

ARTICLE
J. Cent. South Univ. (2019) 26: 2088-2099
DOI: https://doi.org/10.1007/s11771-019-4156-x

Transport phenomena and keyhole evolution process in laser welding of stainless steel
LIU Jiang-wei(����ά)1, ZENG Ping-wang(��Ƽ��)1, RAO Zheng-hua(������)1, ZHANG Tian-li(������)2
1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. School of Materials Engineering, Shanghai University of Engineering Science, Shanghai 201620, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract:
Knowledge of transport phenomena and keyhole evolution is important for controlling laser welding process. However, it is still not well understood by far due to the complex phenomena occurring in a wide temperature range. A transient 3D model including heat transfer, fluid flow and tracking of free surface is built in this study. The transport phenomena are investigated by calculating the temperature and velocity fields. The 3D dynamic keyhole evolution process is revealed through tracking free surface using volume-of-fluid method. The results show that the keyhole deepening speed decreases with laser welding process before the quasi-steady state is reached. The plasma can greatly affect the keyhole depth through absorbing a great amount of laser energy and thus lowering the recoil pressure. Moreover, the relationship between keyhole depth and weld penetration is also discussed. This paper can help to better understand the dynamics in molten pool and then improve laser welding process.
Key words:
laser welding; keyhole evolution; weld pool dynamics; free surface tracking; weld penetration��
Cite this article as:
LIU Jiang-wei, ZENG Ping-wang, RAO Zheng-hua, ZHANG Tian-li. Transport phenomena and keyhole evolution process in laser welding of stainless steel [J]. Journal of Central South University, 2019, 26(8): 2088-2099.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-019-4156-x1 Introduction
Being one of the greatest energy consumers, the manufacturing industry is now facing the challenge to improve energy efficiency and save energy since energy saving has become one of the most important issues in the present [1-3]. In the welding industry, laser welding technique has a higher energy efficiency compared with traditional welding techniques. It also has other advantages such as high precision, high productivity, and high penetration ability and thus has been widely used. It has two modes, conduction welding and keyhole welding. Compared to laser conduction welding, laser keyhole welding employs much higher energy intensity and thus creates a keyhole in the weld pool [4].
Much experimental work has been done to study the heat transfer and fluid flow phenomena occurring in laser keyhole welding process since laser has been used as a welding tool. AKMAN et al [5] experimentally studied the laser welding of titanium alloys with both continuous and pulsed laser, and it was found that the penetration depth can be controlled by changing the ratio between the pulse energy and pulse duration. LI et al [6] experimentally studied hybrid laser-GMA welding of titanium and the mechanical properties of weld bead were tested. SANDERS et al [7] used high power pulsed Nd: YAG and continuous wave CO2 lasers to weld magnesium alloys, and the weld abilities were compared. ERIKSSON et al [8] experimentally observed and measured melt flow near the keyhole front wall using high speed photograph and particle image velocimetry algorithm. ZHANG et al [9, 10] experimentally examined the keyhole shape and discussed the weld appearance in high power laser welding of stainless steel.
Although the experimental work provided lots of important information to understand the laser welding process, the underlying mechanism cannot be obtained by experiments alone because of the nontransparent metallic materials and highly complex phenomena involved in. Thus, numerical studies have been carried out to investigate the different phenomena in laser welding, such as the plasma and metal vapor in keyhole [11-13], the energy absorption [14-16], the keyhole evolution [17-20] and the flow of molten metal [21-23]. KI et al [23] built a 3D laser welding (LW) model to simulate the heat transfer and flow of liquid metal. Level set approach was used in their model to track the free surface boundary. However, the plasma generation was neglected. DASGUPTA et al [24] built a multiple reflection model to study the laser energy absorbed by plasma, based on which the CO2 laser welding of zinc coated steel process was simulated. Based on experimentally observed keyhole photograph, JIN [25] constructed the keyhole profile by the method of polynomial fitting. SHANMUGAM et al [26] studied the temperature profiles in LW of stainless steel using finite element method, but the fluid flow in liquid pool and keyhole were not considered in their model. Recently, some more integrated models [27-30] were developed to simulate the phenomena occurring in LW process. LIU et al [27, 28] developed a 2D comprehensive LW model to investigate the solidification cracking in LW of 6061 Al alloy, and the flow of liquid metal, heat and mass transfer, keyhole evolution process, and the stress and strain were simulated. The free surface and plasma are considered in this model. However, this model can be only applied to solving the 2D problem for the stationary laser spot welding. WANG et al [29] numerically studied the temperature distribution and free surface in LW of stainless steel using a 3D model built in commercial software Fluent. The 3D keyhole evolution process was presented. PANG et al [30, 31] developed a multiphase model to study the flow of liquid metal and metal vapor in keyhole in laser welding, and the effect of ambient pressure was studied by considering the effect of ambient pressure on recoil pressure. LI et at [32] developed a model to investigate the molten pool dynamics and porosity induced by keyhole in laser welding of steel, and they concluded that the porosity was created when the bubbles in the molten pool were trapped in the keyhole collapse process.
Although lots of work about laser welding simulation has been carried out, the variety of the models and the assumptions and simplifications used in these models suggests that this field is still under development, and more work to accurately predict the LW process is still needed. In order to fully understand the mechanisms of the formations and prevention of weld defects, and optimization of process parameters, it is essential to obtain a more accurate prediction for keyhole dynamics, plasma evolution and related processes during laser continuous keyhole welding. In this paper, a unified transient mathematical model is built to study the transport phenomena and keyhole evolutions process during laser continuous welding of 304 stainless steel. The temperature and velocity fields, plasma generation, keyhole formation and propagation, and multiple reflections of the laser beam were all studied. The keyhole evolution process and its relationship with weld penetration were discussed. The simulation results were validated by comparing with data reported elsewhere.
2 Mathematical model
A schematic sketch of 3D laser continuous keyhole welding process is presented in Figure 1. Based on the physical phenomena occurring in laser keyhole welding process, a metal zone and a plasma zone are modelled separately and coupled through the boundary condition. The dimension of the workpiece are 75 mm��90 mm��20 mm (x��y��z). To consider the free surface and plasma, the dimension of computational domain are set to be 75 mm��90 mm��40 mm.
2.1 Metal zone
The governing equations to model the heat transfer and fluid flow are given as follows.

Figure 1 Schematic sketch of continuous laser keyhole welding process
Continuity,
 (1)
(1)
Momentum,

 (2)
(2)

 (3)
(3)


 (4)
(4)
Energy:


 (5)
(5)
The physical meaning of the parameters and variables in above equations can be found in Refs. [33, 34].
In laser keyhole welding, the weld pool surface is distorted by the laser induced recoil pressure and thus cannot be treated as a flat surface. The dynamic free surface is then handled by the algorithm of volume-of-fluid (VOF) and given as follows:
 (6)
(6)
The laser beam energy is assumed to be in a Gaussian distribution with an incident angle of 90��. The expression is given as follows:
 (7)
(7)
where Q is the heat input rate of laser energy; r is the laser beam radius at focus; Vl is the welding speed.
The driving force of the flow of molten metal is the laser induced recoil pressure. According to Knight��s model, the recoil pressure is given as [27]:
 (8)
(8)
where A is the numerical coefficient; B0 is a vaporization constant. The coefficient A depends on the ambient pressure and its value varies from 0.55 for evaporation in the vacuum to 1 for the case of evaporation under a high ambient pressure. B0 is 2.05��1013 g/(cm��s2) [20]. Tw is the temperature of the surface liquid metal. The parameter U is defined as follows [27]:
U=MaHv/(Nakb) (9)
where Ma is atomic mass; Hv is the latent heat of evaporation; Na is Avogadro��s number and kb is Boltzmann��s constant. The corresponding boundary conditions for the metal zone can be found in our previous study and thus will not be repeated here [27, 28].
2.2 Plasma zone
The metal vapor and plasma in the keyhole is very complicated by nature due to the physical phenomenon occurring in a wide temperature range. To simplify the modelling, the metal vapor is treated as an incompressible, viscous ideal gas without considering the heat produced by viscous dissipation. Thus, the energy equation is simplified as [36]:

 (10)
(10)
The physical meaning of the parameters and variables and corresponding boundary condition were presented in our previous studies [27].
3 Numerical considerations
The equations given above are highly coupled. To solve these equations, a corresponding iteration method has to be employed. The iteration method used in the present study is given below.
1) Solving Eqs. (1)-(5), the temperature, pressure and velocity are obtained.
2) Solving Eq. (10), the temperature field of the plasma is obtained.
3) Repeating steps (1) and (2) until the convergence is achieved.
4) Solving Eq. (6) to obtain the new free surface, a new metal zone and plasma zone are created.
5) Based on the new free surface, new boundary conditions are then applied.
6) Starting to do the calculation in metal and plasma zone at the new time step.
A non-uniform mesh system (302��202��162, x��y��z) is applied to doing the calculation. Smaller grids with the size of 0.25 mm��0.25 mm��0.25 mm are assigned near the keyhole as the temperature and velocity vary strongly here, and the grids get bigger as they get further away from the keyhole. According to the symmetry, only half of the calculation domain is used.
4 Results and discussions
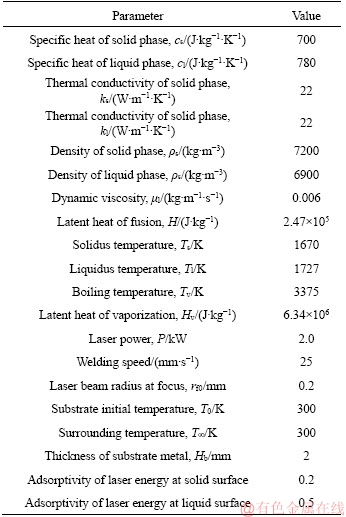
The material of the work piece is assumed to be 304 stainless steel. The welding conditions and the material properties for 304 stainless steel used in calculation are listed in Table 1. The transport phenomena occurring during laser welding are calculated and analyzed, and the keyhole evolution process is revealed.
Table 1 Thermophysical properties of 304 stainless steel and process parameters
4.1 Weld pool dynamics with heat transfer and fluid flow
Figure 2 shows temperature distributions at the x-z plane in metal during laser welding of 304 stainless steel. The laser beam moves along the positive x direction with a travel speed of 25 mm/s. To avoid the edge-effect, the starting position of weld process is at x=1.25 mm. At the initial stage, the temperature of the base metal is low and it takes time to heat it to the melting point, a small weld pool starts to appear at t=5 ms and the top surface is nearly flat at this time. A great part of the laser energy is reflected away at the flat pool surface. When the temperature of the liquid metal at pool surface reaches boiling temperature, the liquid metal evaporates and the metal vapor leaves the surface at a certain speed. The recoil pressure is induced during this process and will push the liquid metal downwards. As can be seen at t=15 ms, a keyhole is formed in the weld pool, and the keyhole depth keeps increasing as the laser moves forward. The temperature is highest at the pool surface and decreases into the work piece. This is a result of the coactions of laser beam radiation and fluid flow in the weld pool. The liquid metal under the laser beam is heated up first and reaches the boiling point. Due to the laser induced recoil pressure, this hot liquid metal will be pushed outward. Meanwhile, the surface tension coefficient decreases with temperature when temperature is above about 2150 K [35]. As the temperature of the liquid metal at pool surface is higher than 2150 K and it decreases from the pool center to the outer, the temperature difference causes Marangoni shear stress to increase from the center to the outer, which pulls the hot liquid metal outward. Thus, a high temperature zone around the pool surface is created. The recoil pressure pushes the liquid metal out and thus raises the height of the weld bead. It is observed the height of the leftmost weld bead is somewhat higher than the top surface of the work piece. The height of weld bead decreases along x-direction until the welding process reaches quasi-steady state. The keyhole changes its shape with the travelling of the laser beam. Since the laser beam travels from left side to right side, the keyhole wall is steeper at the right side compared to that at the left side during the whole laser welding process. This is due to the fact that the material at the right side is relatively colder than that at the left side and less liquid metal is presented at the right side. The keyhole depth does not change after about t=105 ms, indicating that the quasi-steady state has been reached. The welding distance from the beginning to quasi-steady state is about 2.625 mm in this case.
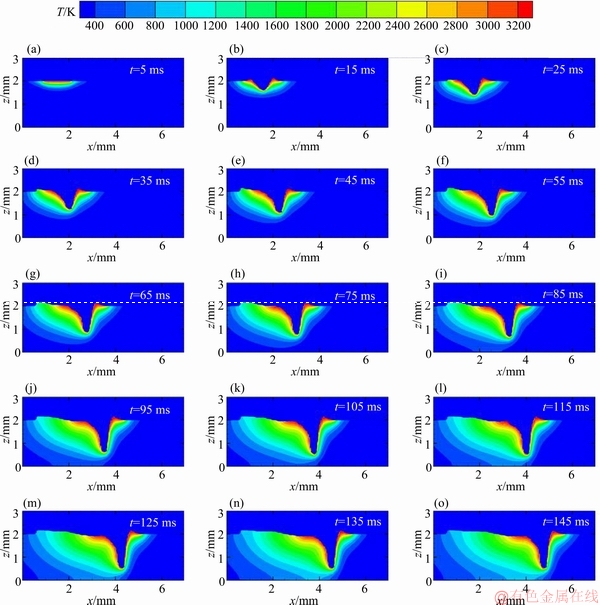
Figure 2 Side views of temperature distributions in metal zone for laser welding of 304 stainless steel
The corresponding velocity distributions in metal for laser welding of 304 stainless steel are presented in Figure 3. The flow pattern of liquid metal in weld pool during welding process can be observed. The main driving forces of fluid flow are laser induced recoil pressure, surface tension, Marangoni shear stress and gravity force. The red line denotes the top free surface of the metal. The weld pool is almost still and no velocity is observed at t=5 ms because the liquid metal needs time to accelerate and the recoil pressure is negligible at the beginning. The fluid flow becomes obvious when the keyhole is formed at t=15 ms and gets stronger after the welding process reaches quasi-steady state. The velocity magnitude at pool surface is the highest, which is consistent with the results reported by RAI et al [36]. The flow pattern of liquid metal and its underlying mechanism can be expressed as follows. After the weld pool forms, the liquid metal in contact with laser beam will move downward because of the squeezing effect of the recoil pressure. However, due to the stagnation effect caused by the solid metal at the bottom, this liquid metal will be blocked, which will change its direction to move outwards. The laser induced plasma moves upwards and leaves the keyhole, which provides the drag force to pull the liquid metal at the keyhole surface to flow upward. At the same time, the Marangoni shear stress also pulls the liquid metal at the pool surface upward as mentioned above. As a result, the liquid metal near the keyhole surface moves outwards and the liquid at the keyhole surface has the strongest velocity in general. The liquid metal near pool surface also moves outward as a result of liquid viscosity. The vertical velocity component w is decreased by the gravity force as the liquid metal moves outward. When the liquid metal reaches the top of the keyhole (w=0), it will change its direction to move downward. The horizontal velocity component u at pool surface outside keyhole is decreased by the liquid viscosity. The effect of Marangoni shear stress on fluid flow outside the keyhole is dependent on the temperature. At the surface area where the temperature of liquid metal is higher than 2150 K, the liquid metal will be pulled to the cold side by the Marangoni shear stress. At the surface area where the temperature of liquid metal is lower than 2150 K, it will be pulled to the hot side by Marangoni shear stress. Thus, the Marangoni shear stress will first accelerate and then decelerate the liquid metal at the pool surface outside the keyhole. When the liquid metal near the top free surface reaches the liquid-solid interface, it will also be blocked and change its moving direction just like the process occurring at the keyhole bottom. Part of the liquid will move upward and solidify there, and the rest liquid will move downward and a vortex will be then formed in the weld pool.
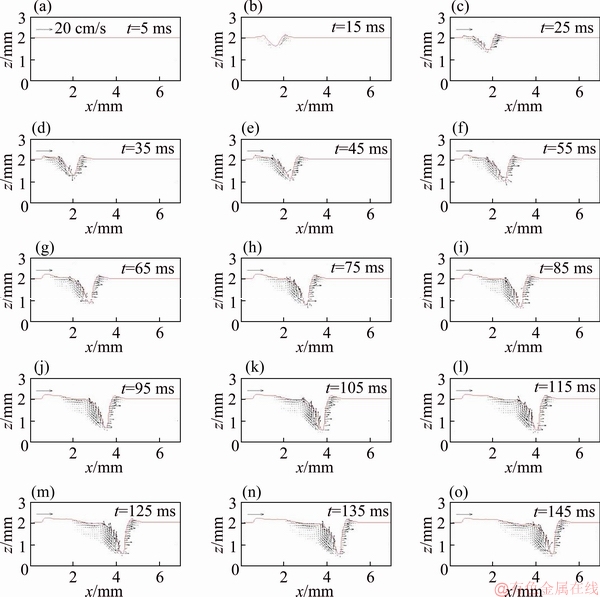
Figure 3 Side views of velocity distributions in metal zone for laser welding of 304 stainless steel
4.2 Temperature distribution of plasma zone
Figure 4 presents the corresponding side views of temperature distributions in metal and plasma zone. The plasma has a significant effect on the keyhole formation and propagation process. At t=5 ms, the weld pool is just formed and the top surface is nearly flat, the laser induced metal vapor is blew away by the shielding gas, and thus the plasma is not observed at this time. Once the keyhole forms at t=15 ms, the metal vapor is formed due to the high energy intensity of laser beam. The metal vapor is heated by the laser energy and its temperature will increase rapidly as the specific heat of metal vapor is pretty low. When the temperature of metal vapor becomes higher than around 8000 K [37], the metal vapor will be ionized and then the plasma forms. It is seen that the plasma temperature is higher at the center of the plasma zone than other areas. This is because the plasma is cooled down at the boundary of plasma zone by the relatively cold liquid metal and shielding gas. The plasma formation has a great effect on the keyhole evolution process. At a low keyhole depth, the high temperature plasma can heat up the keyhole wall by radiation, which will intensify the evaporation process and facilitate the keyhole deepening process. However, as the keyhole gets deeper and deeper, the plasma will absorb quite amount of laser energy because the laser beam has a much longer travel length. This means that less laser energy can reach the bottom of keyhole and then the recoil pressure decreases. Meanwhile, the hydrostatic pressure increases with the increase of the depth of the weld pool, which will also prevent the keyhole from growing any deeper. As a result, the keyhole deepening speed gradually decreases during the welding process and finally the keyhole depth reaches its maximum and keeps constant during the later welding process.
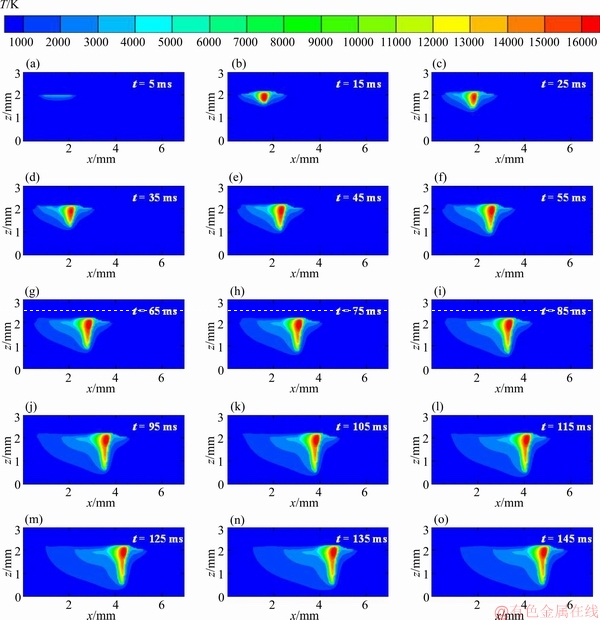
Figure 4 Side views of temperature distributions in metal and plasma zone for laser welding of 304 stainless steel
4.3 Keyhole evolution process
The information about keyhole is important for understanding and controlling the laser welding process. To better examine the keyhole evolution process, the top free surface with temperature distribution is presented in Figures 5 and 6, in which keyhole shape can be clearly observed.
Figure 5 shows the top views of the top surface with temperature distributions. As shown in this figure, the temperature of the metal is higher near the laser beam center and lower at the other areas. As the laser beam moves forward, the temperature contours are significantly compressed at the front of the weld pool and stretched at the tail of the weld pool. The weld pool is in a teardrop shape, wider at the front part and narrower at the rear part. This phenomenon can also be found in previously published analytical and experimental results in Ref. [38]. This is because the heat in the weld will be transferred to the solid metal and the environment as the laser beam travels forwards. At t=5 ms, the pool surface is flat and a nearly round temperature contour is observed. At t=15 ms, the pool surface is deformed and a keyhole appears due to the action of recoil pressure. As the laser beam travels from left to right, the keyhole surface at right side is higher than the left side. The keyhole shape keeps changing before the laser welding process reaches quasi-steady at about t=105 ms. The flow of liquid metal creates a new free surface in the weld bead, and thus the width at top surface can be observed in this figure.
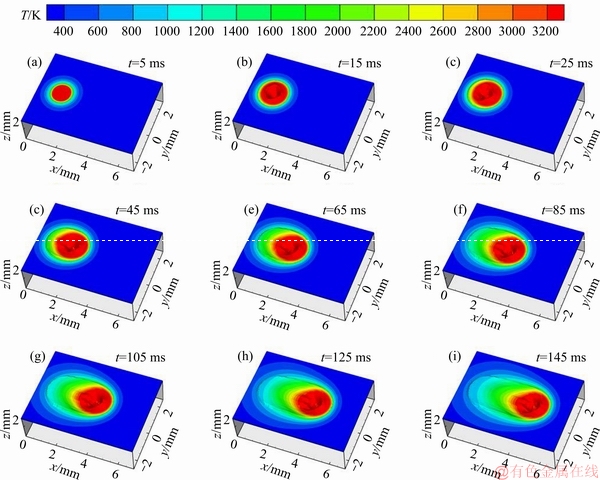
Figure 5 Top views of top free surface with temperature distributions
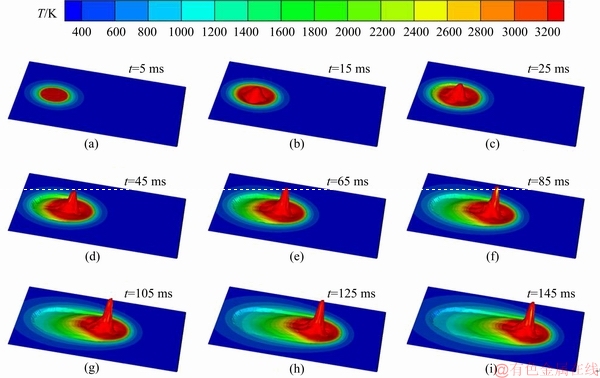
Figure 6 Bottom view of top free surface with temperature distributions
Figure 6 shows the bottom view of top free surface with temperature distributions. The keyhole evolution process from the beginning to quasi-steady state is revealed. In general, the keyhole is in a deformed conical shape, meaning that the area of horizontal cross section gets smaller as the keyhole becomes deeper. The tip of the free surface denotes the position of the laser beam, which is close to right side of keyhole wall. The keyhole wall ahead of laser beam is always steeper than the keyhole wall behind the laser beam during the whole laser welding process. These features are consistent with the keyhole profile observed by MATSUNAWA et al [39] and JIN et al [40]. The keyhole gets deeper and its shape keeps changing during the welding process until the welding process reaches quasi-steady state at about t=105 ms. After that, the keyhole shape is independent of time. Please note that this rarely happened in experiment due to the imperfect materials and welding conditions. In fact, the keyhole shape is very unsteady during the whole welding process in experiment and the quasi-steady state is almost never reached. The temperature of liquid metal at the keyhole wall surface is very high because of the direct radiation of the laser beam and plasma. A deeper keyhole can enhance the multiple reflections of laser light and then more laser energy can be absorbed by the workpiece.
To further reveal the keyhole evolution process, the calculated keyhole depth and weld penetration are presented in Figure 7. As shown, the keyhole depth is zero before t=10 ms, indicating that the surface of weld pool is flat and the keyhole does not appear before that. This is because the base metal is cold at the beginning and it takes time to prepare the condition for keyhole formation. After that, the laser induced recoil pressure pushes the liquid metal downwards and the keyhole forms. Since the restoring forces which are the hydrostatic force and surface tension are small at the beginning of keyhole formation process, the keyhole drilling speed is very fast at this time. As the keyhole grows deeper, the hydrostatic force and surface tension at the keyhole bottom surface become greater, which will lower the keyhole deepening speed.Meanwhile, the recoil pressure decreases along with the keyhole drilling process because the liquid metal evaporation process becomes much weaker as a great amount of laser energy is absorbed by the plasma. Thus, the keyhole deepening speed gradually decreases with the welding process and the keyhole depth finally reaches its maximum value which is about 1.45 mm in this case and remains unchanged during the later welding process. The calculated keyhole depth at quasi- steady state is consistent with the results reported by PANG et al [41]. The keyhole depths reported at line energy density of 45, 60 and 90 J/mm are in the range of 0.8-1.7 mm. The line energy density in this study is 50 J/mm (2.0 kW��25 mm/s), which fits the line energy density considered. The weld penetration evolution process follows the same pattern as keyhole, and the thin liquid film beneath the laser beam can be calculated by this figure. It is seen that the thickness of the liquid metal beneath the laser beam is nearly zero before t=20 ms. This is because the recoil pressure is very high at the beginning as the more laser energy can reach the liquid surface due to its short travel length in plasma. The thickness of this liquid film increases with the welding process after about t=20 ms and reaches its maximum value at about t=105 ms, which is about 0.5 mm in this case. This means that the final weld depth is about 0.5 mm thicker than the keyhole depth.
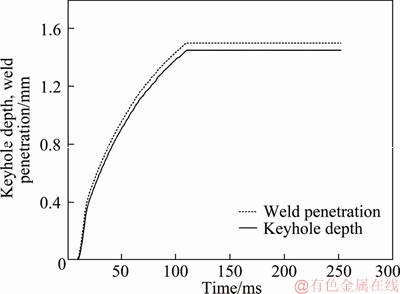
Figure 7 Keyhole depth and weld penetration during laser welding
5 Conclusions
A 3D mathematical model is developed and the transport phenomena and keyhole evolution process during laser continuous welding of 304 stainless steel are simulated, which includes the heat transfer and fluid flow, the laser-induced plasma, the keyhole formation and propagation and the multiple reflections in the keyhole. The calculated results were validated through comparing with data reported elsewhere and can be useful for controlling the laser welding process. The main conclusions are as follows.
1) The transient temperature and velocity field in laser welding of 304 stainless steel are revealed. The laser induced plasma and its effect on keyhole evolution are analyzed. The main driving forces of fluid flow including recoil pressure, Marangoni shear stress, and hydrostatic pressure are all considered.
2) The keyhole evolution process from the beginning to quasi-steady is revealed through presenting 3D views of the free surface during laser welding process. The main features of the keyhole are discussed.
3) The keyhole depth and weld penetration are studied and the relationship between them is obtained. This provides a method to analyze the keyhole depth by measuring the weld depth after welding.
References
[1] APOSTOLOS F, ALEXIOS P, GEORGIOS P, PANAGIOTIS S, GEORGE C. Energy efficiency of manufacturing processes: A critical review [J]. Procedia CIRP, 2013, 7: 628-633. DOI: 10.1016/j.procir. 2013.06.044.
[2] LI Y, TANG W, CHEN Y, LIU J, CHIA-FON F L. Potential of acetone-butanol-ethanol (ABE) as a biofuel [J]. Fuel, 2019, 242: 673-686. DOI: 10.1016/j.fuel.2019.01.063.
[3] MA W, XUE X, LIU G. Techno-economic evaluation for hybrid renewable energy system: Application and merits [J]. Energy, 2018, 159: 385-409. DOI:10.1016/j.energy.2018. 06.101.
[4] DULEY W W. Laser processing and analysis of materials [M]. Springer Science & Business Media, 2012. DOI: 10.1007/978-1-4757-0193-7_1.
[5] AKMAN E, DEMIR A, CANEL T, SINMAZ ELIK T. Laser welding of Ti6Al4V titanium alloys [J]. Journal of materials processing technology, 2009, 209(8): 3705-3713. DOI: 10.1016/ j.jmatprotec.2008.08.026.
ELIK T. Laser welding of Ti6Al4V titanium alloys [J]. Journal of materials processing technology, 2009, 209(8): 3705-3713. DOI: 10.1016/ j.jmatprotec.2008.08.026.
[6] LI C, MUNEHARUA K, TAKAO S, KOUJI H. Fiber laser-GMA hybrid welding of commercially pure titanium [J]. Materials & Design, 2009, 30(1): 109-114. DOI: 10.1016/ j.matdes. 2008.04.043.
[7] SANDERS P G, KESKE J S, LEONG K H, KORNECKI G. High power Nd: YAG and CO2 laser welding of magnesium [J]. Journal of Laser Applications, 1999, 11(2): 96-103. DOI: 10.2351/ 1.521885.
[8] ERIKSSON I, POWELL J, KAPLAN A F H. Melt behavior on the keyhole front during high speed laser welding [J]. Optics and Lasers in Engineering, 2013, 51(6): 735-740. DOI: 10.1016/j.optlaseng.2013.01.008.
[9] ZHANG M, CHEN S, ZHANG Y, CHEN G, BI Z. Mechanisms for improvement of weld appearance in autogenous fiber laser welding of thick stainless steels [J]. Metals, 2018, 8(8): 625. DOI: 10.3390/met8080625.
[10] ZHANG M, ZHANG Y, MAO C, HU Y, CHEN G, BI Z. Experiments on formation mechanism of root humping in high-power laser autogenous welding of thick plates with stainless steels [J]. Optics & Laser Technology, 2019, 111: 11-19. DOI: 10.1016/j.optlastec.2018.09.029.
[11] TIX C, SIMON G. Model of a laser heated plasma interacting with walls arising in laser keyhole welding [J]. Physical Review E, 1994, 50(1): 453. DOI: 10.1103/ PhysRevE.50.453.
[12] DOWDEN J, KAPADIA P, POSTACIOGLU N. An analysis of the laser-plasma interaction in laser keyhole welding [J]. Journal of Physics D: Applied Physics, 1989, 22(6): 741. DOI: 10.1088/0022-3727/22/6/004.
[13] KIM K R, FARSON D F. CO2 laser�Cplume interaction in materials processing [J]. Journal of Applied Physics, 2001, 89(1): 681-688. DOI: 10.1063/1.1329668.
[14] KAPLAN A. A model of deep penetration laser welding based on calculation of the keyhole profile [J]. Journal of Physics D: Applied Physics, 1994, 27(9): 1805. DOI: 10.1088/0022-3727/27/9/002.
[15] SOLANA P, NEGRO G. A study of the effect of multiple reflections on the shape of the keyhole in the laser processing of materials [J]. Journal of Physics D: Applied Physics, 1997, 30(23): 3216. DOI: 10.1088/0022-3727/30/23/006.
[16] FABBRO R, CHOUF K. Keyhole modeling during laser welding [J]. Journal of applied Physics, 2000, 87(9): 4075-4083. DOI: 10.1063/1.373033.
[17] JIN X, LI L, ZHANG Y. A heat transfer model for deep penetration laser welding based on an actual keyhole [J]. International Journal of Heat and Mass Transfer, 2003, 46(1): 15-22. DOI: 10.1016/S0017-9310(02)00255-7.
[18] RAI R, ROY G G, DEBROY T. A computationally efficient model of convective heat transfer and solidification characteristics during keyhole mode laser welding [J]. Journal of Applied Physics, 2007, 101(5): 054909. DOI: 10.1063/1.2537587.
[19] RAI R, KELLY S M, MARTUKANITZ R P, DEBROY T. A convective heat-transfer model for partial and full penetration keyhole mode laser welding of a structural steel [J]. Metallurgical and Materials Transactions A, 2008, 39(1): 98-112. DOI: 10.1007/s11661-007-9400-6.
[20] LANKALAPALLI K N, TU J F, GARTNER M. A model for estimating penetration depth of laser welding processes [J]. Journal of Physics D: Applied Physics, 1996, 29(7): 1831. DOI: 10.1088/0022-3727/29/7/018.
[21] KAR A, MAZUMDER J. Two-dimensional model for material damage due to melting and vaporization during laser irradiation [J]. Journal of Applied Physics, 1990, 68(8): 3884-3891. DOI: 10.1063/1.346275.
[22] KROOS J, GRATZKE U, SIMON G. Towards a self- consistent model of the keyhole in penetration laser beam welding [J]. Journal of physics D: Applied physics, 1993, 26(3): 474. DOI: 10.1088/0022-3727/26/3/021.
[23] KI H, MAZUMDER J, MOHANTY P S. Modeling of laser keyhole welding: Part I. Mathematical modeling, numerical methodology, role of recoil pressure, multiple reflections, and free surface evolution [J]. Metallurgical and Materials Transactions A, 2002, 33(6): 1817-1830. DOI: 10.1007/ s11661-002-0190-6.
[24] DASGUPTA A K, MAZUMDER J, LI P. Physics of zinc vaporization and plasma absorption during CO2 laser welding [J]. Journal of Applied Physics, 2007, 102(5): 053108. DOI: 10.1063/1.2777132.
[25] JIN X. A three-dimensional model of multiple reflections for high-speed deep penetration laser welding based on an actual keyhole [J]. Optics and Lasers in Engineering, 2008, 46(1): 83-93. DOI: 10.1016/j.optlaseng.2007.05.009.
[26] SHANMUGAM N S, BUVANASHEKARAN G, SANKARANARAYANASAMY K, MANONMANI K. Some studies on temperature profiles in AISI 304 stainless steel sheet during laser beam welding using FE simulation [J]. The International Journal of Advanced Manufacturing Technology, 2009, 43(1, 2): 78-94. DOI: 10.1007/s00170- 008-1685-0.
[27] LIU J, RAO Z, LIAO S, WANG P C. Modeling of transport phenomena and solidification cracking in laser spot bead-on-plate welding of AA6063-T6 alloy. Part I��the mathematical model [J]. The International Journal of Advanced Manufacturing Technology, 2014, 73(9-12): 1705-1716. DOI: 10.1007/s00170-014-5924-2.
[28] LIU J, RAO Z, LIAO S, WANG P C. Modeling of transport phenomena and solidification cracking in laser spot bead- on-plate welding of AA6063-T6 alloy. Part II��simulation results and experimental validation [J]. The International Journal of Advanced Manufacturing Technology, 2014, 74(1-4): 285-296. DOI: 10.1007/s00170- 014-5935-z.
[29] WANG R, LEI Y, SHI Y. Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet [J]. Optics & Laser Technology, 2011, 43(4): 870-873. DOI: 10.1016/j.optlastec.2010.10.007.
[30] PANG S, CHEN X, ZHOU J, SHAO X, WANG C. 3D transient multiphase model for keyhole, vapor plume, and weld pool dynamics in laser welding including the ambient pressure effect [J]. Optics and Lasers in Engineering, 2015, 74: 47-58. DOI: 10.1016/j.optlaseng.2015.05.003.
[31] PANG S, CHEN X, SHAO X, GONG S, XIAO J. Dynamics of vapor plume in transient keyhole during laser welding of stainless steel: local evaporation, plume swing and gas entrapment into porosity [J]. Optics and Lasers in Engineering, 2016, 82: 28-40. DOI: 10.1016/j.optlaseng. 2016.01.019.
[32] LI X, LU F, CUI H, TANG X, WU Y. Numerical modeling on the formation process of keyhole-induced porosity for laser welding steel with T-joint [J]. The International Journal of Advanced Manufacturing Technology, 2014, 72(1-4): 241-254. DOI: 10.1007/s00170-014-5609-x.
[33] CHIANG K C, TSAI H L. Shrinkage-induced fluid flow and domain change in two-dimensional alloy solidification [J]. International Journal of Heat and Mass Transfer, 1992, 35(7): 1763-1770. DOI: 10.1016/0017-9310(92)90146-J.
[34] WANG Y, TSAI H L. Impingement of filler droplets and weld pool dynamics during gas metal arc welding process [J]. International Journal of Heat and Mass Transfer, 2001, 44(11): 2067-2080. DOI: 10.1016/S0017-9310(00)00252-0.
[35] METZBOWER E A. Absorption in the Keyhole [C]// Proc ICALEO. 1997: 16-25.
[36] RAI R, ELMER J W, PALMER T A, DEBROY T. Heat transfer and fluid flow during keyhole mode laser welding of tantalum, Ti�C6Al�C4V, 304L stainless steel and vanadium [J]. Journal of physics D: Applied Physics, 2007, 40(18): 5753. DOI: 10.1088/0022-3727/40/18/037.
[37] SOLANA P, NEGRO G. A study of the effect of multiple reflections on the shape of the keyhole in the laser processing of materials [J]. Journal of Physics D: Applied Physics, 1997, 30(23): 3216. DOI: 10.1088/0022-3727/30/23/006.
[38] CONNOR L P, O'BRIEN R L. Welding handbook: welding processes [M]. Amer Welding Society, 1991.
[39] MATSUNAWA A, KIM J D, SETO N, MIZUTANI M, KATAYAMA S. Dynamics of keyhole and molten pool in laser welding [J]. Journal of Laser Applications, 1998, 10(6): 247-254. DOI: 10.2351/ 1.521858.
[40] JIN X, LI L. An experimental study on the keyhole shapes in laser deep penetration welding [J]. Optics and Lasers in Engineering, 2004, 41(5): 779-790. DOI: 10.1016/S0143- 8166(03)00034-4.
[41] PANG S, CHEN L, ZHOU J, YIN Y, CHEN T. A three-dimensional sharp interface model for self-consistent keyhole and weld pool dynamics in deep penetration laser welding [J]. Journal of Physics D: Applied Physics, 2010, 44(2): 025301. DOI: 10.1088/0022-3727/44/2/025301.
(Edited by YANG Hua)
���ĵ���
���⺸�Ӳ���ֹ��������������С���ݻ�
ժҪ�����������С���ݻ������֪ʶ�Կ��Ƽ��⺸�ӹ��̷dz���Ҫ��Ȼ����������һ������һ���ܴ��¶������ڷ����˸���������һ������Ȼû�еõ��ܺõ����⡣���Ľ����˼��⺸�ӵ���ά˲̬ģ�ͣ��������ȡ������Լ��������ٵȻ������̡�ͨ�������¶ȳ����ٶȳ��о����������������������ٷ�����ʾ��С����ά��̬�ݻ����̡����������С������ٶ����ż��⺸�ӹ�����Сֱ���ﵽ��̬�������µ�����������մ����ļ����������Ӷ���С�˷�������Ӱ��С����ȡ�ͬʱ����һ��������С����Ⱥ�����֮��Ĺ�ϵ�������о�����ܹ����������۳��ڶ���ѧ���̣��Ӷ��������⺸�ӹ��̵�������
�ؼ��ʣ����⺸�ӣ�С���ݻ����۳ض���ѧ���������٣�����
Foundation item: Projects(51804348, 51804196) supported by the National Natural Science Foundation of China
Received date: 2019-05-30; Accepted date: 2019-07-16
Corresponding author: RAO Zheng-hua, PhD, Associate Professor; E-mail: raoz@csu.edu.cn; ORCID: 0000-0003-0680-9217
Abstract: Knowledge of transport phenomena and keyhole evolution is important for controlling laser welding process. However, it is still not well understood by far due to the complex phenomena occurring in a wide temperature range. A transient 3D model including heat transfer, fluid flow and tracking of free surface is built in this study. The transport phenomena are investigated by calculating the temperature and velocity fields. The 3D dynamic keyhole evolution process is revealed through tracking free surface using volume-of-fluid method. The results show that the keyhole deepening speed decreases with laser welding process before the quasi-steady state is reached. The plasma can greatly affect the keyhole depth through absorbing a great amount of laser energy and thus lowering the recoil pressure. Moreover, the relationship between keyhole depth and weld penetration is also discussed. This paper can help to better understand the dynamics in molten pool and then improve laser welding process.
