
DOI: 10.11817/j.ysxb.1004.0609.2021-36598
���ղ����Ի����˽���Ħ������������ǰ��������Ӱ��
������1���±�1��������2��������1��Ԭ ��1
(1. ������ҵ��ѧ ����������ѧ�����ܳ���װ����ϵͳ�о��������� 100124��
2. �������е����˾������ 100076)
ժ Ҫ��
���6061-T6���Ͻ�����˽���Ħ����(RFSW)չ���о��������ڿ�����˵�ĩ�˺ͽ���Ħ����������֮�䰲װ��ά�������������ά�����������ݲɼ�ϵͳ����β��ò�ͬ�Ĺ��ղ�����5 mm 6061-T6���Ͻ���к��ӣ��ں��ӹ�����ʵʱ������ͷ�ܵ�����������ǰ������������Ժ���������й۲���������Ժ����������������Ժ�Ӳ�Ȳ�����������������ǰ�������Ժ�������֯����ѧ���ܵ�Ӱ�졣�������������ͷת����800~3400 r/min֮�䣬����ͷת�ٶԺ�����ѧ����Ӱ���С�������ٶ���60~360 mm/min֮�䣬������ѧ�������á����ӹ����н�������ѹ����������ﵽԼ5000 N�����ӽ��ȶ�ʱ��������ԼΪ3600 N�����ӽ�ǰ��������ﵽԼ-550 N���ں��ӹ����У�������/ǰ�������ı�ֵΪ-6.5����ʱ�����������á�
�ؼ��ʣ�
�����˽���Ħ������6061���Ͻ�����������ǰ����������ѧ������
���±�ţ�1004-0609(2021)-04-0956-12���� ��ͼ����ţ�TG453.9���� ���ױ�־�룺A
���ĸ�ʽ��������, �±�, ������, ��. ���ղ����Ի����˽���Ħ������������ǰ��������Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(4): 956-967. DOI: 10.11817/j.ysxb.1004.0609.2021-36598
CHEN Shu-jun, KONG De-bing, DONG Jian-tao, et al. Influence of process parameters on axial force and transverse force of robot friction stir welding[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(4): 956-967. DOI: 10.11817/j.ysxb.1004.0609.2021-36598
Ŀǰ�����Ͻ�������������ᡢ��ʴ����ǿ�ȸߺͱȸնȺõ����ԣ����㷺Ӧ���ں��ա����졢�����������ͨ������[1-2]������Ħ����(Friction stir welding, FSW)��Ӣ�������о�����1991�귢����һ�ֹ��ຸ�Ӽ�����������ɫ�����Լ��ͳɱ������ƣ����㷺Ӧ�������Ͻ�þ�Ͻ�����ʺϽ��������[3-4]������ʽ�Լ�̨ʽ����Ħ��������ʵ�ֶ�άƽ��ĺ��ӣ�������ɸ����Եĺ��ӣ�Ϊ��ʵ����ɫ���������������Ի���չ�������˽���Ħ��������(Robot friction stir welding, RFSW)˳Ӧ��������ʵ�ָ����Ե����ʺϽ������[5-6]������ʽ����Ħ�������ǵ���Ҫ����Ϊ����ͷת�١������ٶȡ���ѹ����Լ�����ͷ��ǣ��������˽���Ħ�����������������⣬������ÿ��ǻ����˸��������������ڶ�غ�����ɺ��ӡ�Ŀǰ�����ڽ���Ħ�����Ľ���ͷ�����ϴ��»����˱����ĸ��Բ��㣬�������ʰ�ĵķ�Χ���ޣ����������ܵ�����ͷ��������Ӱ��ϴ�[7-10]������������˸նȲ����������Ҫ�ӻ����˵�ĩ�˿��ƵĽǶ�ȥ�Ż�[11]����ˣ���������Ի����˽���Ħ����ĩ���������о����о���ͬ���ղ�����ĩ�������ı仯����������������������Ϊʵ�ֽ���Ħ���������Ժ����Լ�������ĩ�˿����ṩ����֧�֡�
�������ں��ӹ�������Ҫ���ǵ��ǻ�����ĩ���ܵ����������Լ���ʹ��������ǰ�˶���ǰ������������Ħ�����������ӣ���ͼ1��ʾ��ͨ���������ں��ӵĹ����У�����ͷѹ�뺸�Ӳ����У��ܵ���ֱ�ں���ƽ���������Ϊ���������������Ժ��ӵ�����Ӱ�����[11]������ͷ���н��������ܵ��н������ϵ�ǰ�������Լ����ϸ�������IJ�������ǰ������������˵�ǰ�����෴����ˣ����Ĵӽ���ͷ�ܵ�����������ǰ��������������չ���о���
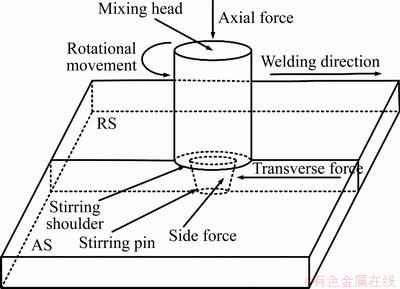
ͼ1 FSW��������ʾ��ͼ
Fig. 1 Schematic diagram showing force subjected in friction stir welding
��Ի����˽���Ħ�������϶��ѧ���ڻ�����ĩ�˿���ϵͳ����չ�����о���FEHRENBACHER��[12]������һ�ױպϻ�·����ϵͳ��Ӧ���ڻ����˽���Ħ�������ں��ӵĹ����У������ȶ����������������롣WANG��[13]�ڻ����˽���Ħ�����о��в���������������ѧģ�ͷ����ƺ��ӹ��̣�����˶�λ���ȡ�MISHRA��[14]����˺㹦�ʵ�����Ӧģ�����Ʒ�����ͨ����������Ṧ������ߺ���������MENDES��[15]�����˻����/�˶�����ϵͳ���������˹켣����֤�亸�ӹ����к㶨�ĺ���������������ַ�������������·��������ʵ���˺��Ӹ߷��Ӳ��ϴﵽ�ϸߵ�����ˮƽ��LONGHURST ��[16]�����ת�ؿ��ƴ�����������ʵ�ֽ���Ħ�����ӵĹ��տ��ơ�
��Խ���ͷ�IJ�ͬ�����Խ���Ħ������������Ӱ�졣���ҵ�[17]�о�������ѹ�������Ͻ����Ħ������ͷ������Ӱ�죬�ó������ٶȺͽ���ͷת��һ��ʱ������ѹ�������켰��������Ӱ���С������ѹ�����ܹ�����߹�С��HUSSEIN��[18]�о���6061���Ͻ�Ľ���Ħ�����ӹ��̣����ֽ���ͷת����ߣ������������ͣ��������������������ʹ�ò���������GEORGE��[19]�о��˽���������������¶ȳ��Ĺ�ϵ���������¶ȳ�ģ�ͣ��ó��˽�����ij��ȶ���������Ӱ��ϴ�ROSE��[20]��������Ԫ�ķ����о��˲�ͬ���ղ����½���ͷ�����Խ���Ħ��������������Ӱ�죬�ó��������Ժ�������IJ�������Ӱ��ϴ�
ͨ������������������ѧ�߶Խ���Ħ���������������˽϶���о�����������ѧ�ߴӻ����˽���Ħ�������������Լ�ǰ������չ���о������Ĵ��������Լ�ǰ�������ĽǶȳ������о���ͬ���ղ����¹������ı仯���ɣ���������������������Ϊʵ�ֽ���Ħ���������Ժ����Լ�������ĩ�˿����ṩ����֧�֡�
1 ʵ��
ʵ�����õIJ���Ϊ5mm���6061-T6���Ͻ��ģ���ѧ�ɷ����1���С�6061���Ͻ������ȴ�����ǿ�����Ͻ𣬾��нϺõ����Ժ����õ���ѧ���ܡ�
��1 6061���Ͻ�ѧ�ɷ�
Table1 Chemical composition of 6061aluminum alloy (mass fraction, %)

�����˽���Ħ�����豸����KR500_R2830_ MT�ͺŵĿ����������ר�õ����ᣬ��ͼ2��ʾ�����豸�����˿�����ˡ���ά�������������ٵ����ᡢ����ͷ�Լ���װ̨�ȡ�������ά�����������õ�����������(Sunrise Instruments)Ʒ�ƣ�����ͨ��ת�Ӽ��������˵�ĩ�˷��������ӣ�������ͨ��ת��ͷ����ٵ������������ӣ���ά���������ɲɼ��������ᴫ�ݵ�����������������أ�ʵʱ������ͷĩ�˵����������
��ά�����������ݲɼ�ϵͳ��ͼ3��ʾ������ά������������Īͷ��24 V��Դ�����ݲɼ���������ת�����������Լ����ػ���ɡ��ɼ�ϵͳ�����ݲɼ���ѡ��M8128���ݲɼ�����������̫��ͨ�š���ά��������ͨ����Īͷ�������ݲɼ��������ݲɼ�������PC�����������Լ��˿ںţ�ʵ�����ݵIJɼ������Ϻ�Ե������������������������ת����ά�����������ı�ֵ�Լ�����õ������˽���Ħ��������������ǰ��������
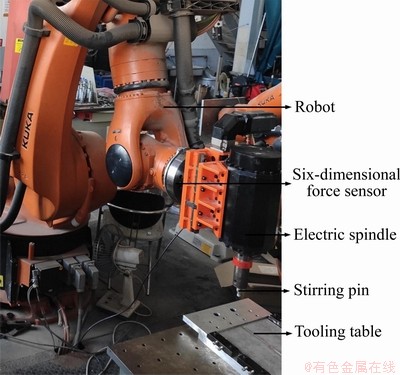
ͼ2 �����˽���Ħ�������豸
Fig. 2 Robot friction stir welding equipment
����ͷ���ֱ��Ϊ15 mm������ֱ��Ϊ6 mm���ⲿֱ��Ϊ4.2 mm������Ϊ4.65 mm����������òΪ�����Ƶ���ƽ��Բ�Σ������ӽ���������ϵĽӴ�����Ӷ����Ӳ��ȡ���������������ߴ�Ϊ300 mm��150 mm��5 mm�İ�Ĺ��ɣ�����ƽ�������ӷ�ʽΪ�Խӡ������˽���Ħ�����Ĺ��ղ�����Ҫ����������ͷ��ת�ٶ�(��)��������ѹ�����(h)�������ٶ�(v)������ͷ���(��)�ȡ�����ǰ��ʵ�飬��Ϻ���Ч��ѡ����ʵ������Цء�v�ֱ���800~3400 r/min��78~600 mm/min�ķ�Χ�ڱ仯��������ѹ�����(h)Ϊ4.75 mm�����������(��)Ϊ2�㡣ʵ�鷽�����2���С�
������õ���и����ֱ�ں��ӷ����и��������������ߴ�Ϊ22 mm��8 mm��5 mm��������ĥ����ĥ����������ÿ����Լ����������и�ʴ��ʹ��Olympus LEXT OLS4100 ��ѧ�����Ժ�������֯���й۲������������������ƺͼӹ����չ���GB/T 228.1��2010�Ĺ涨���У���ͼ4��ʾ��
���и���ȡ����֮����ɰֽ�������IJ��������ϸ��ĥ�����������и�ӹ��ۼ����������ܵ�Ӱ�졣����ѡȡλ��λ�ں��쳤���ϵ��к�ÿ�����ѡȡ3����Ʒ���Բ�ȡ��ƽ��ֵ���Ա�֤���Խ���Ŀɿ��ԡ������豸����CSS-1110����ʽ�������������������1 mm/min���ں��Ӻ������ʹ��HV-1000Z���Զ�ת����Ӳ�ȼƽ�����Ӳ�Ȳ������������Ϊ0.5 mm�������غ�Ϊ1.96 N���غɳ���ʱ��Ϊ10 s��
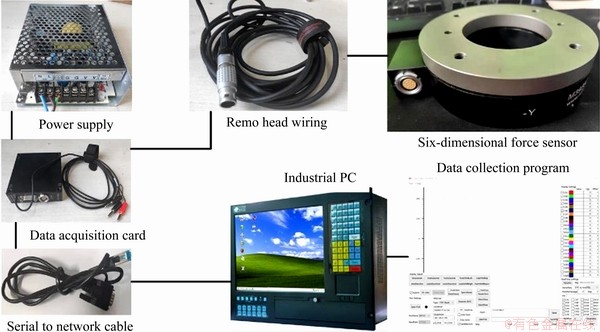
ͼ3 ��ά�����������ݲɼ�ϵͳ
Fig. 3 Six-dimensional force sensor data acquisition system
��2 ���ղ���ʵ�鷽��
Table 2 Experimental scheme of process parameters


ͼ4 ��������ʾ��ͼ
Fig. 4 Schematic diagram of tensile specimens (Unit: mm)
2 ʵ����
2.1 ��������ѹ������Ϊ
ͼ5��ʾΪ����ͷת��Ϊ1400 r/min�������ٶȴ�78 mm/min��600 mm/minʱ�������ֲ����ɡ���ͼ5�еó����������ӹ��̹���Ϊ4���Σ��ֱ��Ǣ������Т��ָ������ɫ��������������Ϊ�Ե���(��Ѱ�Һ������)�����ָ������ɫ���ߵ���һ����ɫ/��ɫ/��ɫ/��ɫ����֮���������Ϊ��������ѹ�Ρ����ָ����������ͬ�ĺ�ɫ/��ɫ/��ɫ/��ɫ����֮�������ָ���Ǻ��ӽΡ�����ָ���ǵڶ�����ɫ/��ɫ/��ɫ/��ɫ����֮�������ָ���ǽ������˳��Ρ����ĵ����־�����ˡ��ڶԵ��Σ����������ٱ������תΪ0�����ǿ���ϵͳ�趨��Ѱ�Һ�����㡣�ڽ�������ѹ�Σ�������Ѹ�����ӣ��������ڽ������ڲ���Ĺ����У���������Ҫ�˷����ϵĿ��������������Ų����������ӣ�����������ϵĽӴ�������ϼӴ����������������ӣ��ﵽ���ԼΪ5000 N��������������Ԥ�����ѹ��֮�������Ͻ��ܻ���������������С����������ʼ�½�����ʱ�۲�������Ƿ���ѹ��λ�����ڴ��������˱������Բ��㣬�����˴���һ���ı���������Ҫͨ����ʹ�ý�������ѹ��ѹ�뵽λ��ͨ�����ϵ�����ʹ������������������������ѹ��Ҳ��ʹ����ѹ��ʱ��ϳ���ԭ��������ѹ�Σ���������һ�����������������ڽ�������ѹ�Ĺ����У���������뺸�Ӱ�ĽӴ����Ӵ����������������������ں��ӽΣ������ٶȶ���������Ӱ���С�������ٶ�Խ�ͣ�����Խƽ�ȣ��������ٶ�Ϊ78 mm/minʱ��������ԼΪ3600 N���ϸߵĺ����ٶȻᵼ�½ϵ͵��¶Ⱥͽϸߵ�Ӧ���ʡ�COLEGROVE��[21]�о���Ϊ���ϸߵĺ����ٶȻ����ӽ���Ħ�������Ա�������Ҫ������Ӧ��������Ӧ�������ӵ������������ӡ��������ٶ�Ϊ420 mm/min��600 mm/minʱ���ں��ӽΣ�����������ϴ�̫�ȶ����ڽ������˳��Σ����Ž�������˳�������������ϵĽӴ����٣����������ϼ�С���ڽ����볹���˳�����һ�Σ���������С�IJ������������ڷ�������������������Ϊ0��
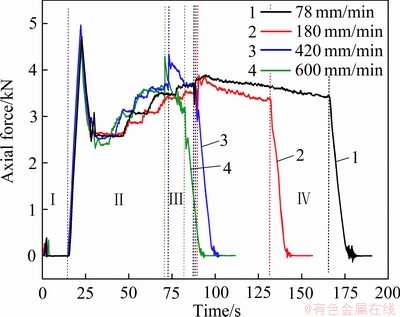
ͼ5 ��ͬ�����ٶ��������ֲ�����
Fig. 5 Distribution of axial force at different welding speeds
ͼ6��ʾΪ����ͷת��Ϊ1400 r/min�������ٶȴ�78 mm/min��600 mm/minʱǰ�������ֲ����ɡ��ڽ�������ѹ�Σ�ǰ�����������ϴ��ڽ��������һ��ʱ���ǰ������ԼΪ-150 N���ң��������ڽ�������Ҫ�ֿ����ϵĿ������������ں��ӽΣ������ٶȶԺ��ӵ�ƽ����Ӱ��ϴ����ٶ�Խ�ͣ�����Խƽ�ȣ��������ں����ٶ����ӣ������˽������ܵ�������Ӧ����ʹ�ú����������Ӹ��ӣ����Ӳ�������ں���ƽ��ʱ�������ٶ�Ϊ78 mm/minʱ��ǰ������ԼΪ-550 N�������ٶ�Ϊ180 mm/minʱ��ǰ������ԼΪ-700 N���������ٶ�Ϊ420 mm/min��600 mm/minʱ��ǰ�����������ϴ�

ͼ6 ��ͬ�����ٶ�ǰ�������ֲ�����
Fig. 6 Distribution rule of advancing resistance at different welding speeds
ͼ7(a)��(b)��(c)��ʾ�ֱ�ΪRFSW�����ٶ�Ϊ78 mm/min��300 mm/min��600 mm/min�Ľ�ͷ�����ò���Ӻ���ĺ������Կ�������ͷ�������ò���ã�δ�������������ס����ȣ�������ʵ�������õ�RFSW���ӹ��տ��Ի����ȱ�ݵĽ�ͷ���ں��ӵĹ����У�ĸ����(BM)�¶���һ�������ߣ�����Ȼ���ֳ��빤���ڼȶ������µ���ͬ���ܡ��������촦����Ӱ����(HAZ)���ں��ӵĹ����б���ּ��ȣ��ı������ܣ���������ǿ�ȡ�Ӳ�ȡ���չ���ܵı仯����һ�㲻�ı侧���ijߴ��Լ���ѧ��ɡ��Ȼ�Ӱ����(TMAZ)�ǽ�������תĩ����Χ�γɵ�����������ּ����������γ����Ա��Ρ�������(SZ)��ָ���������������������Ӱ����(SAZ)�ͽ�����Ӱ����(PAZ)��SAZ��ָ���ܵ�������Ľ������ã����ܵ�����������µļ�ѹ��������PAZ��ֻ�ܵ�������������õ�����
�Ƚϲ�ͬ�����ٶȵĺ�������ò���۲�õ�ǰ����Ľ�����(SZ)���Ȼ�Ӱ����(TMAZ)֮���н�Ϊ�����Ľ��ޣ����˲��SZ��TMAZ֮�����ģ�������Dz��ϵ�����������ɵģ��ں��ӹ����У�ǰ�����ĸ�ı��������ĸ���и��£��ڽ�����ļ�ѹ��Ħ�������������ؽ�����ĺ���ǰ�����˶��������˲ಢû����һ�������Բ������ԵĽ��ޡ�SZ���������ܵ�����������Ĺ�ͬ���ã����������ٶȽϿ죬TMAZ�����ܵ�����������ý�С������֮��������γ��ٶ��ݶȣ���ʹSZ��TMAZ������Ӧ�����У�������������Ѵ������SZ��TMAZ�Ľ��紦����ͼ7(c)���Թ۲쵽������Ӱ����(PAZ)��ø�����խ�������ִ�(��ͼ8)������ǿ�ȼ��罵�ͣ��������ܽ��͡�
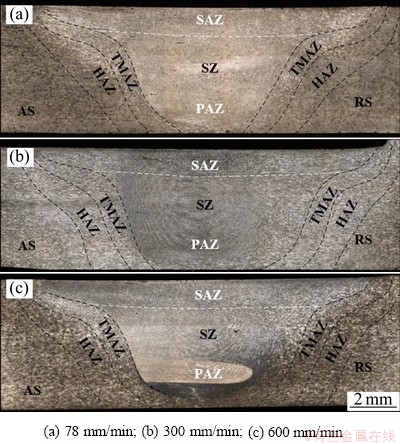
ͼ7 ��ͬ�����ٶȺ�����������ò
Fig. 7 Macroscopic morphologies of weld cross section at different welding speeds
ͼ8��ʾΪ�����ٶ�Ϊ300 mm/min������ͷת��Ϊ1400 r/min��RFSW��ͷ�����ò��ͼ10��ʾΪ��Ӧ��ͼ8�и�������(�����ĸ����)������֯��������Ӱ���ͷ�ڲ�������ò�ͷֲ���RFSW��������һ���������ڽ���ͷ�ڹ���֮���Ħ�����ȣ�һ���������ڽ��������������ȡ���ͼ8��ͼ10��ʾ��ͼ10(a)��(i)��ʾ�ֱ�Ϊǰ����ͺ��˲�BM������֯��ͼ10(b)��(h)��ʾ�ֱ�Ϊǰ����ͺ��˲�HAZ������֯���Աȷ��֣�BM��HAZ�ľ����ߴ�仯��С������һЩϸ�����ľ�������������HAZ���ܽ�����Ļ�е�������ã������ڶ�̬�ٽᾧ�Ĺ����У����ᱻ���飬���־����ֻ�����ͼ10(c)��ͼ10(g)��ʾ�ֱ�Ϊǰ����ͺ��˲�TMAZ������֯���ܵ�����������ý�С�������ߴ������BM��HAZ��С������Ȼ�ϴ�ͼ10(d)��ͼ10(e)��ͼ10(f)��ʾΪSZ��������3����ͬ���������֯��3�����������ϸС�ĵ��ᾧ�ٽᾧ�������ߴ����С�����������ڽ�������У�SZ�ܵ����������ת�Լ�������������̬�ٽᾧ���������Ա��κ�����ɵġ���ͼ�п��Կ�����SZ���ϵ��¾����ߴ���С��SAZλ�ڽ������϶ˣ��ܵ������������˫�����ã�����������ڽᾧ�Ĺ����������ۻ���࣬ʹ�þ������
ͼ9��ʾΪ����ͷת��Ϊ1400 r/min�������ٶȴ�78 mm/min��600 mm/min�Ŀ���ǿ�ȡ���ͼ9�еó������ٶ���120 mm/min��360 mm/min֮��ʱ������ǿ�ȽϺã������ٶ�Ϊ150 mm/minʱ������ǿ����ã�Լ�ﵽ220 MPa���������ٶȴﵽ480 mm/min����ʱ������ǿ�ȼ��罵�ͣ��ﵽ540 mm/minʱ������ǿ�ȱ�ΪԼ80 MPa���Ա�ͼ5��ͼ6���֣������ٶ�Ϊ300 mm/min��420 mm/min��600 mm/minʱ�ĺ������濹��ǿ�Ⱦ����ں����ٶ�Ϊ150 mm/min�ĺ������濹��ǿ�ȡ��������ں����ٶ�Ϊ300 mm/min��420 mm/min��600 mm/minʱ�����ӽε���������ǰ�����������ȶ������Ǽ���������ʻ����½������ƣ��������ں����ٶȹ������˱����ܵ��Ĺ������ϴ����˱����ڽϴ���ٶ������У��ܵ���ת�ؽϴ���ɺ��ӹ����е�����ϴ��º������ܱ�

ͼ8 ������������ò(300 mm/min��1400 r/min)
Fig. 8 Macroscopic morphology of weld cross section (300 mm/min,1400 r/min)
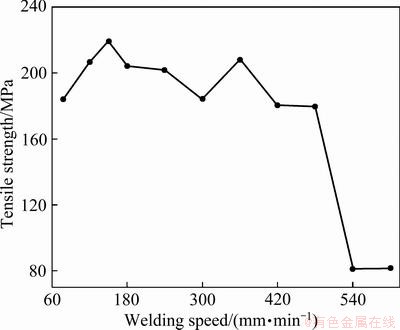
ͼ9 ��ͬ�����ٶ�ʱ�Ŀ���ǿ��
Fig. 9 Tensile strength at different welding speeds
��ͬ�����ٶ�(����ͷת��Ϊ1400 r/min)�ĺ�������������Ӳ�ȷֲ���ͼ11��ʾ����Ӳ�ȵķֲ����֡�W���ͣ���ͬ�����ٶ��µ�SZ��TMAZ��HAZ���ܵ���������������ã��ܵ���������ǰ��������Ӱ�죬ʹ��3�������Ӳ�Ⱦ�����ĸ�ĵ�83HV�����˲����Ӳ�ȵ���ǰ�������Ӳ�ȣ���������֯���£�ǰ�����յ���������и������̬�ٽᾧ��ʹ��Ӳ�ȸ��ں��˲ࡣTMAZ ��HAZ��Ӳ����ͣ�Ӳ��ֵ��52.5HV��65HV֮�両����SZ��Ӳ��ֵ��62.5HV��80HV��Χ�ڣ�SZ��Ӳ�ȸ���TMAZ��HAZ�ģ���������SZ�ܵ����������÷�����̬�ٽᾧ����̬�ٽᾧ�ľ�����ûδ���ͱ���������飬�γ�ϸС���ᾧ��[22]��
2.2 ����ͷת�ٶԻ����˽���Ħ�������ͷ��Ӱ��
ͼ12��ʾΪ�����ٶ�Ϊ78 mm/min������ͷת�ٴ�800 r/min��3000 r/min���������ֲ����ɡ��ڽ�������ѹ�Σ����������ȶ����ͽ������½����ٶ�����Ӧ��Ӱ�졣�Ա�ͼ5���ڽ�������ѹ�Σ�������ת�ٶ���������Ӱ��ϴ�����ת��Խ�ߣ�������ԽС������ת��Խ�ߣ�������Ͳ��ϽӴ���Ч��Խ�ߣ�������Ч����ߣ���������С���ں��ӽΣ���������Ϊƽ�ȣ�������ת��Խ��������ԽС������ͷת��Ϊ800 r/minʱ��������ԼΪ5000 N������ͷת��Ϊ1400 r/minʱ��������ԼΪ3600 N������ͷת��Ϊ2200 r/minʱ��������ԼΪ3400 N������ͷת��Ϊ3000 r/minʱ��������ԼΪ3000 N��Ф����[7, 23-24]�о��õ����ں����ٶ�һ��ʱ���ں��ӽΣ����Ž���ͷת�ٵ��������¶�����ת�ٵ��������ߣ��������ڽ���ͷ�IJ��ȹ�����ǿ�ˣ����Խ���ͷ�����������͡��¶��ǽ�����������Ӱ��ǿ�ҵ�һ�����أ������������ű����¶ȵ���ߣ�����ԭ������������Ϊ�������Ա��δ�����������ʹ�û���������С��ͬʱ�����˷Ǿ���ɢ�������������������ʹ�����������ͣ����յ����˽���ͷ�����������͡�
ͼ13��ʾΪ�����ٶ�Ϊ78 mm/min������ͷת�ٴ�800 r/min��3000 r/min��ǰ�������ֲ����ɡ���ͼ13�еó��ڽ�������ѹ�Σ�ǰ���������ȶ���������ת�ٶ�ǰ��������Ӱ��ϴ�ת��Խ�ͣ�ǰ����������Խ���ں��ӽΣ�ǰ��������Ϊƽ�ȣ�������ת��Խ��ǰ������ԽС��������������ת�ٵ�������ͷ�IJ���Ч����ߣ����������н��Ĺ�����������С���ں���ƽ��ʱ������ͷת��Ϊ800 r/minʱ��ǰ������ԼΪ-650 N���Ա�ͼ6������ͷת�ٶ�ǰ��������Ӱ���Ϊ���ԣ������ٶȶ�ǰ�������IJ����ϴ�

ͼ10 ��ͬ��������֯(300 mm/min��1400 r/min)
Fig. 10 Microstructures in different regions (300 mm/min, 1400 r/min)

ͼ11 ��ͬ�����ٶ���Ӳ�ȷֲ�
Fig. 11 Microhardness distribution at different welding speeds
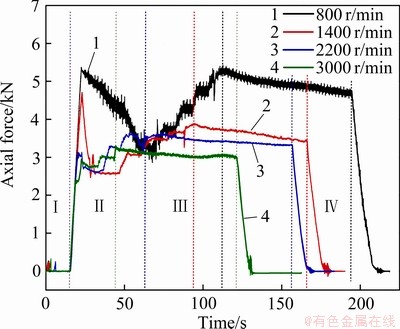
ͼ12 ��ͬ����ͷת���������ֲ�����
Fig. 12 Axial force distribution of different stirring head rotation speed

ͼ13 ��ͬ����ͷת��ǰ�������ֲ�����
Fig. 13 Distribution law of advancing resistance of different rotating speed of stirring head
ͼ14(a)~(c)��ʾ�ֱ�ΪRFSW����ͷת��Ϊ1000��1800��3000 r/min�Ľ�ͷ�����ò���Ӻ���ĺ������Կ�������ͷ�������ò���ã�δ�������������ס����ȣ�������ʵ�������õ�RFSW���ӹ��տ��Ի����ȱ�ݵĽ�ͷ����ͼ14�п��������صó�������ͷת��ԽС�������������Ӱ��������Ӱ����������������л���Ϊ������
ͼ15��ʾΪ�����ٶ�Ϊ78 mm/min������ͷת�ٴ�800 r/min��3400 r/min�Ŀ���ǿ�ȡ���ͼ15�����ǵó�����ͷת����800 r/min��3400 r/min ֮��ʱ������ǿ�ȽϺã�����ǿ����190 MPa��198 MPa֮�䲨����������Χ��С����˵���ڽ���ͷת����800 r/min��3400 r/min֮�䣬���ܻ���������õĺ����ͷ������ͷת��Ϊ2200 r/minʱ������ǿ����á�������ͷת�ٴﵽ3400 r/min����ʱ������ǿ�ȼ��罵�ͣ�����ʧЧ��

ͼ14 ��ͬ�����ٶȺ�����������ò
Fig. 14 Macroscopic morphologies of weld cross section at different rotating speed of stirring head

ͼ15 ��ͬ����ͷת��ʱ�Ŀ���ǿ��
Fig. 15 Tensile strength of different stirring head rotation speed
��ͬ����ͷת��(�����ٶ�Ϊ78 mm/min)�ĺ�������������Ӳ�ȷֲ���ͼ16��ʾ����Ӳ�ȵķֲ����֡�W���ͣ�TMAZ��HAZ����Ӳ�����Ե���SZ�ġ���SZ������ͷת��Խ�ߣ�Ӳ��Խ����������SZ�ܵ�����������ã�������̬�ٽᾧ��ת��Խ��������龧����Ч��Խ�ߣ���Ӳ��Ҳ��Խ��TMAZ��HAZ�ܵ�����������ò����ԣ����Բ��ܵó�����ͷת�ٶ���Ӳ�ȵ�����Ӱ�졣

ͼ16 ��ͬ����ͷת��ʱ����Ӳ�ȷֲ�
Fig. 16 Microhardness distribution of different stirring head rotation speed
3 ����
�ڲ�ͬ����״̬�£�������������ǰ�������Ժ����ͷ��Ӱ�졣ͼ17(a)~(c)��ʾ�ֱ�ΪRFSW��ͬ����״̬�ĺ��������ò��ͼ17(a)��ʾΪ��״̬�������������ã�ͼ17(b)��ʾΪδ��״̬�������ͷ��ѧ���ܽϲͼ17(c)��ʾΪ����״̬�������ͷ��ѧ���ܽϲ
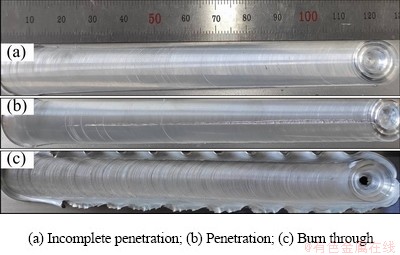
ͼ17 ��ͬ����״̬������ò
Fig. 17 Surface morphologies in different welding states
ͼ18��ʾΪͼ17�в�ͬ����״̬�½��������ܵ��������ķֲ����ڽ�������ѹ�Σ������Ǻ�������������δ��״̬���������ȼ���������Ȼ�����½������Ȳ����������У��ں���״̬�£����������Լ4800 N���ں���״̬�£����������Լ4600 N; ��δ����״̬�£����������Լ4000 N���ں��ӽΣ�����״̬�£�����������������ԼΪ5000 N������״̬�£�����������С�½���ԼΪ3600 N���ң�δ����״̬�£�����������С�½���������ԼΪ2700 N���ҡ��ڽ������˳��Σ�3��״̬�£������������Ͻ��ͣ����ձ�Ϊ0��

ͼ18 ��ͬ����״̬���������ķֲ�����
Fig. 18 Distribution of axial force under different welding conditions
ͼ19��ʾΪͼ17�в�ͬ����״̬�½��������ܵ�ǰ�������ķֲ����ڽ�������ѹ�Σ������Ǻ�������������δ��״̬��ǰ���������ɣ������ϴ��ں��ӽΣ�����״̬�£�ǰ���������������ȶ���ԼΪ-450 N������״̬�£�ǰ�������������ֲ��䣬ԼΪ-550 N���ң�δ����״̬�£�����������Щ���½���ǰ������ԼΪ-500 N���ҡ��ڽ������˳��Σ�3��״̬�£�ǰ�����������Ͻ��ͣ����ձ�Ϊ0��
ͼ20��ʾΪͼ17�в�ͬ����״̬�º��ӽν��������ܵ�������(Fa)/ǰ������(Ft)�ķֲ����ں��ӽΣ�δ��״̬��Fa/Ft�ı�ֵ��С��ԼΪ-5����ֵ��Ϊ�㶨������״̬��Fa/Ft�ı�ֵ���ֵ�����ϴ��ȶ���ԼΪ-12����״̬��Fa/Ft�ı�ֵ���ȶ���ԼΪ-6.5��

ͼ19 ��ͬ����״̬��ǰ�������ķֲ�����
Fig. 19 Distribution of advancing resistance under different welding conditions

ͼ20 ��ͬ����״̬��������/ǰ�������ķֲ�����
Fig. 20 Distribution law of axial force/advance resistance under different welding states
4 ����
1) �����ٶȶ�6061���Ͻ�����˽���Ħ������ͷ��ѧ����Ӱ��ϴ����ٶ���60~360 mm/min֮���ܵõ��Ϻõĺ����ͷ���������ٶȴﵽ540 mm/minʱ�����Ӳ��ȶ�������ǿ�ȼ��罵�͡�
2) ����ͷת�ٶ�6061���Ͻ�����˽���Ħ������ͷ��ѧ����Ӱ���С������ͷת����800~3000 r/min֮����ܵõ��Ϻõĺ����ͷ��
3) �����˽���Ħ�����ں��ӹ����У���ѹ�ε���������ǰ������������������ڲ�ͬ�Ľ��ܵ������ٶȡ�����ͷת�ٺ���ѹ��ȵ�Ӱ�죬�ں��ӽΣ�����ͷ��ת�ٶ�Խ��������Խ�ߣ��������ܵ�����������ǰ������ԽС��
4) �����������Ӳ�ȳʡ�W���ͷֲ�������������Ӳ���Ե���ĸ�ĵ���Ӳ�ȣ���Ӳ����͵�����λ����Ӱ�������Ȼ�Ӱ����֮�䡣
5) ������/ǰ�������ı�ֵΪ-6.5����ʱ�������������ã����ӹ����ȶ���
REFERENCES
[1] PRATER T. Friction stir welding of metal matrix composites for use in aerospace structures[J]. Acta Astronautica, 2014, 93(1): 366-373.
[2] ���. �ǹ����Ͻ����ǽ����Ħ���������о�[D]. ��������ҵ��ѧ, 2014.
LI Hong. Research on friction stir welding technology for side walls of urban rail aluminum alloy carbody[D]. Harbin Institute of Technology, 2014.
[3] SIMONCINI M, FORCELLESE A, MARTARELLI M, et al. Effect of process parameters on vertical forces and temperatures developed during friction stir welding of magnesium alloys[J]. International Journal of Advanced Manufacturing Technology, 2016, 85(1/4): 595-604.
[4] �����, ������. ����Ħ�����������й��ķ�չ���ƹ�Ӧ��[J]. �������켼��, 2014, 461(17): 70-75.
LUAN Guo-hong, GUO De-lun. The development, promotion and application of friction stir welding technology in China[J]. Aeronautical Manufacturing Technology, 2014, 461(17): 70-75.
[5] GUILLO M, DUBOURG L. Impact & improvement of tool deviation in friction stir welding: Weld quality & real-time compensation on an industrial robot[J]. Robotics & Computer Integrated Manufacturing, 2016, 39(Jun.): 22-31.
[6] ������, �����, �����. �����˽���Ħ������չ��״������[J]. �������켼��, 2014, (17): 76-79.
DONG Chun-lin, LI Ji-zhong, LUAN Guo-hong. Development status and trend of robot friction stir welding[J]. Aeronautical Manufacturing Technology, 2014, (17): 76-79.
[7] �� �. �������������˽���Ħ�������ջ����о�[D]. �ϲ�: �ϲ����մ�ѧ, 2018.
ZHANG Hao. Basic research on low axial force robot friction stir welding process[D]. Nanchang: Nanchang Hangkong University, 2018.
[8] ZHANG H W, ZHANG Z, CHEN J T. Finite element simulation of the friction stir welding process[J]. 2005, 403(1/2): 340-348.
[9] ASTARITA A, SQUILLACE A, CARRINO L. Experimental study of the forces acting on the tool in the friction-stir welding of AA 2024 T3 sheets[J]. Journal of Materials Engineering & Performance, 2014, 23(10): 3754-3761.
[10] �� ��. �ռ����߽���Ħ���������ۺϷ��������[D]. �Ϻ�: ������ѧ.
DING Yi. Comprehensive thermal analysis and control of space curve friction stir welding force[D]. Shanghai: Donghua University.
[11] LONGHURST W R, STRAUSS A M, COOK G E. The identification of the key enablers for force control of robotic friction stir welding[J]. Journal of Manufacturing Science & Engineering, 2011, 133(3): 31008.
[12] FEHRENBACHER A, SMITH C B, DUFFIE N A, et al. Combined temperature and force control for robotic friction stir welding[C]// ASME 2013 International Manufacturing Science and Engineering Conference Collocated with the 41st North American Manufacturing Research Conference. 2014: 21007.
[13] WANG K, LEONARD F, ABBA G. Dynamic model identification of axial force in robotic friction stir welding[J]. Ifac Papersonline, 2015, 48(3): 1936-1941.
[14] MISHRA R S, MA Z Y. Friction stir welding and processing ��[J]. Materials Science & Engineering R, 2005, 50(1/2): 1-78.
[15] MENDES N, NETO P, SIM O M A, et al. A novel friction stir welding robotic platform: welding polymeric materials[J]. The International Journal of Advanced Manufacturing Technology, 2016, 85(1/4): 37-46.
[16] LONGHURST W R. Force control of friction stir welding[J]. Dissertations & Theses-Gradworks, 2009.
[17] �� ��, ��½��, �� ��, ��. ��ͬ����ѹ�������Ͻ��ǽ����Ħ����������Ӱ��[J]. �纸��, 2018, 48(3): 327-330.
YU Yan, WANG Lu-zhao, YU Hai, et al. Effects of different axial pressures on the quality of friction stir welding of aluminum alloy side walls[J]. Electric Welding Machine, 2018, 48(3): 327-330.
[18] HUSSEIN S A, TAHIR A S M, IZAMSHAH R. Generated forces and heat during the critical stages of friction stir welding and processing[J]. Journal of Mechanical Science & Technology, 2015, 29(10): 4319-4328.
[19] GEORGE N, LAMPEAS I D. Effects of nonconventional tools on the thermo-mechanical response of friction stir welded materials[J]. Journal of Manufacturing Science and Engineering, 2015, 137(5): 51020.
[20] ROSE A R, MANISEKAR K, BALASUBRAMANIAN V. Effect of axial force on microstructure and tensile properties of friction stir welded AZ61A magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 974-984.
[21] COLEGROVE P, PAINTER M, MILLER T. 3 dimensional flow and thermal modelling of the friction stir welding process thermal modeling[J]. 2000.
[22] �� ��, ׯǷ��, �� ��. 2219���Ͻ����Ħ������ͷ���丯ʴ����[J]. ����ѧ��, 2016, 37(8): 79-82.
ZHANG Hua, ZHUANG Qian-yu, ZHANG He. Analysis of Intergranular corrosion of 2219 aluminum alloy friction stir welding joint[J]. Transactions of the China Welding Institution, 2016, 37(8): 79-82.
[23] PAIDAR M, SADEGHI F, NAJAFI H, et al. Effect of pin and shoulder geometry on stir zone and mechanical properties of friction stir spot-welded aluminum alloy 2024-T3 sheets[J]. Journal of Engineering Materials and Technology, 2015, 137(3): 31004.
[24] Ф ��. ����Ħ����������ѹ�����Ƽ����о���ʵ��[D]. �Ϻ�: ������ѧ, 2017.
XIAO Bo. Research and realization of down-pressure control technology of friction stir welding spindle[D]. Shanghai: Donghua University, 2017.
Influence of process parameters on axial force and transverse force of robot friction stir welding
CHEN Shu-jun1, KONG De-bing1, DONG Jian-tao2, JIANG Xiao-qing1, YUAN Tao1
(1. Institute of Intelligent Forming Equipment and System, Faculty of Materials and Manufacturing, Beijing University of Technology, Beijing 100124, China;
2. Capital Aerospace Machinery Company, Beijing 100076, China)
Abstract: This article focuses on the 6061-T6 aluminum alloy robot friction stir welding (RFSW). Firstly, a six-dimensional force sensor was installed between the end of the KUKA robot and the friction stir welding electric spindle to build a six-dimensional force sensor data acquisition system. Secondly, the 5 mm 6061-T6 aluminum alloy was welded at different process parameters. During the welding process, the axial force and forward resistance of the stirring head were monitored in real time. After welding, the cross section of the weld was observed and analyzed. The section was subjected to tensile test and hardness measurement to analyze the influence of axial force and forward resistance on the microstructure and mechanical properties of the weld. The results show that the speed of the stirring head is between 800 and 3400 r/min, and the speed of the stirring head has little effect on the mechanical properties of the weld; the welding speed is between 60 and 360 mm/min, and the mechanical properties of the weld are good. During the welding process, the axial force of the stirring pin is the largest in the pressing stage, which reaches about 5000 N. When the welding stage is stable, the axial force is about 3600 N, and the forward resistance of the welding stage is the largest, reaching about -550 N. In the welding process, the performance of the weld is good when the ratio of axial force/forward resistance is about -6.5.
Key words: robot friction stir welding; 6061 aluminum alloy; axial force; mechanical properties
Foundation item: Project(2018YFB1306400) supported by the National Basic Research Development Program of China
Received date: 2020-06-30; Accepted date: 2020-10-20
Corresponding author: JIANG Xiao-qing; Tel: +86-10-67392667; E-mail: xjiang@bjut.edu.cn
(�༭ �� ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2018YFB1306400)
�ո����ڣ�2020-06-30�������ڣ�2020-10-20
ͨ�����ߣ������࣬��ʦ, ��ʿ���绰��010-67392667��E-mail��xjiang@bjut.edu.cn
ժ Ҫ�����6061-T6���Ͻ�����˽���Ħ����(RFSW)չ���о��������ڿ�����˵�ĩ�˺ͽ���Ħ����������֮�䰲װ��ά�������������ά�����������ݲɼ�ϵͳ����β��ò�ͬ�Ĺ��ղ�����5 mm 6061-T6���Ͻ���к��ӣ��ں��ӹ�����ʵʱ������ͷ�ܵ�����������ǰ������������Ժ���������й۲���������Ժ����������������Ժ�Ӳ�Ȳ�����������������ǰ�������Ժ�������֯����ѧ���ܵ�Ӱ�졣�������������ͷת����800~3400 r/min֮�䣬����ͷת�ٶԺ�����ѧ����Ӱ���С�������ٶ���60~360 mm/min֮�䣬������ѧ�������á����ӹ����н�������ѹ����������ﵽԼ5000 N�����ӽ��ȶ�ʱ��������ԼΪ3600 N�����ӽ�ǰ��������ﵽԼ-550 N���ں��ӹ����У�������/ǰ�������ı�ֵΪ-6.5����ʱ�����������á�
[2] ���. �ǹ����Ͻ����ǽ����Ħ���������о�[D]. ��������ҵ��ѧ, 2014.
[4] �����, ������. ����Ħ�����������й��ķ�չ���ƹ�Ӧ��[J]. �������켼��, 2014, 461(17): 70-75.
[6] ������, �����, �����. �����˽���Ħ������չ��״������[J]. �������켼��, 2014, (17): 76-79.
[7] �� �. �������������˽���Ħ�������ջ����о�[D]. �ϲ�: �ϲ����մ�ѧ, 2018.
[10] �� ��. �ռ����߽���Ħ���������ۺϷ��������[D]. �Ϻ�: ������ѧ.
[17] �� ��, ��½��, �� ��, ��. ��ͬ����ѹ�������Ͻ��ǽ����Ħ����������Ӱ��[J]. �纸��, 2018, 48(3): 327-330.
[22] �� ��, ׯǷ��, �� ��. 2219���Ͻ����Ħ������ͷ���丯ʴ����[J]. ����ѧ��, 2016, 37(8): 79-82.
[24] Ф ��. ����Ħ����������ѹ�����Ƽ����о���ʵ��[D]. �Ϻ�: ������ѧ, 2017.
