

Application of geometric midline yield criterion to analysis of three-dimensional forging
ZHAO De-wen(�Ե���), WANG Gen-ji(������), LIU Xiang-hua(���), WANG Guo-dong(������)
State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110004, China
Received 29 November 2006; accepted 18 June 2007
Abstract:
A kinematically admissible continuous velocity field was proposed for the analysis of three-dimensional forging. The linear yield criterion expressed by geometric midline of error triangle between Tresca and Twin shear stress yield loci on the p-plane, called GM yield criterion for short, was firstly applied to analysis of the velocity field for the forging. The analytical solution of the forging force with the effects of external zone and bulging parameter is obtained by strain rate inner product. Compression tests of pure lead are performed to compare the calculated results with the measured ones. The results show that the calculated total pressures are higher than the measured ones whilst the relative error is no more than 9.5%. It is implied that the velocity field is reasonable and the geometric midline yield criterion is available. The solution is still an upper-bound one.
Key words:
GM yield criterion; three-dimensional forging; continuous velocity field; inner product; analytical solution;
1 Introduction
In recent years, the researches on metal forging are focused on numerical simulations[1], including FEM [2-5] and UBEM[6]. Unfortunately, no theoretical analytical solution about three-dimensional forging taking into account of the effects of external zone has been reported in the past twenty years. So, how to substitute the non-linear Mises yield criterion with linear yield criterion to get analytical solution attracts much attention. TRESCA[7] first proposed a linear yield criterion but only took two principal stresses into account. HILL[8] also introduced a linear yield criterion to approach Mises criterion in 1950 but with a relative error by 8%. Until 1983, YU[9], HUANG and ZENG[10] proposed a linear criterion, called Twin shear stress yield criterion, but its application to analysis of metal forging [11-12] usually shows a greater value than that of Mises yield criterion. Based on the error triangles consisting of Tresca and Twin shear stress yield loci on the p-plane, the GM yield criterion was proposed by ZHAO et al[13-15].
In this work, a new velocity field was put forward to the three-dimensional forging and the GM yield criterion was firstly applied to analysis of the forging. The solution was compared with the tested result.
2 Velocity field
Three-dimensional forging with external zone between two parallel indenters is shown as Fig.1.
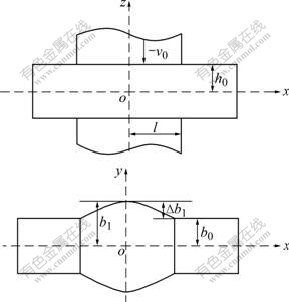
Fig.1 Deformation zone of 3-dimensional forging
Because of symmetry, only one eighth of the deformation zone is taken into account and it is assumed
?b1/b0=a?h/h0 (1)
Dividing the both sides of Eqn.(1) by time increment ��t yields
![]() (2)
(2)
Let the velocity component vz vary linearly with z coordinate, then it follows
![]() (3)
(3)
Assuming that in Fig.1 the free-edge surface is parabolic, the width b is
![]() (4)
(4)
where ?b1=b1-b0 is measured at the maximum width point. Dividing Eqn.(4) by ?t yields
![]() (5)
(5)
Let vy vary linearly with y coordinate, which leads to
![]() (6)
(6)
From the Cauchy equation it follows
![]()
 (7)
(7)
From![]() and letting x=0, vx=0 yields
and letting x=0, vx=0 yields
 (8)
(8)
Note that in Eqn.(8), y=0, vy=0; y=b0, vy=vb; z=0; vz=0; z=h0; vz=-v0; and in Eqn.(7), ![]() So, Eqns.(7) and (8) satisfy kinematically admissible conditions.
So, Eqns.(7) and (8) satisfy kinematically admissible conditions.
With integral mean value theorem and the volume constancy, it follows
 (9)
(9)
Values of Eqn.(9) are used to calculate the ratios of components of strain rate and velocity field.
The characteristic equation of strain rate tensor has a non-vanishing solution only if the following determinant vanishes, that is
Therefore, the principal strain rate field is
![]()
 (10)
(10)
3 GM yield criterion
So-called GM yield criterion is a short of geometric midline yield criterion, whose yield locus on ��-plane is the geometric midline B��E of error triangle B��BF between Tresca locus B��F and Twin shear stress locus B��B. It intersects with Mises circle as shown in Fig.2. The detail of the criterion can be seen in Refs.[12-14]. Its plastic work rate done per unit volume is as follows[12]:
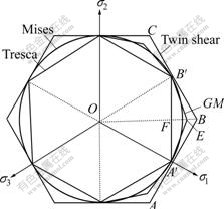
Fig.2 GM loci on ��-plane
![]() (11)
(11)
4 Total power and pressure
4.1 Plastic work rate(Nd)
Substituting Eqn.(10) into Eqn.(11) and the following equation, and from Eqn.(7), it yields
 (12)
(12)
where I1, I2 and I3 are the termwise integrations of the inner-product of strain rate vector[15-17]. Substituting the values of Eqn.(9) into the denominator of the following fraction and integrating leads to
Substituting I1, I2 and I3 into Eqn.(12) yields
 (13)
(13)
4.2 Friction power(Nf)
At contact interface, let
![]() (14)
(14)
and
![]() (15)
(15)
 (16)
(16)
Substituting ![]() of Eqn.(9) for vx/vy into Eqn.(16), it follows
of Eqn.(9) for vx/vy into Eqn.(16), it follows
![]() (17)
(17)
4.3 Shear power (Ns)
At the interface between deforming and external zones, the velocity discontinuity and shear power are
 (18)
(18)
4.4 Total power and pressure
Let applied power equal to the upper bound total power, we can have
![]() (19)
(19)
Substituting Eqns.(13), (17) and (18) into the equation above and rearranging yields
(20)
Noting symmetry of the deforming zone��the total pressure becomes
![]() (21)
(21)
Letting dn��/da=0 in Eqn.(20) gives
 (22)
(22)
Eqn.(22) is the relationship among a, m, l/h0 and b0/h0, which can be used for optimization of a.
The value of the friction factor m can also be calculated by the following Tarnovskii equation:
![]() (23)
(23)
where f is coulomb friction coefficient.
In this work the authors suggest the following method to measure value of a. Substituting x=0 and y=b0 into the second formula in Eqn.(8) and multiplying ?t yields
![]() (24)
(24)
where ?b1=b1-b0 is the measured spread at the maximum width point, and �� is the reduction in the pass.
5 Verification by press test
The press tests were performed with 200 kN universal material testing machine in the State Key Laboratory of Rolling and Automation, Northeastern University. Four groups of pure lead sample were compressed with different indenters and reductions. The indenter speeds were from 15 to 30 mm/min. The sample size and tested data are listed in Table 1. Pm is the measured total pressure.
Table 1 Sample size and tested data

Calculated results according to Eqn.(20) with measured values of a by Eqn.(24) are listed in Table 2. Taking the No.2 as an example, the detailed procedure is as follows: from Table 1 and Eqn.(24), ��= (9.85-8.745)/9.85=11.2%, l/h0=1.52, a=0.51, f=0.23 (for quenched heads). By Eqn.(23), m��0.3. Substituting all data of No.2 into Eqns.(20) and (21) yields n��=1.296.
Table 2 Calculated results by measured a (m=0.3)

P=32.31 kN, and the relative error with Pm is ��= (32.31-30)/30=7.7%. In above calculation ��s=20.26 MPa, is checked out by![]() =0.112/t=0.025 s-1, ��=11.2%. Calculations of the other specimen are the same.
=0.112/t=0.025 s-1, ��=11.2%. Calculations of the other specimen are the same.
It can be seen from Table 2 that the total pressure P, calculated by Eqn.(20), are greater than measured ones Pm. Both relative errors get to 7.5%-18.3%.
It can be seen from Table 3 that the optimized total pressures P, by golden mean according to Eqns.(20) and (22), are lower than those in Table 2. Whilst the relative errors of P and Pm are reduced to 0-9.5%.
Table 3 Optimized results by golden mean (m=0.3)

Fig.3 shows the calculation curve corresponding to b0/h0=3. For a given l/h0, n�� increases with increase of m, but for definite m and l/h0 from 1 to 5, it always has a minimal value.
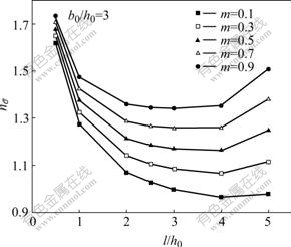
Fig.3 Dependence of n�� on m and l/h0 with b0/h0=3
Fig.4 shows that the value of n�� increases with increase of m and b0/h0 for a given l/h0.
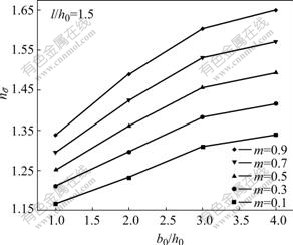
Fig.4 Dependence of n�� on b0/h0 and m
The dependence of a on l/h0, b0/h0 and m is shown in Fig.5. It can be seen that for a given m, a increases with increase of l/h0.
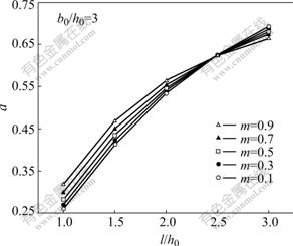
Fig.5 Dependence of a on l/h0 and m
6 Conclusions
1) The velocity and strain rate fields proposed satisfy kinematically admissible condition of three-dimensional forging.
2) With the velocity and strain rate fields, the GM linear yield criterion is first applied to analysis of three-dimensional forging and an analytical solution of n�� is obtained.
3) With press test, the calculated total pressures are higher by 7.5%-18.3%, but optimized total pressures are higher only by 0-9.5%, compared with the measured results. It is still an upper-bound solution.
4) Formula of measuring bulge parameter a is presented, and the measured values of a are lower than optimized ones.
References
[1] YANG H, ZHAN M, LIU Y L,XIAN F J, SUN Z C, LIN Y, ZHANG X G. Some advanced plastic processing technologies and their numerical simulation [J]. J Mater Processing Tech, 2004, 151(1): 63-69.
[2] WANG Guang-chun, ZHAO Guo-qun, XIA Shi-sheng, LUAN Yi-guo. Numerical and experimental study on new precision forging technique of super gears [J]. Trans Nonferrous Met Soc China, 2003, 13(4): 798-802.
[3] HARTLEY P, PILLINGER I. Numerical simulation of the forging process [J]. Computer Methods in Applied Mechanics and Engineering, 2006, 195: 6676-6690.
[4] PITTMAN J F T. Numerical analysis of forming processes [M]. New York: John Wiley & Sons, 1984: 17-28.
[5] CHOI S K, CHUN M S, van TYNE C J, MOON Y H. Optimization of open die forging of round shapes using FEM analysis [J]. J Mater Processing Tech, 2006, 172(1): 88-95.
[6] ALFOZAN A, GUNASEKERA J S. An upper bound element technique approach to the process design of axisymmetric forging by forward and backward simulation [J]. J Mater Processing Tech, 2003, 142(3): 619-627.
[7] TRESCA H. On the flow of solid bodies subjected to high pressures [J]. C R Acad Sci Paris, 1864, 59: 754.
[8] HILL R. On the inhomogeneous deformation of a plastic laminar in a compression test [J]. Phil Mag, 1950, 41(1): 733.
[9] YU Mao-hong. Twin shear stress yield criterion [J]. Int J Mech Sci, 1983, 25(1): 71-74.
[10] HUANG W B, ZENG G P. Application of twin shear stress yield criterion to solve some problems in plastic mechanics [J]. Acta Mechanica Sinica, 1989, 21(2): 249-256. (in Chinese)
[11] ZHAO De-wen, LI Gui-fan. The surface integral to axisymmetric drawing through elliptic-die profile [J]. Engineering Mechanics, 1994, 11(4): 131-136. (in Chinese)
[12] ZHAO De-wen, XU Jian-zong, YANG Hong. Application of twin shear stress yield criterion in axisymmetrical indentation of a semi-infinite medium [C]// Proceedings of International Symposium on Strength Theory. New York: Science Press, 1998: 1079-1084.
[13] ZHAO De-wen, XIE Ying-jie, LIU Xiang-HUA, WANG Guo-dong. New yield equation based on geometric midline of error triangles between Tresca and Twin shear stress yield loci [J]. Journal of Northeastern University (Natural Science), 2004, 25(2): 121-124. (in Chinese)
[14] ZHAO De-wen. Mathematical solution of continuum forming force [M]. Shenyang: Northeastern University Press, 2003: 421-435. (in Chinese)
[15] ZHAO De-wen, WANG Lei, LIU Xiang-hua, WANG Guo-dong. Solution for slab forging with bulge between two parallel by strain rate vector inner-product integration and series expansion [J]. Trans Nonferrous Met Soc China, 2005, 15(5): 1009-1013.
[16] ZHAO De-wen, XIE Ying-jie, WANG Xiao-wen, LIU Xiang-hua. Derivation of plastic work rate per unit volume for mean yield criterion and its application [J]. J Mater Sci & Tech, 2005, 21(4): 433-437.
[17] ZHAO De-wen, JIN Wen-zhong, WANG Lei, LIU Xiang-hua. Inner-product of strain rate vector through direction cosine in coordinates for disk forging [J]. Trans Nonferrous Met Soc China, 2006, 16(6): 1320-1324.
Foundation item: Project(50474015) supported by the National Natural Science Foundation of China
Corresponding author: ZHAO De-wen; Tel: +86-24-83686423; E-mail: cral@mail.neu.edu.cn
