
���±�ţ�1004-0609(2016)-03-0516-10
������������������
������1, 2��������1�������2
(1. �ϲ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ϲ� 330031��
2. �ϲ���ѧ ���������ܾ�ȷ�����ص�ʵ���ң��ϲ� 330031)
ժ Ҫ��
���������ε������������⣬��������ȱ�ݺ;���ƫ����������������β��ϵ���ѧ����һ���Բ�ۺ���ѧ����û�о���������ȷ�ı������أ����谭��ƺ��Ż��������ר�úϽ����Ҫ���ء�����������ȱ�ݰ��̬���ϵ��Ʊ������������о��ͷ�չ���������Ҫ����Ĺؼ����⣬�Դ����������ʰ��̬���ϵ�����ԭ��ͬʱ���ܽᾧ��ƫ����4�ֱ�����ʽ�������������ƫ������Ϊ�������ר�úϽ�������֮һ��
�ؼ��ʣ�
������������̬������������ȱ��������ƫ�����Ͻ������
��ͼ����ţ�TG146.1��TG249.9���� ���ױ�־�룺A
���Ž��ܼ��š���������ѹ�������������Լ��ҹ�������ҵ����¼����ķ�չ���Ը����ܡ��߿ɿ��ԡ��������ĸ��ӹ����������������к㷺�����ӷ�չ��������֪ʶ��Ȩ���Ƚ��������ۡ��������գ��Ѿ���Ϊ�ҹ���������߿Ƽ������ش�����е�����[1]�����ѹ���졢���ѹ������ѹ������ȣ�������ο���Ч����ȱ�ݣ��������������ʸ���ͬ��������ġ������ģ�ͻ����Զ�����ȣ�������β��ϵ����������ʽӽ��ڸ�ѹ������ϵģ�Զ���ڵ���ģ�ͻ����Զ���ģ����Գ�����״���Ӻͳߴ�ϴ������������ͳ����豸�Ķ�λ���ܺ�[2]����ˣ�������α���Ϊ21���ͽ����������DZ���ij��μ���֮һ��
Ȼ������������ڹ�������δʵ���ձ鹤ҵ����������δ�ܵ�������ҵ��������Ŀǰ����������ձ�����������⣺1) �ۺ���ѧ����û�о���������ȷ��������ε�A356��A357���Ͻ�������õ����ԣ���ǿ��û�����Եľ�������[3-5]��������εĸ�ǿ���Ͻ�(��A206��7075��6082��2014��)��ǿ�ȿ��Դﵽ�ͼ�ˮƽ���������Ժܵ�[6-9]��2) ������β��ϵ���ѧ�����ձ���ڴ�����β��ϵ���ѧ����[3,10-11]��3)������β��ϵ���ѧ���ܵ�һ���Խϲ�ձ鲻�������κʹ������[10-11]�����������β��ϵ��ۺ����ܣ�ʵ���������ͣ����о���չ������������뼼���Ĺؼ��������⡣
�������ʹ�õ�ԭ�����Ǿ��д����Եİ��̬���ϣ���ʵ��ƽ�ȳ��ͣ���Ч�������塢�������Ϳ�ϵľ��룻���̬�����к���40%~60%�Ĺ��࣬��������С��ģ�ߵ��ڽ��ڶ���ߴ�ϴ�����ѹ���Ĵ��ݺ�Һ̬�����IJ������������ף��������ѡ������ϣ�������εIJ��Ͼ��е�ȱ�ݡ������ܶȡ�����ѧ���ܺ�һ���Ե����ơ�����������Ϊ��������ʵ�ʼ�ľ���Դ��������ε������������⣬��������ȱ�ݺ;���ƫ����������ȱ����Ҫ�����ڰ��̬���ϵ��Ʊ��Σ�����ƫ�������ڰ��̬���ϵij��νΡ���������봫ͳ���������ı�������������ʹ�õ�ԭ�����Ǿ��д����Եİ��̬���ϣ���������ȱ�ݺ;���ƫ���������ڰ��̬���ϣ���ˣ��������߽��䶨��Ϊ������ε������������⡣
1 ��������֮һ��������ȱ��
1.1 ���̬�����Ʊ������������ȱ��
���̬���ϵĻ���������������/�����γ���������Һ��ɵĹ�Һ�����ǰ��̬���ϴ����Ե���Դ����ˣ����̬���ϵ��Ʊ��Ͱ��̬��֯���γɻ�����������ε��о����ġ���1����Ϊ���������Ӱ�����İ��̬�����Ʊ���������Щ����ͻ���������֦����������Ϊ������ǿ�һ�е������Ž����˼·�������Կ����κ�������֦����������Ϊ��������Щ�����Ĺ�ͬ�ص��ǣ�ͨ�����ƽ�ע�¶ȡ����̳��ڵľֲ�����ͽ����Ͽ���ɢȥ�Ͻ�����Ĺ��ȺͽᾧDZ�ȣ�ʵ�ֺϽ�����Ĵ����κ��뾧�����롣��1����Ϊ���ַ������õľֲ�����ͽ����ϵķ�ʽ��;����
��1���������Է����������Ʊ��ɽ����γ���������Һ��ɵİ��̬���ϡ����о����ڿ����Ʊ�����ʱ����ע�س�������ijߴ����̬�������غ��Խ����Ʊ����̸��Ӹ��Ͻ��������Ⱦ���������Ϲ��̻�������������Ĥ�ȶ�����������ȱ�ݡ�������ȱ�ݴ��ڵ�ǿ����֤����������β��ϵ���ѧ����һ���Բ�ۺ�����û�о�������ͼ1��ʾΪA356�Ͻ��������[29]�����Ʊ��İ��̬�����ڲ�������ȱ��(��ע�¶�Ϊ645 �棬����ת��90 r/min)��ͼ2��ʾΪA356�Ͻ��������[24]�����Ʊ��İ��̬���ϵĶ�����ò��������ȱ����Ҫ�����ڷ����͢�ĺϽ����屻ע�뽬���Ʊ��������̣�ֱ�ӵĽ����Ϲ��̣���ӵĽ����Ϲ��̣��Լ�����IV�ĺϽ����������ض���עͨ�����̡�
���������SSR���ںϽ����屻ע�뽬���Ʊ����������в�������������������ȱ�ݣ����������Ͻ�����ʱ���ƻ�Һ�������������ȱ�ݣ��������תʱ������������������������ȱ�ݡ�����RSF��������SSR���ص��⣬���������������������һ����ȵ�����Ƥ���������ںϽ������ڲ��ۻ��Ĺ����н�������Ƥ����Ͻ����塣
��1 ���������Ӱ�����İ��̬�����Ʊ�����
Table 1 International influential semi-solid slurry preparation methods
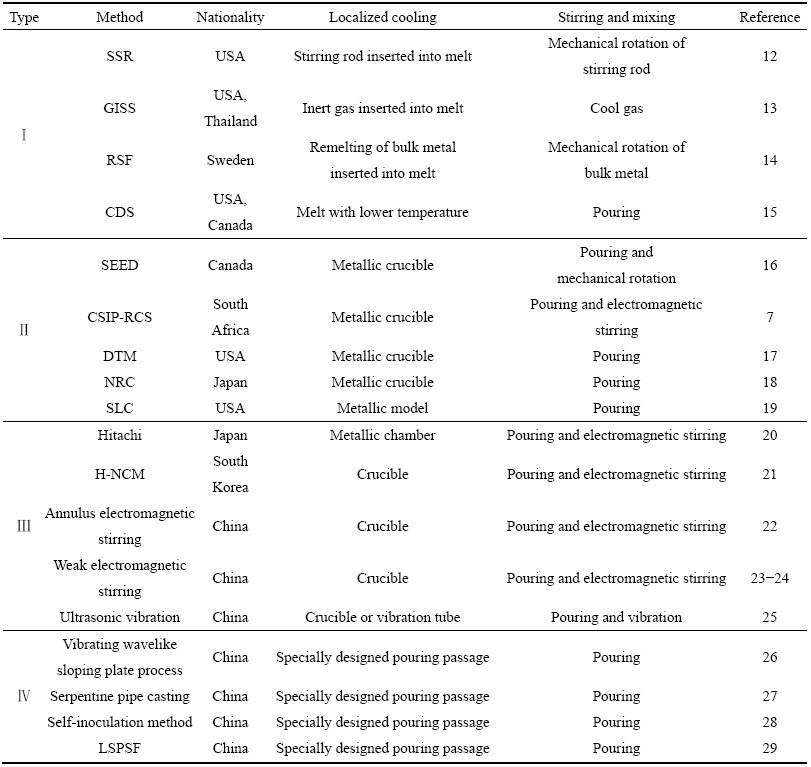
ͼ1 A356���Ͻ���̬�����ھ�����ȱ�ݵ��۳߶���ò
Fig. 1 Entrainment defects at microstructure scale in semi-solid slurry of A356 aluminum alloy
��SEEDΪ�����ķ���Ͻ����屻ע�뽬���Ʊ����������У��Ͻ�������ע������ˢ�����ڱڲ�������������������ȱ�ݡ�
��������з������ص��⣬��Ž��轫�����Ͻ�����ı�������������������ȱ�ݡ���������һ�ֺܺõ���ʽ�������������ĺ��������������ֱ�������������ڲ�ʱ����ͷ�IJ������������������ȱ�ݡ�
��������Ͻ������ڽ�ע������������������������һ�����ȵĽ�עͨ�����˹��������弤�ҵس�ˢ��עͨ���ڱڣ���������������������ȱ�ݡ����⣬������עͨ��������(��ʱ�Ѿ�����һ�����ij�������)����ֱ��ע�뵽�����ռ�������ģ����ǻ��ѹ���ң���������нϸߵ������ٶȣ��˹��̻����ǿ������������������ȱ�ݡ�
�봫ͳ������ȣ�������������˰��̬�����Ʊ������̬�����Ʊ����ձ�������һ�ֺϽ����崦����������Ⱦ�Ͻ����岻�ɱ��⡣�������߽�������ȱ������ձ���ڵģ�ͬʱ�ֱ����غ��Ե�������������������ĸ߶��Ͻ������ۡ����о�����ȱ�ݵİ��̬������������β����ۺ���ѧ����û�о���������ȷ�ı������أ����谭�����о��Ͻ�ɷ�-��֯�ṹ-���ղ���-��ѧ���ܼ��ϵ�Ĺؼ��ϰ�����������ν�һ����չ��ƿ����
1.2 ������ȱ�ݵIJ���ԭ��
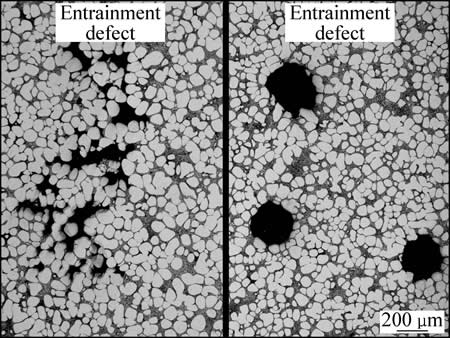
Ŀǰ������ѧ����Ա�1�����а��̬�����Ʊ����ս�����ϵͳ���о�����Ҫ�������ղ������̬��������֯��Ӱ�졢���̬��������֯���γɻ������������������ȴ����Լ���ѧ���ܵȡ��������������о�����ȱ�ݵ�����о��dz����ޡ�CHUNG��[24]�о���ո�����Ž��������°��̬�����Ʊ������о�����ȱ�ݵ��γɡ�ʵ������������Ž������30 A������ʱ��60 s�������£������Ʊ����ڵ�ѹ����5~101 kPa�仯����ѹ��Ϊ30 kPaʱ��������ȱ����ͣ���ͼ2��ʾ����ո�����Ž��������һ���̶��ϼ��پ�����ȱ�ݣ���������һ�����ľ�����ȱ�ݴ����ڰ��̬�����С�
CAMPBELL[30]�����о���������о�����ȱ�ݵIJ������������ָ��������Ĥ�۵��������ںϽ������ڲ���˫��Ĥȱ�ݡ�������ȱ�ݰ�������һ��˫��Ĥ�������˫��Ĥ�е����ݡ������˫��Ĥ�е������������ȡ����̬�����Ʊ��еľ�����̿��ܾܺ��ң��罽ע�Ͻ����塢����ʽ�ķ���Һ��ͷɽ���Һ�λ��䵽Һ��ȡ�CAMPBELL[30]��Ϊ˫��Ĥ�Ǿ�����ȱ�ݲ����ĺ������⡣�Ͻ�������������Ĥ�����뻷��֮�䱣��ƽ������ԡ�����������£��Ͻ���������������Ĥ�����ǡ���ˣ���������Ĥ�γɵķ���(������ա�����������)�����������ر��������ȱ�ݵķ�����ͼ2��ʵ����֤���˸ù۵㡣���⣬���̬���Ͼ��нϸߵ��ȣ�������ȱ��һ������������ѴӰ��̬������ȥ�����ݳ���
ͼ2 ��Ž�����̬���ϵĶ�����ò[24]
Fig. 2 Sectioned surfaces of semi-solid billets produced by electromagnetic stirring with current of 30 A under different vacuum levels[24]
2 ��������֮��������ƫ��
2.1 ������ʽ�����ԭ��
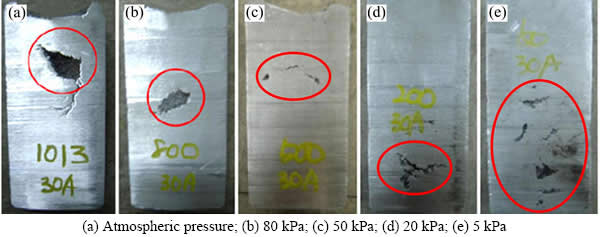
ͼ3��ʾΪ���伷ѹ����(���̬�����ڼ�ѹ���칤�������³���)A356���Ͻ��AZ91þ�Ͻ������֯�����ϳ����¶ȶ�Ӧ�Ĺ������Ϊ50%[31-32]��������(Al)���-Mg��ϸС�����Σ����������������ڡ���ɫ����Ϊ������֯�͵ڶ��࣬�ɰ��̬������ʣ��Һ��ͨ��������Ӧ���������о���Ϊ������ƫ�������볣��������ȣ�������β��ϵľ���ƫ����Ҫ����4�ֱ�����ʽ��
��һ�ֱ�����ʽ��������֯�͵ڶ����ؾ��缯�зֲ������ڳ�������Ϊ�����Σ��ڿռ��ϳ��ֶ����ֲ���ʹ�ð��̬������ʣ��Һ���ڿռ��ڳ���״Χ�Ƴ�������ֲ�����ˣ�������Ӧ���ɵĹ�����֯�͵ڶ���ֲ��ڳ������ྦྷ��֮�䣬����ά�ռ��ϳ�������״�ֲ�����ͼ4��ʾ(����������Ƭ��ά�ع����������̬���ϲ�������[29]�����Ʊ�������ѹ��90 MPa��ģ��Ԥ���¶�230 ��)������������β�������֯����Ҫ���������������������֯�еij�������Ϊ��֦״��̬�����ж���֦���ۻ�����֦���ۡ�����ά�ռ䣬����֦���ۻ�����֦���۱˴˽��棬��Щ�����������̵�Һ�࣬�еĻ��������֦����֮�����Ϊ������С������ˣ������Ӧ���ɵĹ�����֯�͵ڶ����ڿռ��ϵ���������ƻ����Ƚ����ߵ�����֯��������������ľ���ƫ���ֲ�Ҫ��������εľ��ȡ�
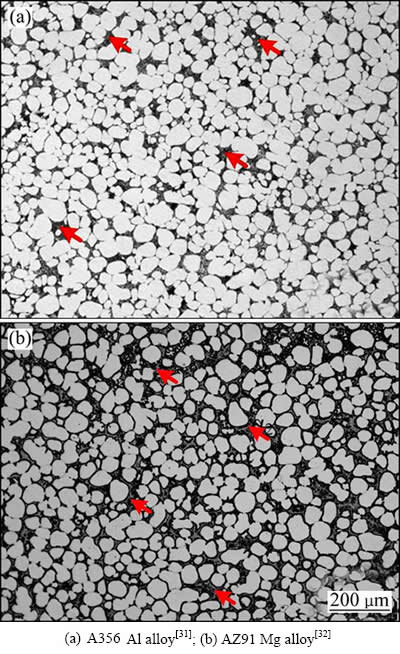
ͼ3 ��������еľ���ƫ��
Fig. 3 Intercrystalline segregation in rheoforming
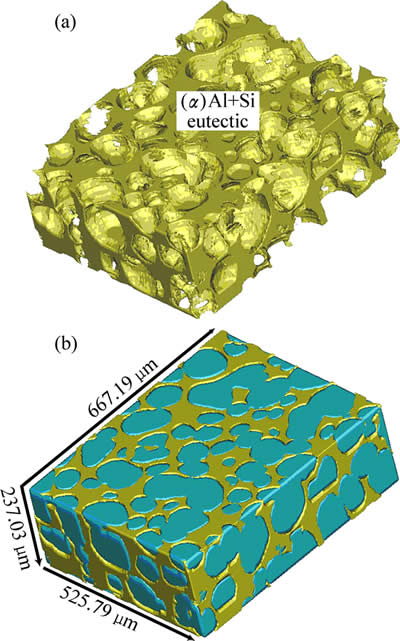
ͼ4 A356���Ͻ�������ξ���ƫ������ά�ռ���ò
Fig. 4 Three dimensional morphologies of intercrystalline segregation in rheoforming A356 alloy
�ڶ��ֱ�����ʽ������ƫ���ij̶����Ű��̬�����й�����������Ӷ����ӡ�������Ȳ���������ζ�������ѧ���㷽��������AZ91��AZ61��AM60Bþ�Ͻ���̬���Ϲ������(��Ӧ�ڳ����¶�TP)�Ԧ�-Mg17Al12��Ժ�����Ӱ��(����ڹ�����ӦL����-Mg+��-Mg17Al12+Al11Mn4����ʱ���̬�����е�ʣ��Һ��)[32]��������������Ű��̬���Ϲ�����������ӣ���-Mg17Al12�ؾ���ֲ��ļ��г̶����ӣ���ͼ5��ʾ�����缷ѹ����AZ91��AZ61��AZ31��̬��֯�Ц�-Mg17Al12�ĺ����ֱ�ԼΪ10.5%��6.1%��5.2%�������伷ѹ����(���̬���ϵĹ������Ϊ50%)�Ħ�-Mg17Al12�����Ժ����ֱ�ԼΪ19.7%��11.5%��9.7%��TENG��[33]�о���AZ91Dþ�Ͻ����������Һ̬�Ͻ�����������̬�������������µ�����֯�ṹ�������������������������̬����״̬�µĦ�-Mg17Al12��ĺ���Ҫ�����������Һ̬�Ͻ�ġ�CZERWINSKI��[34-35]��ʵ���о����Ҳ�������̬����þ�Ͻ�Ħ�-Mg17Al12��ĺ���Ҫ���ڳ�������ģ����Ű��̬�����й����������ߣ����κ�����֯�еĦ�-Mg17Al12��ĺ������ߡ���-Mg17Al12����ͨ��������ӦL����-Mg+��-Mg17Al12���ɡ����ߵĦ�-Mg17Al12�ຬ������ζ�ŷ���������Ӧ��Һ���к�������Ԫ��Al�������ߣ����Ծ���ƫ��Խ���ء�
�����ֱ�����ʽ���ڰ��̬������ʣ��Һ��������̵ľ���λ�÷��������ӵĹ�����Ӧ�������۵���͵Ľ����仯��������ӳ���ʱ���̬���ϵĹ���������Ƴ����̹��̡�ͼ6��ʾΪGUO��[32]����������ζ�������ѧ���㷽�������AZ91�Ͻ���̬�����ڳ��νε�����·���������̬���ϳ����¶ȶ�Ӧ�Ĺ������С��60%ʱ��ʣ��Һ����365.6 �淢��������ӦҺ��+��-Mg17Al12����-AlMgZn+����Mg�����������¶ȶ�Ӧ60%�������ʱ����336.2 �淢��������ӦҺ�����-AlMgZn+����Mg+MgZn��
�����ֱ�����ʽ��Һ��ƫ�������̬���ϳ���ʱ����ѹ�������£�����Һ��������ʹ�ù����Һ�������˶����γ�Һ��ƫ������ͼ7�м�ͷ��ʾ(�������伷ѹ��������Ʊ����������̬���ϲ�������[29] �����Ʊ�������ѹ��Ϊ90 MPa��ģ��Ԥ���¶�Ϊ230 ��)��Һ��ƫ��λ�ü��зֲ��ž���ƫ�������־���ƫ����ֲ��������Ľ����档
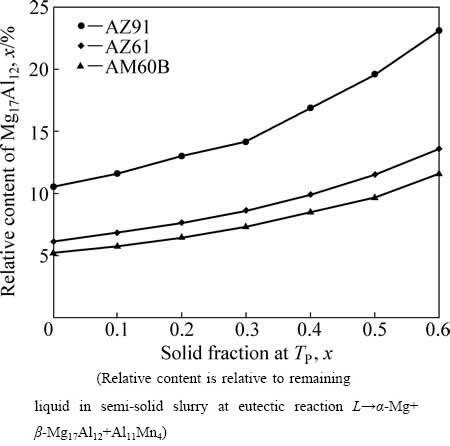
ͼ5 ���̬���Ϲ������(��Ӧ�ڳ����¶�TP)�Ԧ�-Mg17Al12����Ժ�����Ӱ��[32]
Fig. 5 Effects of solid fraction at TP on relative content of ��-Mg17Al12 phase[32]
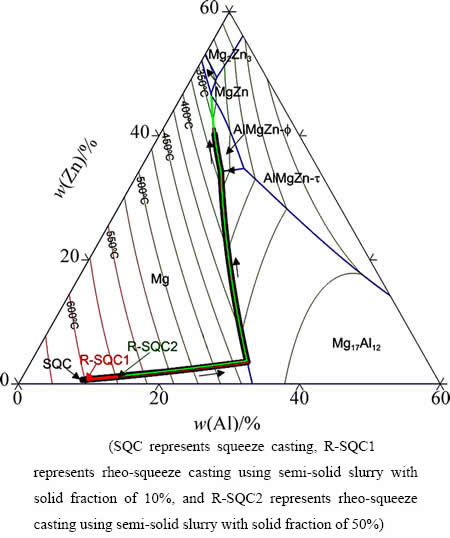
ͼ6 Mg-Al-Zn��Ԫ�Ͻ�Һ����ͶӰͼ��AZ91þ�Ͻ������·��[32]
Fig. 6 Calculated liquid projection showing solidification paths and main phase transformations of AZ91 alloy occurring in rheoforming[32]
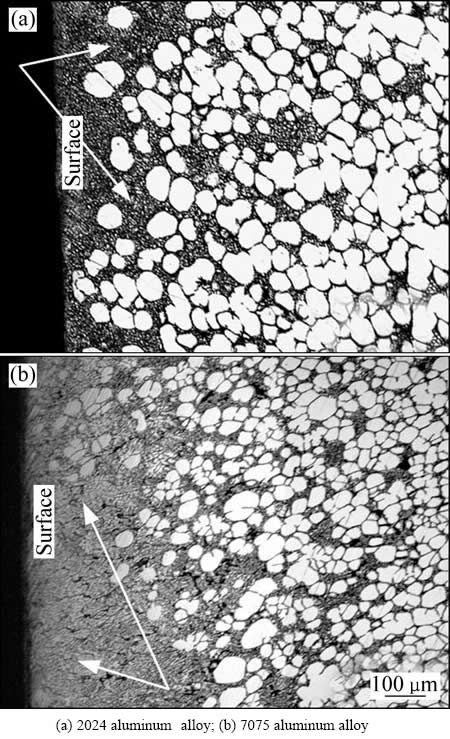
ͼ7 ��������е�Һ��ƫ��
Fig. 7 Liquid segregation in rheoforming
2.2 ����ƫ����Σ��
������Ӧ��������仯�����Ϊ�����࣬����ò���ֲ��ͳߴ�����Ӱ���Ų��ϵ���ѧ���ܡ����̬���εIJ�������֯�н����仯�����ھ��缯�зֲ������������Ʋ��ϵ���ѧ���ܡ�CZERWINSKI��[34-35]ϵͳ�о����������а��̬���ϵĹ��������AZ91��AZ61þ�Ͻ���ѧ���ܵ�Ӱ�졣�о�������������Ű��̬���Ϲ�����������ӣ�������β��ϵ���ѧ���ܳʽ������ƣ��������Խ���Ϊ���ԣ���AZ91�Ͻ���̬���ϵĹ����������40%ʱ��������Ҫ�����ڻ���ͦ�-Mg17Al12���Ľ��洦��KLEINER��[36]�о�AZ91��þ�Ͻ��ڼ�ѹ���졢������κ�������������µ���ѧ���ܣ���Ϊ������Ҫ�����ڻ���ͦ�-Mg17Al12���Ľ��洦��
������ε���Ҫ����֮һΪ���μ����ܣ���ͨ��T6�ȴ�����һ��������ܡ����۴���������һ���̶��ϸľ���ƫ����������ƫ���ĵ����ֱ�����ʽ����Ӱ���ȴ�����ǿ��Ч�������ܴ���ʱ���ؾ���ֲ��ĵ��۵㹲�����������������ۻ���������������Ӱ����ѧ���ܣ��������ԡ�319 s�������Ͻ���Al��Cu��Mg��Si��Fe��Ԫ�أ�������β�����֯�ڲ��������صľ���ƫ�������ܴ���ʱ���۵�����仯�����ۻ���������[37]��ͬ�������Ҳ��������ε�206�������Ͻ��з���[38]����һ���棬�ɸ��ӹ�����Ӧ�������ؾ���ֲ��Ľ����仯����һ��Ƚϴִ����ڹ��۴���ʱ�����ܽ⡣LIUD��[39]���о������������Ͻ�2014���ȴ�����(500 ����۴���1 h)������ʹ������θúϽ�����Ĺ���������ȫ�ܽ⣬����Ϊ���۴���δ�ܽ�Ĵִ�Ľ����仯�����Ǵ������2014�Ͻ�����Ե���Ҫԭ��WABUSSEG��[9]�о�����NRC�������AlMgSi�Ͻ����ѧ���ܣ������úϽ�Ŀ���ǿ�Ⱥ�����ǿ�Ⱦ�����DIN1749�����������Դﲻ��6%�ı�Ҫ����Ϊ������̽����ɵĴִ�Ľ����仯�����Ǹ�������κϽ�����Ե���Ҫԭ��
������ͼ3��ͼ4����֯�����ձ������������κʹ�����εIJ����У��ǰ��̬���ε��ձ�������ƫ�����ɰ��̬������ʣ��Һ���ڳ��νβ����ģ���������İ��̬��������֯���������ģ��ǰ��̬���ε���Ҫȱ�㡣���Ƕ��̬���θ�Ϊ�������ʶ�����̬���εķ�չ������Ҫ���壬������ר�úϽ����ơ��ȴ������յ��ƶ����Ż���
3 �����չ��
����Ϊ21��������о������Ľ������ϳ��μ�����������ξ����˶���ķ�չ�ٴν�����ƿ���ڡ�������ε�����������ھ���ʵ�֡��������͡��ľ�DZ���������������������ε������������⣬����ּ�Ƿ������⡢������⡢�����������ͽ��飬�ٽ�������ķ�չ���ӿ������ҹ���ҵ��Ӧ�õĽ��̡�
3.1 ���̬���ϵ��Ʊ�
��Ȼ������ȱ����������εı������⣬��ˣ�����������ȱ�ݰ��̬���ϵ��Ʊ������������о��ͷ�չ���������Ҫ����Ĺؼ����⡣��ҵ�нϺõ���նȿ��Դﵽ1.33��10-2 Pa���ң�����նȼ�ʹ�ﵽ�����������ռ��1.33��10-16 Pa��Ҳ��������ֹ����������Ĥ�����ɡ������������еķ���������ͼ��������Ĥ�����ɣ�����ͨ�������������̬�����Ʊ�����������Ĥ�ľ��������������ȱ�ݣ��ؼ��ǿ��ƽ�ע�����Լ��Ͻ����������״̬�������������ۺ�CAMPBELL[30]���о��ɹ��������������������ʰ��̬���ϵ�3��ԭ��
ԭ��1���������ĺϽ����塣Һ̬�������к�ǿ�Ļ�ѧ��Ӧ���������ܹ���Һ���ϵ����巴Ӧ��Ҳ���������еĹ�����Ϸ�Ӧ��ʵ��Һ̬�����д��ڴ�����ȱ�ݡ��������ĺϽ������ǻ�����ʰ��̬���ϵ�ǰ��������Ӧ�ó�����ӺϽ��ۻ����Ͻ�����ı��ֺ;��á��Ͻ������ת�ơ��Ͻ�����ij��������������Ͻ������ϸ�����ʴ������Ͻ�������˴����Ȳ������̡�
ԭ��2������Ͻ���������������롣�����������ɱ�������Ĥ�ĺϽ���Ϊ��ע�������ڱ���������������Ĥֻ��żȻ�������뷨ֻ��һ���������ѡ�����һ�����Ͱ��̬���������Ļ���������������Щȱ�ݵ��Ŵ��ԣ����ǻᱣ����������ȱ�ݵ���ʽ���������У�������뼫������ӡ�
Τ����(We)���ڱ�����������������Ϊ�Ͻ����������Ĺ���ѹ����Ͻ�����������������ѹ���ı�ֵ��We����ֵ��Χ0~1.0����Ϊ���㲻��������������Һ������������Χ��1.0Ϊ����������We��ֵ�ﵽ100ʱ���������������أ�Һ����������߶ȴﵽ100 mm����[30]������������ʼ��Τ����������˫��Ĥ����ij�ֵ�����Ҫ������Ȼ�������ܿ��������ݺ�����һЩ�������ʾ���ı�Ҫ��������ŵ��(Re)����Ϊ�Ͻ�����Ĺ���ѹ�������ѹ���ı�ֵ������������Һ���ºϽ������ڲ���������������Ͻ������ڲ���������ʱ���Ͻ�������������ƽ���ġ�������ŵ������������������Ĥ�ܷ��뵽�Ͻ������ڲ������⡣��ˣ������̬�����Ʊ������д������������ʱ�����Բ���Τ���������Ͻ�����ı������������
�ٽ��ٶȶ���Ϊ�Ͻ�����Һ�濪ʼ�������������ĺϽ�����������ٶȡ��о��������������е�Һ����ٽ��ٶȶ���0.3~0.5 m/s��Χ֮�䡣����������̺Ͻ���ٽ��ٶȶ��ӽ���0.5 m/s[30]��������ʽ��ѹ���칤�����ձ���õĿɿ������ٶ�Ϊ0.4 m/s������Ӧ��We��ֵ�ӽ���1.0����ˣ��γ��ٽ��ٶȵı��������������ڰ��̬�����Ʊ������еġ���ע������������Ҫ��ָ�������á����Ͻ������ڵ����ٽ�߶�(�����ٽ��ٶȼ���)����ʱ���������γɾ�����ȱ�ݵ��κ�Σ�գ���������±����������������á��ź����ǣ����ٽ罽ע�߶�̫С�ˣ��������Ͻ�Ϊ12.5 mm��þ�Ͻ�12.0 mm������ע���ǰ��̬�����Ʊ������б�����뼫�����ӵIJ������̡�
ԭ��3������Ͻ�������������롣����ֱ��ʽ������ȶ��ԣ����������������Ͻ����壬��Ħ����������������ȴ����������Ĥ�������̲㽫���ǽ�����������棬�ڽ�����������£�����Ĥ�������Ե����ڰ��̬�����ڡ�
3.2 ����ƫ����ר�úϽ�ɷ���ƺ��ܴ���
����ƫ�������ڰ��̬���ϵ����̽Σ���Դ�ڰ��̬�������������֯�ṹ��������������Ϊ���̬������ʣ��Һ��Ļ�ѧ�ɷ֡���ˣ��о��ͽ������ƫ�������ۺϿ��ǺϽ�ɷ���ƺ��ܴ����������档
��ַ��Ӱ��̬���μ�����Խ�ԵĹؼ�����֮һ�ǿ���������̬���ι�������Ҫ���ר�úϽ��о��߲���ʵ�������ѧ����ķ�����ר�úϽ����ƺ��Ż��������о�[40-46]�������ר�úϽ�������������40��ķ�չ�����̬����ר�úϽ���δ�γ��Լ������ĺϽ���ϵ������ַ��Ӱ��̬���μ�������Խ�ԡ�����������Ϊ������״����Ҫԭ����ר�úϽ���Ƶ�Ŀ�궨λû�й�ע������ε������������⡣���ȣ��Ͻ�������Բ���ʹ������Ϊ����Ŀ��ġ����а��̬�����ڲ�����һ�����ľ�����ȱ�ݣ���Щȱ������Ӱ����ϵ�ʹ�����ܣ���ר�úϽ���ƴ����������ѣ����谭ȷ���ר�úϽ����Ҫ���ء���ˣ����������ȱ�������ר�úϽ����Ҫǰ����������һ���棬ר�úϽ���Ʋ��õ�������й���������¶ȵ������ԡ��������䡢���δ����Լ�ʱЧӲ��DZ������û�п��DZ������⾧��ƫ������ˣ��������������������ƫ������Ϊר�úϽ���Ƶ���֮һ���ص��о����̬����ʣ��Һ���������Ϊ��������ѧ���㡣�������������������ζ�������ѧ���㷽�������Mg-Al-Zn-Mnϵþ�Ͻ���м������[32,46]����������TENG��[33]��CZERWINSKI��[34-35]��ʵ�������Ǻ�[33-35]��
������ε��ŵ�֮һΪ����ͨ���ȴ�����һ����߳��μ���ʹ�����ܡ�������ɢ���ۣ����ܴ����Ǹ��ƾ���ƫ������Ч�ֶΡ�2.2�ڵ����۱�������ƫ��Ӱ���Ź��ܴ������ա���ˣ����ܴ����¶ȡ����ܴ���ʱ���Լ����ܴ����ƶ���һ����Ҫ�о����ݣ����γ�������β��ϵ��ȴ�������
4 ����
1) �ѿ����İ��̬�����Ʊ�����������Ⱦ�Ͻ����壬����������ȱ�ݡ����о�����ȱ�ݵİ��̬������������β�����ѧ���ܵ�һ���Բ�ۺ���ѧ����û�о���������ȷ�ı������أ���������ν�һ����չ��ƿ��������������ȱ�ݰ��̬���ϵ��Ʊ������������о��ͷ�չ���������Ҫ����Ĺؼ����⡣���������ȱ���ǿ�������������ר�úϽ����Ҫǰ��������
2) ����ƫ�����ɰ��̬������ʣ��Һ���ڳ��νβ����ģ�������İ��̬��������֯���������ģ��ǰ��̬���ε���Ҫȱ�㡣����ƫ���̶����Ű��̬�����й����������������ӡ��о��ͽ������ƫ�������ۺϿ��ǺϽ�ɷ���ƺ��ܴ����������棬�����������ƫ������Ϊ�������ר�úϽ�������֮һ��
REFERENCES
[1] ������Ȼ��ѧ����ίԱ�Ṥ������Ͽ�ѧ��. ��е����ѧ�Ʒ�չս�Ա���[M]. ����: ��ѧ������, 2011: 189-219.
Department of Engineering and Materials Science of the National Natural Science Foundation of China. Development planning reports of mechanical and manufacturing science[M]. Beijing: Science Press, 2011: 189-219.
[2] ���ؾ�, ������, ��Զ��, ��ΡΡ. ������ʶ���̬�ӹ�����[J]. �������켰��ɫ�Ͻ�, 2012, 32(7): 603-607.
LUO Shou-jing, JIANG Yong-zheng, LI Fa-yuan, SHAN Wei-wei. Recognition of semi-solid metal forming technologies[J]. Journal of Special Casting and Nonferrous Alloys, 2012, 32(7): 603-607.
[3] MIDSON S P. Industrial application for aluminum semi-solid castings[J]. Solid State Phenomena, 2015, 217/218: 487-495.
[4] BOLOURI A, WOONBAE J, KANG C G. Tensile properties and microstructural characteristics of indirect rheoformed A356 aluminum alloy[J]. Materials Science and Engineering A, 2013, 562: 1-8.
[5] WU S, LU S, AN P, NAKAE H. Microstructure and property of rheocasting aluminum-alloy made with indirect ultrasonic vibration process[J]. Materials Letters, 2012, 73: 150-153.
[6] ATKINSON H V. Alloys for semi-solid processing[J]. Solid State Phenomena, 2013, 192/193: 16-27.
[7] MOLLER H, GOVENDER G. R-HPDC in South Africa[J]. Solid State Phenomena, 2012, 192/193: 3-15.
[8] MAHATHANINWONG N, PLOOKPHOL T, WANNASIN J, WISSUTMETHANGOON S. T6 heat treatment of rheocasting 7075 Al alloy[J]. Materials Science and Engineering A, 2012, 532: 91-99.
[9] WABUSSEG H, GULLO G C, UGGOWITZER P J. Structure and properties of AlMgSi1 alloy tailored for semi-solid forming[J]. Journal of Materials Science, 2002, 37: 1173-1178.
[10] NADCA product specification standards for die castings produced by the semi-solid and squeeze cast processes[S].
[11] MIDSON S P. Rheocasting processes for semi-solid casting of aluminum alloys[J]. Die Casting Engineering, 2006, 50: 48-51.
[12] MARTINEZ R A, FLEMINGS M C. Evolution of particle morphology in semisolid processing[J]. Metallurgical and Materials Transaction A, 2005, 36: 2205-2210.
[13] WANNASIN J, MARTINEZ R A, FLEMINGS M C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification[J]. Scripta Materialia. 2006, 55: 115-118.
[14] GRANATH O, WESSEN M, CAO H. Determining effect of slurry process parameters on semisolid A356 alloy microstructures produced by rheo-metal process[J]. International Journal of Cast Metals Research, 2008, 21: 349-356.
[15] KHALAF A A, SHANKAR S. Effect of mixing rate on the morphology of primary Al phase in the controlled diffusion solidification (CDS) process[J]. Journal of Materials Science, 2012, 47: 8153-8166.
[16] COTE P, LAROUCHE M, CHEN X G. New development with the SEED technology[J]. Solid State Phenomena, 2013, 192/193: 373-378.
[17] BROWNE D J, HUSSEY M J, CARR A J, BRABAZON D. Direct thermal method: New process for development of globular alloy microstructure[J]. International Journal of Cast Metals Research, 2003, 16: 418-426.
[18] KAUFMANN H, POTZINGER R, UGGOWITZER P J. An update on the new rheocasting- development work for Al- and Mg- alloys[J]. Die Casting Engineer, 2002, 46: 16-19.
[19] JORSTAD J, THIEMAN M, KAMM R. Fundamental requirement for slurry generation in the sub-liquidus casting process and the economics for of SLCTM Processing[C]//LADOS Y D A, APELIAN D. Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol, Cyprus: WPI��s Metal Processing Institute, Limassol, 2004: 277-284.
[20] KANEUCHI T, SHIBATA R, OZAWA M. Development of new semi-solid metal casting process for automotive suspension parts[C]//TSUTSUI Y, KIUCHI M. Proceedings of the 7th international conference on semi-solid processing of alloys and composites. Tsukuba, Japan: National Institute of Advanced Industrial Science and Technology, 2002: 145-150.
[21] SIN J G, CHOI B H, JANG Y S, KIM J K, HONG C P. Development of a nucleation-accelerated-semisolid-slurry- making method and its application to rheo-diecasting of ADC10 alloy[J]. ISIJ International, 2010, 50: 1165-1174.
[22] �� ��, ����ŷ, ��־��. ����ʽ��Ž����ƽ������о�����Ӧ��[J]. �������켰��ɫ�Ͻ�, 2011, 31(10): 883-887.
XU Jun, TANG Meng-ou, ZHANG Zhi-feng. Study and application of annulus electromagnetic stirring process for semi-solid slurry preparation[J]. Journal of Special Casting and Nonferrous Alloys, 2011, 31(10): 883-887.
[23] �� ��, ë����, ������. ���¹����Ʊ����̬���Ͻ���[J]. �����о�ѧ��, 2006, 20(2): 121-130.
LIU Zheng, MAO Wei-min, ZHAO Zhen-duo. Preparation of semi-solid slurry of aluminum alloys by a new technology[J]. Chinese Journal of Materials Research, 2006, 20(2): 121-130.
[24] CHUNG I G, BOLOURI A, KANG C G. A study on semisolid processing of A356 aluminum alloy through vacuum-assisted electromagnetic stirring[J]. International Journal of Advanced Manufacturing Technology, 2012, 58: 237-245.
[25] LIN Chong, WU Shu-seng, ZHONG Gu, WAN Li, AN Ping. Effect of ultrasonic vibration on Fe-containing intermetallic compounds of hypereutectic Al-Si alloys with high Fe content[J]. Transaction of Nonferrous Metals Society of China, 2013, 23(5): 1245-1252.
[26] GUAN Ren-guo, ZHAO Zhan-yong, CHAO Run-ze, ZHAO Hong-liang, LIU Chun-ming. Effects of technical parameters of continuous semisolid rolling on microstructure and mechanical properties of Mg-3Sn-1Mn alloy[J]. Transaction of Nonferrous Metals Society of China, 2013, 23(1): 73-79.
[27] ��־��, ë����, ��ΰ��, ֣־��. ���̬A380���Ͻ������̹���������֯���ݱ�[J]. �й���ɫ����ѧ��, 2015, 25(5): 1153-1162.
LIU Zhi-yong, MAO Wei-min, WANG Wei-pan, ZHENG Zhi-kai. Microstructure evolution of A380 aluminum alloy semi-solid slurry during solidification[J]. The Chinese Journal of Nonferrous Metals, 2015, 15(5): 1153-1162.
[28] ��Ԫ��, ������, �Ϲ���, �����, �� ӱ. �ȴ���������ѹ��2024�������Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 14(4): 894-904.
LI Yuan-dong, SUO Jiang-long, BI Guang-li, CHEN Ti-jun, MA Ying. Effects of heat treatment on microstructure and mechanical properties of rheo-diecasting 2024 wrought aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 14(4): 894-904.
[29] ������, �����. ��������������֯���γɹ���[J]. �й���ɫ����ѧ��, 2008, 18(4): 651-659.
GUO Hong-min, YANG Xiang-jie. Formation mechanism of spherical particles in undercooled melt[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 651-659.
[30] CAMPBELL J. Castings practice[M]. Oxford: Butterworth Heinemann Elsevier Ltd, 2004: 1-112.
[31] GUO H M, YANG X J, WANG J X. Pressurized solidification of semi-solid aluminum die casting alloy A356[J]. Journal of Alloys and Compounds, 2009, 485: 812-816.
[32] GUO H M, WEN F M, YANG X J, JIN H L, ZHANG A S. Thermodynamic analysis of processability of Mg-Al-Zn-Mn alloys for rheocasting[J]. Materials Science and Technology, 2015, DOI: 10.1179/1743284715Y.0000000044.
[33] TENG H, LI T, ZHANG X, BAI F, QI K. Mold-filling characteristics and solidification behavior of magnesium alloy in vacuum suction casting process[J]. Journal of Materials Science, 2009, 44: 5644-5653.
[34] CZERWINSKI F. Near-liquidus molding of Mg-Al and Mg-Al-Zn alloys[J]. Acta Materialia, 2005, 53: 1973-1984.
[35] CZERWINSKI F, LIPIEC A Z, PINET P J, OVERBEEKE J. Correlating the microstructure and tensile properties of a thixomolded AZ91D magnesium alloy[J]. Acta Materialia, 2001, 49: 1225-1235.
[36] KLEINER S, BEFFORT O, WAHLEN A, UGGOWITZER P J. Microstructure and mechanical properties of squeeze cast and semi-solid cast Mg-Al alloys[J]. Journal of Light Metals, 2002, 2: 277-280.
[37] DU K, LI D, LIANG X, ZHU Q. Study of defect formation during solution treatment of 319s thixocast turbo impellers[J]. Solid Sate Phenomena, 2015, 217/218: 274-280.
[38] ELGALLAD E M, CHEN X G. On the microstructure and solution treatment of hot tearing resistant semi-solid 206 alloy[J]. Materials Science and Engineering A, 2012, 556: 783-788.
[39] LIU D, ATKINSON H V, KAPRANOS P, IRATTITICHAROEAN W, HONES H. Microstructure evolution and tensile mechanical properties of thixoformed high performance aluminum alloy[J]. Materials Science and Engineering A, 2003, 361: 213-224.
[40] KAZAKLOV A, DJURDJEYIC M, SCHMID-FETZER R. Thermodynamic simulation of phase formation during blending of Mg-alloys by thixomolding[J]. Advanced Engineering Materials, 2007, 9(9): 731-738.
[41] LIU D, ATKINSON H V, JONES H. Thermodynamic prediction of thixoformability in alloys based on the Al-Si-Cu and Al-Si-Cu-Mg systems[J]. Acta Materialia, 2005, 53: 3807-3819.
[42] LIU Y Q, DAS A, FAN Z. Thermodynamic predictions of Mg-Al-M (M=Zn, Mn, Si) alloy compositions amenable to semisolid metal processing[J]. Materials Science and Technology, 2004, 20: 35-41.
[43] PATEL J B, LIU Y Q, SHAO G, FAN Z. Rheo-processing of an alloy specially designed for semi-solid metal processing based on the Al-Mg-Si system[J]. Materials Science and Engineering A, 2008, 476: 341-349.
[44] �� ��, ��ս��, ʯ����, ������, ������. ���̬���Ͻ�����������о�[J]. ϡ�н���, 2004, 28(2): 358-361.
XU Jun, TIAN Zhan-feng, SHI Li-kai, LIU Yu-qin, FAN Zhong-yun. Design and experimental investigations of semisolid aluminum alloys[J]. Chinese Journal of Rare Materials, 2004, 28(2): 358-361.
[45] ·����, �� ��, ��־��, ������. ���Ͻ���̬���ε��о���չ[J]. �������켰��ɫ�Ͻ�, 2008, 28(s): 29-31.
LU Gui-min, WANG Na, ZHOU Zhi-min, CHU Yan-yang. Progress in investigation of semisolid forming for aluminum alloys[J]. Journal of Special Casting and Nonferrous Alloys, 2011, 28(s): 29-31.
[46] GUO H M, ZHANG S G, YANG X J, LIU X B, JIN H L. Microstructure evolution and mechanical properties of rheo-squeeze cast Mg-9Al-1Zn alloy by experiments and thermodynamic calculation[J]. Metallurgical and Materials Transactions A, 2015, 46: 2134-2142.
Two unique issues in rheoforming processes
GUO Hong-min1, 2, ZHANG Li-wen1, YANG Xiang-jie2
(1. School of Materials Science and Engineering, Nanchang University, Nanchang 330031, China;
2. Key Laboratory of Net Forming in Jiangxi Province, Nanchang University, Nanchang 330031, China)
Abstract: Two unique issues in rheoforming were introduced, which are the entrainment defects formed during the semi-solid slurry preparation, and the intercrystalline segregation formed during the further solidification of semi-solid slurry. These two unique issues are significantly important factors that lead to the worse consistency of mechanical properties, which make the rheoforming components more weakly competitive and restrict the developing of design and optimization of alloys specially used for rheoforming. It is crucial for rheoforming to create preparation methods that can produce semi-solid slurry without entrainment defects. For this, three rules have been present. The intercrystalline segregation is derived from the special microstructure and composition of residual liquid in semi-solid slurry. It displays itself in four forms, and should be used as one of criteria for the composition design of alloys specially used for rheoforming.
Key words: rheoforming; semi-solid slurry; entrainment defects; intercrystalline segregation; alloy design
Foundation item: Project (11364031) supported by the National Nature Science Foundation of China; Project (20122BCB23001) supported by the Jiangxi Province Young Scientists Cultivating Programs, China; Project (20122BAB206021, 20133ACB21003) supported by the Nature Science Foundation of Jiangxi Province, China; Project (KJLD14016) supported by the Luodi Research Plan of Jiangxi Educational Department, China
Received date: 2015-06-29; Accepted date: 2015-11-28
Corresponding author: GUO Hong-min; Tel: +86-13576919861; E-mail: guohongmin@ncu.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(11364031)������ʡ�����ѧ�������ƻ�(20122BCB23001)������ʡ��Ȼ��ѧ������Ŀ(20122BAB206021��20133ACB21003)������ʡ�������Ƽ���ؼƻ�(KJLD14016)
�ո����ڣ�2015-06-29�������ڣ�2015-11-28
ͨ�����ߣ��������ڣ���ʿ���绰��13576919861��E-mail��guohongmin@ncu.edu.cn
ժ Ҫ�����������ε������������⣬��������ȱ�ݺ;���ƫ����������������β��ϵ���ѧ����һ���Բ�ۺ���ѧ����û�о���������ȷ�ı������أ����谭��ƺ��Ż��������ר�úϽ����Ҫ���ء�����������ȱ�ݰ��̬���ϵ��Ʊ������������о��ͷ�չ���������Ҫ����Ĺؼ����⣬�Դ����������ʰ��̬���ϵ�����ԭ��ͬʱ���ܽᾧ��ƫ����4�ֱ�����ʽ�������������ƫ������Ϊ�������ר�úϽ�������֮һ��
[1] ������Ȼ��ѧ����ίԱ�Ṥ������Ͽ�ѧ��. ��е����ѧ�Ʒ�չս�Ա���[M]. ����: ��ѧ������, 2011: 189-219.
[2] ���ؾ�, ������, ��Զ��, ��ΡΡ. ������ʶ���̬�ӹ�����[J]. �������켰��ɫ�Ͻ�, 2012, 32(7): 603-607.
[6] ATKINSON H V. Alloys for semi-solid processing[J]. Solid State Phenomena, 2013, 192/193: 16-27.
[7] MOLLER H, GOVENDER G. R-HPDC in South Africa[J]. Solid State Phenomena, 2012, 192/193: 3-15.
[22] �� ��, ����ŷ, ��־��. ����ʽ��Ž����ƽ������о�����Ӧ��[J]. �������켰��ɫ�Ͻ�, 2011, 31(10): 883-887.
[23] �� ��, ë����, ������. ���¹����Ʊ����̬���Ͻ���[J]. �����о�ѧ��, 2006, 20(2): 121-130.
[29] ������, �����. ��������������֯���γɹ���[J]. �й���ɫ����ѧ��, 2008, 18(4): 651-659.
[30] CAMPBELL J. Castings practice[M]. Oxford: Butterworth Heinemann Elsevier Ltd, 2004: 1-112.
[44] �� ��, ��ս��, ʯ����, ������, ������. ���̬���Ͻ�����������о�[J]. ϡ�н���, 2004, 28(2): 358-361.
[45] ·����, �� ��, ��־��, ������. ���Ͻ���̬���ε��о���չ[J]. �������켰��ɫ�Ͻ�, 2008, 28(s): 29-31.
