
���±�ţ�1004-0609(2011)05-0939-06
MB8þ�Ͻ�CO2���⺸�ӹ��ռ���ͷ����
�� ��, ������, �ƺ���
(���пƼ���ѧ ����ѧ�빤��ѧԺ���人 430074)
ժ Ҫ��
���ø߹���CO2��������MB8þ�Ͻ����һϵ�м��⺸�ӹ������飬���Ժ�����ε��γɹ��ɡ���ͷ������֯����ѧ���ܽ����о������������������������ͼ���ʳ����ȹ�ϵ�������ÿ����1 kW������Լ����2 mm�������ۺ�����֯��Ҫ�ɴִ�ĵ��ᾧ��ɣ�����������������������״��-Mn�������ߴ�ԼΪ60 ��m����Ӱ������֯Ϊ���ϸС����С��һ�ĵ��ᾧ�������ߴ�Ϊ15~40 ��m���������������ȱ�ݺ��ӽ�ͷ����ǿ���ܴﵽ���ĵ�90 %���ҡ����⣬�ۺ����ڵĴִ����������������ֲ��ĵڶ��༰����������ȱ������ɽ�ͷ�������ܵ��ڻ��ĵ���Ҫԭ��
�ؼ��ʣ�
MB8þ�Ͻ������⺸�����������������֯����ѧ������
��ͼ����ţ�TG456.9���� ���ױ�־�룺A
Process characterization and joint mechanical properties of CO2 laser welding of MB8 magnesium alloy
Gao Ming, Zeng Xiao-yan, TANG Hai-guo
(School of Optoelectronics Science and Engineering,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract��A series of experiments on high power CO2 laser welding of MB8 magnesium alloy were carried out, and the forming rules of the weld seams, the microstructures and tensile strengths of the welded joints were also studied. The results show that the weld penetration depth is in the direct proportion to the laser power, when the laser power is increased by 1 kW, the penetration depth will be increased by about 2 mm. The microstructure of fusion zone center is mainly composed of coarse equiaxed grain with the size of about 60 ��m and the precipitating stripe ��-Mn is observed in the grains. The microstructures of heat affected zone are of equiaxed grains with different sizes from 15 to 40 ��m. The tensile strength of the laser welded MB8 magnesium alloy reaches up to about 90% of that of the substrate after the surface defects are avoided. Moreover, the coarse grain of fusion zone, continuous second phase (��-Mn) and weld porosity are the main factors that result in lower tensile strength of laser welds in comparison of substrate.
Key words: MB8 magnesium alloy; laser welding; weld shape; microstructure; mechanical properties
��Ϊ�ܶ���С�Ľ����ṹ���ϣ�þ�Ͻ��ʺ�Ӧ�������������պ���ʹ����������ҵ�����������ṹ�����������ܺļ���߲�Ʒ���ܵ�����Ȼ����þ�Ͻ�ϲ�ı���������������Ӧ�÷�Χ������������ֱ��ͨ�����ι����Ʊ������㲿����ͨ�����ӹ���ʵ��þ�Ͻ����㲿�����Ʊ�������þ�Ͻ�Ӧ���������Ч������þ�Ͻ�ĵ��۵㡢������ѹ�����������ﻯ����ʹ�亸�Ӵ���һ�����ѡ���ˣ��������亸�������ǵ�ǰþ�Ͻ��о����ص�[1-2]��Ŀǰ���Ѿ��ж��ֺ��ӹ��գ���绡����[3-5]����������[6]������Ħ����[7-8]�����⺸��[9-14]��Ӧ����þ�Ͻ�ȡ����һ����չ�����У����⺸�Ӿ��к����ٶȿ졢������͡��������С����Ӱ����խ����ͷ������������ ��[9, 15-16]����Ϊþ�Ͻ��о���ע�Ľ��㡣
�ֽΣ��й�þ�ϽӵĴ��о���Ҫ����AZ��AMϵ��þ�Ͻ��Ҵ���ڱ����Ͻ���ʵ�顣����ʴ�����������ں��պ����г��õ�MB8þ�Ͻ���˵���亸���о������٣���������[17]��չ��3 mm��MB8þ�Ͻ𱡰�Ľ���Ħ�����о�����ȡ������Ҫ���������ݡ����ǣ����о��õ�������ٶȽ�Ϊ0.3 m/min����ͷ�����������Ҳ��Ϊĸ�ĵ�73%����Ȼ���������ִ���ҵ���ʸ�Ч�ĺ����������ü��⺸�ӵ��ŵ㣬MB8þ�Ͻ�ĺ���Ч�ʺͽ�ͷ����������һ����ߡ���ˣ�MB8þ�Ͻ⺸���о���þ��ҵ��չ���л������塣Ϊ�ˣ��������߲��ø߹���CO2��������10 mm MB8þ�Ͻ���ĺ��ӹ��ս����о��������亸����ι��ɡ���ͷ����֯����ѧ���ܽ���̽�֡�
1 ʵ��
����Rofin Sinar TR050 5kW CO2������������ģʽΪTEM01����������ͭ������۽�������Ϊ286 mm���۽�ֱ��Ϊ0.6 mm��ʵ�����Ϊ10 mm���MB8þ�Ͻ�壬��ߴ�Ϊ100 mm��50 mm����ɷ�(��������)Ϊ��1.8% Mn-0.18%Ce-98.02%Mg��ʵ���м����(P)�ͺ����ٶ�(v)�ı仯��Χ�ֱ�Ϊ1.0~4.0 kW��0.5~2.0 m/min�����뽹Ϊ1 mm��
����������Ϊ10 L/min������He���������Ƽ�����µ�������ЧӦ�����������ھ�Ϊ8 mm��������������ƶ�������ͬ��ͬʱ����������Ϊ10 L/min��β��Ar��������ֹ������������ʵ��װ����ͼ1��ʾ�����У�������ι����������ƽ��Ѻ���������������ƽ��ԽӺ��������ߴ���ͼ2��ʾ��

ͼ1 MB8þ�Ͻ⺸��װ��ʾ��ͼ
Fig.1 Schematic diagram of laser welding of MB8 magnesium alloy

ͼ2 ������������ߴ�
Fig.2 Dimensions of tensile test specimens (mm)
������ɺ��������Ӻ����м��жϲ����ñ��������������������ÿ�ζ�ᣭ�Ҵ���Һ(4.2 g��ζ��-10 mL����-20 mLˮ-100 mL�Ҵ�)��ʴ������ý�����������������β�����ɨ��羵�۲⺸������֯�ͶϿ���ò����Ӳ�ȼƲ���������Ӳ�ȣ����Ե�λ�ں����в�����������ΪHV0.1������ʱ��Ϊ15 s��
2 ���
ͼ3��ʾΪʵ�����ü��⺸��MB8þ�Ͻ�������ò����ͼ3��֪��MB8þ�Ͻ⺸���ָ״��ò�����ֳ����͵ļ������ۺ�������ʵ�鷢�֣���þ�Ͻ���ܶȽϵͣ��е�ͺ�����ѹ�ϸߣ������۳��������γ����ݣ��Ҵ������ݸ���С�������ݳ������Ӷ����º����������γ����ף���ͼ3 (g)��ʾ�����ǣ�ͨ�����ͺ����ٶȡ���ߺ�������������������ݳ�ʱ�䣬���������ܹ��õ���Ч���ơ�����ȫ��������£����������Ϊ�γ������ֻ����IJ���ĸ�ģ���ˣ����������Ϊȱ�����ϲ�����γ���ͼ3(d)��ʾ��δ����ȱ�ݣ���ֻ��ͨ���ĵ��ֹҺ̬�������������ٺ��첿�ֽ����������õ����ƣ���ͨ������������������������
ͼ4��ʾΪ����ʶԺ��������Ӱ����ɡ���ͼ4��֪�����ż���ʵ����ӣ��������������ӣ�������������������ϵ�������ÿ����1 kW����������Լ����2 mm���������Ϊ4 kW�������ٶ�Ϊ1 m/minʱ��10 mm��þ�Ͻ����ȫ������ͼ3(d)��ʾ���ں���δ��ʱ����������漤������Ӷ����ӣ���������������ȷ������͡�������Ϊ���ź���������۳���Һ̬�����������ʵ�������С������ĺ�������ͨ���۳������������뺸��ײ������������ں����ϰ벿�ֵĻ��ۣ�����ʹ������� ���͡�

ͼ3 MB8þ�Ͻ��ڲ�ͬ����ʺͺ����ٶ��º���������ò
Fig.3 Cross-section morphologies of laser welded MB8 magnesium alloy at different laser powers (P) and weld velocities (v): (a) P=1 kW, v=1 m/min; (b) P=2 kW, v=1 m/min; (c) P=3 kW, v=1 m/min; (d) P=4 kW, v=1 m/min; (e) P=1 kW, v=2 m/min; (f) P= 2 kW, v=2 m/min; (g) P=3 kW, v=2 m/min; (h) P=4 kW, v=2 m/min

ͼ4 ����ʶԺ�����״��Ӱ��
Fig.4 Effects of laser power on weld shape
Ϊ���о�MB8þ�Ͻ⺸�ӽ�ͷ������֯����ѧ���ܣ�����ȫ��ƽ��ԽӺ�����з������乤�ղ�������ò��ͼ3(d)��ʾ�ĺ�����ͬ��
2.2.1 ����֯
ͼ5��ʾΪ���ͺ��첻ͬ����ĵ�����֯����ͼ5(a)��ʾ��MB8þ�Ͻ������֯����Ϊ���ᾧ��������СΪ10 ��m���ҡ���ͼ5(b)��ʾ����Ӱ����(Heat affected zone, HAZ)���ۺ���(Fusion zone, FZ)֮��������Ե��ۺ��ߣ���Ӱ������֯����Ϊ���ᾧ����������С��һ���ߴ�Ϊ15~40 ��m��������Ϊ��Ӱ�����ڵı��ξ����ں��Ӽ��Ⱥ����ٽᾧ�����ڱ��δ��ܵ������������κ˳����γɵ��ᾧ���ں��Ӽ��ȹ����У�һ����Ӱ�����¶ȹ��ߣ����еIJ��־����ᷢ�������ٽᾧ����ͨ������Ǩ�ƣ��̲���Χ�����������γɴִ���������������ɸ��������ֲ��������ȡ���ͼ5(b)��(c)���Է��֣�����ڻ��ĺ���Ӱ�������ۺ����ľ������Դֻ���������ΪҪʵ��10 mm����ȫ����������ø߹��ʼ��⡣�ڽϸߵ��������£��ۺ��������ٶȽ����������γɴִ��������⣬�ۺ�����Ҫ�ɾ����ִ�ĵ��ᾧ��ɣ�������СԼΪ60 ��m�������ڳ�����״�ֲ�����������Ϊ��-Mn�����ۺ�����Χ�����ۺ��߸�������֯Ϊ��ֱ�ۺ������������Ĵִ���״����
2.2.2 ��Ӳ��
ͼ6��ʾΪ���ͺ������Ӳ�ȷֲ�ͼ����ͼ6��֪���ۺ�������Ӳ�����Ե��ڻ��ĵģ���Ӱ��������Ӳ���Ը��ڻ��ĵģ�����Ƚ�Ϊ0.4 mm����Ȼ���ۺ����ĵ���Ӳ��ȡ�������ڲ��Ĵִ�����������Ӱ������˵�������ߴ���ڽϴ���죬�����ڴ��ڲ������Դֻ��ľ�����������Ȼ���ڴ�����ĸ������ľ���(�����ǿ����ۺ���һ��)�������˸�������Ӳ�ȵ�Ѹ�ٽ��ͣ���һ���棬���ٽᾧ�����У�Ӳ�ȸ��ߵĵڶ���(��-Mn)�ij������������ڸ�������Ӳ�ȵ����ӡ������ߵ��ۺ������£���Ӱ��������Ӳ�ȷ����Ը��ڻ��ĵġ���������˵�����⺸�����Ӳ�Ⱥ�ͼ5��ʾ������֯���нϺõĶ�Ӧ��ϵ��
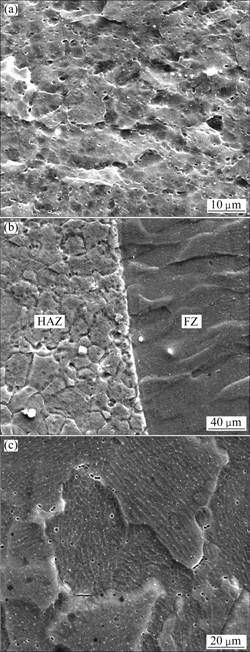
ͼ5 ���ͼ��⺸�������֯
Fig.5 Microstructures of typical laser weld seam: (a) Substrate; (b) Near fusion line; (c) Center of fusion zone

ͼ6 ���ͼ��⺸�����Ӳ�ȷֲ�
Fig.6 Microhardness distribution of typical laser weld seam
2.2.3 ��������
��Ϊþ�Ͻ��ں��ӹ������������أ����⺸�ӣ������Ǻ�庸���м��׳�����ͼ3(d)��ʾ��δ����ȱ��(Incompletely filled groove, IFG)�����ֹ��ɲ������ij���ȱ���ں���ʹ�ù����������γ�Ӧ�����У����������¹ʡ��Դˣ��������߶���Ӱ������˲��ԣ����巽��Ϊ�ֱ���ô���IFGȱ�ݺͻ��ӹ�����IFGȱ�ݵ����������������в��ԡ����⣬�������ܹ������ϵļ�����˿�����ջ������ͼ7��ʾ���α����ĺ��죬ͬʱ���������ͷ�Ŀ���ǿ������֤ͨ�����շ�������IFGȱ�ݺ�ͷ����ǿ�ȵ�ʵ�������̶ȡ�

ͼ7 ������˿������漰������ò
Fig.7 Surface (a) and transverse (b) morphologies of laser filling weld of MB8 magnesium alloy at P=4 kW and v=0.8 m/min
ͼ8��ʾΪ��ͬ���⺸��Ŀ���ǿ�Ȳ��Խ�������У�����IFGȱ�ݺͻ��ӹ�����IFGȱ�ݵļ��⺸�ӽ�ͷ���������ֱ���1#��2#��ʾ��������˿��������������3#��ʾ����ͼ8��ʾ�����������������ں��졣����IFGȱ��ʱ������Ŀ���ǿ��Ϊ177 MPa����Ϊ����(235 MPa)��75%�����ǣ����ӹ�ȥ��IFGȱ�ݺ���ǿ������214 MPa���ﵽ���ĵ�91%�����ͬʱ��ͨ������������IFGȱ�ݵļ�����˿����ͷ�Ŀ���ǿ��Ҳ�ﵽ205 MPa��Ϊ���ĵ�87%����Ȼ��IFGȱ�ݴ��γɵ�Ӧ��������1#��ͷ����ǿ�ȼ��罵�͵���Ҫԭ���ǣ�����IFGȱ�ݵ�Ӱ���2#��ͷ�Ŀ���ǿ����Ȼ���ڻ��ĵġ�ͨ����������֯��ͼ9(a)��ʾ������Ͽ���ò���Է��֣���Ҫԭ�������㣺���ȣ��ۺ����ڵĴִ�����ɽ�ͷǿ�ȵĽ��͡�����Hall-Petch��ϵ����ͷǿ�Ⱥ;����ߴ������� ��ϵ��
![]() (1)
(1)
ʽ�У���bΪ��ͷ�Ŀ���ǿ�ȣ�dΪ����ֱ������0��kΪ����Ͼ��������йصij�������ʽ(1)���Կ�������ͷ����ǿ���뾧��ֱ����ƽ���ɷ��ȡ���Ȼ���ۺ��������Ĵֻ����������ͽ�ͷ�Ŀ���ǿ�ȡ���Σ������ڴ��ڵ�һ���������������ͽ�ͷǿ�ȡ�����������У���������������������Ӧ�����з�չ��Ϊ������չԴ��ͬʱ���ٽ�ͷ����������������ɽ�ͷǿ�ȵĽ��͡�

ͼ8 ��ͬ���⺸��Ŀ���ǿ��
Fig.8 Tensile strength of different laser weld seams
ͼ9Ϊ���ͼ��⺸��(2#)������Ͽ���ò����ͼ9��֪��MB8þ�Ͻ⺸������Ͽڳ������ԵIJ�״˺����ò������Ϊ���Խ����Ͽڡ����������ò����Ҫԭ�����ۺ����ڵĴִ����������ֲ��ĵڶ���(��-Mn)��һ���棬�ִ��������˽�ͷ�Ķ���Ӧ�������������Գ̶ȣ���һ���棬�ھ����;��������������Ĵ��Ԧ�-Mn�ƻ��˾���������ԣ�����������У���Ϊλ���������ã�������������Щλ���γɲ���չ����ɽ�ͷ���ѣ����ͽ�ͷ����ǿ�ȡ�

ͼ9 ���⺸��(2#)������Ͽ���ò
Fig.9 Tensile fracture surface morphologies of typical laser weld (2#)
ͨ�����������о�������Ϊ��������е�MB8þ�Ͻ�Ħ�����躸����[17]�����⺸���ܹ���һ���̶�������亸�����ܺͺ���Ч�ʣ�����ߺ��ӽ�ͷ�Ŀ���ǿ��(�ɻ��ĵ�73 %������90 %����)�����ǣ��Ժ��ļ��⺸����˵�����ø�������������ü�����˿����������������δ����ȱ�ݣ���ͨ����С����������С�����ۺ���������С���ܻ�ÿ���ǿ�ȸ��ߵ�MB8þ�Ͻӽ�ͷ��
3 ����
1) MB8þ�Ͻ⺸��ʵ���ָ״��ò�����������뼤��ʻ��������ȹ�ϵ���ڱ�ʵ�������£������ÿ����1 kW����������Լ2 mm���������Ϊ4 kW�������ٶ�Ϊ1 m/minʱ��10 mm��þ�Ͻ����ȫ����
2) �����ۺ�����֯��Ҫ�ɴִ�ĵ��ᾧ��ɣ�������СԼΪ60 ��m����������������������״��-Mn���ۺ����ڿ����ۺ����������֯Ϊ��ֱ�ۺ������������Ĵִ���״������Ӱ��������֯Ϊ������С��һ�ĵ��ᾧ�������ߴ�Ϊ15~40 ��m��
3) ����������δ����ȱ�ݵ�����£�MB8þ�Ͻ��ͷ�Ŀ���ǿ�ȿɴﵽĸ�ĵ�90%���ҡ��ۺ����Ĵִ����������������ֲ��ĵڶ��༰����������ȱ�������MB8þ�Ͻ⺸�ӽ�ͷ��ѧ���ܵ��ڻ�����ѧ���ܵ���Ҫԭ��
REFERENCES
[1] FRIEDRICH H E, MORDIKE B L. Magnesium technology[M]. Berlin: Springer, 2006: 336-348.
[2] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
Feng Ji-cai, Wang Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[3] BEN-HAMU G, ELIEZER D, CROSS C E, BOLLINGAUS T. The relation between microstructure and corrosion behaviorof GTA welded AZ31B magnesium sheet[J]. Mater Sci Eng A, 2007, 452/453: 210-218.
[4] WOHLFAHRT H, RETHMEIER M, BOUAIFI B, SCHUTZ M. Metal-inert gas welding of magnesium alloy[J]. Weld Cut, 2003, 55: 80-84.
[5] ������, ����, �� ��, �� ��. ���Լ���þ�Ͻ�TIG���������Ӱ��[J]. ����ѧ��, 2006, 42(4): 399-404.
Liu Li-ming, Zhang Zhao-dong, Shen Yong, WANG Lai. Effects of activating fluxes on TIG welding penetration of magnesium alloy[J]. Acta Metall Sin, 2006, 42(4): 399-404.
[6] CHI C T, CHAO C G, LIU T F, WANG C C. A study of weldability and fracture modes in electron beam weldments of AZ series magnesium alloy[J]. Mater Sci Eng A, 2007, 435/436: 672-680.
[7] LEE W B, YEON Y M, JUNG S B. Joing properties of friction stir welded AZ31B-H24 magnesium alloy[J]. Mater Sci Tech, 2003, 19: 785-790.
[8] WANG X H, WANG K S. Microstructure and properties of friction stir butt-welded AZ31 magnesium alloy[J]. Mater Sci Eng A, 2007, 431: 114-117.
[9] CAO X, JAHAZI M, IMMARIGEON J P, WALLACE W. A review of laser welding techniques for magnesium alloys[J]. J Mater Process Tech, 2006, 171: 188-204.
[10] PAN L K, WANG C C, HSIAO Y C, HO K C. Optimization of Nd: YAG laser welding onto magnesium alloy via Taguchi analysis[J]. Opt Laser Tech, 2004, 37: 33-42.
[11] ȫ�ǽ�, ����, �� ÷, ���ջ�, ������. AM60����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2007, 17(4): 525-529.
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san. Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous metals, 2007, 17(4): 525-529.
[12] ����Ӣ, ��־��. AZ61 þ�Ͻ⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2006, 16(8): 1388-1393.
WANG Hong-ying, LI Zhi-jun. Microstructure and properties of AZ61 magnesium alloy joints produced by laser welding method[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(8): 1388-1393.
[13] ������, ���̷�, �� ��. ����绡���Ϻ���AZ31Bþ�Ͻ�[J]. �й�����, 2004, 31: 1523-1526.
Liu Li-ming, Wang Ji-feng, Song Gang. Hybrid laser-arc welding of AZ31B Mg alloy[J]. Chinese Journal of lasers, 2004, 31: 1523-1526.
[14] �� ��, ̷ ��, ��ܲ�, ������, �� ��. ���ղ�����AZ31þ�Ͻ�-MIG���Ϻ�����ε�Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(2): 222-227.
GAO Ming, TAN Bing, FENG Jie-cai, ZENG Xiao-yan, YAN Jun. Effects of welding parameters on weld shape of laser-MIG hybrid welding of AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(2): 222-227.
[15] ����Ӣ, Ī����, ��־��. AZ31þ�Ͻ�CO2������˿������[J]. ����ѧ��, 2007, 28(4): 93-96.
WANG Hong-ying, MO Shou-xing, LI Zhi-jun. CO2 laser welding of AZ31 magnesium alloys with filler wire[J]. Transactions of the China Welding Institution, 2006, 28(6): 93-96.
[16] Ф��ʫ, ������. ����-�绡���Ϻ��ӵ��о���չ[J]. �й�����, 2008, 35: 1680-1685.
XIAO Rong-shi, WU Shi-kai. Progress on laser-arc hybrid welding[J]. Chinese Journal of Lasers, 2008, 35: 1680-1685.
[17] �� ��, ������, ��³�, ��ϸӦ. þ�Ͻ𱡰�Ľ���Ħ��������[J]. ����ѧ��, 2006, 22(6): 18-21.
XING Li, KE Li-ming, SUN De-chao, ZHOU Xi-ying. Friction stir welding of MB8 magnesium alloy sheet[J]. Transactions of the China Welding Institution, 2006, 22(6): 18-21.
(�༭ ����Ƽ)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2008AA030116); ��������ʿ���½�ʦ����������Ŀ(200804871013)
�ո����ڣ�2010-05-25�������ڣ�2010-11-05
ͨ�����ߣ��� ���������ڣ���ʿ���绰��027-87792404; E-mail��mgao@mail.hust.edu.cn
