
���±�ţ�1004-0609(2010)S1-s0923-04
̽ͷ��תʽ�ܲij����Զ��������ϵͳ������
��С���������£�������
(���Ѽ�������˾������ 721014)
ժ Ҫ��
���ԭ�йܲ��Զ����ϵͳ����̽ͷ��ֹ�������ܲ���תǰ�����ڼ���ٶ��������˹ܲĵ����⣬���ƽ���һ��̽ͷ��תʽ�ܲij����Զ����ϵͳ����ϵͳ�����ʼ췶Χ�������Ч�ʸߵ��ص㣬������d16~65 mm�Ѽ��ѺϽ�ܲĵ��Զ�������⡣
�ؼ��ʣ�
��ͼ����ţ�TG146���� ���ױ�־�룺A
Research on automatic ultrasonic test system of probe rotating type for tubes
MA Xiao-huai, JIANG Li-xin, WANG Hai-liang
(Baoti Group Co., Ltd., Baoji 721014, China)
Abstract: A set of automatic ultrasonic test (UT) system of probe rotating type for tubes was used researched and established to settle the problems, such as low test speed and the tubes easy to be sculled etc. The original automatic test system was used to deal with the problem probes and keep stable the tubes rotate and move forward. This system possesses wide test scope, high test efficiency etc and can meet the requirement for automatic UT of titanium and titanium alloy tubes with diameter of 16-65 mm.
Key words: ultrasonic test (UT); rotating head; automatic test
�����������ű��Ѽ���������Խʽ��չ������ܲ������������Ŀ������ӡ�Ϊ�˱�֤�ܲļ������ͻ�������߲�Ʒ�������������Ź�˾���轨��һ���µ�d16~65 mm�ܲij����Զ����ϵͳ��
�ܲ��Զ����ϵͳ�Ĵ�����ʽͨ����2�֣�һ��Ϊ̽ͷ��ֹ�������ܲ���תǰ������һ����Ϊ�ܲ�ֱ��ǰ����̽ͷ������ת�����Ѽ��ż����ڸ����������ձ����̽ͷ��ֹ�������ܲ�����ǰ���ķ�ʽ���йܲļ�⣬�÷�ʽ���ڼ���ٶ��������˹ܲĵ����⣬�������������е��Ƚ�������Ϊ�ܲ�ֱ��ǰ����̽ͷ������ת�ķ�ʽ���˷������������ʵ�ͬʱ�����ٹܲĵĶ����ԣ�ʹ�������ȷ�Եõ���ߡ�Ϊʹ�����Ƚ�����Ӧ�����ҹ��ѺϽ�ܲļ����ҵ�����߿�չ��̽ͷ��תʽ�ܲij������Զ����ϵͳ���о�������
1 ʵ��
���ڹܲ�ˮ��������̽��ԭ��[1]��ͼ1��ʾ��ˮ���۽�̽ͷ�������ݲ���ˮ����б���䵽ˮ/�ѹܲĽ��潫�������������䡣������Ǧ������ڵ�һ�ٽ�Ǻ͵�2�ٽ��֮��ʱ�����䲨���ڹܲ��ڲ������Შ�����úᲨ�����̡�Сȱ�ݼ������ǿ���ص㣬���Լ������ڹ���С�����ơ��۵������ӵ�ȱ�ݡ�
���ʱ����Ǧ�����������ʽ��
![]() ��
��![]() ��
��![]() (1)
(1)
ʽ�У�cL1Ϊˮ���ݲ����٣�cL2Ϊ�ܲ����ݲ����٣�cS2Ϊ�ܲ��кᲨ���٣�rΪ�ܲ��ڰ뾶����Ϊ����̽ͷ����ǣ�RΪ�ܲ���뾶��
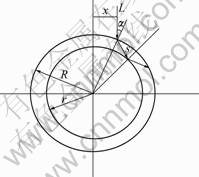
ͼ1 �ܲ�ˮ��������̽��ԭ��ͼ
Fig.1 Principle figure for water immerging UT of tubes
1.2.1 ������̽����
�ܲij�����⣬Ҫ��������������խ����ʱ�乤���ȶ��Ըߣ��Ŵ�����������ʧ��С������������õĿ����ŵ�·�����������ƹ��ܵȡ������ҹ�˾�ѺϽ�ܲ��漰�Ĺ��϶࣬��Ľ�Ϊ0.5 mm����ˣ������ĵ��е�ѡ��������Ҫ�����ݶ�����¹ܲij�����̽�˵ľ��飬�����龭��������������֤��ѡ���˹���ij��˾������SFD-100��������Ϊ�ܲ�̽�˵Ļ���������������ͻ���˴�ͳ������ģʽ��ʵ�����û�����ʲô�����ṩʲô���Ѻý��档���ǣ������ŵ��������������µ����⣬ʲô���Ľ���������Ϲ���ʵ�ʵ�������棿�����һ�������⣬ͨ������������о���������������˷����ҹ�˾ʵ�ʵ������������棬�����ͼ��ͼ2��
��ͼ2��֪���ý���ȫ��ʵ�������ĶԻ���������������Ҫ�������뷽�㣬Ϊ�����ߴ����˼���ı�����
1.2.2 ����ϵͳ����ƺ�����
�ܲ��Զ����ϵͳ�����ijɰܣ�����ϵͳ����ƺ�����������Ҫ����Ϊ�ܲ��ڴ���������������ʵ���ȶ����ͣ�����ֱ�ӵ��¼�������ɿ�����ǰ���ҹ�˾���õĹܲ�����ǰ����ʽΪʵ�ֹܲ��ȶ���������ʱ�ڹܲĻζ��ϴ�ʱ���ò��������ٵ����ڿ�š��ǰ���ֵķ�ʽ����֤���˾�������ɹܲĻ��ˡ�
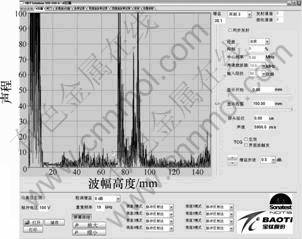
ͼ2 ̽����������
Fig.2 Interface for test instrument
Ϊ�˿˷��������⣬�������ڵ��й��ڡ������豸�Ļ����ϣ��������̽ͷ��ת���ܲ�ֱ��ǰ���Ĵ������˼�룬�����豸���쳧��һ�𣬶��ϡ����ϵĽṹ��ʽ�����Ϸ�ʽ���ϸ��ϸ��Ͽ�λ�õ����е������������Э�̣�����ȷ�������Ĵ����ṹ��ʽ���ڴ˻����ϣ����������ݴ���ϵͳ������ߵ����˼·�� ʹ����ơ�����������ϵͳ�����Ѽ��ѺϽ�ܲļ��ϵͳ��̽������������֤��ϵͳ���������С�
Ϊ��ʹϵͳ�����Ƚ��ԣ������齫�йؼ�¼�����ϵͳ�У�ʹϵͳ�ܹ��Զ�����������ԭʼ��¼����1������������ԭʼ��¼����
���������������½��ܲ��Զ�����ϵͳ�߱��˹����뱸���ܲĴ����ȶ��ʹ���Ч�ʸߵ��ŵ㡣
1.2.3 ��ͷ
���ڹܲĵij�����̽�ˣ����۲�����һ�ּ�ⷽʽ����ֹ���ˮ����ܲ��ڲ�����Ӱ��ܲij�������ⶼ��һ�������������⡣�ܲ�����ǰ��ʽͨ�����õ�����״�����Լ10 mm���Դ�һ���ȵ�Բ������ͷ����������ܲ����˴ﵽ��ˮĿ�ġ��˷�ʽ����̽ͷ��תʽ̽��ȴ�����ã���Ϊ��תʽ̽�˹ܲ�ͨ����תͷǻ��ʱ����תͷ�ڱ��뱣���ܷ⣬��ȷ��������ã�������תͷ������ת�����ˮ���ѹ������һ���Բ������ͷ�ԹܲĽ��з�ˮ�����ڹܲ�ͨ����תͷǻ��ʱ�������ᱻѹ��ѹ��ܲ��ڲ��������ͷ�ߴ�ȹܲĹ���ֱ����������ͨ����תͷ�ڲ��ĵ����ף����ߺ����ױ��ܷ�Ȧ�ε���Ϊ�˲�ʹ��ͷ��ͨ����תͷǻ��ʱ��ˮѹ��ܲ��ڲ�������ͨ�������ף��������ȷ����ͷ����״�ߴ硣ͼ3��ʾΪ����ƵĶ�ͷʾ��ͼ��
��1 �ܲ�̽��������ԭʼ��¼��
Table 1 Original NDT record for tubes


ͼ3 ��ͷʾ��ͼ
Fig.3 Illustrating figure of rubber blockage
����ͼ3����ƣ���������ϼӹ���4����Ʒ�������飬Ч�����롣ͼ3��DΪ��ͷ�⾶��RΪͻԲ�뾶��
2 ����
2.1.1 ��Ƭ�ߴ��Ƶ��
����ѡ����26 mm���࣬8 mm��8 mm��Ƭ�ߴ磬Ƶ�������10 MHz��
2.1.2 �۽���ʽ
̽��ʱ��̽ͷ�ľ۽���ʽ��2�֣���۽����߾۽�����۽��Զ̶�С�ĵ�״ȱ�ݱ��߾۽����У����߾۽�����״�������ȸ��ڵ�۽���ѡ��ʲô���ľ۽���ʽ��һ����Ҫ���ݼ���������Ҫ����һ���棬��Ҫ���ǹܲļӹ��������ײ�����ȱ����ʽ�ͼ���Ч�ʡ��Ѽ��ѺϽ�ܲļ�������һ��Ҫ�����Ϊģ�����ƣ������ֲ������ơ���ι������������������ȱ����Ҫ�������������ơ����ǵ�����������ȣ�����������߾۽���ʽ��
2.1.3 �����
�ܲļ�⣬Ϊ��ʵ�ִ��Შ̽�ˣ���߷ֱ�����������DZ��������ϵʽCL1/CL2��sin ����CL1/CS,�����й����ݴ��룬��������ɵã�41.13?�ݦȡ�18.30?��
����ǵ�ѡ����ͨ����������ƫ�ƹܲ����ߵľ����ƫ�ľ���ʵ�ֵġ�ʵ�ʼ��ʱ������Dz���������ȡֵ��ͨ�����飬�������Ϊ45�����ҵ�ʱ�������˶����ھ۽�ϸ���У�������һ�¡�
�������������Զ�̽��ϵͳ������֪�����⡣�ѺϽ�ܲ��ܼ�ܾ���Խ�С���ں��˹�ȱ�ݽ�С������������������ȻҪ��ͨ�����ߡ����ڽϸ�̽���������£�������������Կ˷��ı���������ǿ������Ÿ��š����Ƹ����źţ�ȷ����¼����Ŀɿ�ȷ����ϵͳ�������ѵ�֮һ��Ϊ���������Ŷ��Զ����۵�Ӱ�죬���ǰ�̽ͷ�������ĸ�Ƶ������Ϊǿ���Ž������������ǣ���ȡ�йذ취�Ը��ż������ơ�ͼ4��ʾΪ���Ƹ����źź��ʵ��̽�˲���ͼ����ͼ4�ɼ����˲�����������Ⱥá�

ͼ4 ʵ��̽�˲���
Fig.4 Test wave shape in real
ϵͳ������d19 mm��0.89 mm���ܲ���3 mm��0.10 mm��0.1 mm�˹����˽����˲��Լ�¼�����������������£����ô��Შ̽�˷����Լ�������˹���ȱ�ݡ�����ظ�����������ڡ������ظ��Ժã�֤�����ϵͳ�ɿ��Ըߡ�
3 ����
��������תͷ�ܲ��Զ����ϵͳ�ܹ����Ѽ��ѺϽ�ܲĽ��г�����̽�ˣ�����ͻ�������С�������ѺϽ�ܲģ�����ˮ���߾۽���ʽ̽�˷����ǿ��еġ���ȡ�µĿ����Ŵ�ʩ���ܹ���Ч�������ǿ���Ŷ�̽�˵�Ӱ�죬��֤�Զ�̽�˵Ŀɿ�ʵʩ�����ñ������������˴��������Ѽ��ѺϽ�ܲģ�Ϊ����Ӯ���˾���Ч�棬Ϊ�û��ṩ�˸������IJ�Ʒ��
REFERENCES
[1] ��������̽�ˡ���д��. ������̽��[M]. ����: ˮ������������, 245-245.
��Ultrasonic test�� preparation team. Ultrasonic test[M]. Beijing: Irrigation Works and Electric Power Publishing Company, 245-245.
ͨ�����ߣ���С�����绰��0917-3382365��E-mail: xiaohuaima@163.com
