

Cathode electrophoretic technology for bonded NdFeB permanent magnet
CHEN Gang(�� ��)1, 2, YANG Xiao-lin(��С��)2, 3, GAO Dan-ying(�ߵ�Ӣ)2,
NI Jian-sen(�߽�ɭ)1, XU Hui(�� ��)1 , ZHOU Bang-xin(�ܰ���)1
1. Institute of Materials, Shanghai University, Shanghai 200072, China;
2. Eighth Research Institute of Nuclear Industry, Shanghai 201800, China;
3. Manage department, Shanghai Institute of Science and Technology, Shanghai 201800, China
Received 20 April 2006; accepted 30 June 2006
Abstract:
The bonded NdFeB permanent magnet was painted by cathode electrophoretic technology. The effect of technological parameters on the thickness of the layer was researched. The optimum voltage, time, electrophoresis temperature, area-ratio and spacing between cathode and anode are 220-250 V, 2-3 min, 25-32 ��, 7-10 cm and (2-4)��1, respectively. After treated under optimum conditions, the excellent corrosion resistance of the bonded magnet is achieved, with temperature and humidity resistant time of 468 h, brine-fast resistant time of 48 h. The cathode electrophoretic technology and treating process were successfully applied to produce bonded magnets with mass capacity of tens of million pieces per year.
Key words:
bonded NdFeB magnets; cathode electrophoretic technology; layer thickness; technological parameters;
1 Introduction
Nd-Fe-B bonded magnets play an important role in modern technologies, such as computer, motor and other electric tools. But their properties also should be further improved in some aspects: corrosion resistance, temperature dependence, coercivity, and so on. The poor corrosion resistance is a fatal defect for its application in many fields[1]. NdFeB is a very active alloy in chemical property and is oxidized easily in damp air and corroded in acid environment. Many protective methods, such as spray coating, impregnation and electronic coating, were applied to solve this defect[2-9]. Comparing with traditional surface treatment technology, the cathode electrophoretic technology has outstanding characters in barrier properties, uniformity of layer, cohesion, high-usage, pollution-free and safety in production, which was applied widely in many fields for erosion resistance. The bonded NdFeB magnet is composed of magnetic powders and polymer resin, which are mixed and pressed into bulk materials with designed shapes. Bonded magnets have some shortcomings, such as high porosity, low density and poor conductivity, so there is great difference between bonded magnets and other usual metals for the cathode electrophoretic technology.
2 ExperimentalThe bonded magnets with dimension of d10 mm �� 10 mm(cylinder), dout23 mm��din19 mm��11 mm (ring) and dout10 mm��din8 mm��9 mm (ring) were selected. The bonded magnets acted as cathode were coated with polymer on the surface by cathode electrophoretic technology. The main process was as following: pretreatment of magnets, wash, pure water wash, cathode electrophoretic, spray, wash, solidify and check.
Rust prevention test of treated bonded magnets was carried out by the Measurement Center of Shanghai Institute of Materials. Resistance to salt(5% NaCl) and high temperature and humidity(80 ��, 90%RH) for the layers with thickness of 20-30 ��m were carried out on the basis of national standards GB/T18880-2002.
3 Results and discussion
Fig.1 shows the relationship between layer thick- ness and electrophoresis voltage. It can be seen from Fig.1, with the increase of the voltage, the thickness of cataphoresis layer increases, and the depositing velocity accelerates. But when the voltage is higher, the cell reaction is aggravated and the amount of bubble increases, which makes the deposited layer be disrupted and induces the coarse surface, pin holes and orange peel appearance. When the voltage is lower, the deposited layer will be thinner, and even there is no deposit existing at some position. The optimum voltage of 220-250 V is achieved on the basis of multiple experiments.

Fig.1 Relationship between layer thickness and electrophoresis voltage
Fig.2 shows the relationship between layer thick- ness and electrophoresis time. It can be seen from Fig.2 that, with the increase of the extension of time, the layer

Fig.2 Relationship between layer thickness and electrophoresis time
thickness increases. But when the time is long enough, the layer thickness will not increase obviously.
Considering the factors of layer quality and production efficiency, the electrophoresis time should be as short as possible. If the electrophoresis time is too long, the coating will be too thick and coarse, so a combination of electrophoresis voltage and time should be selected to control the layer thickness. The optimal time is 2-3 min at electrophoresis temperature of 30 �� and voltage of 220 V.
Fig.3 shows the relationship between layer thick- ness and electrophoresis temperature. It can be seen from Fig.3 that, with the increase of the electrophoresis temperature, the deposit velocity accelerates and the thickness of the layer increases. But the higher temperature can accelerate the electrolysis action, which induces the deterioration of solution stability. The coarse and orange peel appearance also induce at higher temperature. Although the lower temperature is favorable to the stability of electrophoresis solution, the lower temperature will increase the viscosity of paint solution. So the generated bubble during electrophoresis process is difficult to rupture. The deposited amount will decrease and the layer will become thin. So, the optimal electro- phoresis temperature should be about 25-32 ��.

Fig.3 Relationship between layer thickness and electrophoresis temperature
The thickness of layer also has relation with area-ratio and spacing of cathode and anode. The shorter the spacing, the higher the electric potential gradient of the electrophoresis is. If the shape of magnets is more complex, the difference of polar spacing of each part will be higher relatively. This will induce the great difference in potential and layer thickness of each part. If the polar spacing is too large, the electrophoresis efficiency will be reduced. So the optimal area-ratio and spacing of cathode and anode should be 7-10 cm and (2-4)��1, respectively.
The temperature and duration to dry the electro- phoresis-treated sample must be controlled strictly. Too higher temperature and longer duration will lead the layer to brittle, even to crack. But if the duration is too short, the coated layer can��t be solidified thoroughly and the properties of this layer are decreased. So, the temperature of dry and solidification is divided into two steps: 50-90 �� for 5-20 min and 150-200 �� for 25-40 min. It reveals that the stepped temperature of solidifi- cation is help to paint and flow sufficiently, filling up the pinholes and other defects. The second step solidification process is focus on the better cohesion of the coated layer and the basis, as introduced in reference [10].
Tables 1 and 2 list the results of resistance to salt (5% NaCl) and resistance to high temperature and humidity (80 ��, 90%RH) of bonded magnets. It reveals that cathode electrophoresis technology is the best coating technology for the bonded magnets. The duration times of resistance to salt (5% NaCl), high temperature and humidity (80 ��, 90%RH) of bonded magnets are longer than 468 h and 48 h, respectively, reaching the international level.
Table 1 Resistance to salt (5% NaCl) under different coating conditions
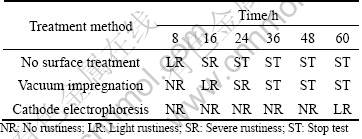
Table 2 Resistance to high temperature and humidity under different coating conditions

Fig.4 shows optical microscope photos of coating layers prepared by different methods. It can be seen from Fig.4 that the layer prepared by cathode electrophoretic coating has the best cohesion with the matrix of the bonded magnet and the deepest infiltration of the resin coating, as shown in Fig.4(a). The layer prepared by dip coating only has teens microns in depth and is difficult to increase mass. And the layer prepared by spray coating has weak cohesion with the matrix. In a word, the cathode electrophoretic coating is the optimal technology
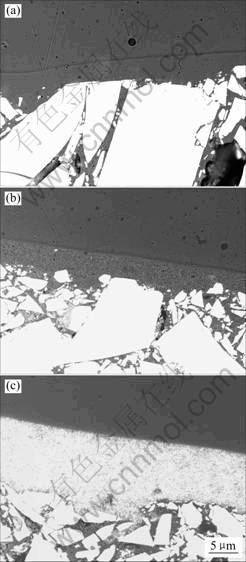
Fig.4 Optical microscope photos of different layers: (a) Dip coating; (b) Spray coating; (c) Cathode electrophoretic coating
to protect bonded magnet.
4 ConclusionsCathode electrophoresis technology is the best coating technology for the bonded magnets. The duration times of resistance to salt (5% NaCl) and high temperature and humidity (80 ��, 90%RH) of bonded magnets are longer than 468 h and 48 h, respectively. This technology is applied in mass increase. More than thousand millions of bonded NdFeB magnets have been treated by this technology successfully.
References[1] BURZO E. Permanent magnets based on Re-F-B magnets[J]. Rep Prog Phys, 1998, 61: 1099-1266.
[2] YUAN Xue-tao , ZHAO Qing. Progress in research on anticorrosion of NdFeB[J]. Surface Technology, 2004, 33(4): 9-12��25. (in Chinese)
[3] LI Jun, LIU Ying, GAO Sheng-ji, et al. Cathodic electrophoresis process for bonded NdFeB[J]. Corrosion Science And Protection Technology, 2005, 17(2): 121-124. (in Chinese)
[4] MA Zong-yao, XIE Fa-qin, LIU Dao-xin. A novel anodic electrophoresis process for NdFeB permanent magnets[J]. Electroplating & Pollution Control, 2004, 24(6): 33-34. (in Chinese)
[5] BLACKWOOD D J, BALAKRISNAN B, HUANG Y Z, et al. Influence of the chemical composition of the plating solution on the ability of nickel coatings to protect Nd2Fe14B magnets against corrosion [J]. J Magn Magn Mater, 2001, 223(2): 103-111.
[6] TIBURCIO G, CALDERON A, NAVA C, et al. Electrochemical response of permanent magnets in different solutions [J]. J Alloys Comp, 2004: 78-80.
[7] YUJI K, FUTOSHI K, NAOYUKI I. ![]() Proven technologies on high- performance Nd-Fe-B sintered magnets[J]. J Alloys Comp, 2006, 408-412: 1344-1349.
Proven technologies on high- performance Nd-Fe-B sintered magnets[J]. J Alloys Comp, 2006, 408-412: 1344-1349.
[8] RAO Hou-zeng, LI Guo-hua, JIANG Hong-fa, et al. Source study of technology of stripping nickel coating on NdFeB permanent magnet [J]. Journal of Rare Earths, 2004, 22(S1): 115-117.
[9] HU Y, JONES I P, AINDOW M, et al. Zn diffusion induced precipitation along grain boundaries in Zn-coated NdFeB magnets [J]. J Magn Magn Mater, 2003, 261 (1-2): 13-20.
[10] YANG Xiao-ling. Cathode Electrophoretic Technology For Bonded NdFeB Permanent Magnets[P]. CN.200310108639.3.
Foundation item: Project (2002AA302602-2) supported by the National High-Tech Research and Development Program of China
Corresponding author: CHEN Gang; Tel: +86-21-59556478; E-mail:gangchen58@yahoo.com.cn
