
�й���ɫ����ѧ�� 2004,(12),2079-2084 DOI:10.19476/j.ysxb.1004.0609.2004.12.018
ѹ���½������̬���ܷ��Ʊ�Al2O3sf��SiCp/Al���ϲ���
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ������150001 ,������150001 ,������150001
ժ Ҫ��
�ڷ����˸��ִ�ͳ���������ϲ����Ʊ������Ļ����� ,����˽��������ϲ���ѹ���½������̬�����Ʊ����¹��� ,�����øù��ճɹ����Ʊ���Al2 O3sf��SiCp/Al���ϲ��ϡ�������� :�¹����Ʊ��ĸ��ϲ��ϵĽ��������á���֯���ܡ��������� ;�¹���Ϊ���������ϲ���ѹ���½������̬ģ�ͳ���һ�廯���յ춨���о�������
�ؼ��ʣ�
��ͼ����ţ� TB331
����飺��֮��(1963),��,������,��ѧ��ʿ.;�绰:045186418723;Email:duzm@263.net;
�ո����ڣ�2004-05-13
����������Ȼ��ѧ����������Ŀ ( 5 9675 0 5 0 );
Preparation of Al2O3sf��SiCp/Al composites by infiltration-semi-solid densification under pressure
Abstract��
A new technology for metal matrix composites-infiltration-semi-solid densification under pressure based on the analyses of kinds of conventional metal matrix composites preparation methods was proposed. (Al2O3sf��SiCp/Al)was prepared successfully by this new technology. The results show that the interface bonding is very good, the structure is very dense and the performance is excellent. It establishes the study foundation for metal matrix composites prepared by infiltration-stamp forging in semi-solid state integral technology.
Keyword��
metal matrix composites; infiltration; semi-solid densification;
Received�� 2004-05-13
���ŶԽ��������ϲ��ϵ��о�, ���ڸ��ֲ�ͬ��ǿ���ϡ� ����Ͻ�Ͳ��ϵ�Ӧ�ñ���, ��չ�˶��ֶ����Ľ��������ϲ��ϵ��Ʊ�����η���, �������乲������
�����������ܽ��������������ϲ��ϸ����Ʊ�����η�������ȱ�����ά�����������ǿ���ŵ�Ļ�����, �����ѹ���½���-���̬���ܷ��Ʊ�������ǿAl2O3sf��SiCp/Al���ϲ��ϡ� ѹ���½���-���̬�����Ʊ����ϲ��ϵķ�������ѹ����Һ̬�����Ʊ������������һ���µĸ��ϲ����Ʊ�����, �Ƕ�ѹ����Һ̬�����Ʊ����Դ��ڹ�-Һ����ĸ��ϲ��ϼ���ʩ�Ӵ��ѹ��, ���а��̬��ѹ, ��߸��ϲ��ϵ����ܶ�, �Ӷ���������֯����ѧ���ܡ� �ù��շ�����Ҫ��Ϊ2����: 1)��ѹ����Һ̬�������������Ԥ����Ľ�������; 2)�Թ�-Һ��������Ͻ��а��̬��ѹ���ܡ�
1ʵ��
1.1����
ʵ�����û����������Ϊ2A14, �仯ѧ�ɷ����ڱ�1�� ��ǿ����Ϊ̼����, �ߴ�ֱ�Ϊ4�� 7�� 14 ��m, ��ǿ��άΪ�ྦྷ����������ά, ������ָ��ֱ����ڱ�2��3��
1.2����
1.2.1 Al2O3sf��SiCpԤ����ǿ�������
Ԥ����ǿ����������Ʊ����ϲ��ϵĹؼ����� Ԥ��������ǿ��ķֲ��Ƿ����, ֱ�Ӿ��������ܷ�˳����ɺ��ϲ��ϵ����ܡ� ���������̷�2����, ��ʪ�졢 ����; �սᡣ
1) ʪ�졢 ����
�ٸ�����ǿ����������ͻ��ӱ���ȷ��SiCp��Al2O3sf������;
��������Һ, ��������ˮ�� ����ճ����� ����ճ���������Һ��һ���������������в��������;
�۰����úõĽ���������, �ֶ�μ���Al2O3sf��ά, ��һ�����ٶ�(��ʵ����900 r/min)��ֽ����, ����SiCp�ٽ����Լ0.5 h, ʹ����ȷ�ɢ����ά֮��;
�ܽ�����Ϻ�, ���䵹��ģ��(ͼ1)����ˮ, ��ˮһ������, ����ѹͷ��ѹ, �Ա�֤Ԥ���߶�, (��ʵ��Ԥ����ߴ�Ϊ�� 58 mm��40 mm);
�ݸ���, ���͡�
2) Ԥ������ս�
�����ս��:
�� ���ȵ�50 ��, ����10 min;
�� ���ȵ�70 ��, ����10 min;
�� ���ȵ�90 ��, ����5 min��
�����ս��:
�� ��90 �滺�����ȵ�300 ��, ����30 min;
�� ��300 �滺�����ȵ�500 ��, ����30 min;
�� ��500 �滺�����ȵ�800 ��, ����60 min��
�����ս��Ŀ�����յ��л��ᡣ �����ս��Ŀ����2��: 1)���½��̻�, ʹ��ǿԤ����߱�һ����ǿ��; 2)����ȥ��SiCp����������O2�� CO2�� CO������, ����SiCp��AlҺ����ʪ�ԡ� �����ս��ʹSiCp��O2��Ӧ, ��SiCp��������һ��SiO2��Ĥ, ��SiCp��AlҺ�Ӵ�ʱ, ʵ������SiO2��AlҺ�Ӵ��� һ��������, SiO2�ڸ�������Һ̬�Ͻ��е�Al�� MgԪ�ط�����Ӧ����þ���⾧ʯMgAl2O4, ������SiCp����Һ�����Ͻ����ʪ��, ͬʱ, �ɷ�ֹSiCp��AlҺֱ�ӽӴ����ɴ�����Al4C3��
1.2.2 װ��
���ϲ���ѹ���½���-���̬���ܵ�ʵ��װ����ͼ2��ʾ, ��װ�õ���Ҫ�ص��ǿ��ɵ�ѹ���ɵ���ѹ��, ���ɸ����������ѹ��ѡȡ�� ��Һ̬������, ����ѹ�����ŵ���ѹ�����г̶���������, ���������ʱ,�������ﵽ�������ѹ�����ֵ�� ���ɵ�����: 1) ��֤����ѹ���ͽ����ٶȵ�ƥ��; 2) �����ѹ�ٶȹ�����ɽ������̵�������ѹ������ʹԤ������Ρ� �����ν���ʱ, �ڡ� ���ͷ�ϳ�һ��, ����ʩѹ��ɰ��̬���ܡ�
��1 2A14�Ļ�ѧ�ɷ�
Table 1 Composition of 2A14(mass fraction, %)
Cu |
Mg | Si | Mn | Ti | Fe | Zn | Impurities | Balance |
3.9��4.8 |
0.4��0.8 | 0.6��1.2 | 0.4��1.0 | ��0.15 | ��0.7 | ��0.3 | ��0.1 | Al |
��2 SiCp������ָ��
Table 2 Performance indexes of SiCp
Elastic ratio/GPa |
Density/(g��cm-3) | Linear expansibility/K-1 | Poisson ratio |
400��500 |
3.18��3.20 | 4.30��10-6 | 0.17 |
��3 Al2O3sf������ָ��
Table 3 Performance indexes of Al2O3sf short fiber
Composition |
Physical characteristics |
||||||
w(Al2O3)/% |
w(SiO2)/% | Diameter/��m |
Density/(g��cm-3) | Tensile strength/MPa | E/GPa | Main phases | |
| 72.3 | 27.7 | 5��8 | 3.4 | 600 | 240 | ��-Al2O3, Al2O3��2SiO2 |
|
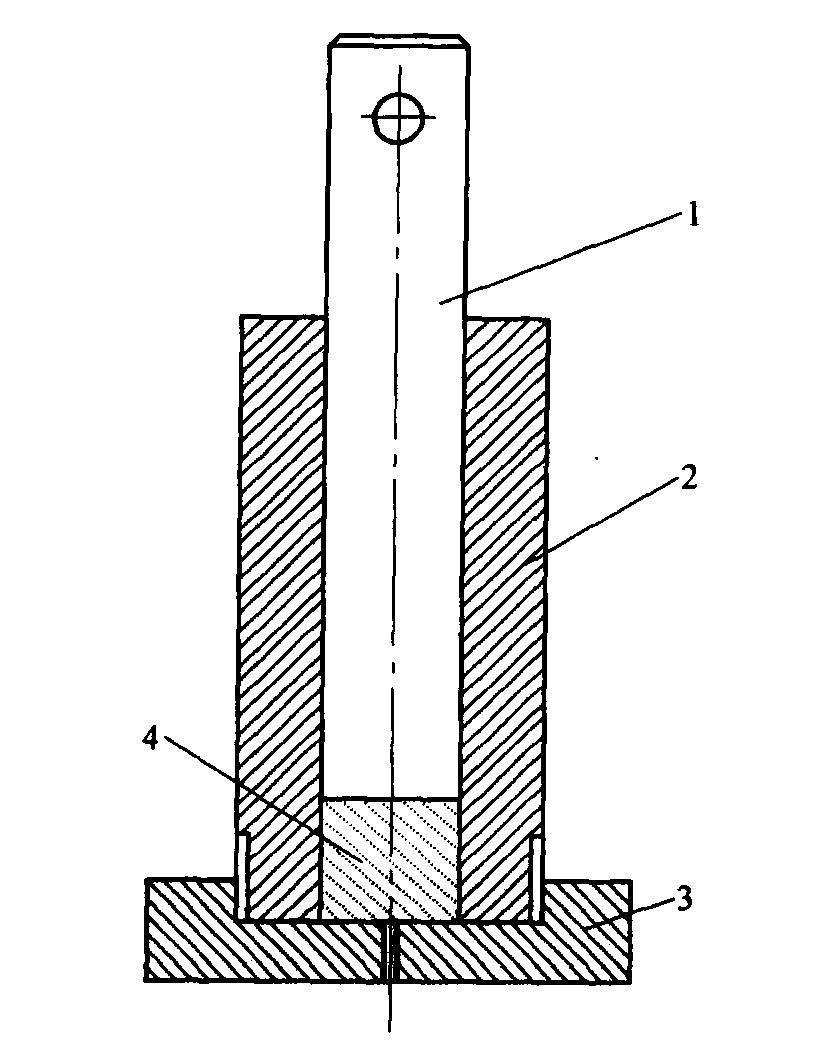
ͼ1 Ԥ����ѹ��ģ
Fig.1 Pressing dies for precasts
1��Squeeze head; 2��Lower die; 3��Multihole lower head; 4��Precast
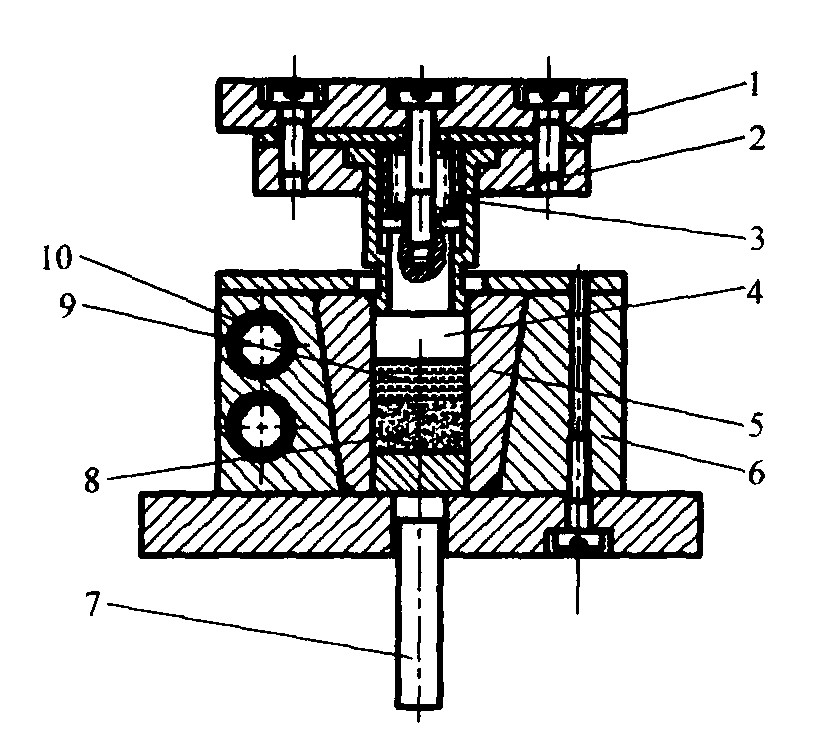
ͼ2 ���ϲ����Ʊ���ʵ��װ��
Fig.2 Experimental devices of composite preparation
1��Upper die; 2��External punch; 3��Pressure regulation spring; 4��Inner punch; 5��Lower die; 6��External form; 7��Roof bar; 8��Precast; 9��Molten Al; 10��Resistance wire
1.2.3 ����
ʵ����2000kNҺѹ���Ͻ���, ��Al2O3sf��SiCp��������ά����Ԥ�������ڽ���ģǻ��, ����ģ��Ԥ�ȵ�250��450 �档 Ȼ����Ԥ�����Ϸ�����Һ̬����, ������ͷ������, ��Һ̬����ʩ��ѹ��, Һ̬������ѹ��������Ԥ������, �����Ӵ�ѹ����ɰ��̬���ܡ� ѹ���½���-���̬���ܵĹ��ղ�����ȷ��ԭ��Ϊ: 1)��֤Һ̬��������ڰ��̬����ǰ��ȫ����Ԥ������; 2)Һ̬������ɺ�, ���ϲ��ϱ������ڵĽ���ʼ�մ��ڰ��̬���������, ����Ҫ���ղ������4��ʾ�� ͼ3��ʾΪAl2O3sf��SiCp/Alѹ���½���-���̬���ܼ���Ƭ��
2���������
ͼ4��ʾΪAl2O3sf��SiCp/Al���ϲ��ϵ�����֯�� ͼ5��ʾΪѹ���½���-���̬�����Ʊ���Al2O3sf��SiCp/Al���ϲ��ϵı�ɢ��������Ԫ����ɨ���� ��ͼ4��5���Կ���, �Ʊ��ĸ��ϲ����������֯����, ���κ���������������ȱ�ݴ���, SiCp��Al2O3sf�ֲ�����, ��������ά��Ĵ��ų����Ϳ����ѻ�����, ����ά�Ϳ�������ά����ֲ��� SiCp������Al2O3sf��ά��Ч�ظ���, ��ֹ����ά��ճ�ᡣ
ͼ3 Al2O3sf��SiCp/Alѹ���½���-���̬���ܼ���Ƭ
Fig.3 Photograph of Al2O3sf��SiCp/Al by infiltration-semi-solid densification under pressure
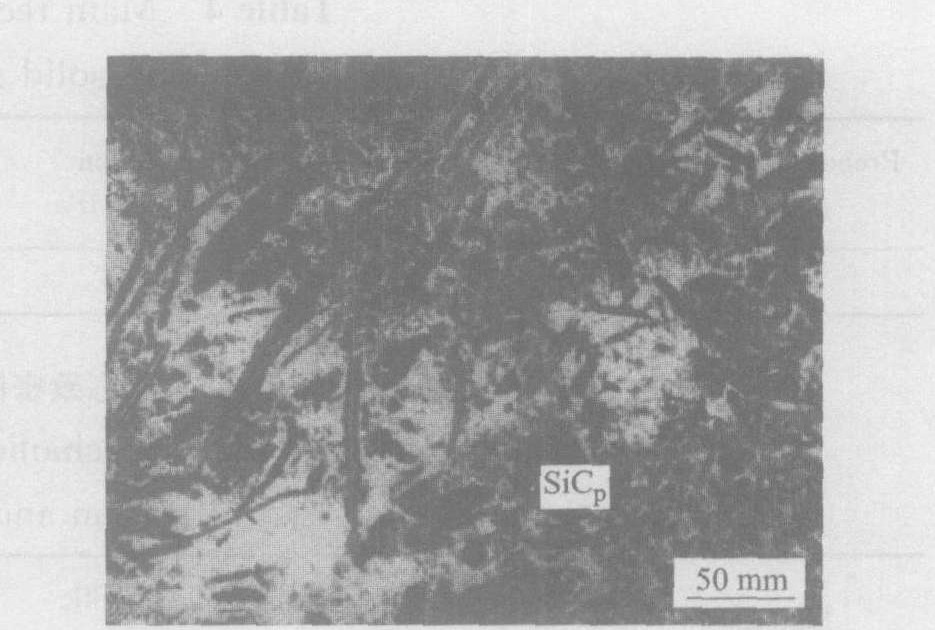
ͼ4 ѹ���½���-���̬�����Ʊ���Al2O3sf��SiCp/Al ���ϲ��ϵ�����֯
Fig.4 Microstructure of Al2O3sf��SiCp/Al composites prepared by infiltration-semi-solid densification under pressure
ͼ6(a)��ʾΪͨ��TEM�۲쵽��SiCp��Al�����γɵĸ��ϲ��ϵĽ�����ò�� ��ͼ�ɼ�, �����Ϊ�ɾ��� ƽֱ, ��������, �����۲첻����ѧ��Ӧ� ����ѹ���½���-���̬���ܷ��Ʊ���Al2O3sf��SiCp/Al, ������ȴ�ٶȿ�, ��Ӧʱ���, ��������±���ʱ��С��1 min�� ����, ��ǿԤ���徭������Ԥ����, ��SiCp������������SiO2, ���Ʊ������б�����SiCp��Al��ֱ�ӽӴ��� ���, ��SiCpͬAl����Ľ����ϼ�����Al4C3, ��ʹ�ڲ����Ʊ����һ����ȴ�����п�����һ������Al4C3����, �ڽ�����Ҳ������Ӧ, �����ڽ����ϡ� ͼ6(b)��ʾΪͨ��TEM�۲쵽��Al2O3sf��Al�����γɵĸ��ϲ��ϵĽ�����ò�� ��ͼ�п��Կ���Al2O3sf��Al���DZȽϸɾ��� ƽֱ, �ڽ������ܹ������ܱ��ķ�Ӧ��, Ӧ��þ���⾧ʯMgAl2O4, �����ڷ�Ӧ��̫��, ��������������
ͨ���ܶȺ���ѧ���ܱȽ�(��5)��֪, ѹ���½���-���̬�����Ƽ��Ƚ�����ѹ����Һ̬�����Ƽ����������Ҿ��и��õ���ѧ���ܡ�
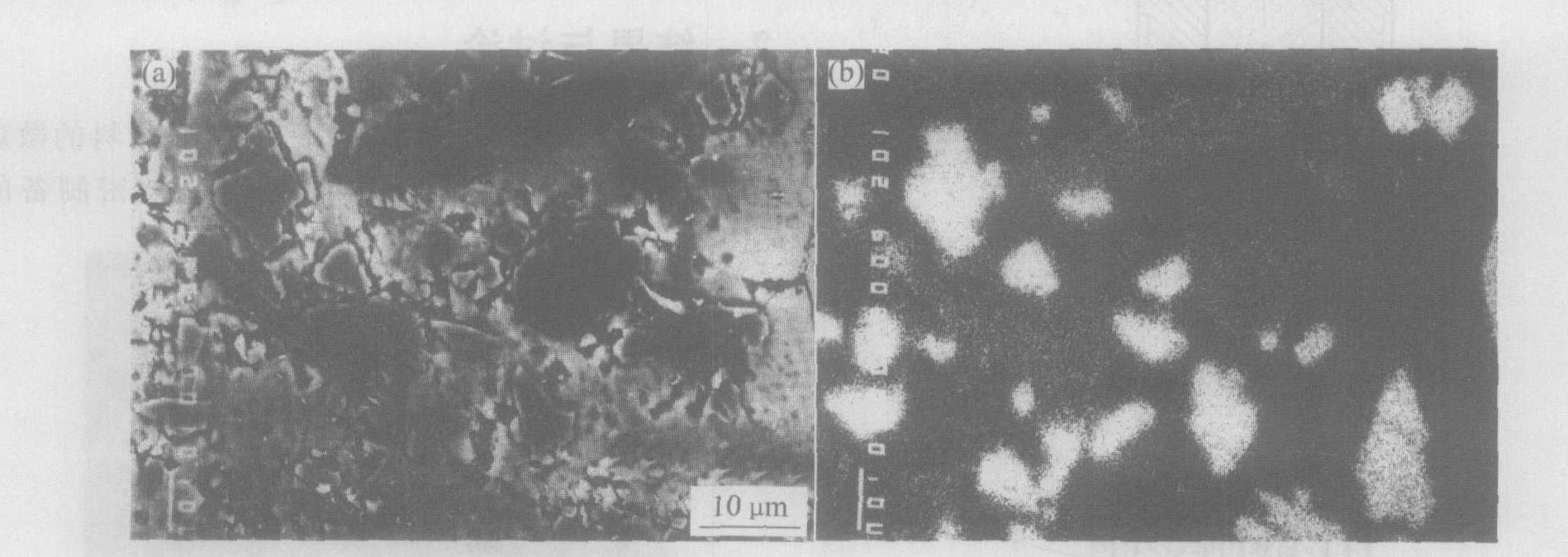
ͼ5 ѹ���½���-���̬�����Ʊ���Al2O3sf��SiCp/Al���ϲ��ϵı�ɢ�������(a)��Ԫ����ɨ����
Fig.5 Backscattered electron image(BEI)(a) and element surface scanning image of Si(b) of Al2O3sf��SiCp/Al composites prepared by infiltration-semi-solid densification under pressure
��4 ѹ���½���-���̬���ܵ���Ҫ���ղ���
Table 4 Main technological parameters ofinfiltration-semi-solid stamp forging under pressure
Preheat temperature of dies/�� |
Infiltration temperature/�� |
Infiltration pressure/MPa |
Pressure of semi solid densification/MPa |
Depressed velocity/(mm��s-1) |
Dwell time/s |
200��300 |
780��800 | 2��5 | 70��100 | 2��3 | 30��40 |
��5 ѹ���½���-���̬�����Ʊ��ĸ��ϲ��ϵ��ܶȺ�������ѧ����
Table 5 Density and mechanical properties at room temperature ofcomposites fabricated by infiltration and direct semi-solid densification under pressure
Material |
Infiltration pressure/MPa |
Semi-solid specific pressure/MPa |
Heat treatment |
Density/ (g��cm-3) |
Tensile strength/MPa |
Specific elongation/% |
15%Al2O3sf�� SiCp(1��1)/2A14 |
4.5 | 0 | T6 | 2.778 59 | 475 | 2.9 |
15%Al2O3sf�� SiCp(1��1)/2A14 |
4.5 | 70 | T6 | 2.837 25 | 510 | 4.1 |
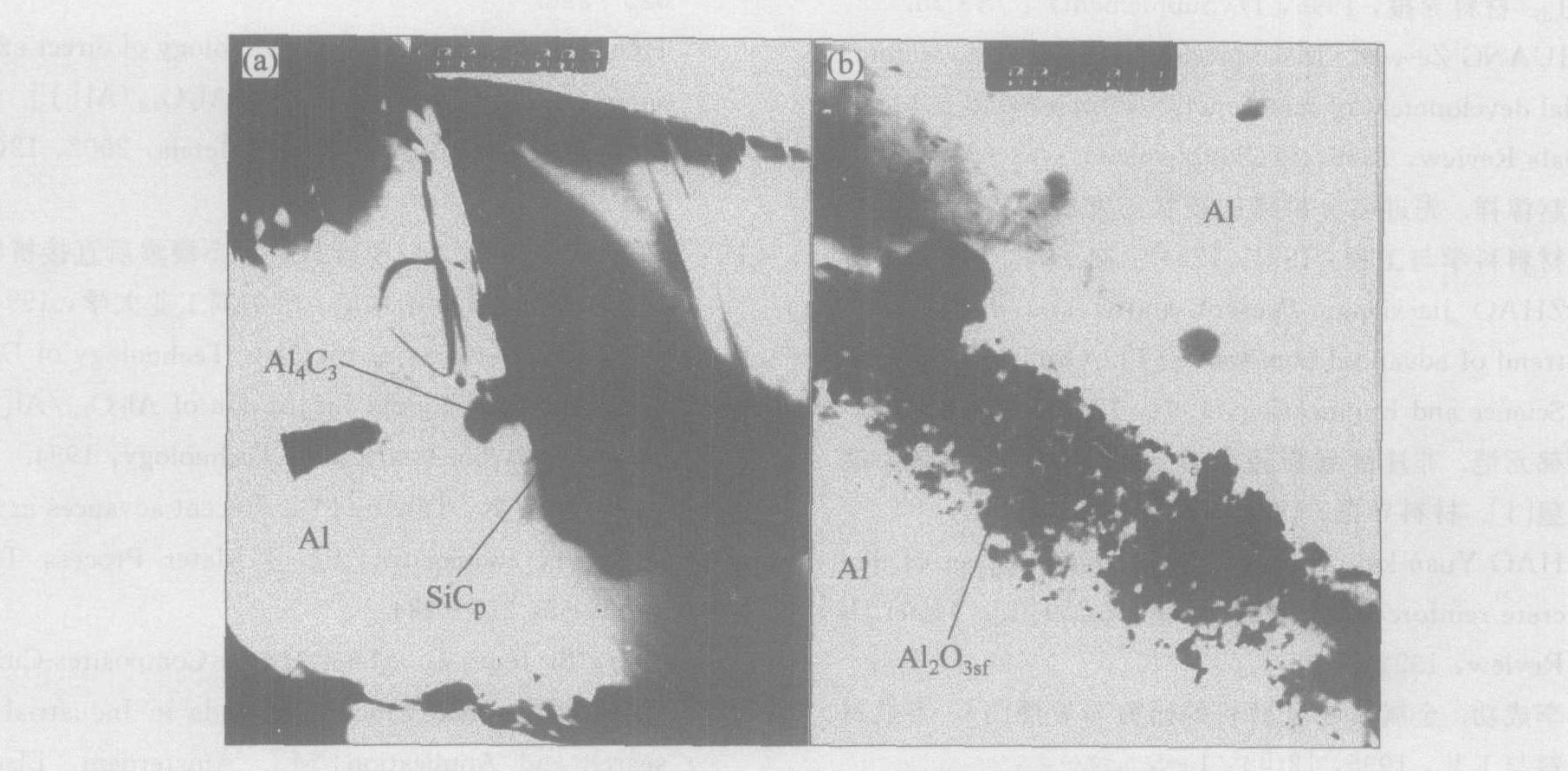
ͼ6 Al2O3sf��SiCp/Al���ϲ��ϵĽ�����ò
Fig.6 Interface morphologies of Al2O3sf��SiCp/Al composites
(a)��Interface between SiCpand Al;(b)��Interface between Al2O3fand Al
3����
1) ѹ���½���-���̬�����Ʊ���Al2O3sf��SiCp/Al���ϲ���, ��ǿ��ֲ�����, Al2O3sf��άû�����Եķ�����, ��������, �������� �÷��Ʊ���Al2O3sf��SiCp/Al���ϲ��Ͼ������õĽ�����, SiCp��Al�Ľ���û�з��ֲ��ȶ���Al4C3������, Al2O3sf��Al�����Ľ��淴Ӧ�������þ���⾧ʯMgAl2O4, ���д���һ��̽�顣
2) ѹ���½���-���̬���ܷ��Ʊ��ĸ��ϲ��Ͻ�ѹ����Һ̬�������Ʊ��ĸ��ϲ����и������ܺ��õ���ѧ���ܡ� ���Ʊ�����������������Ч�ʸߡ� �����ȶ��� �ɱ��͵��ŵ�, ���Ҽȿ��Ʊ����帴�ϲ����ֿɺͳ����Һ̬ģ��(��ѹ����)���ա� ѹ�����ս���Ʊ��ֲ���ǿ���ϲ���, ��һ�����ص���ڹ���װ����������ҵ����ĥ�㲿�����þֲ���ǿ���������ϲ������ʺϽ�������Ҫ����, ���й�����Ӧ��ǰ����
�����
[8] ��HookerJA ,DoorbarPJ.Metalmatrixcompositesforaeroengines[J].MaterSciandTech,2000,16:725734.
