
Trans. Nonferrous Met. Soc. China 25(2015) 1787-1793
Formability analysis of dissimilar tailor welded blanks welded with different tool pin profiles
Bhanodaya Kiran Babu NADIKUDI1, M. J. DAVIDSON1, Neelakanteswara Rao AKASAPU1, M. GOVINDARAJU2
1. Mechanical Engineering Department, National Institute of Technology, Warangal 506004, India;
2. Non-Ferrous Materials Technology Development Centre (NFTDC), Hyderabad 500058, India
Received 14 May 2014; accepted 10 September 2014
Abstract:
An attempt has been made to study the tailor welded blanks (TWBs) made by friction stir welding (FSW) with five different tool pin profiles. The formability of welded blanks was evaluated at constant FSW process parameters. It has been found that the welded blanks with square pin profile tool produced better formability properties as compared to other tool pin profiles. It was found that the pulsating action of the square pin profile is said to be the reason for this improvement. A microstructural evaluation performed on the blanks revealed that the stir zone created by taper cylindrical and stepped cylindrical tools was less homogeneous than that of the square tool, resulting in less formability. The limiting dome height (LDH) of square pin profile tool was found to be 14 mm while those of taper cylindrical and stepped cylindrical tools are 12.5 mm and 12.4 mm, respectively.
Key words:
aluminium alloys; tool pin profile; tensile testing; formability; microstructure;
1 Introduction
Tailor welded blanks (TWBs) are mainly used in aerospace and automotive industries where lightweight parts are needed to meet economic and environmental benefits with high specific strength. Generally, TWBs are made with different materials, thicknesses, mechanical and microstructural properties. These blanks are welded together with suitable welding process and then formed into desired shapes before fabrication. Researchers made tailor welded blanks with different welding processes such as arc welding, laser welding and friction stir welding [1,2]. The fact that the welded blanks made with FSW process exhibit better weld properties than the blanks welded with other welding techniques is due to the stirring and extrusion action of the FSW tool, which produces equiaxed grains in the weld zone [3]. Tool pin geometry can be considered as the main parameter in the FSW process [4], because the pin stirs the material around it and avoids the formation of voids in the weld zone [5]. The tool pin profile decides the flow of plasticized material during the welding operation [6,7]. For better weld quality, adequate amount of metal has to be stirred and swept by the tool pin [8]. XU et al [9] studied the effect of process parameters and the tool pin profiles on the FSW process of AA2219 aluminium alloys. The results reveal that the tool pin profiles affect the tensile strength and ductility of welded blanks. VIJAY and MURUGAN [10] obtained higher tensile strength with square pin profiled tool than the other pin profiles. They attributed the pulsating stirring action of the square pin and dynamic volume to static volume ratio to be the reasons for this high strength. Recently, MORTEZA et al [11] have conducted FSW with H13 tool to weld dissimilar 5083 and 6061 aluminium alloys, and evaluated the formability with the LDH test. They observed that the failure occurred in the AA6061 blank side. According to PALANIVEL et al [12], the fact that the dissimilar welded aluminium blanks can be successfully welded with the FSW process and straight square pin profile tool to get better results than other pin profile tools is due to the pulsating action of the square pin. In the present work, tool pin profiles, which are simple and easy to manufacture, such as straight cylindrical (SC), taper cylindrical (TC), stepped cylindrical (ST), straight square (SS), and straight hexagonal (SH) profiles, have been used. The aim of the present work is to evaluate the formability properties of TWBs made with the above mentioned tool pin profiles.
2 Experimental
Rolled plates of aluminium alloys AA6061-T6 and AA2014-T6 were used as base materials (BM) in the present work. The chemical compositions of base materials are shown in Table 1. The mechanical properties of base materials are shown in Table 2. The FSW was done with vertical milling machine by fixing the AA6061 blank on advancing side (AS) and AA2014 blank on retreating side (RS) on the machine table with bolts and clamps to constrain the movement of blanks during welding. The machine table can be moved in X-axis and Y-axis directions. Some FSW experiments were conducted to obtain the optimum process parameters to make welded blanks. Tool rotational speed of 900 r/min, welding speed of 24 mm/min and tool tilt angle of 1�� have been used as process parameters. A non-consumable, H13 tool steel has been used as the FSW tool. Five different tool pin profiles were used to perform the friction stir welding, namely straight cylindrical (SC), taper cylindrical (TC), stepped cylindrical (ST), straight square (SS), and straight hexagon (SH), are shown in Fig. 1.
Table 1 Chemical composition of base materials
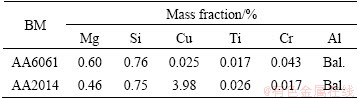
Table 2 Mechanical properties of base materials
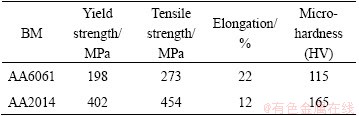
After welding, tensile test was performed on specimens to evaluate the tensile properties and these were extracted transversely to the weld direction and ASTM E8M standard guidelines were followed to prepare the specimens. In tensile testing, yield strength, tensile strength and elongation of each specimen were evaluated at room temperature on a universal tensile testing machine. Samples for microhardness were sliced from the cross section of the welded blanks and values were measured with Vickers microhardness tester with load of 200 g at dwell period of 10 s in the interval of 1 mm across the weld cross section. The formability of welded samples was analyzed with LDH test on a 50 t hydraulic press at a punch speed of 0.3 mm/s with a hemispherical punch. The hydraulic press and LDH tool set arrangements are shown in Figs. 2(a) and (b), respectively. The square (100 mm �� 100 mm) samples were made from welded blanks for biaxial condition and were stretched with a punch until the fracture. The punch load and dome height values were recorded and stored in the data logger during the forming operation. The welded blanks microstructure was examined by using scanning electron microscope (SEM). To reveal the microstructure, specimens were polished with different grades of emery papers, diamond paste and followed by etching with Keller��s reagent.

Fig. 1 Photographs of different tool pin profiles
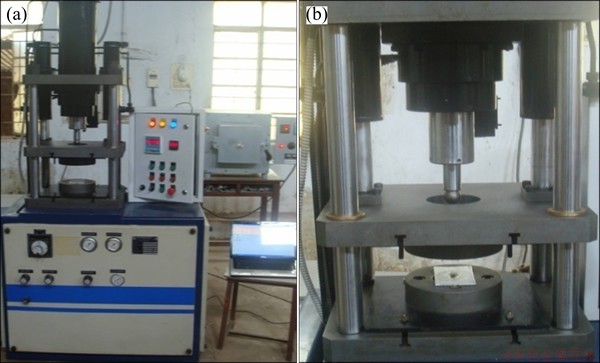
Fig. 2 Hydraulic press (a) and punch, dies and welded blank (b)
3 Results and discussion
3.1 Evaluation of tensile properties
In the tensile test, yield strength, tensile strength and elongation of each specimen were evaluated and are given in Figs. 3(a)-(c), respectively. Welded blanks show inferior tensile properties and the elongation is significantly lower than that of the base materials after welding [12, 13]. Tool geometry plays an important role in deciding the properties of the welded blank [14]. In FSW process, heat generation and the flow path of plasticized material are mainly dependent on the profile of the tool pin [6,15]. The ratio of dynamic volume to the static volume of the tool pin decides the flow path of plasticized material during welding and the tool which has high ratio can sweep more quantity of plasticized material, leading to better mechanical properties [15-17]. Generation of more heat input can lead to an improvement in the plasticized material flow during welding [16]. The ratio of dynamic volume to the static volume is equal to 1 for SC tool, 1.09 for TC tool, 1 for ST tool, 1.56 for SS tool and 1.21 for SH tool [15-17]. With a pulsating action of 60 pulse/s and dynamic volume to the static volume ratio of 1.56, the SS profiled tool sweeps more plasticized material and better grain refinement is achieved, resulting in better tensile properties. Similar results were reported by ADEL et al [5] and ELANGOVAN et al [17]. The welded blanks made with a SH pin profile tool exhibit almost the same tensile properties as those of the SC pin profile tool, even though SH tool has higher ratio and larger number of pulsating action (90 pulse/s). However, at higher rotational speeds, the SH tool pin resembles the SC pin profiled tool and sweeps less plasticized material. The welded blanks made with ST and TC pin profile tools hold almost the same ratio and sweep less material during welding operation and lead to lower tensile properties, this is because no pulsating action was experienced with these tools. The above observation matched with the results obtained by other researchers [16,17].
The distribution of microhardness on the weld zone cross section of the welded blanks made with different tool pin profiles are presented in Fig. 4. It can be observed that the hardness of the weld zone is lower than that of the base materials for all the welded blanks made with different tool pin profiles. Weld zone is a softened region of welded blank, where the degradation of hardness takes place [12]. The hardness values were found to decrease in the thermo mechanical affected zone (TMAZ) of all welded blanks, due to insufficient deformation during welding. However, the hardness increases in the heat affected zone (HAZ) towards the base materials. Of the five welded blanks chosen in this work, the high hardness value was obtained for the blank welded with SS pin profiled tool. Similar kind of observation was presented by ELANGOVAN et al [17] on the AA6061 aluminium alloy.
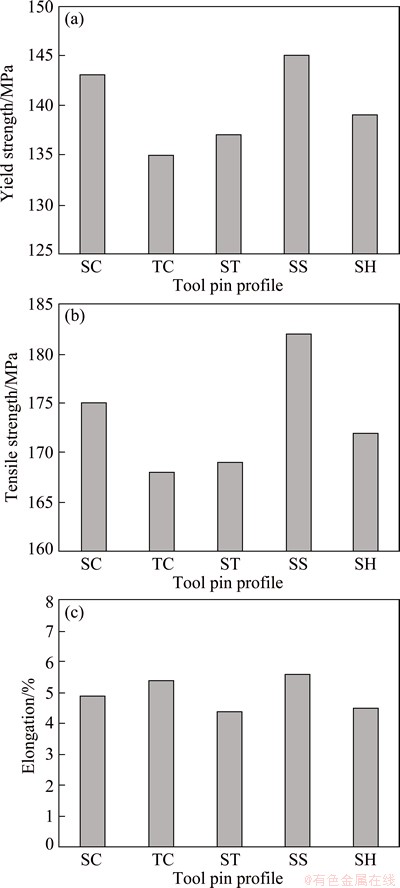
Fig. 3 Effect of different tool pin profiles on yield strength (a) tensile strength (b) and elongation (c) of welded blanks
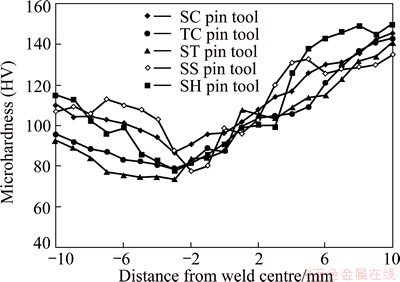
Fig. 4 Microhardness profile of welded blank specimens
3.2 Evaluation of formability properties
The formability results of welded blanks made with different tool pin profiles in biaxial condition are shown in Fig. 5(a). It can be observed that the welded blanks made with a SS profiled pin tool show larger LDH values when compared with other pin profiled tools. The frictional heat developed by the SS pin is sufficient to soften the material and refine the grain structure in the weld zone. The formability of any blank is related to the work hardening exponent (n) and also related to the work hardening capacity (1/Ry), whereas Ry is the yield ratio and it is defined as the ratio of yield strength to tensile strength [18,19]. For better formability, blanks need large work hardening exponent. Figures 5(b) and (c) show the variation of n value and 1/Ry of welded blanks made with different tool pin profiles. Higher n and 1/Ry values were observed for welded blanks weld with SS pin profiled tool, the reasons for higher values are the pulsating action and sweeping more quantity of plasticized material. Figure 6 shows deformed welded blanks after formability test. The fracture occurred on the AA2014 alloy side of the TWB due to the low ductility of AA2014 alloy. Figure 7 shows the effect of punch load on displacement in LDH test. The welded blanks made with SS pin profiled tool withstood higher punch loads and led to higher deformation, thus exhibiting superior LDH values compared with other tool pin profiles.
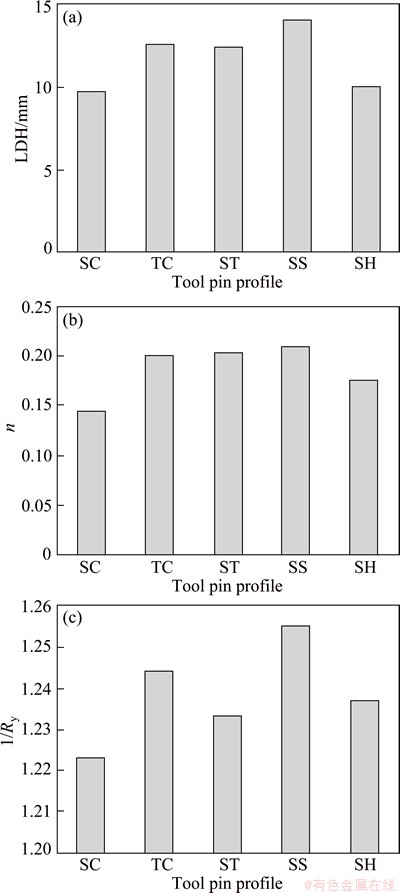
Fig. 5 Effect of different tool pin profiles on LDH (a), n-value (b) and 1/Ry (c) under biaxial strain forming conditions
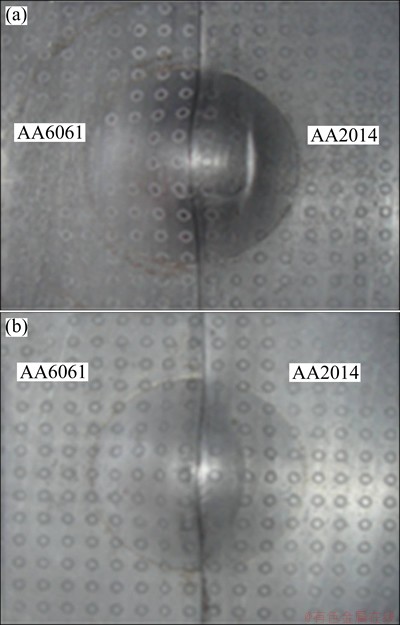
Fig. 6 Deformed welded blanks of SS (a) and SC (b) tool pin profiles
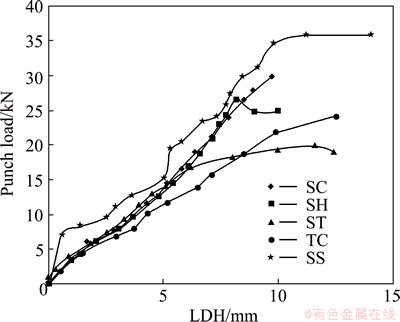
Fig. 7 Punch load-LDH diagram for welded blanks
3.3 Microstructural analysis
The cross sectional macrostructure is shown in Fig. 8. The welded blank area can be divided into various zones such as weld zone (WZ), thermo mechanical affected zone (TMAZ), heat affected zone (HAZ), and base material. In the weld zone, grains are refined due to dynamic recrystallization by stirring action of rotating tool during the welding. In TMAZ, due to insufficient deformation, the recrystallization of grains is less. In HAZ, no plastic deformation takes place and the grains are the same as those of the base material. The soft region in the weld zone of welded blanks results in the degradation of tensile properties and also the hardness [12]. AA6061 alloy consists of a few Mg2Si precipitates and also a few Al, Fe, Mn particles. AA2014 alloy consists of CuAl2 particles (white) in a solid solution matrix and also some insoluble Fe, Mn, Si, Al particles [20]. The stirring action of the tool during welding results in the formation of fine equiaxed grains, and similar results were observed by other researchers [3,5,21]. The existence of the fine grain matrix is needed to achieve good tensile and forming properties of the welded blanks. The SEM micrographs of stir zones of welded blanks made with different tool pin profiles are shown in Figs. 9(a)-(e). The microstructure of stir zone made up of SS tool consists of more homogeneous and finer grains compared with stir zone microstructure made with other tool pin profiles. This is due to sufficient heat generated by the pulsating action of tool during the welding process. The microstructures of stir zone made up of TC and ST tools are less homogeneous than the SS tool, resulting in less formability. The stir zone made with SH and SC profiled tools holds inhomogeneous and coarse grains. This is due to the insufficient heat input.

Fig. 8 Macrostructure of welded blank
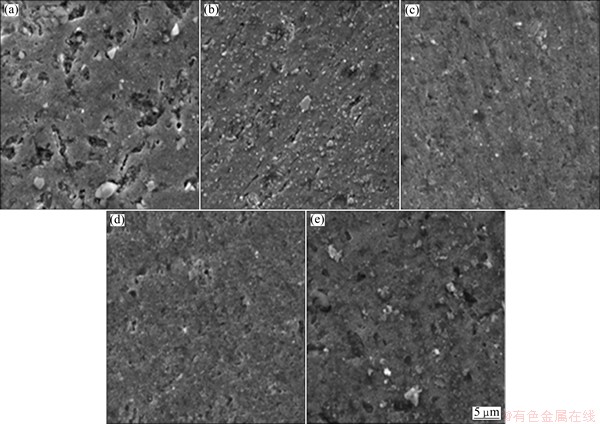
Fig. 9 SEM micrographs of stir zones welded with SC (a), TC (b), ST (c), SS (d) and SH (e) tool pin profiles
4 Conclusions
In the present investigation, friction stir welding was carried out on AA6061 and AA2014 aluminium alloys using different tool pin profiles. The effect of tool pin profiles on the mechanical properties and formability of welded blanks were investigated with the help of tensile test and LDH test. The welded blanks made with square pin profiled tool result in better mechanical properties and formability as compared to blanks made with other pin profiled tools. The pulsating action of the square pin tool in the weld zone produces fine grains, leading to an improvement in properties in the weld zone. The weld zone microstructure of welded blank made with a square pin tool reveals fine equiaxed grains and uniformly distributed grains. A better tailor welded blanks can be made with aluminium alloys by using square pin profiled tool.
Acknowledgement
The authors would like to thank the Department of Science and Technology, Govt. of India, for the financial support under the SERC scheme (SR/S3/MERC- 0110/2009 dated July 30, 2010) to Dr M J DAVIDSON.
References
[1] ENDRE R, VENCISLAV G. Deformation behaviour of welded stainless steel-carbon steel sandwich sheet material [J]. Sci Tech Rev, 2007, 57(2): 3-7.
[2] SHIBATA K, IWASE T, SAKAMOTO H, KASUKAWA M, CHIBA K, SAEKI H. Welding of aluminium tailored blanks by Nd: YAG lasers [J]. Weld Int, 2003, 17: 282-286.
[3] LAKSHMINARAYANAN A K, BALASUBRAMANIAN V, ELANGOVAN K. Effect of welding processes on tensile properties of AA6061 aluminium alloy joints [J]. Int J Adv Manuf Technol, 2009, 40: 286-296.
[4] KUMAR K, KAILAS S V. The role of friction stir welding tool on material flow and weld formation [J]. Mater Sci Eng A, 2008, 485: 367-374.
[5] ADEL M H, TAREK Q, AHMED G. Effect of pin profile on friction stir welded aluminium matrix composites [J]. Mater Manuf Process, 2012, 27: 1397-1401.
[6] RAI R, DE A, BHADESHIA H K D H, DEBROY T. Review: Friction stir welding tools [J]. Sci Technol Weld Joi, 2011, 16: 325-342.
[7] NANDAN R, DEBROY T, BHADESHIA H K D H. Recent advances in friction stir welding-process, weldment structure and properties [J]. Prog Mater Sci, 2008, 53: 980-1023.
[8] AKOS M, IMRE T. The importance of friction stir welding tool [J]. Prod Process Syst, 2013, 6: 25-34.
[9] XU Wei-feng, LIU Jin-he, ZHU Hong-qiang, FU Li. Influence of welding parameters and tool pin profile on microstructure and mechanical properties along the thickness in a friction stir welded aluminum alloy [J]. Mater Des, 2013, 47: 599-606.
[10] VIJAY S J, MURUGAN N. Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al�C10 wt.% TiB2 metal matrix composite [J]. Mater Des, 2010, 31: 3585-3589.
[11] MORTEZA G, SINA K, BIJAN M D, KAMRAN D. Evaluation of dissimilar welds of 5083-H12 and 6061-T6 produced by friction stir welding [J]. Metall Mater Trans A, 2013, 44: 3697-3707.
[12] PALANIVEL R, KOSHY MATHEWS P. The tensile behaviour of friction-stir welded dissimilar aluminium alloy [J]. Mater Technol, 2011, 45: 623-626.
[13] UMBERTO P, ANTONINO S, ANTONELLO A, CARLA V. Influence of welding parameters and post-weld aging on tensile properties and fracture location of AA2139-T351 friction-stir-welded joints [J]. Mater Res, 2013, 16: 1106-1112.
[14] CAVALIERE P, de SANTIS A, PANELLA F, SQUILLACE A. Effect of anisotropy on fatigue properties of 2198 Al-Li plates joined by friction stir welding [J]. Eng Failure Anal, 2009, 16: 1856-1865.
[15] ASTARITA A, SQUILLACE A, SCALA A, PRISCO A. On the critical technological issues of friction stir welding t-joints of dissimilar aluminum alloys [J]. J Mater Eng Perform, 2012, 21: 1763-1771.
[16] PADMANABAN G, BALASUBRAMANIAN V. Selection of FSW tool pin profile, shoulder diameter and material for joining AZ31B magnesium alloy��An experimental approach [J]. Mater Des, 2009, 30: 2647-2656.
[17] ELANGOVAN K, BALASUBRAMANIAN V, BABU S. Predicting tensile strength of friction stir welded AA6061 aluminium alloy joints by a mathematical model [J]. Mater Des, 2009, 30: 118-193.
[18] VENKATESWARLU G, DAVIDSON M J, TAGORE G R N. Modelling studies of sheet metal formability of friction stir processed Mg AZ31B alloy under stretch forming [J]. Mater Des, 2012, 40: 1-6.
[19] KANG D H, KIM D W, BAE G T, KIM K H, NACK J K I M. Relationship between stretch formability and work-hardening capacity of twin-roll cast Mg alloys at room temperature [J]. Scripta Mater, 2009, 61: 768-771.
[20] HATCH J E. Aluminium: Properties and physical metallurgy [M]. Metals Park, OH: ASM International, 1984.
[21] MOULOUD A, SALIHA G, FOUAD B, YOUNES B. Design and optimization of friction stir welding tool [J]. Mater Manuf Process, 2010, 25: 1199-1205.
��ͬ��״����ͷ��������ƴ����ij����Է���
Bhanodaya Kiran Babu NADIKUDI1, M. J. DAVIDSON1,
Neelakanteswara Rao AKASAPU1, M. GOVINDARAJU2
1. Mechanical Engineering Department, National Institute of Technology, Warangal 506004, India;
2. Non-Ferrous Materials Technology Development Centre (NFTDC), Hyderabad 500058, India
ժ Ҫ���о�����5����״����ͷ����Ħ������ƴ���塣����ͬ����Ħ�������ղ������о���ƴ����ij����ԡ��о������������������״����ͷ��ȣ����ν���ͷ�Ʊ���ƴ������и��õij����ԣ��������ڷ��ν���ͷ���в���ЧӦ������֯�о��������뷽�ν���ͷ��ȣ��κͽ���Բ��״����ͷ���Ӱ�ĵĽ�������֯�������ȣ����³����Խϲ���ν���ͷ�ļ�����Ϊ14 mm�����κͽ���Բ��״����ļ����߷ֱ�Ϊ12.5 mm��12.4 mm��
�ؼ��ʣ����Ͻ𣻽���ͷ��״���������飻�����ԣ�����֯
(Edited by Yun-bin HE)
Corresponding author: Bhanodaya Kiran Babu NADIKUDI; Tel: +91-9010458810; E-mail: bhanodaya@nitw.ac.in
DOI: 10.1016/S1003-6326(15)63784-0
Abstract: An attempt has been made to study the tailor welded blanks (TWBs) made by friction stir welding (FSW) with five different tool pin profiles. The formability of welded blanks was evaluated at constant FSW process parameters. It has been found that the welded blanks with square pin profile tool produced better formability properties as compared to other tool pin profiles. It was found that the pulsating action of the square pin profile is said to be the reason for this improvement. A microstructural evaluation performed on the blanks revealed that the stir zone created by taper cylindrical and stepped cylindrical tools was less homogeneous than that of the square tool, resulting in less formability. The limiting dome height (LDH) of square pin profile tool was found to be 14 mm while those of taper cylindrical and stepped cylindrical tools are 12.5 mm and 12.4 mm, respectively.
