
���±�ţ�1004-0609(2015)-09-2372-09
�ڸ�ѹ�����Ʊ�6063���Ͻ����ιܼ��ıں�ֲ����ߴ羫��
�� ��1���� ǿ2����С��1��Է����1
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. һ���γ��ɷ�����˾������ 130001)
ժ Ҫ��
Ϊ��ʵ�����Ͻ�����ij�����ߵ��γ��е�Ӧ�ã����丱���ܺ������ڸ�ѹ���ι��̽���ʵ���о��������ܼ��ڵ��ͽ�����ѹ�䡢Ԥ�����Լ��ڸ�ѹ���ι����еĻ���ں�ֲ�����������ıں�ֲ����ɣ������ܼ��ڵ��ͽ���ߴ����̬���ʷֲ��������õ�������ߴ���������ֵ�����ƫ��������������������Ϊ2.63%�����ν���A-A��������λ��λ�ڳ�ֱ��������Բ�ǵĹ���������������Ϊ15.6%������������Ϊ3.31% �ľ��ν���B-B��������λ��λ�ڳ�ֱ��������Բ�ǵĹ���������������Ϊ15.8%�����⣬����A-A�����ߴ�ƫ��Ϊ0.19 mm������B-B�����ߴ�ƫ��Ϊ0.28 mm���������ͽ���ıں�ֲ����ߴ羫�Ⱦ��������Ҫ��
�ؼ��ʣ�
6063���Ͻ����ڸ�ѹ�������ں�ֲ����ߴ羫����
��ͼ����ţ�TG394���� ���ױ�־�룺A
Thickness distribution and size deviation of 6063 alloy irregular tubular parts prepared by hydroforming
CAI Yang1, LIU Qiang2, WANG Xiao-song1, YUAN Shi-jian1
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. China FAW Group Corporation, Changchun 130001, China)
Abstract: In order to realize the application of aluminum sub-frame in domestic car, experimental researches were conducted to investigate the hydroforming process of the sub-frame. The thickness distribution on typical section of tubular parts along the circle direction during the press bending, preforming, and hydroforming processes was separately measured, and the thickness distribution rule was mainly discussed. Then, the normal distribution function based on statistical analysis for the geometry size of various sections was carried out, and the maximum dimensional deviation compared with the designed requirement was obtained. The results show that, the maximum thinning rate of the irregular section A-A with a expansion rate of 2.63% is 15.6%, which is located at the transition region between the long straight side and left bottom corner, and the maximum dimensional deviation is 0.19 mm. The maximum thinning rate of rectangle section B-B with a expansion rate of 3.31% is 15.8%, which is located on the transition region between the long straight side and right bottom corner, and the maximum dimensional deviation is 0.28 mm. Both the thickness distribution and dimensional accuracy meet the design requirements.
Key words: 6063 aluminum; hydroforming; thickness distribution; size deviation
��������Ϊ��ʵ���������ܼ��š�������Ⱦ��Ŀ�ģ���������������ʼ��������������ṹ�������������[1-2]��ʵ�����̶ȵ�������Ч�������������ʺϽ�(�����Ͻ�þ�Ͻ��)���ν�����Ľṹ�����洫ͳ�ĸֲĽṹ��[3]����������������������ƵIJ�λ�dz����͵��̣�Ŀǰ��Ҫʹ��6000ϵ���Ͻ����ֲĽṹ��[5]��������Ϊ6000ϵ���Ͻ���������ԽϺõ�T4̬���Σ������ڿ��������ͨ���˹�ʱЧ�ﵽ�ܸߵ�ǿ��[6]�����Թ㷺Ӧ����ǿ��Ҫ��ϸߵ������㲿���ϡ��ڴ�ͳ�����У��������̼�һ����ͨ��ѹ�����ij�ѹ�����γɿ��Ľṹ�����������չ��̸��ӣ��������Ա�֤�����������ѧ���ܡ����������ܲ��ڸ�ѹ���μ����ڳ��θ������ν�����ļ�����õ��˹㷺Ӧ��[8-11]���ڸ�ѹ���β������Լ����ͳɱ������ҿ��Գ��ξ��и��ӽ�����������ṹ����������˾�״ν����Ͻ���ڸ�ѹ���μ��������һ��Ӧ����5ϵ�γ��ĵ��̼��ϣ�ʹ����������40%[12]��֮���ֽ�5454���Ͻ�MIG���ӹܽ����ڸ�ѹ���Σ�Ӧ�����˱���7ϵ�������ϣ�ʹ��������Ϊ14.1 kg[13]���ڳ���ṹ�����棬�µ�A2�Ͱµ�A8��ʹ��6014���Ͻ�ܲģ�����CNCԤ�������ڸ�ѹ�������ϵļ������Ʊ��˳����ϵı���泵������ʹ����������������[15]��2012���������·������������ȫ���Ͻ����ṹ��SUV���������������ڵij��������ڳ�ײ��������������Ac300T61(�ӽ���AA6014)���Ͻ�ʹ��������ṹ������ֵ���ȼ���39%[16]��
��Ȼ���Ͻ�ܲĽṹ��������Чʵ�����������ļ��ᣬ����ֹ���ȣ����Ͻ�ܲĵ�ǿ�ȵͣ��ӹ�Ӳ���̶�С���������ڸ�ѹ���ι����к�����������ʧ��[17]�����⣬�������Ͻ�ܲĵĸ�������ϵ��ԶС�ڸֹܵģ������Ͻ�ܲ����ڸ�ѹ�����к�ȷ�����ν����ף���������ȼ��������Ͻ�ܲ������ν����ڸ�ѹ���ι����У���Ҫ�ı���������Բ�dz���Ĺ��̣�����ڴˣ�������ѧ�߽�����һЩ�����о�������[19]���֣��ھ��ν����ڸ�ѹ���ι����У�����Ħ�������ã��Ӿ��ν���ֱ���е㵽���ɵ�ĵ�ЧӦ�����������Թ��ɵ㸽�����������أ������������ѡ�HWANG��[21]�Դ�Ҳ�����˴����о�[21]������ƽ����������˹�������Ƶ��õ��˾��ν���Ӧ��Ӧ���ϵ�����������ν����ڸ�ѹ���εıں�ֲ�����ģ�����������KORKOLIS��[23]�����˸������Ժ�Ħ������Ӱ�죬����ά�ǵ�Ԫģ���˷��ν����ڸ�ѹ���εıں�ֲ���XU��[24]������ν��������Ħ������б�߽Ƕȶ��ڸ�ѹ���αں��Ӱ�졣Ȼ����������Ӧ�õ��ڸ�ѹ���ι���ͨ�����в�������棬����Ħ�����Ͳ��ϵĸ�������ʹ�ں�ֲ���ø��Ӹ��ӣ�����������ģ�ͽ�������ɡ����⣬�����������ν���ܼ�ͨ����Ҫ�����ಽ���ܳ��Σ��ܼ�����������Ա��Σ����������������IJ�����������ֵģ������Ӧ��-Ӧ���ϵ������ں�ı仯�����⣬����ߴ�Ӱ���Źܼ��ڵ����е���Ͼ��ȣ�Ϊ�˱�֤����������װ�䣬�ܼ�����ijߴ羫�ȱ����������Ҫ��
��������������������Ͻ�ܲ��ڸ�ѹ���ι����Ѿ�������һЩ�о��������ѽ��ڸ�ѹ���ε����Ͻ���Ľṹ��Ӧ������������Ȼ������ĿǰΪֹ�����������Ͻ�γ����̽ṹ���ڸ�ѹ���������Ӧ�������հס���ˣ�����������ij�ߵ��γ��ĸ����ܺ���Ϊ�о�������ʵ�����о���6063�ܲ���ѹ�䡢Ԥ�����Լ��ڸ�ѹ���ι����е��ͽ���ıں�仯���ɣ��������ճ��ιܼ����ͽ���ijߴ羫�Ƚ������о���������о����Ͻ�ܲĵ����Ա��ι����Լ�ʵ���������Ƿdz�������ġ�
1 ʵ��
1.1 �������Լ�
��ʵ���в���6063-T4���Ͻ�ܲģ��⾶Ϊ87 mm���ں�Ϊ4 mm�������ں��Ϊ1.11%���ں�����Էdz��á��عܲ�������ȡ������������Instron5569������Ͻ��е����������飬�����õ��Ĺܲĵ���Ӧ��-Ӧ��������ͼ1��ʾ����1����Ϊ�ܲ���ѧ���ܲ��������Ц�sΪ����ǿ�ȣ���bΪ����ǿ�ȣ���Ϊ�Ϻ��쳤�ʣ�nΪӲ��ָ����KΪǿ��ϵ����

ͼ1 6063-T4�ܲĵ���Ӧ��-Ӧ������
Fig. 1 Stress-strain curve of aluminum alloy 6063-T4 tube
��1 6063-T4�ܲ���ѧ����
Table 1 Mechanical properties of 6063-T4 alloy tube

���Ͻ��ܺ�������άģ����ͼ2(a)��ʾ������һ�������������ν���ܼ�����˲���������ھ��Σ����м��������ϰ���ƽ�������Ҳ��ԳƵ����ν���(��ͼ2(b))��ͼ����ʾԲ�Ǿ�Ϊ��Բ�ǡ����ڸ�ѹ���θ����ܵľ���Ҫ��Ϊ�ߴ�ƫ��С��1%��
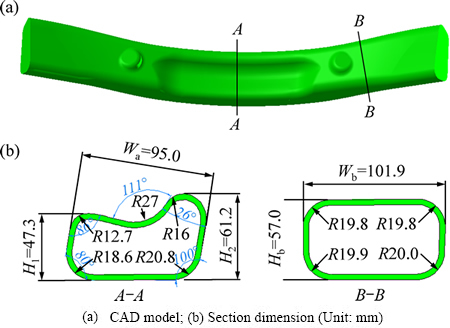
ͼ2 �����ܺ�����������״ʾ��ͼ
Fig. 2 Schematic diagram of sub-frame and section shape
1.2 ʵ��װ�����о�����
���ݸ����ܺ����Ľ��������֪���м����ν���A-A������ܳ�Ϊ280.52 mm��������Ϊ2.63%�����ν���B-B������ܳ�Ϊ282.36 mm��������Ϊ3.31%����Ƹ����ܺ����ij��ι������£��Թܲ����ν���ѹ�䡢Ԥ���Ρ��ڸ�ѹ���Ρ�
ѹ��ģ����Ƭ��ͼ3��ʾ��ԭʼ�ܲĵij���Ϊ1100 mm������ģ��ģ��ܼ������������Ӷ�ʹ�ܲ����ڸ�ѹ����Ŀ���������ͬ�����ʰ뾶��ѹ��ģ�ߵ����������ʰ뾶Ϊ746 mm��
�����ѹ��ܼ�ֱ�ӷ����ڸ�ѹ����ģ���к�ģ(��ͼ4(a))������ģ���й�������ܼ��սӴ�ʱ��ģ��ʣ���г�H�ϴ���ѹ������ʹ�ܼ��ڼ������ι�������������棬�γɷɱߡ����ԣ���Ҫ��ѹ������Ԥ���Σ�ʹ�ܼ��м�����Ϊ��ͼ4(b)��ʾ����ʽ���Դ�����С��ģ��ʣ���г̣��Ӷ�����ɱߵij��֡�

ͼ3 ѹ��ģ����Ƭ
Fig. 3 Photo of press bending die

ͼ4 Ԥ�����������ģǰ��ģʣ���г̹�ϵ
Fig. 4 Relationship between preform cross section and residua travel of upper die before closing die
��ʵ���е�Ԥ��������ѹ��Ļ����ϣ��ڹܼ���ѹ��ģ�ߵ���ģ֮���ڹܼ��м䴦����һ��ֱ��Ϊ60 mm������Ϊ200 mm�İ�Բ���ε��Ծ۰���������ѹ��ģ���ٴ�ѹ�ϣ�ʹ����ڲ��м�������ڸ�ѹģ������İ��ӣ��������Ϊ30 mm����ʱ�ܼ���Ԥ������״���ڸ�ѹ����ģ����ǻ����������ڹܼ����ڸ�ѹ���Ρ�
��Ԥ���ιܼ������ͿĨ�������ͽ����������ڸ�ѹ����ģ���У�����ģ�ߺ�ģ�����ҳ�ͷǰ�����ܶ˽��ܲ��ܷ����ܲ��ڲ������ѹҺ�壬�������յ��ڸ�ѹ���Σ�����ѹ��Ϊ120 MPa��
2 ���������
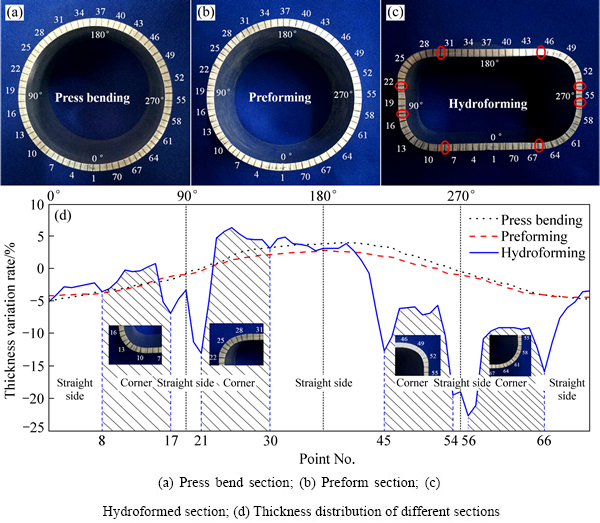
�ڳ���6063���Ͻ��ܺ����Ĺ����У�ԭʼ�ܲ�ѹ�䡢Ԥ���κ��ڸ�ѹ���ε�ʵ���Լ���Ƭ��ͼ5��ʾ������ͼ5(a)��ʾΪԭʼ�ܲ���Ƭ��ͼ5(b)��ʾΪѹ��ܼ���Ƭ�������ڸ�ѹ����Ŀ���������ͬ�����ʰ뾶��ͼ5(c)��ʾΪԤ���ιܼ���Ƭ������ڲ����õ��Ծ۰�������ѹ��һ�����ӣ�ͼ5(d)��ʾΪ���յ��ڸ�ѹ���ιܼ���Ƭ������ѹ��Ϊ120 MPa��
2.1 ���ͽ���Ļ���ں�ֲ�����
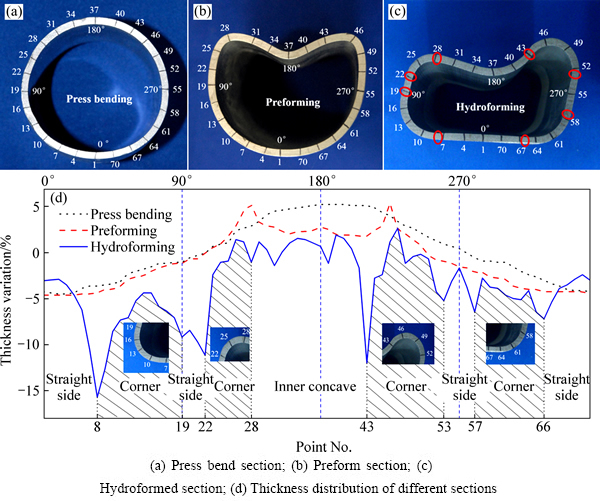
��ÿһ�����εĹܼ��ֱ��ص��ͽ���A-A��B-B�п��������价��ں�ֲ����õ��Ĺܼ���ѹ�䡢Ԥ���μ��ڸ�ѹ����3���εĵ��ͽ���ں�����ʷֲ����ɡ�ͼ6��ʾΪ���ν���A-A�Ļ���ں�仯�ʷֲ���
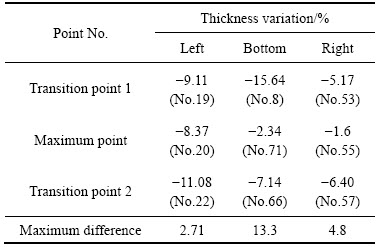
��ͼ6��֪��ԭʼ�ܲ��ڽ��е�һ��ѹ�����A-A��Ϊ��Բ�Σ�����������ڲ������ڽ��еڶ���Ԥ����ʱ������ڲ�����ڰ����м䰼�²��ֱں����(��37��5.3%������2.83%)���ڰ�������������(��28��2.96%������5.3%����46��4.06%������5.42%)������λ����̫��ı䣻�ڽ������һ���ڸ�ѹ���κ���0�㸽������һ������֮�⣬��������ıں������������ҳ��ֶ���ں����Σ�յ㡣ͼ6����Ӱ�����ʾ����A-AԲ�ǵıں�ֲ������Է��ֹ��ɵ������Բ�����ڸ�ѹ���αں�ֲ����߾���Ԥ����֮�£�˵�����ڸ�ѹ���ν���Բ�����ʱ�����������˱ں��������Բ��֮��������ֱ�ߣ��ڽϳ�����ֱ���У��е�����ɵ�֮��ij�������������13.3%�����ڽ϶̵���ֱ�ߺ���ֱ���У��е㸽����ֱ���������2.71%��4.8%������A-Aֱ�ߵ������ں���������2���С�
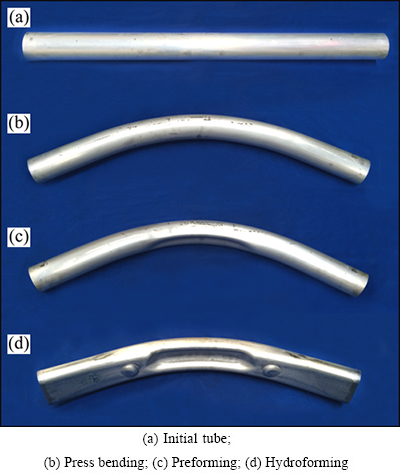
ͼ5 6063���Ͻ��ܺ������ι����в�ͬ�εĹܲ��Լ���Ƭ
Fig. 5 Photos of tubular parts in different stages during forming process of 6063 aluminum sub-frame
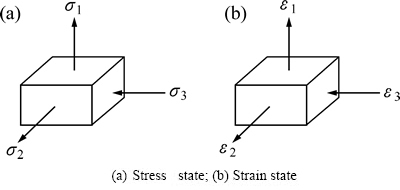
���ν���A-A����3�����ɵ���������أ��ֱ��ǣ����½ǹ��ɵ�(��8������Ϊ15.64%)�����Ͻǹ��ɵ�(��43������Ϊ11.95%)�����Ͻǹ��ɵ�(��22������Ϊ11.08%)��Ϊ��̽���⼸���������ҵ�ԭ�������ν������Ͻǽ�����ѧģ�ͣ���ͼ7��ʾ�������ƽ����һ��Ϊ�о������о�ֱ�ߵ�Ӧ��Ӧ��״̬�������о����ɵ��ЧӦ����Բ�Ǽ���뾶�Ĺ�ϵ��ͼ7(a)��ʾΪԲ����ֱ�����������������ͼ7(b)��ʾΪֱ��BC������������ͼ7(c)��ʾΪԲ�ǡ�AOB������������
ͼ6 6063���Ͻ�ܼ�����A-A�ں�仯�ʷֲ�
Fig. 6 Thickness variation distribution of section A-A in 6063 aluminum tube
��2 6063���Ͻ�ܼ�����A-Aֱ�������ں������
Table 2 Thinning rate of special point at straight side in section A-A of 6063 aluminum tube
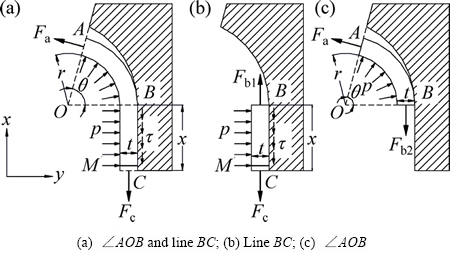
ͼ7 ���ν���A-A�ڸ�ѹ������������
Fig. 7 Hydroforming force analysis of irregular section A-A
���ڸ�ѹ���ι����У�������ѹ��������ֱ������Բ�Dz�����ģ����ʱ����Բ����ģ��Բ�Ǿ���ֱ�����У���BΪ�е㡣�����ڸ�ѹ���ι����У���ѹΪp��ֱ�߳���Ϊx��Բ�ǵ�1/2Ϊ�ȣ���Բ�ǰ뾶Ϊr���ں�Ϊt��ͼ7(b)��ֱ������C������ƽ�ⷽ��Ϊ
 (1)
(1)
ʽ�У�FcΪ��C��x����������������Fb1Ϊ��B��x������������������Ϊ�ܼ�������ģ���Ħ����Ӧ������������ƽ�⣬��=��p����ΪĦ��������
ͼ7(c)��Բ�ǵ�B��ƽ�ⷽ��Ϊ
 (2)
(2)
 (3)
(3)
��ʽ(1)��(2)��(3)�õ�
 (4)
(4)
��MΪֱ������C�����һ�㣬��M������������ͼ8��ʾ��
ͼ8 ͼ7�е�M��������
Fig. 8 Force analysis of point M shown in Fig. 7
��M��x����������Ӧ��Ϊ
 (5)
(5)
��M��y����������Ӧ��Ϊ
 (6)
(6)
�� ��
�� ���õ�ֱ���ϵ�M�ĵ�ЧӦ��Ϊ
���õ�ֱ���ϵ�M�ĵ�ЧӦ��Ϊ
 (7)
(7)
���ɵ�ĵ�ЧӦ��Ϊ
 (8)
(8)
��ͬһ�����У���ѹp��ͬ�����ӱں�t(x)���ȷֲ������ЧӦ����i�� �����ȡ���Բ�ǰ뾶��ȣ����ЧӦ����i��
�����ȡ���Բ�ǰ뾶��ȣ����ЧӦ����i�� �����ȣ�����(��0~90�㷶Χ)ʱ��Բ��ԽС����ЧӦ��Խ����Բ����ȣ����ЧӦ����i��r�����ȡ�
�����ȣ�����(��0~90�㷶Χ)ʱ��Բ��ԽС����ЧӦ��Խ����Բ����ȣ����ЧӦ����i��r�����ȡ�
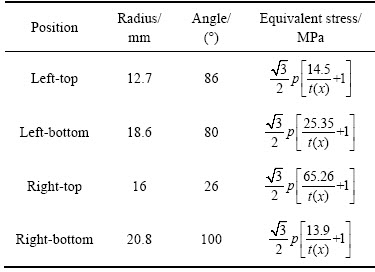
�����ν���A-A��4��Բ���У���Բ�ǰ뾶�ͽǶȴ���ʽ(8)��������3���С�������ֱ�ߵ��������ɵ㣬�ڸ�ѹ����ʱ���½ǹ��ɵ�(��8)�ļ�������4.31%��Ϊ15.64%�����½�(��66)��4.18%��Ϊ7.14%��Ԥ����ʱ�ں���������ڸ�ѹ����ʱ�ں����ܴ���ԭ��������Բ�ǰ뾶�ͽǶ�ʹ���½ǵĵ�ЧӦ���������½ǵģ�������Բ�����Ĺ����бں�����ϴ����ϽǵĹ��ɵ�(��28)�����ϽǵĹ��ɵ�(��43)���й۲죬���ϽǵĹ��ɵ���Ԥ����ʱ����5.3%��Ϊ�ڸ�ѹ����ʱ����1.99%�����ϽǵĹ��ɵ���Ԥ����ʱ����1.85%��Ϊ�ڸ�ѹ����ʱ����11.95%����ԭ�������ϽǵĽǶ�(26��)����С�����Ͻǵ�(86��)��ʹ���ЧӦ�����ܴ��������Ͻ���Բ�dz�������бں�����ϴ�
��3 6063���Ͻ�ܼ����ν���A-AԲ�Dz��������ɵ��ЧӦ��
Table 3 Parameters of fillet and equivalent stress of transition point in irregular section A-A of 6063 aluminum tube
���ν���B-B��4����Բ�ǡ�4��ֱ�����Ӷ��ɣ����ν���B-B�Ļ���ں�ֲ���ͼ9��ʾ��Ԥ����ʹ����ıں����ı�1.48%���ڸ�ѹ���κ���ں����Լ������ҳ����˶���ں����Σ�յ㡣ͼ9(d)����Ӱ����ΪԲ�ǵıں�ֲ������ɵ㴦���ͼ9(c)
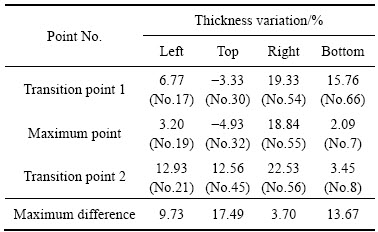
����4��ֱ�ߣ��ڽ϶̵���ֱ�ߺ���ֱ���У��е㸽����ֱ��������㴦������9.73%��3.7%���ڽϳ�������ֱ���У����ɵ����е�֮��ij����ֱ��������㴦������17.49%��13.67%������B-Bֱ�ߵ������ں���������4���С�
����B-B��4��Բ�Ǿ���ֱ�ǣ���Բ�ǰ뾶������ȣ������ڸ�ѹ����ʱ�ں�ֲ�ȴ���ܴ���������Ŀ���������Ϊ�ռ��������ߣ���ˮƽ����ֱ�����Ͼ������ȣ�����ֻ����ֱ�������ȵ�Ԥ���ιܼ������ھ��пռ��������ߵ�ģ����ǻ��ʱ�����˽����ƫ��ģ����ǻ�м䣬���º�ģʱ����ijһ���϶�����ڸ�ѹ����ʱԲ���������в��������࣬�ں�������ҡ���ͼ9���Կ���������B-B�ıں���180��~ 360����������ء�
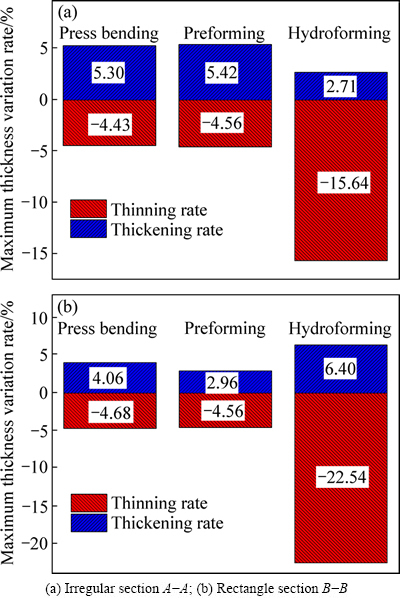
ͼ10��ʾΪ�������ͽ����ڸ����ղ��������ں�仯�ʡ���ͼ10��֪��Ԥ���ζԱں�����仯��Ӱ�첻�����ڸ�ѹ���ζԱں�仯��Ӱ��ϴ������ν���A-A�������Ԥ���Σ��ڸ�ѹ����ʹ����ıں����Լ�����ʹ�������������ʼ�С(��С��2.71%)��������������(��4.56%����15.64%)�����ھ��ν���B-B���ڸ�ѹ����ʹ������������������(��2.96%����6.4%)����������Ҳ����(��4.56%����22.54%)��
ͼ9 6063���Ͻ�ܼ�����B-B�ں�仯�ʷֲ�
Fig. 9 Thickness variation distribution of section B-B in 6063 aluminum tube
��4 ����B-Bֱ�������ıں�仯��
Table 4 Thickness variation of special point at straight side in section B-B
ͼ10 6063���Ͻ�ܼ�����ں����仯��
Fig. 10 Maximum thickness variation rate of 6063 aluminum tube
2.2 �ߴ����
�ڸ����ܺ���ʵ������ʱ�����ϵ�ÿ���ߴ綼��һ������������ɾ����֪����������̬�ֲ�N(�̣���2)����������(Ҳ�ơ�3�ҡ���)ͨ�����ڹ����жԴִ�����������Ϊ��������[��-�ң���+��]�ĸ���Ϊ63.8%����������[��-2�ң���+2��]�ĸ���Ϊ95.4%����������[��-3�ң���+3��]�ĸ���Ϊ99.7%��������[��-3�ң���+3��]���������Ϊ�ִ�����������Ϊ0.3%��Ӧ������
�Ը����ܺ��������������ͽ�����гߴ���������У�����A-A����3���ߴ磬ȡ36������������B-B����2���ߴ磬ȡ10��������
����A-A��Wa�ijߴ�(mm)�����������£�94.90��94.92��94.92��94.92��94.92��94.94��94.94��94.94��94.94��94.96��94.98��94.98��94.98��94.98��94.98��95.00��95.00��95.00��95.00��95.01��95.02��95.02��95.02��95.02��95.02��95.03��95.04��95.04��95.06��95.08��95.08��95.08��95.08��95.10��95.12��95.12��H1(mm)�ijߴ������������£�47.13��47.13��47.17��47.17��47.17��47.17��47.17��47.21��47.23��47.23��47.25��47.25��47.25��47.27��47.27��47.27��47.27��47.29��47.29��47.33��47.33��47.33��47.33��47.33��47.33��47.35��47.35��47.35��47.39��47.39��47.43��47.43��47.43��47.45��47.47��47.49��H2�ijߴ������������£�61.08��61.08��61.08��61.10��61.12��61.12��61.12��61.12��61.14��61.14��61.14��61.14��61.16��61.16��61.16��61.18��61.18��61.18��61.20��61.20��61.20��61.22��61.22��61.24��61.24��61.24��61.24��61.26��61.26��61.26��61.28��61.28��61.30��61.30��61.32��61.32�����������Ƴ���״ͼ������ϳ���̬�ֲ����ߣ���ͼ11��ʾ����ͼ11�ɼ�������A-A�ijߴ����ݶ�����[��-3�ң���+3��]�����ڣ�˵��������Ч�����������A-A���ߴ���������ֵ�����ƫ�����£�Wa�����ƫ��Ϊ0.12 mm(0.13%)��H1�����ƫ��Ϊ0.19 mm(0.40%)��H2�����ƫ��Ϊ0.12 mm(0.20%)��������0.5%��˵�����ν���A-A����ߴ羫��Ҫ��
����ͬ���ķ������Ծ��ν���B-B�������ߴ���з���������B-B��Wb(mm)�ijߴ������������£�101.72��101.78��101.80��101.82��101.82��101.82��101.86��101.88��101.92��101.94��Hb�ijߴ���������(mm)���£�56.68��56.74��56.78��56.78��56.82��56.84��56.84��56.88��56.88��56.90�����������Ƴ���״�ֲ�ͼ������ϳ���̬�ֲ����ߣ���ͼ12��ʾ����ͼ12�ɼ�������B-B�ijߴ����ݶ�����[��-3�ң���+3��]�����ڣ�˵��������Ч�����������B-B���ߴ���������ֵ�����ƫ�Wb�����ƫ��Ϊ0.38 mm(0.37%)��Hb�����ƫ��Ϊ0.28 mm(0.49%)��������0.5%�����ν���B-B����ߴ羫��Ҫ��
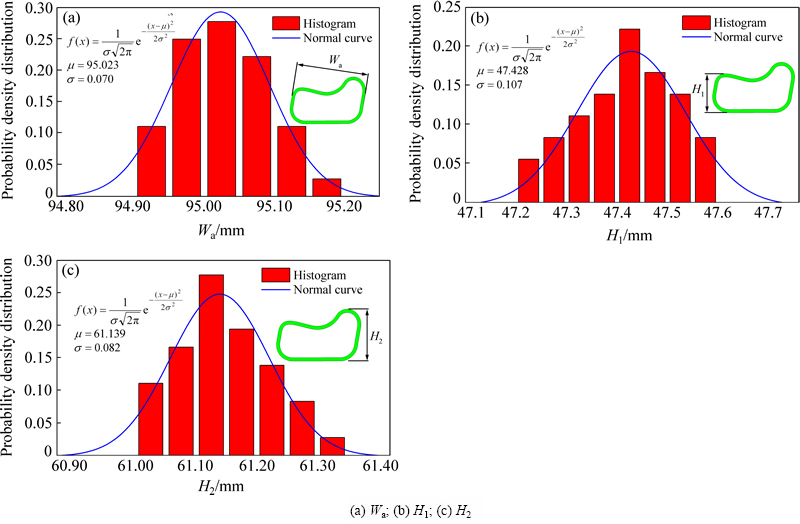
ͼ11 6063���Ͻ�ܼ�����A-A�ߴ���ʷֲ�
Fig.11 Probability distribution of section A-A size of 6063 aluminum tube

ͼ12 6063���Ͻ�ܼ�����B-B�ߴ���ʷֲ�
Fig.12 Probability distribution of section B-B size of 6063 aluminum tube
3 ����
1) ����ѹ�䡢Ԥ���κ��ڸ�ѹ���εĹ��ղ���ɹ��Ʊ������������������ν���Ľγ����Ͻ��ܺ��������м����ν���Ͷ˲����ν���Ϊ�����о��˽���ıں�ֲ����ɣ�����������Ϊ2.63% �����ν��棬��������Ϊ15.6%��������λ��λ�ڳ�ֱ��������Բ�ǵĹ�����������������Ϊ3.31% �ľ��ν��棬��������Ϊ15.8%��������λ��λ�ڳ�ֱ��������Բ�ǵĹ���������ֱ�ߵ��е㸽���ں����ֱ�ߵĹ��ɵ����е�֮��ijһ�����
2) �Ƶ����ڸ�ѹ����ʱ������ɵ㴦��ЧӦ����Բ�Ǽ���뾶�Ĺ�ϵ�����ӱں���ȷֲ���Բ��ԽС�뾶Խ��ʱ����ЧӦ��Խ�ں�Խ�����������ν��������Ͻ�(26��)���ɵ������Ϊ11.95%�����Դ������Ͻ�(86��)���ɵ�ļ�����1.99%��
3) Ԥ���ζԽ���ں��Ӱ�첻���ڸ�ѹ���ζԱں��Ӱ��ϴ������Ԥ���Σ��ڸ�ѹ����ʹ����ıں����Լ�����ʹ���ν��������������4.56%����15.64%��ʹ���ν���B-B������������4.56%����22.54%��
4) ���ڸ�ѹ���μ��������ͽ���ijߴ��������̬�ֲ���ϣ�������������֤�������ݵ���Ч�ԡ����������ν���A-A��ʵ�ʳߴ���������ֵ�����ƫ��Ϊ0.19 mm(0.4%)�����ν���B-B��ʵ�ʳߴ�����ƫ��Ϊ0.28 mm(0.49%)��ƫ���С��0.5%��������ߴ羫��Ҫ��
REFERENCES
[1] KOFFLER C, ROHDE-BRANDENBURGER K. On the calculation of fuel savings through lightweight design in automotive life cycle assessments[J]. The International Journal of Life Cycle Assessment, 2010, 15(1): 128-135.
[2] GUO R C, WU N, ZHANG G R. New materials for auto-body lightweight applications[J]. Advanced Materials Research, 2012, 341: 226-230.
[3] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2003-2010.
LIU Zhi-wen, LI Luo-xing. Review of bending short process for lightweight component[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2003-2010.
[4] HIRSCH J. Recent development in aluminium for automotive applications[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 1995-2002.
[5] MALLICK P K. �������������ϡ����������[M]. �ھ�ŵ, �ν���, ÷����, ��ռ��, ��. ����: ��е��ҵ������, 2012: 8-10.
MALLICK P K. Materials, design and manufacturing for lightweight vehicles[M]. YU Jing-nuo, SONG Jin-gui, MEI Wen-zheng, YANG Zhan-peng, transl. Beijing: China Machine Press, 2012: 8-10.
[6] Ҷ ��, �� ��, Ҧ����, ������. ������ 6xxx ϵ���Ͻ𱡱ڼ������Զ�����Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(4): 878-887.
YE Tuo, WANG Guan, YAO Zai-qi, LI Luo-xing. Ductilefracturebehaviorof6xxx aluminum alloy thin walled componentsof automobile[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 878-887.
[7] ZHONG H, ROMETSCH P, ESTRIN Y. Effect of alloy composition and heat treatment on mechanical performance of 6xxx aluminum alloys[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2174-2178.
[8] YUAN S, HE Z, LIU G. New developments of hydroforming in China[J]. Materials Transactions, 2012, 53(5): 787-795.
[9] QU Z D. Analysis and finite element method simulation of rear sub-frame hydroforming process[J]. Applied Mechanics and Materials, 2012, 130: 191-194.
[10] TOLAZZI M. Hydroforming applications in automotive: A review[J]. International Journal of Material Forming, 2010, 3(1): 307-310.
[11] YUAN S J. Deformation analysis of double-sided tube hydroforming in square-section die[J]. Journal of Materials Processing Technology, 2014, 214(7): 1341-1351.
[12] HARTL C. Research and advances in fundamentals and industrial applications of hydroforming[J]. Journal of Materials Processing Technology, 2005, 167(2): 383-392.
[13] HIRSCH J. Automotive trends in aluminium-the European perspective[J]. Europe, 2004, 28: 15-23.
[14] SPORER J, DELKER M, ZISLER A, KAUTS T. Hydroforming at BMW[C]//International Conference on Hydroforming. German: Fellbach, 2003: 91-109.
[15] KORKOLIS I. Formability and hydroforming of anisotropic aluminum tubes[D]. Austin: The University of Texas at Austin, 2009: 20-22.
[16] PALMEN N. Novelist and Jaguar Land Rover to supply lightweight SUVs[J]. Automotive Industries, 2012, 191(3): 38-39.
[17] BANABIC D, BARLAT F, CAZACU O, KUWABARA T. Advances in anisotropy and formability[J]. International Journal of Material Forming, 2010, 3(3): 165-189.
[18] XU X, LI S, ZHANG W, LIN Z. Analysis of thickness distribution of square-sectional hydroformed parts[J]. Journal of Materials Processing Technology, 2009, 209(1): 158-164.
[19] �� ��. 5A02 ���Ͻ��������߳��������ڸ�ѹ�����о�[D]. ������: ��������ҵ��ѧ, 2010: 31-55.
SONG Peng. Research on hydroforming of 5A02 aluminum alloy curved thin-walled tube with polygonal-sections[D]. Harbin: Harbin Institute of Technology, 2010: 31-55.
[20] �� ��, ��С��, �� ��. ���Ͻ���ν����ڸ�ѹ����Բ�dz�����Ϊ�о�[J]. ��е����ѧ��, 2010, 46(12): 59-64.
SONG Peng, WANG Xiao-song, HAN Cong. Filling behavior of transition corner in hydroforming of aluminum alloy rectangular section tube[J]. Journal of Mechanical Engineering, 2010, 46(12): 59-64.
[21] HWANG Y M, CHEN W C. Analysis of tube hydroforming in a square cross-sectional die[J]. International Journal of Plasticity, 2005, 21(9): 1815-1833.
[22] HWANG Y M, ALTAN T. Finite element analysis of tube hydroforming processes in a rectangular die[J]. Finite Elements in Analysis and Design, 2003, 39(11): 1071-1082.
[23] KORKOLIS Y P, KYRIAKIDES S. Hydroforming of anisotropic aluminum tubes: Part II Analysis[J]. International Journal of Mechanical Sciences, 2011, 53(2): 83-90.
[24] XU X, ZHANG W, LI S, LIN Z. Study of tube hydroforming in a trapezoid-sectional die[J]. Thin-Walled Structures, 2009, 47(11): 1397-1403.
(�༭ ������)
������Ŀ������ѧ�ߺʹ����Ŷӷ�չ�ƻ�����������Ŀ(IRT1229)
�ո����ڣ�2014-12-22�������ڣ�2015-04-23
ͨ�����ߣ���С�ɣ������ڣ���ʿ���绰��0451-86414761��E-mail��hitxswang@hit.edu.cn
ժ Ҫ��Ϊ��ʵ�����Ͻ�����ij�����ߵ��γ��е�Ӧ�ã����丱���ܺ������ڸ�ѹ���ι��̽���ʵ���о��������ܼ��ڵ��ͽ�����ѹ�䡢Ԥ�����Լ��ڸ�ѹ���ι����еĻ���ں�ֲ�����������ıں�ֲ����ɣ������ܼ��ڵ��ͽ���ߴ����̬���ʷֲ��������õ�������ߴ���������ֵ�����ƫ��������������������Ϊ2.63%�����ν���A-A��������λ��λ�ڳ�ֱ��������Բ�ǵĹ���������������Ϊ15.6%������������Ϊ3.31% �ľ��ν���B-B��������λ��λ�ڳ�ֱ��������Բ�ǵĹ���������������Ϊ15.8%�����⣬����A-A�����ߴ�ƫ��Ϊ0.19 mm������B-B�����ߴ�ƫ��Ϊ0.28 mm���������ͽ���ıں�ֲ����ߴ羫�Ⱦ��������Ҫ��
[3] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2003-2010.
[13] HIRSCH J. Automotive trends in aluminium-the European perspective[J]. Europe, 2004, 28: 15-23.
[19] �� ��. 5A02 ���Ͻ��������߳��������ڸ�ѹ�����о�[D]. ������: ��������ҵ��ѧ, 2010: 31-55.
[20] �� ��, ��С��, �� ��. ���Ͻ���ν����ڸ�ѹ����Բ�dz�����Ϊ�о�[J]. ��е����ѧ��, 2010, 46(12): 59-64.
