
����VISUAL BASIC��Բ�����칤�ռ�����������
�Ϸ�ұ��ѧԺ�����뻯��ѧԺ,�Ϸ�ұ��ѧԺ�����뻯��ѧԺ ����341000 ,����341000
ժ Ҫ��
ͨ����һЩԲ�����칤�ռ�����̵ķ��� , �ڳ�ֱȽϸ����ռ���ģ�͵���ȱ��Ļ����� , ѡ���˺��ʵĹ��ռ���ģ�� , �����ݸ�ģ�͵Ĺ��ռ���ԭ����ʵ���������� , ��VisualBasicΪǰ�˿���ƽ̨ , ��Access2 0 0 0Ϊ������ݿ� , ��д��Բ�����칤�չ�����Ƴ��ó����������� , ������ǿ , �����ķ��� , �����ֱ�� , ���һ����ö��ַ����������Ż����� , ʹ��ƽ���ܺܺõط�������ʵ�ʡ��ó��������ԭ�й��յ��Ż����¹��պ��ƶ� , ����һ����ʵ�ü�ֵ��
�ؼ��ʣ�
VISUAL BASIC;Բ�����칤��;������������;
��ͼ����ţ� TG355.9
�ո����ڣ�2001-09-16
Computer Program Design for Disk-Drawing Technology Based on Visual Basic
Abstract��
Based on the study of the disk drawing technology calculation process and understanding of its merits and demerits, and by use of good technology model, a program based according to the principle of the model and production practice was developed with Visual Basic and Access 2000. Not only do it has a friendly interface, is convenient to operation, is easy to parameter alteration and is suitable to audio visual display, but also uses methods to handle technology parameters in order to conform to reality of production. It is used to optimize old technology and work new one. It is fit for practical need.
Keyword��
Visual Basic; Disk drawing; Computer program design;
Received�� 2001-09-16
�Դ�20����80�������ͭ�ӹ������ȴ��ձ�������һ̨1500 mm Բ���������, �Ϳ�ʼ���ζ�оͷԲ�����칤�յ��о�������ͭ�ӹ���ҵ�Ķ����о���ʵ��, �ڹ��ռ��㷽�����γɰټ������ľ���, �����˻��ͭ�����칤�����̵ļ��㷽��, �������˼���ͷ����Ƚ�
������ǹ��ռ���ʱ���ֹ�����, ���������ӵĹ��ձ���ʱ, ���еļ������ܴ�, ��Ҫ�����൱���ʱ��, Ӱ���������������ڱ���ʱ��Ҫ�����ݸ��˵�����������ѡȡ��صIJ���, �������ԱȽϴ�, û����صĹ������Ƚ���Ҫ����ѡȡ�ĺû������ڴ�, ������ VISUAL BASIC ��Ϊ����ƽ̨, ʹӦ�ó�����бȽ��Ѻõ��û����桢��ǿ�IJ����ԡ�����IJ�����, ͬʱ����ͼ��ֱ�۵���ʾ��ز�����ѡȡ, �Ծ����ﵽ����ѡȡ�ĺ����ԡ�
1 ģ�͵�ѡ��
�ζ�оͷԲ�����칤�յı��Ʒ�����Ҫ������: (1) ��ͳ��������ϵ��Ϊ��Ҫ����; (2) ���⾶����ϵ�� kD �ͱں����ϵ�� kS Ϊ��Ҫ����; (3) ��ƽ���ں�����ϵ�� ��s Ϊ��Ҫ������ǰ����ģ����һ���������¶�����һ�����ŵ㼰����:���һ��ģ�ͱȽ���������, ���ڳ�ѧ�ߺͲ���Ҫ���д�ļ������������, �Ƚ�ʵ��, ��Ҫ��֤��ѡȡ�IJ���֮���ܹ��ܺõ������Ҫ��������������߱�����ʵ������, ������һ��������ٵ�����˵��һ���൱���ѵ���;�ڶ���ģ�ͼ������Ƚ�С, ������С�ľ��������������������ƫ��ϴ����, �������Ϸ���, ��������õ�����ģ�ͽ��м��㡣
�ڱ�ģ����, ���ȸ�������Ĺ����ͳ�Ʒ����ز������жϹ��յĿɱ���, �Ա�֤����յĿ�����, �����������ʵ�������нϴ�����;����ٸ����豸���ѡ����ʵ�ƽ������ϵ����ȷ��������Ρ����봫ͳ�ı��Ʒ����Ƚ�����, ��������, �����Ժ�������Ҫ���ǵ�ʹ����ʱоͷװ��ķ���, ����ǰ�������ھ�Ҫ���������ܲĵ��⾶, ����������нϺõ�ʵ���ԡ�
2 ���ռ���ԭ������������ͼ
2.1 ���ռ���ԭ��
�ڹ��ռ�����, ����ͭ�������ص����ȿ��Ǻ��ָ���ͳ�Ʒָ��, ʹ��������м�Ҫ���㹻�ļ�����, ͬʱӦ�������ıں������������;��ο��ǵ���ͬ�������豸���в�ͬ������������, ��Щ������������Ӱ���൱��Ҫ, ��������Ч�ʡ���Ʒ�ʺܲĵ�����;����ǵ���ͬ��ƽ���ں�����ϵ����s, ��Ϊ��ƽ���ں�����ϵ����s �ϴ�ʱ, �������һ���ڵ�һ����, Ϊ��������μӹ���̫����������, ����������μӹ���;���� ��s ��Сʱ, ����С��Ӧ����ĩ����, ͬ��Ӧ�������С�ıں�����������̵IJ��ȶ�, ������趨ĩ���εı��μӹ���
2.2 ��������ͼ
�����������ռ���ԭ��, ����������ռ�������ͼ, ��ͼ1��ʾ��ͼ1����s Ϊƽ���ں�����ϵ��, E0��En Ϊ�ܲĺ��ָ��, �� S��10/D (SΪ�ܲıں�, DΪ�ܲ�ֱ��) ��
�ڳ�����, �����㹫ʽ����
�ں�����ϵ���ɵȱȱ仯, ���� q= (����S/��nn) 1/ (1+2+3+����+n-1) (1)
����:����SΪ�ܵıں�����ϵ��;��nΪ��ĩ���λ��һ���αں�����ϵ����
�ɴ˼�������αں�����ϵ��
��S, i-1=q��S, i����S, i=q��S, i-1 (2)
��������αں� Si-1=Si��S, i-1
��Si=Si-1/��S, i-1 (3)
�ʵ��趨�����εľ���� C�� ����ĩ���ξ��� Cn ���ߵ�һ���ξ���C1, Ȼ����㹫��d
d= (C��-Cn��n) / (1+2+3+��n-1) ��d= (C��-C1��n) / (1+2+3��n-1) (4)
����, C��Ϊ�����, ������ָ����ǰ�����ھ������������⾶֮��, һ��Ϊ���ȽϺ�;Cn, C1Ϊĩ���ξ�����ߵ�һ���ξ���;nΪ������Ρ�
��ǰ�������ɺ���ǰ��������ξ��� Ci
Ci=Ci-1+d ���� Ci-1=Ci-d (5)
ͬ (5) ��������ε��⾶ Di
Di=Di-1-2��Si-1-Ci-d��i ���� Di-1=Di+2��Si+Ci-1+d�� (i-1) (6)
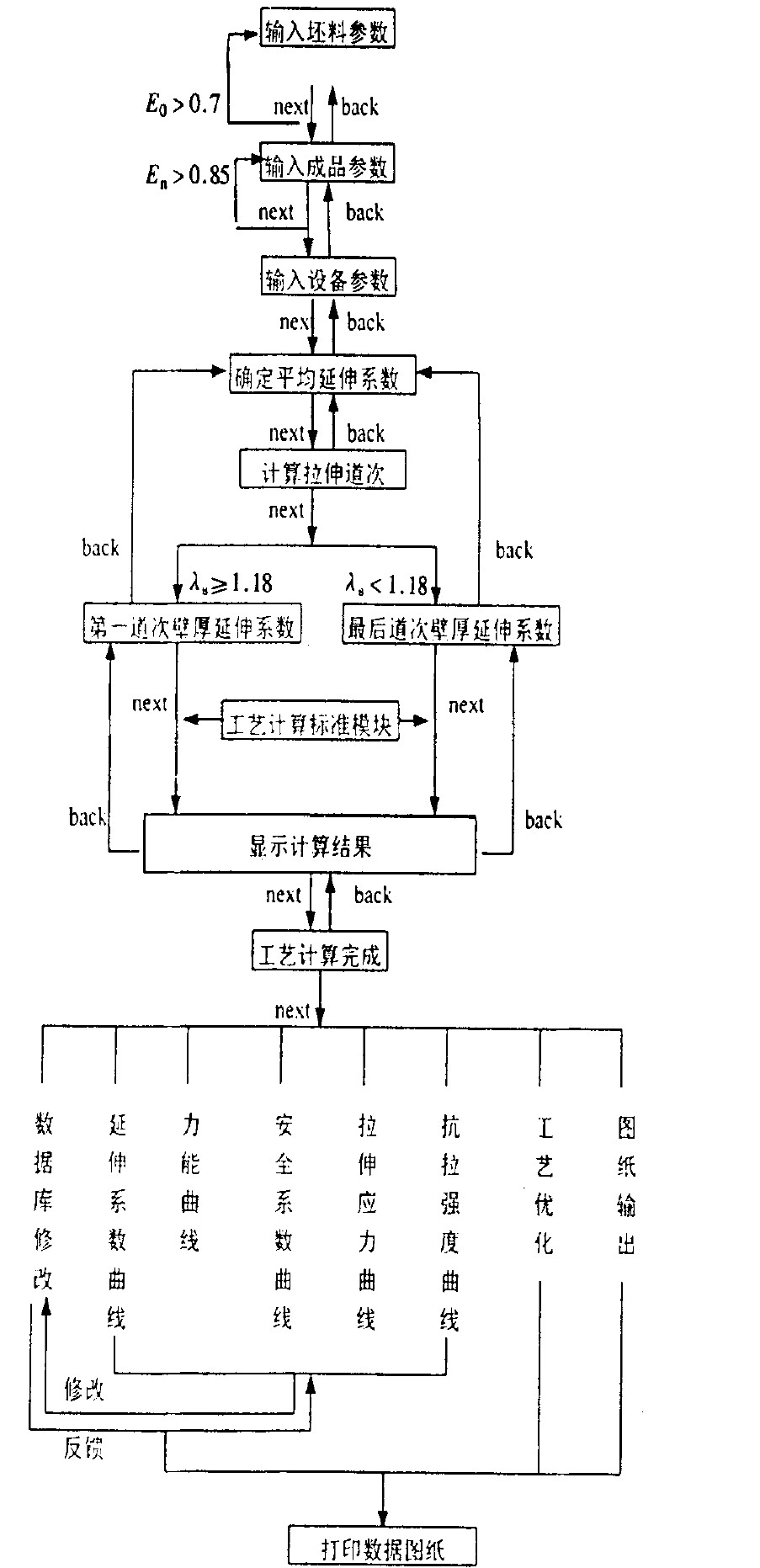
ͼ1 ���ռ�������ͼ
Fig.1 Flow plan of technical calculation
ͨ�����ϵļ���, ���Եó���ʵ�����������Ϸ��ϵ���������, �м������Щ����, ���ǿ���ͨ����������ͼ���������Ĺ��ߵ�Ӧ��, ��һЩ��̫���������ݽ��е���������, �Դﵽ�������ĺ������䡣
3 ����ʵ��
���������ݱ�����ķ������, ��1�ǹ��� ��42 mm��1.85 mm����10 mm��0.75 mm �����칤�ռ���������ͨ��Ӧ�ó��������, ���Եó�����������������һϵ������, ������Щ���ݿ���ȷ���������յĺ�����, ͬʱ�����Ը���ʵ������������豸���������Ӧ����, ��ȷ���������յ�ʵ���ԡ�
�ɱ�1�����ݿ��Կ���, �������ڹ��ռ��㷽���ʵ���Ժܴ�, ����������̻����������˹�����, �ںܴ�̶��Ͽ��Լ��ټ���ǿ��, ��Լʱ�䡣��������ͼ2��6��ʾ, ����������ͼ, ���Կ����ƶ����ʵļӹ�������Ӧ����������Ҫ�����翼��������һ���dz���Ҫ�IJ�������ȫϵ��, �����쿪ʼʱ���ڹܲĻ�е���ܲ���, ����ǿ�Ȳ���, ���ױ�����, ����䰲ȫϵ��Ҫ���������м�������֯����˼ӹ���֯, ���е���ܵõ��ܴ�����, ��ȫϵ��������Ӧ�ļ�С, ��ߵ��εļӹ��ʡ������������ʱ���ܲ�����ʵ���������С��ȫϵ��, ��һ�п���ͨ����ȫϵ������ͼֱ�۵ر��ֳ���, ���û������������εİ�ȫϵ����
��1 ���ղ��� ����ԭͼ
Table 1 Technical parameters
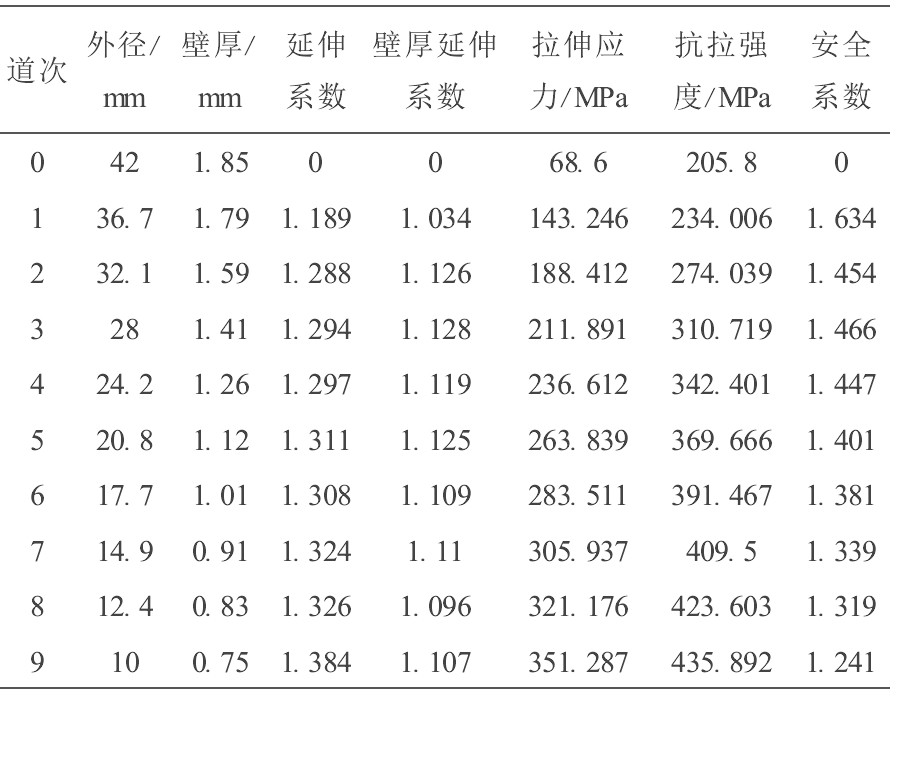
��1 ���ղ���
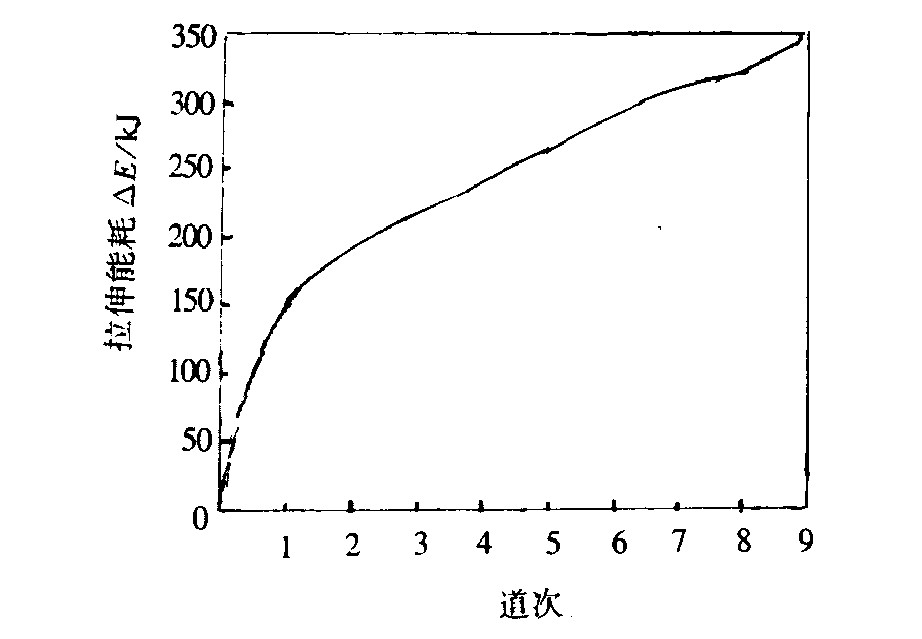
ͼ2 �����ܺġ���������
Fig.2 Drawing energy-step curve
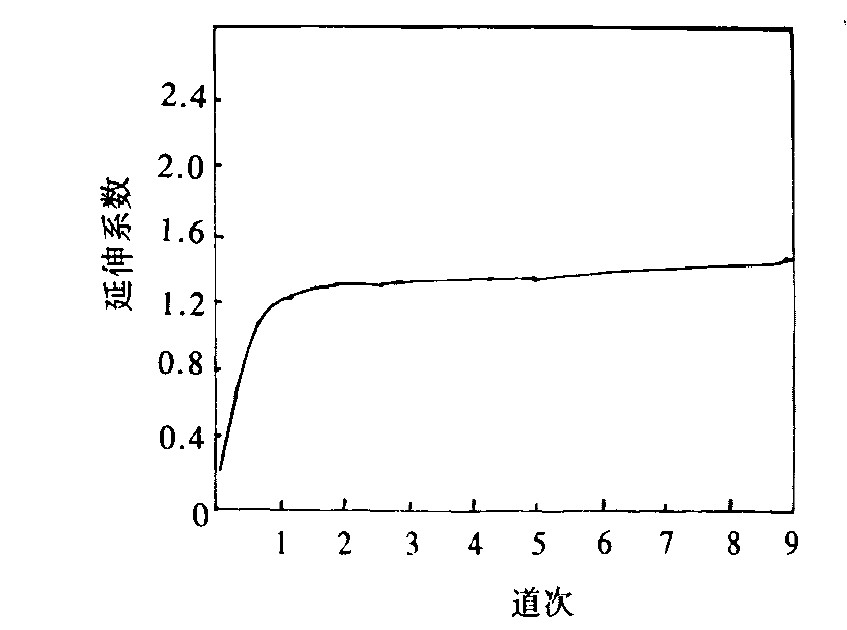
ͼ3 ����ϵ������������
Fig.3 Coefficient of elongation-step curve
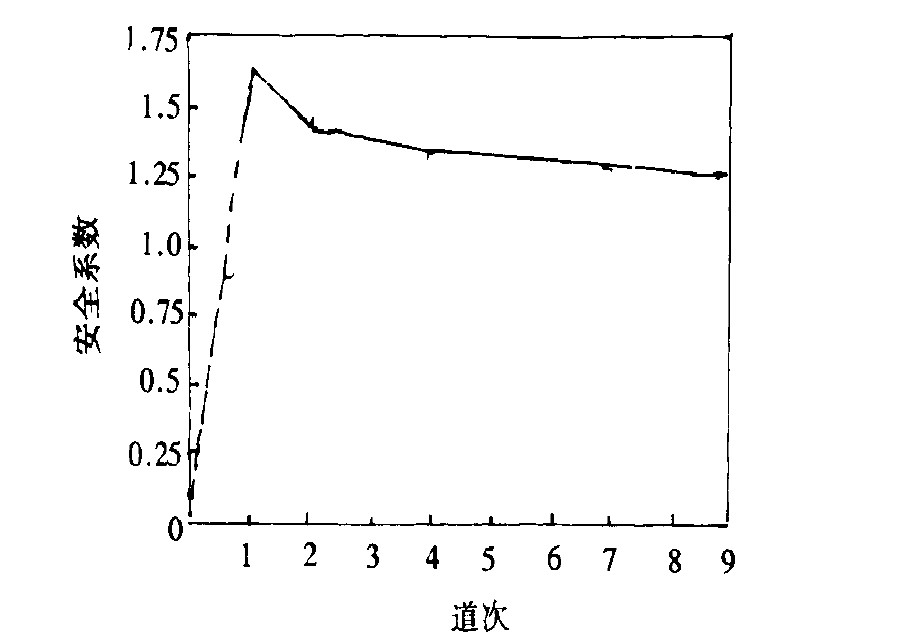
ͼ4 ��ȫϵ������������
Fig.4 Coefficient of safe-step curve
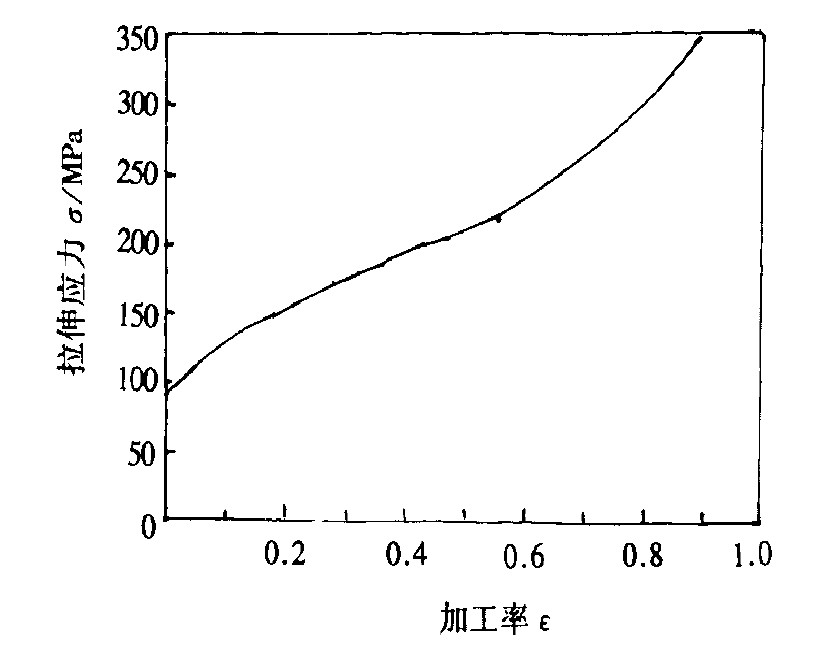
ͼ5 ����Ӧ������������
Fig.5 Drawing stress working-step curve
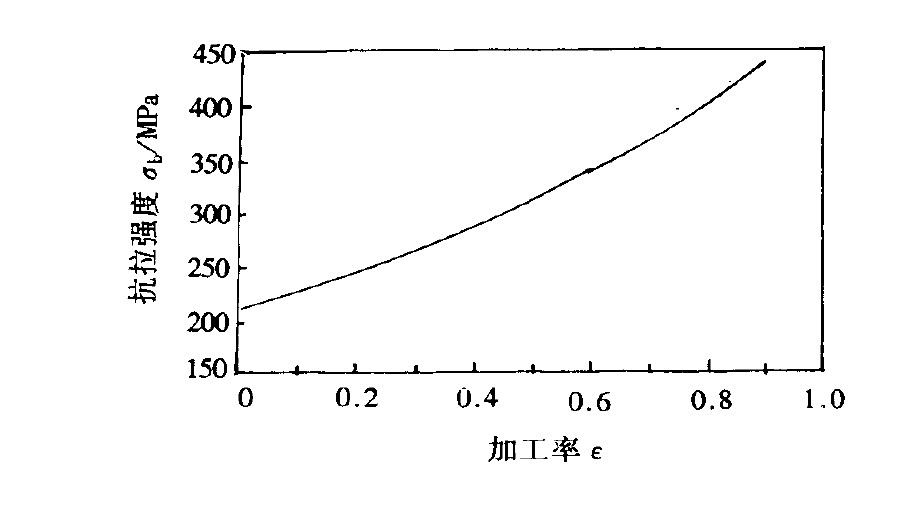
ͼ6 ����ǿ�ȡ��ӹ�������
Fig.6 Resistance to drawing-working rate curve
4 ����
��������ΪԲ�����칤����Ƶĸ�������, �����˽�Ϊ���ʵij���ģ��, ����������ʵ����������ʵ������Ŀ���, ���˹��ձ��ŵķ�������, ͬʱ��ǿ�˳�����������ԡ��ó��������ԭ���������յ��Ż����¹��յ��ƶ������, ��������Ϊ���۷����ֶλ�����Ϊʵ��Ӧ�õĹ���, �䶼��һ����ʵ�ü�ֵ��
�����
[1] ��������ͭ�ӹ�, 1999, (2) :1
[2] ����������ɫ�����ӹ�, 1997, (4) :1
[3] ���Ա���ͭ�ӹ�, 1997, (3) :50
[4] ���Ա���ͭ�ӹ�, 1994, (1) :83
[5] ������ͭ�ӹ���������ɫ�������ϼӹ��ֲ� (���ķֲ�) ����:ұ��ҵ������, 1980127
