʽ��������¯��¯��һ�㶼�dz���ֱ���������, ���������ı���ֻ�������������渲�ǵ���佹��, ���ϱ���¯���Ǹ�ѹ����, �����Ŀ�����¯��������, ���Ȼ�����������������² ���, Ҫ��֤���������¶ȵľ����Ծͱ��뽵�ͱ���¯¯����¯������ʧ, �ر���¯��������ʧ�� һ����ʵ����������ϲ���佹����ʵ��¯�����µ�Ŀ�ġ� ͬʱ, ��¯���Ӹ�¯�ǿɼ���¯������������Ϳ�������, ��ɴ�����������ϲ����²�

ͼ4 �����¶��뱺��ʱ��Ĺ�ϵ
Fig.4 Relationship between anode temperature profile and baking time
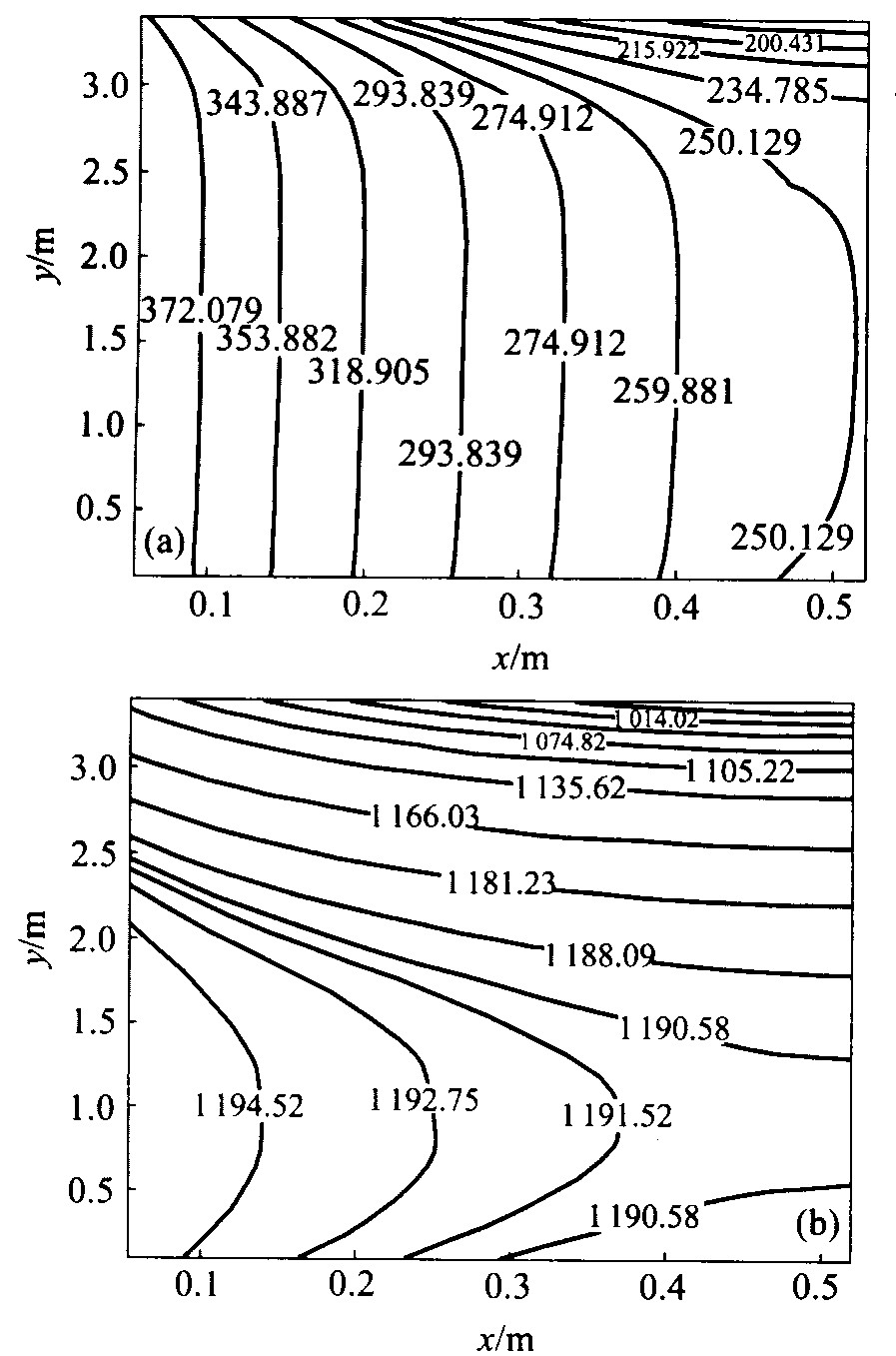
ͼ5 ��ͬ���ս�ʱ�����ڲ��¶ȷֲ�
Fig.5 Temperature contours inside anode at different baking stages
(a)��Baking for 32 h; (b)��Baking for 192 h
3.2.2 ��������
�������ߵ��ƶ�һ����ѭ����ͷ������, �м�����������ԭ��, ������Ԥ�Ƚκ����ս�εļ�������Ҫ��һЩ, ���ӷ��ִ����ݳ������½μ�������Ҫ������һЩ�� Ϊ��, ������������ͬ�������, �Բ�ͬ����ѭ��ʱ���µı��ս�����ģ�����, ���������ͼ6�ͱ�1��ʾ��
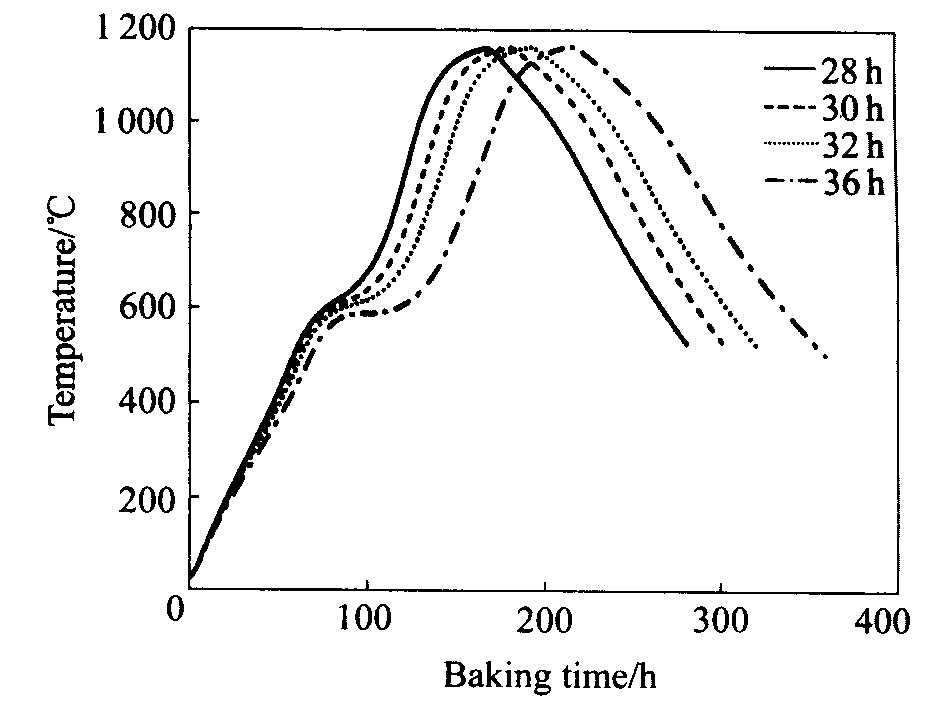
ͼ6 ��ͬ����ѭ��ʱ���� �����ı�������
Fig.6 Anode temperature profiles after different firing cycle times
ͼ6��ʾΪ4�ֻ���ѭ��ʱ���������ı�������, ��1����⼸������µ������������������ʱ������˱Ƚϡ� ��ͼ6�ͱ�1�ɿ���, �ڼ���ļ��ֻ���ѭ��ʱ����, �����ı������������ܷ��ϡ���ͷ��, �м�������ԭ��, �����Ż���ѭ��ʱ��Ľ���, ���¶ȷ�Χ�ڵ������������ʻ�����, �������ı���ʱ���������ʱ��Ľ��Ͷ����١� ͬʱ, ���ǶԸ�����ѭ��ʱ���µ��ܺ���������˱Ƚ�, �������: �����32 h�����, ����ʱ��ȡ36 hʱ�ܹ�����6.1%, ��30 hʱ��Ҫ�����6.4%, 28 hʱ��������20.6%, ���ܺĻ����Ż���ʱ��Ľ��Ͷ����� ������Ϊ��������������������, Ҫ�ڽ϶̵�ʱ���ڴﵽԤ���ı���ָ��, ��ȻҪ�ķѸ��������, Ҳ����˵, ����ʱ��Ľ������������ܺ�Ϊ���۵ġ� Ӧ��ָ��, ����ʱ���������ζ��������������ߡ� ��������֤ʵ����������������Լ�ܺĵ�ì��, ����ڱ���¯�������ߵ��ƶ�����ָ���ԵIJο����塣
��1 ��ͬ����ѭ��ʱ���±������߱Ƚ�
Table 1 Comparison of different firing cycle times
Temperature/�� |
Mean anode heating rate/(�桤h-1) |
Continuing time/h |
|||||||||||||||
28 h |
30 h | 32 h | 36 h | 28 h |
30 h | 32 h | 36 h | ||||||||||
30-250 |
8.15 | 7.86 | 7.59 | 7.10 | 27 | 28 | 29 | 31 | |||||||||
250-700 |
5.92 | 5.29 | 4.89 | 4.09 | 76 | 85 | 92 | 110 | |||||||||
700-1 080 |
10.86 | 10.27 | 9.74 | 9.27 | 35 | 37 | 39 | 41 | |||||||||
>1080 |
- | - | - | - | 30 | 30 | 32 | 34 | |||||||||
3.2.3 ��ͬ©��������ģ��
����¯һ��Ϊ��ѹ������ ��ѹ�����������ǿ��Ժܺõؽ�ȼ�ն��������뵽Ԥ�ȶ�, ʹȼ���ȵõ��������; ����ѹ���ɱ������ɿ�����©, �ر��Ƕ��ڳ���ʽ¯��, ���ڸ�ѹ�������Ŀ�����©�Ǻ����ص�
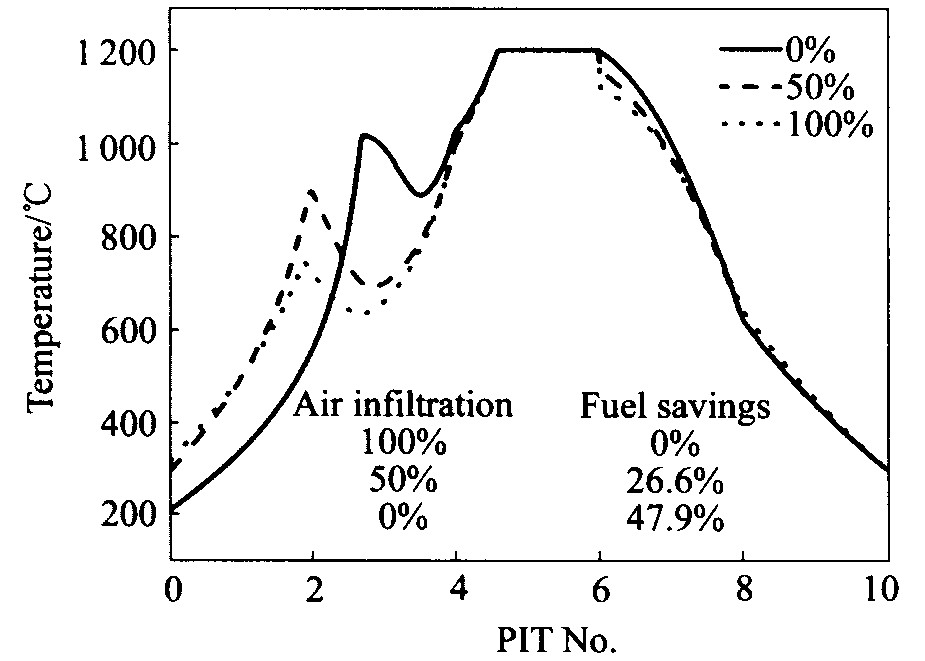
ͼ7 ��ͬ©������µ�������������
Fig.7 Flue gas temperature profiles of different air infiltration
4 ����
1) ͨ���Գ���ʽ����¯���ȹ����̽���ϵͳ�����۷���, �����˱���¯�ȹ����̵���ѧģ��, ����ѧģ������ģ�ⱺ��¯��������Ϊ�ǿ��е�, ģ����������ⶨ������Ϻܺá�
2) �Ա��չ����������ڲ��¶ȳ�ģ��Ľ������, �����ڲ��²����ĵط���Ҫ������¯�ӵĶ���, ��ȡ��Ӧ�Ĵ�ʩ����¯��������ɢʧ�������ڱ������������¶ȵľ����Ժ��ȶ���, �Ӷ������������������
3) ��ͬ�Ļ���ѭ��ʱ��Ϳ�����©���Ա��յ��ܺ�Ӱ��ϴ� ���ͻ���ѭ��ʱ�佫�ᵼ���ܺ�����, �����ٿ�����©��ή���ܺġ� ͬʱ, ��������ʱ����������Ҳ�����Ż���ѭ��ʱ��Ľ��Ͷ����� ����ڱ���¯��������о��п�ѧ�����۲ο���ֵ��
4) ģ�ͻ�������ģ�ⲻͬ�Ļ���ߴ硢 ����ߴ��Լ�����ָ��������µı������, ��Ϊ����ʽ����¯���Ż�����ṩ��һ���µ�˼·��
�����
[2] ��FurmanA .Amathematicalmodelsimulatingananodebakingfurnace[J].LightMetals,1980.545552.
[3] ��StevensonDT .Anodebakingfurnacehydrodynamicfluemodeling[J].LightMetals,1988.307314.
[8] ��KreithF ,BlackWZ .BasicHeatTransfer[M ].NewYork:HarperandRow,1980:239.
