

Effect of porosity on wear resistance of SiCp/Cu composites prepared by pressureless infiltration
ZHANG Lin(�� ��), QU Xuan-hui(��ѡ��), DUAN Bo-hua(�ΰػ�),
HE Xin-bo(���²�), QIN Ming-li(������)
State Key Laboratory for Advanced Metals and Materials, School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China
Received 24 December 2007; accepted 18 March 2008
Abstract:
The influence of porosity on the wear behavior of high volume fraction (61%) SiCp/Cu composite produced by pressureless infiltration was studied using a sliding, reciprocating and vibrating(SRV) machine. SiCp/Cu composites slid against hardened GCr15 bearing steel ball in the load range of 40-200 N. The results show that the wear rate increases with increasing porosity. The composite containing low porosity shows excellent wear resistance, which is attributed to the presence of mechanically mixed layer on the worn surface. In this case, the dominant wear mechanism is oxidative wear. Comparatively, the composite containing high porosity exhibits inferior wear resistance. Fracture and spalling of the particles are considered as the main causes of severe wear. Third body abrasion is the controlling wear mechanism. In addition, porosity has more important influence on wear rate at high load than at low load. This is associated with the fact that the fracture and spalling of particles is a process of crack initiation and propagation. At lower load, the pores beneath the worn surface can not propagate significantly, while the pores become unstable and easily propagate under high load, which results in a higher wear rate.
Key words:
copper matrix composites; pressureless infiltration; wear; porosity; mechanically mixed layer;
1 Introduction
SiCp/Cu composites with 55%-70% (volume fraction) particle reinforcement have drawn much attention in resent years because of their potential thermal management application and tribological application. The processes for obtaining this composite include solid-state processes such as powder metallurgy, and liquid-state processes such as melt infiltration[1-3]. SiCp/Cu composite produced by pressureless infiltration is a kind of new material that has not been reported until now. The marked improvement in wear resistance of this material benefits from the advantage of both the matrix and the hard reinforcing phase[4-5]. SiC particles exhibit high load carrying capacity, while the matrix exhibits higher melting and softening temperature, which can be used under elevated temperature[6].
Copper (or aluminum) matrix composites containing low reinforcement content (1%-30%) has been extensively studied[7-8]. A great amount of work suggests that the wear resistance of a composite depends largely on its microstructural characteristic (volume fraction, size and size distribution of reinforcements, reinforcement/matrix interfacial bond) and wearing condition (applied load, sliding speed, temperature and abrasive particle size)[9-11]. Different wear mechanisms are found due to the combined effect of the microstructural factors and wear condition, e.g. micro-cutting, micro-ploughing, brittle fracture, oxidative wear and abrasive wear. As far as the high volume fraction (��55%) composites is concerned, less work has been carried out on the wear behavior of SiCp/Cu composite. There is still incomplete understanding of the wear mechanism. In addition, the effect of porosity on the wear behavior of composites has not well documented. It is the objective of this work to evaluate the effect of porosity and the mechanically mixed layer(MML) on the dry wear behavior of SiCp/Cu composites.
2 Experimental
The SiCp/Cu composites were fabricated by pressureless infiltration of copper alloy into porous SiC skeleton. Particle size of SiC was 32 ��m. The porous SiC preforms were prepared by powder injection molding (PIM) using wax based binder. The feedstocks for PIM were produced by mixing SiC powder and the binder in the double planetary mixer at 150 ��. Then the preforms were molded under the pressure of 80 MPa. Subsequently, the molded specimens were firstly subjected to a solvent debinding and then moved into a vacuum furnace for further thermal debinding. The chemical composition of the copper alloy was Cu-5Al- 2Fe-1Mn-2Ni (mass fraction, %). Porous SiC preform with a plate of copper alloy on the top was heated in vacuum (1��10-3 Pa) to 1 430 �� and the system was held isothermally for 60 min.
Wear tests were carried out on the Optimol SRV reciprocating friction and wear test machine. The SRV test configuration is shown in Fig.1. The SRV machine utilizes an electromagnetic driver to oscillate the upper specimen against a stationary lower specimen.
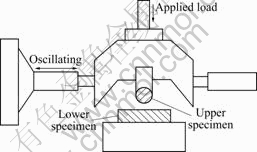
Fig.1 Schematic of SRV test configuration
The upper specimen was made of GCr15 bearing steel with a hardness of HRC58 and a surface roughness of 1 ��m. Before wear testing, the plate of SiCp/Cu composite was polished. The tests were conducted with three investigated loads: 40, 70 and 200 N at an oscillating frequency of 40 Hz, amplitude of 2.5 mm and period of 40 min. All of the wear tests were performed at room temperature. A profilometer was used to obtain the cross-sectional area of the worn track. This area was used to calculate the wear volume loss. The wear rates were acquired from the wear volume divided by sliding distance. The worn surfaces of the composite discs and the morphology of wear debris were characterized using LEO1450 scanning electron microscopy(SEM) with energy dispersive X-ray spectroscopy(EDS). Finally, the worn samples were sectioned perpendicularly to the worn surface and coated with copper by electroless plating in order to protect the mechanically mixed layer. Then the sample was mounted and polished to obtain metallographic finish.
3 Results and discussion
3.1 Microstructure
Figs.2(a) and (b) show the typical microstructures of SiCp/Cu composites with two kinds of porosity, 2.41% and 6.5%, respectively. Pores mainly originated from the poor wetting between the copper alloy and SiC particles. The reinforcement content was identical (61%). It was revealed in Fig.2 that SiC particles were distributed uniformly in the microstructure. Irregular pores with 20-40 ��m in length can be seen.
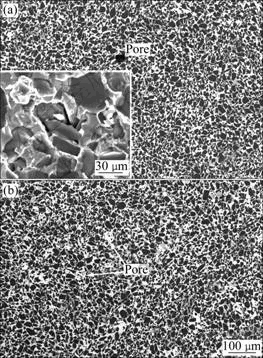
Fig.2 Microstructures of SiCp/Cu composites with different porosity: (a) 2.1%; (b) 6.5%
The fractural morphology of the SiCp/Cu composites is embedded in Fig.2(a). It is clear that the composites exhibited brittle fracture mechanism. Some SiC particles gathered with pores were observed. The other SiC particles were well bonded with the matrix. It was revealed that the interfacial bond was weak in the near pore region.
3.2 Wear rate
Fig.3 represents the effect of applied load on the volume loss of SiCp/Cu composites with 2.41% and 9.88% porosity in the load range of 40-200 N during dry wear test. Apparently, the variation of volume loss with sliding distance exhibited nearly linear relation. The volume loss increased with increasing load as expected. The volume loss of the composite with low porosity increased slowly with sliding distance increasing. It can be clearly observed in Fig.3(a) that SiCp/Cu composites with 2.41% porosity exhibited an extremely low volume loss in a wide range of applied load. Comparatively, the increasing rate of volume loss of the composite with 9.88% porosity was much higher than that of the composite with 2.41% porosity. Fig.3(b) shows the effect of porosity on the wear rate of SiCp/Cu composite. Wear rate is defined as volume loss per unit sliding distance. It is clearly revealed that the porosity played an important role on wear rate. On one hand, the wear rate of the composite containing different porosity showed smaller variation under low loads, implying that porosity played small influence on wear rate at low load. It is reported that pores may even exert beneficial effect on the wear resistance through trapping wear debris on the surface pores, which can decrease the contact pressure and reduce the possibility of particle agglomeration during sliding and formation of large abrasive agglomerates[12]. On the other hand, the wear rate increased rapidly with increasing porosity under high load. In addition, the wear rate of the composite with varied porosity exhibited great difference under high applied load.

Fig.3 Effect of applied load and porosity on volume loss and wear rate of SiCp/Cu composites: (a) Volume loss versus sliding distance; (b) Variation of wear rate with porosity
When the porosity was beyond 5.62%, there was a sharp transition in wear rate under 200 N. The wear rate of the composite with 9.88% porosity reached 38.9�� 10-4 mm3/m, while the wear rate of the composite with 2.41% porosity remained at 4.1��10-4 mm3/m, as seen in Fig.3(b). The high applied load promoted subsurface damage, eventually resulting in higher wear rate.
Fig.4 shows the profiles of the worn surface of the composites with different porosity. It is noticed that the composite with low porosity content showed excellent wear resistance both at low load and high load (Figs.4(a) and (b)). However, high porosity deteriorated the wear resistance significantly, which hampered the use of the composites under high applied load. The wear out area of the composite with 9.88% porosity (Fig.4(d)) was about 74 times that of the composite with 2.41% porosity (Fig.4(a)).
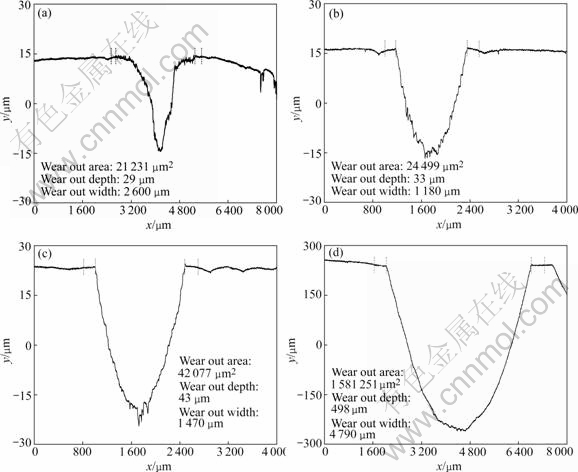
Fig.4 Profiles of worn surface of composites with different porosity worn at varied loads: (a) 2.41%, 40 N; (b) 2.41%, 200N; (c) 5.62%, 200 N; (d) 9.88%, 200 N
3.3 Worn surface
Fig.5(a) shows the typical backscattered electron image of the worn surface of SiCp/Cu composites under 40 N. It was characterized by the presence of MML on the worn surface. It was demonstrated that the MML was the agglomeration of small wear debris. Wear debris came from mass loss of the matrix, the counterface and the fractured SiC particles. Wear debris got fragmented, milled, comminuted and mixed during wear process. At the same time, the wear debris were oxidized. The debris got embedded in the soft copper matrix and formed a MML on the worn surface. Fig.5(b) shows the secondary electron image of the worn surface under 200 N. The worn surface was covered by the MML and no SiC particles were observed on the worn surface. The worn surface appeared relatively smooth. The pores in the composites would hamper the formation of continuous MML. In the presence of porosity, a continuous MML is difficult to form, which is detrimental to the improvement of wear resistance. Fig.5(c) shows the typically cross-sectional morphology of the specimen with 2.41% porosity and worn at 200 N. The existence of the MML is favorable to the improvement of wear resistance, which inhibits the onset of greater wear damage. This is in accordance with the reported results that the MML has a lubrication effect, resulting in the reduced wear. However, the MML will be destroyed once the applied load exceeds the critical value. The destructive action of the abrasives will overweight the protective effect. The subsurface cracks can be observed in Fig.5(c). Fig.5(d) shows the effect of pores on the wear behavior. It is found that much fractured SiC particles present on the worn surface and no MML is observed. Pores cause the effective normal load of wear to increase since the pore area bears no load. The protruded area near the pore is prone to fracture under high wear stress, as seen in Fig.5(d). Therefore, pores may act as preexisting cracks in the subsurface layer, which become unstable under certain stress[13].
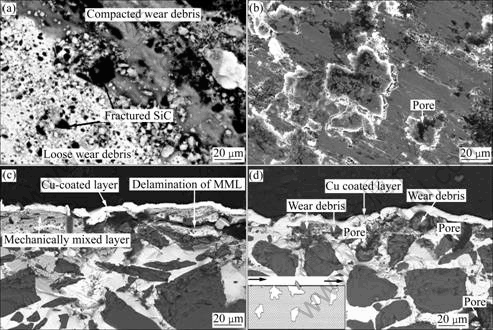
Fig.5 Worn surfaces (a, b) of SiCp/Cu composites containing 2.41% porosity worn under different loads and cross-sectional morphologies (c, d) of worn surface of composite with varied porosity: (a) Worn under 40 N; (b) Worn under 200 N; (c) 2.41% porosity; (d) 9.88% porosity
3.4 Wear debris
Wear debris were observed to understand the wear mechanism. Fig.6 shows the wear debris of the composites with different porosity. The chemical composition of the corresponding wear debris is shown in Fig.7. Cu and Fe mainly come from the wear loss of the composite and the steel counterface, respectively. The relative content of Cu and Fe can reveal the information of the origin of the wear debris.
In the case of the composite with 9.88% porosity, the debris were in the form of large platelets (~10 ��m) and fractured SiC particles were found. The content of copper was high and the content of Fe was low. It is revealed that the wear debris mainly come from the wear loss of the composite, implying that the composite undergoes severe wear. This can be attributed to the weak interfacial bond. Third body abrasive wear becomes the major wear mechanism. With decreasing the porosity, the average size of debris decreased and more powder like debris was formed. For the composite with 7.79% porosity, the debris was in the form of a mixture of platelets and a small amount of powders, as shown in Fig.6(b). The wear debris were much smaller than those of Fig.6(a), and Cu content was much lower than that of the composites with 9.88% porosity. In the case of the composite with 5.62% porosity, the amount of small debris increases, as shown in Fig.6(c). The debris of the composite containing 2.41% porosity were powder-like and grey in color, as shown in Fig.6(d). Little or no particle fracture raised during wear process. The MML can effectively protect the matrix from removal. EDS result showed that it mainly consisted of iron and oxygen, and the content of copper was extremely low, as shown in Fig.7(d). This demonstrates that wear of matrix is low. Oxidation wear was the main characteristic.
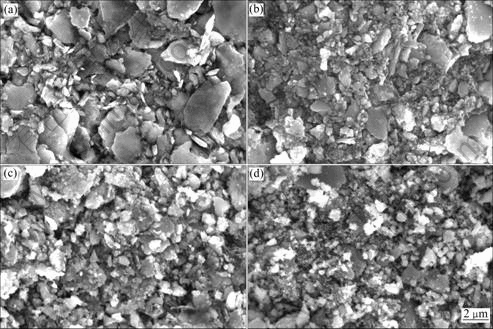
Fig.6 SEM micrographs of wear debris of composites with different porosity collected at applied load of 200 N: (a) 9.88%; (b) 7.79%; (c) 5.62%; (d) 2.41%
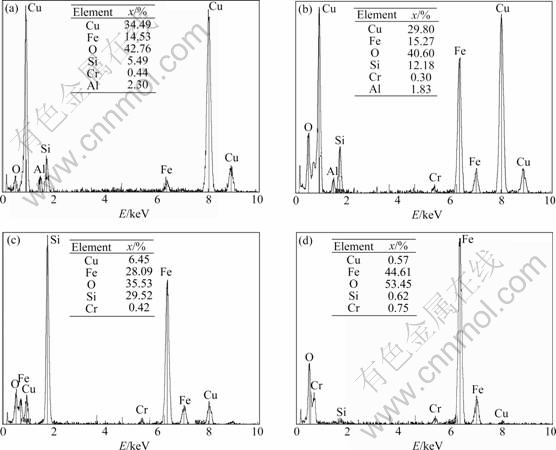
Fig.7 EDS analysis of wear debris of composites containing different porosity: (a) 9.88%; (b) 7.79%; (c) 5.62%; (d) 2.41%
3.5 Wear mechanism
The wear tests showed that the composites with different porosity exhibited different wear rate and different characteristics of wear debris. Therefore, the wear process should be controlled by different wear mechanism. It is found that wear rate is the combined effect of porosity and applied load.
Wear resistance of the composite with low porosity showed superior wear resistance both at low loads and high loads. Excellent wear resistance is mainly attributed to the high ceramic particle content. The ceramic particulates have high load bearing capacity, which protect the matrix from the destructive action of the abrasives by reducing the depth of penetration of the abrasives[14]. It is noted that the fracture and spalling of the reinforcement is a process of crack initiation and propagation[12]. At low applied load, subsurface deformation and strain-induced stress are relatively small. The pores beneath the worn surface remain stable and cannot propagate significantly. The SiC particles without fracture on the worn surface have a load-supporting effect against applied load, resulting in similar wear rates worn under low applied loads. Therefore, porosity displays small effects on the wear rate and wear debris characteristic. At the same time, the presence of MML is contributed to the improvement of wear resistance.
The composite with high porosity has a significantly larger wear rate fluctuation than the composite with low porosity at higher load. Clearly, this difference is caused by porosity. On one hand, pores decrease the real area of contact between two sliding surfaces and consequently increase the contact pressure. On the other hand, pores in the composite are a kind of serious microstructure defect. Cracks can be precedently created from these pores when an exterior force is applied. Therefore, pores are equal to crack sources[15]. With increasing the load, subsurface deformation and strain-induced stress increase, so the pores beneath the worn surface become unstable and the cracks originated from these pores can propagate during wear process, which results in material removal by third body abrasive wear[16]. The shear fracture of reinforcement from subsurface not only introduces a great amount of wear debris but also damages the MML, resulting in the formation of debris in the form of large irregular-shaped platelet and a high wear rate. In addition, delamination of the MML also results in the generation of more wear debris, leading to severe wear. Therefore, high wear rate of the composites with high porosity can be attributed to the fracture of the reinforcement, increase of the contact pressure and damage of the MML.
4 Conclusions
1) Porosity has a significant influence on wear resistance of SiCp/Cu composite. The composite with low porosity shows excellent wear resistance both at low load and high load, while the composite with high porosity has a significant larger wear rate at higher loads than the composite with low porosity.
2) Mild wear of the composite containing low porosity is associated with oxidative wear mechanisms. The presence of a stable and hard MML layer contributes to the low wear rate of SiCp/Cu composites. The dominant wear mechanism in severe wear for the composites containing high porosity content is fracture of the reinforcement and abrasive wear. Fracture and spalling of the particles have been considered as the main causes of severe wear.
3) At lower load, the pores beneath the worn surface are relatively stable, and cannot propagate significantly. Thus, porosity has a small influence on dry wear of the composite. At higher load, the pores beneath the worn surface become unstable and the cracks originated from these pores can propagate during wear process, which results in a higher wear rate.
References
[1] ZHANG R, GAO L, GUO J K. Preparation and characterization of coated nanoscale Cu/SiCp composite particles [J]. Ceramic International, 2004, 30(3): 401-404.
[2] LEMSTER K, GRAULE T, KUEBLER J. Processing and microstructure of metal matrix composites prepared by pressureless Ti-activated infiltration using Fe-base and Ni-base alloys [J]. Materials Science and Engineering A, 2005, 393(1/2): 229-238.
[3] PECH-CANUL M I, MAKHLOUF M M. Processing of Al-SiCp metal matrix composites by pressureless infiltration of SiCp preforms [J]. Journal of Materials Synthesis and Processing, 2000, 8(1): 35-53.
[4] KENNEDY F E, BALBAHADUR A C, LASHMORE D S. The friction and wear of Cu-based silicon carbide particulate metal matrix composites for brake applications [J]. Wear, 1997, 203/204: 715-721.
[5] GUI M, KANG S B, LEE J M. Influence of porosity on dry sliding wear behavior in spray deposited Al-6Cu-Mn/SiCp composite [J]. Materials Science and Engineering A, 2000, 293(1/2): 146-156.
[6] SIMCHI A, DANNINGER H. Effects of porosity on delamination wear behavior of sintered plain iron [J]. Powder Metallurgy, 2004, 47(1): 73-80.
[7] HAMID A A, GHOSH P K, JAIN S C, RAY S. Influence of particle content and porosity on the wear behavior of cast in situ Al(Mn)-Al2O3(MnO2) composite [J]. Wear, 2006, 260(4/5): 368-378.
[8] ZHANG Z F, ZHANG L C, MAI Y W. Wear of ceramic particle-reinforced metal-matrix composites (I): Wear mechanisms [J]. Journal of Material Science, 1995, 30(8): 1961-1971.
[9] VENKATARAMAN B, SUNDARARAJAN G.. The sliding wear behavior of Al/SiC particulate composites (I): Macrobehavior [J]. Acta Materiallia, 1996, 44(2): 451-460.
[10] VENKATARAMAN B, SUNDARARAJAN G. The sliding wear behavior of Al/SiC particulate composites (II): The characterization of subsurface deformation and correlation with wear behavior [J]. Acta Materiallia, 1996, 44(2): 461-473.
[11] VENKATARAMAN B, SUNDARARAJAN G. Correlation between the characteristics of the mechanically maxes layer and wear behavior of aluminum, Al-7075 alloy and Al-MMCs [J]. Wear, 2000, 245: 22-38.
[12] LIN R Y, DESHPANDE P K. Wear resistance of WC particle reinforced copper matrix composites and the effect of porosity [J]. Materials Science and Engineering A, 2006, 418(1/2): 137-145.
[13] STRAFFELINI G. Experimental observation of subsurface damage and oxidative wear in Al-based metal-matrix composites [J]. Wear, 2000, 245: 216-222.
[14] ZHAN Y Z, ZHOU H Y. Effect of sliding condition and wear surface state on the tribological behaviour of SiCp/Cu composite [J]. Material Science Technology, 2005, 21(7): 841-846.
[15] ZOU X G, MIYAHARA H, YAMAMOTO K, OGI K. Quantitative evaluation on wear resistance of aluminum alloy composites densely packed with SiC particles [J]. Material Science Technology, 2003, 19(12): 1527-1530.
[16] SANNINO A P, RACK H J. Dry sliding wear of discontinuously reinforced aluminum composites: Review and discussion [J]. Wear, 1999, 189: 1-19.
Foundation item: Project(2006AA03Z557) supported by the Hi-tech Research and Development Program of China; Project(2006CB605207) supported by the National Basic Research Program of China; Project(I2P407) supported by MOE Program for Changjiang Scholars and Innovative Research Team in University
Corresponding author: ZHANG Lin; Tel: +86-10-62332727; E-mail: zhanglincsu@163.com
Abstract: The influence of porosity on the wear behavior of high volume fraction (61%) SiCp/Cu composite produced by pressureless infiltration was studied using a sliding, reciprocating and vibrating(SRV) machine. SiCp/Cu composites slid against hardened GCr15 bearing steel ball in the load range of 40-200 N. The results show that the wear rate increases with increasing porosity. The composite containing low porosity shows excellent wear resistance, which is attributed to the presence of mechanically mixed layer on the worn surface. In this case, the dominant wear mechanism is oxidative wear. Comparatively, the composite containing high porosity exhibits inferior wear resistance. Fracture and spalling of the particles are considered as the main causes of severe wear. Third body abrasion is the controlling wear mechanism. In addition, porosity has more important influence on wear rate at high load than at low load. This is associated with the fact that the fracture and spalling of particles is a process of crack initiation and propagation. At lower load, the pores beneath the worn surface can not propagate significantly, while the pores become unstable and easily propagate under high load, which results in a higher wear rate.
