
DOI��10.19476/j.ysxb.1004.0609.2019.10.03
Al/Al�帴�������н��溸�������
���첨1�����2���� Ө1���� ΰ1��������1����ΰ1
(1. ��������ѧԺ ��е����ѧԺ������ 213001;
2. ������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 110189)
ժ Ҫ��
���˻�̬Al/Al���������½���ͬ�����첽��������ʵ�飬����ͬ�����ƺ��Al/Al����淢�����ϣ����첽����ʹ�Ѻ��ϵ�Al/Al������ֳ��ַ��롣Ϊ�˽�һ����֤Al/Al����溸����������ֱ��ͬ�����첽���ƺ��������������ʵ�飬���۲�����Ͽڵ�SEM������Ϊ��ͬ������ʱ���������ܵ��������Ӧ�����������ȶ���֮һ��(�Գ���)���������Ӧ��Ϊ0�����ּ�Ӧ���ֲ������ڸ��Ͻ�����ǿ��ѹӦ����ʵ�ֺ��ϣ����֮�£��첽���ƴ��ڴ��������������е������Ӧ����������ȷ���ֲ����ȣ���Al/Al��Ͻ����ܵ��������Ӧ�����������洦������ȣ��˼�Ӧ�����Ѿ����ϵĽ�������ƻ����ã����º����淢�����з��롣Ϊ������̽��ͬ�����ƺ������첽���Ʒ���Ļ��ƣ���������Ԫ��������ģ�⣬�õ��첽������Al/Al���洦�����Ӧ��Ϊ57.8 MPa���ﵽ��ҵ�������Ͻ���ļ���ǿ�ȣ�����������ļ��з��롣��Ϊڹ���첽�����µĽ�����������ṩ����֤����Щ�о�����Բ�״�����������Ʒ�ʽ��ѡ����нϴ�IJο���ֵ��
�ؼ��ʣ�
���帴�������������溸��������������첽������ͬ��������
���±�ţ�1004-0609(2019)-10-2236-09���� ��ͼ����ţ�TG339���� ���ױ�־�룺A
��״���������������������Ƶ�ǿ��ѹ������ʹ�Ӵ�����ι̵ؽ����һ��[1-2]���첽���Ƽ��������Ժ��������о��߳��Խ��첽���Ƹ��Ϸ�Ӧ���ڸ��ϰ������[3-4]��ͬ�����ƺ��첽���ƾ�����һ�ַ�ʽ�����ڸ��Ͻ����ϣ���һ��ֵ�������о������⡣
�첽���������������ٶȲ��Գ�Ϊ��Ҫ������һ�����Ƽ��������ص����ϡ��������Խ�����Ӵ�����Ħ���������෴�����ٹ���������Ħ��������ָ����������ڣ����ٹ���Ħ��������ָ����ڣ��ڰ���м��γɴ��������첽����������ͼ���ô������ڵ���Ի�����ʹ����Ħ�����ȣ�Ϊ�������ṩ���������⣬��Ի��������ڽӴ���������Ĥ����ͼ������ٽ��±����γɣ�Ϊ�������ṩ����������Ȼ������Ȼ�������ڵ���Ի��������ڽ����ϣ���Ҳ���ܺ��Դ������ڼ������Խ������ƻ����á��������йش�����Ϊ��Ӧ���Ƿ�ή�ͽ�����ǿ�ȣ�Ŀǰ�����ۣ���Ҫʵ�������̽����
Ϊ���ų���ѧ������ѧ���ضԽ��������Ӱ�죬�ѷ���������ѧ��Ϊ�ķ�Χ�ڣ������Բ�����ͬ�����㹤ҵ������Ϊ�о�������ͬ�����첽�������ƣ��о����������ϵ�״��������ͬ�����첽���Ʊ���������Ӧ���ķֲ���̽��Al/Al���ϰ��ͬ�����ƺ��ϵ��첽���ƽ��������ݱ��������ơ��о����������ֱ��������ȷ���ĸ�������[5-6]���ۻ�����[7-8]�н����������ѧ��ϵ�ȣ������ֲ��ϸ��������е���ѧ����Ҳ�вο���ֵ��
1 ʵ��
ʵ�����Ϊ�˻�̬(450 �棬1 h)�Ĺ�ҵ������1100���ߴ�Ϊ2 mm(��)��15 mm(��)��160 mm(��)�� ����ʵ��ǰ�����ô�ĥ�����б���ë��������Ȼ������ˮ�Ҵ���ϴ�����������棬ʹ��������ྻ���ۣ�����س��ȷ���������ۣ��Ӷ��õ�4 mm���Al/Al��������ͼ1��ʾ��
����ʵ���Ϊ�����Σ���һ��ʵ��������ֱ��Ϊ180 mm����ͨ����ͬ�������Ͻ��У���2�����Σ�����ѹ����Ϊ4 mm �� 1.8 mm �� 1.2 mm������ѹ���ʷֱ�Ϊ55%��33.3%����һ����ѹ����Ϊ70%�����Ʒ�������Ʒ���ȷ�����ƽ�У������ٶ�Ϊ220 mm/s���ڶ���ʵ���ڹ�����ֱ��Ϊ50 mm���Ĺ��첽�����Ͻ��У���7�����Σ�������ѹ�����Ϊ1.2 mm �� 0.80 mm �� 0.43 mm �� 0.30 mm �� 0.13 mm �� 0.1 mm �� 0.05 mm �� 0.028 mm���ڶ�����ѹ����Ϊ97.7%�������ٶ�Ϊ40 mm/s�����ٱ�Ϊ1.2��
�����ƺ��Al/Al�������ݽ��������ĥ����ͻ����ˮ��Һ��ʴ���ڹ�ѧ����(OLMPUS GX51)�¶���������Ľ��������й۲졣�ڵ������������(CMT 5000)�¶����ƺ��Al/Al������������ʵ�顣�����¶�Ϊ���¡���������Ϊ0.001 s-1�����������ijߴ����GB/T 228.1-200��Ҫ�����ƣ���ͼ2��ʾ�����Ϻ��Al/Al������ɨ��羵(FEI INSPECT S50)�¹۲졣�۲�λ��������������Ͽڴ���
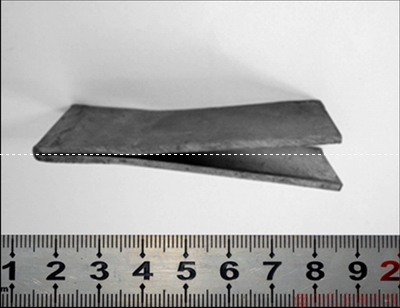
ͼ1 ����ǰ��Al/Al����
Fig. 1 Al/Al sample before rolling
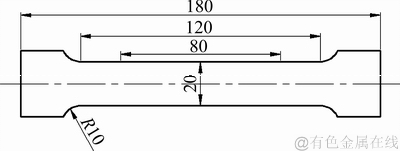
ͼ2 Al/Al����������״���ߴ�
Fig. 2 Shape and dimensions of Al/Al sample for tensile test (Unit: mm)
2 ʵ����
��һ��ͬ�����ƺ�õ�1.2 mm���Al/Al�������������ݽ�����л�е�����ѧ�����۲��Ѿ��ֱ治��Al/Al֮��ķֽ���(��ͼ3(a))���ɴ˿����жϣ�������������ͬ�����ƿ�ʹAl/Al�庸�ϡ�Ϊ�˽�һ����֤Al/Al�������ϵ���ʵ�ԣ���1.2 mm���Al/Al������������ʵ�飬����Ͽ�SEM��ò��ͼ3(b)��ʾ��ͨ���۲췢�֣�Al/Al�����Ͽ���ò������״��û�г��ֲַ�������ͬ�����ƺ������á�
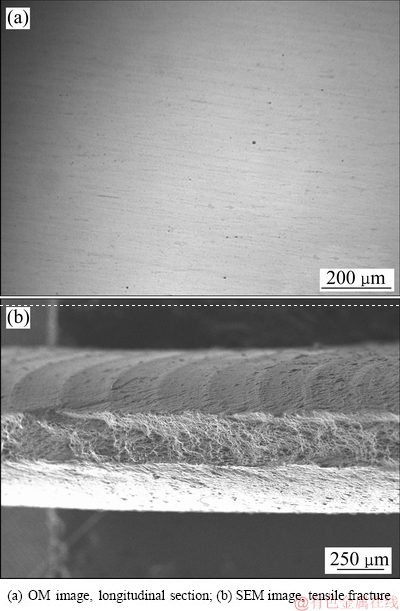
ͼ3 ͬ�����ƺ�Al/Al����������OM��SEM��
Fig. 3 OM and SEM images of welding interface of Al/Al sample after symmetrical rolling
�ڶ����첽����Al/Al�������������ͼ4��ʾ�����У�ͼ4(a)�Ǿ���1�����첽���ƺ��Al/Al�����ݽ����OM��ò��ѹ���ʦ�=33.3%��û�й۲쵽�ֽ��ߣ�����Al/Al���������������õĺ���״̬��Ȼ����������2�����첽���ƺ�(��=64.2%)��������Al/Al���ϴ����ݽ������м�λ�ó����˷ֽ��ߣ���ͼ4(b)��ʾ���ֲ��ߵij��ֱ�������ͬ�����ƺ��ϵ�Al/Al�������첽���ƶ�ʹ����������롣������첽���Ƶ�3����(��ͼ4(c))�͵�4����(��ͼ4(d))���ɼ��ֽ��ߡ������7�����첽���ơ�ѹ���ʦ�=97.7%����Ȼ���Թ۲쵽Al/Al����ķֽ���(��ͼ4(e))����������û�м���������ʵ�����������ڱ�ʵ���������첽�����շ����������α������ǣ�
 (1)
(1)
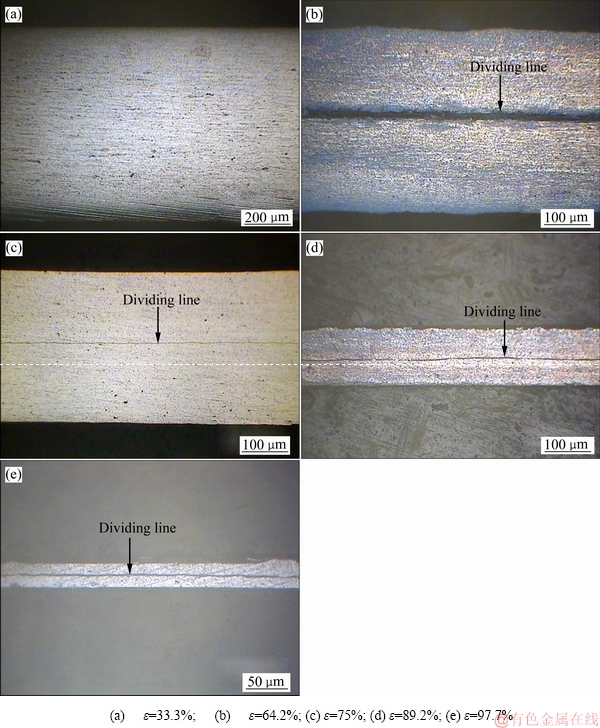
ͼ4 �첽���Ʋ�ͬѹ������Al/Al�������溸�Ϻͷ����OM��
Fig. 4 OM images of interface welding and separation of Al/Al samples after asymmetrical rolling at different reduction rates
Ϊ����֤Al/Al�첽���ƽ�������������ʵ�ԣ����첽���Ƹ����ε�Al/Al�����ֱ��������ʵ�飬����Ͽڵ�SEM����ͼ5��ʾ��ͨ���۲췢�֣�Al/Al����SEM�Ͽڷֲ������OM�۲�����ȫ�Ǻϣ��ٴ�֤�����첽�����½����������Ĵ��ڡ�
3 ����������
3.1 ͬ��/�첽����Al/Al����������Ӧ������
������״���ϲ��ϵĽ�����״̬������Ԫ֮��Ľ�Ϸ�ʽ�������[9]��Ŀǰ�������Ĺ��ิ�ϻ�����Ҫ�У���е�������ۡ��ٽᾧ���ۡ�����������[10-11]����������[12]����ɢ����[13]����Ĥ���ۺ���������[14]�ȡ���������������Ϊ�������Ľ�Ϲ��̿ɷ�Ϊ�����Ӵ��Ρ���ѧ���ýκ���ɢ�Ρ�
1) �����Ӵ��Σ����������������·������Ա��Σ������ϱ������������϶�����ʽ������ѷ��б���������ѹ���������´ﵽԭ�Ӽ�����õľ��룬����ԭ��֮������Ի�е����Ϊ�����������ã��γ�������ϡ�
2) ��ѧ���ýΣ�ԭ�ӻ����縳����������ѷ켷��������ԭ�Ӵﵽԭ������õľ��룬������ѧ���ã��γɽ�����(��ѧ��)�����ѷ��б�����������ԭ������õIJ��ֲ������ϣ�������Ⱦ�㡢�������Ӳ���㸲�ǵĵط���δ�γ���Ч�Ľ����ϡ�
3) ��ɢ�Σ���һ����ɢ�ȴ��������£����洦��ԭ�����ȼ���������·�������ɢ���γ�һ����ȵĽ���ԭ����ɢ�㣬�Ӷ�ʵ�������ι̵����ϡ�
�������۴ӹ��ิ�ϻ�����������ʾ���������Ϲ����н����Ľ�Ϸ�ʽ��������ͨ�����Ա���ʹ���ֽ���������е���ϡ��γɽ����������ͨ����ɢ�˻�ʹ���淢��ԭ�ӻ���ɢ������ʵ��ұ���ϡ�Ȼ�����������۲�δָ���������Ϲ�����˫������֮���ϵ����̶ֳȺ���Ҫ�Ľ�ϻ�����
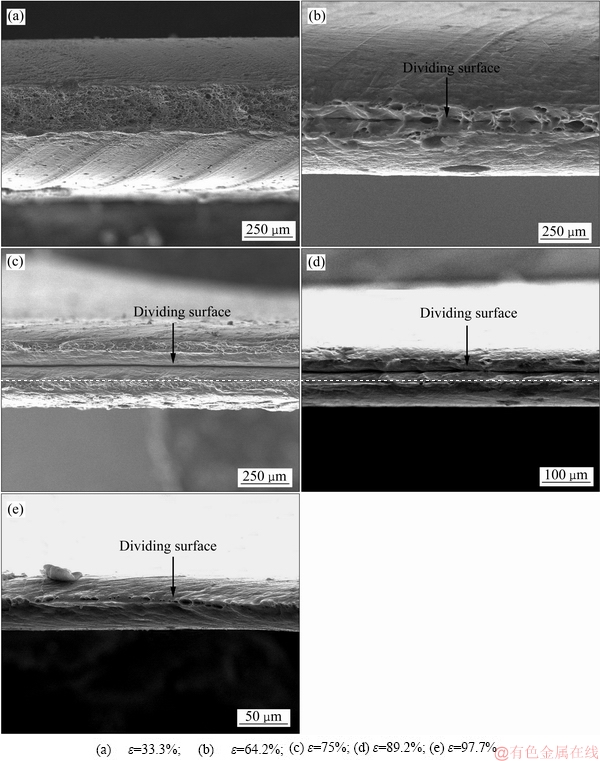
ͼ5 �첽���Ʋ�ͬѹ������Al/Al�������溸�Ϻͷ����SEM��
Fig. 5 SEM images of interface welding and separation of Al/Al samples after asymmetrical rolling at different reduction rates
��ʵ�鷢�ֹ�ҵ�������������ε�ͬ�����ƺ���������ʵ���˽���ĺ��ϡ����ں������������½��еģ�Alԭ�������������ֻ�Ǵ��������ͻ�ѧ���ýΣ�������������۵�ǰ�����Σ���û����ɢ�Σ���δ�ﵽ��ȫ�Ľ����ϡ���ˣ��ڽ��������첽���ƹ����У�����Ľ����������ס���첽���Ƶ�һ���εļ����ƻ������ڵ�2�����첽���ƺ�Al/Al������������Ӧ���������·������롣��ʹ�������ö�����첽�����������ֻ��0.028 mm��Al/Al����Ҳû�з������κ��ϣ�����ʼ�մ��ڷֲ�״̬���ɴ˿�֪��ͬ�����ƿ�ʹAl/Al���淢�����ϣ����첽������ʹ�Ѻ��Ͻ���������롣������ԭ�����£�
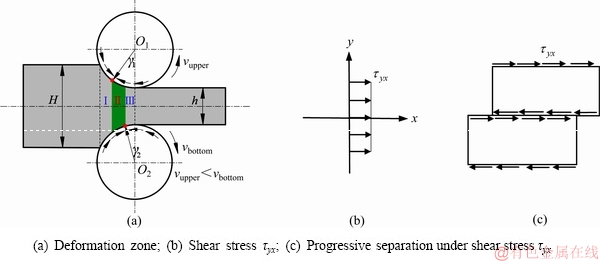
ͬ�����Ʊ���ʱ�ϡ��¹����������ٶ�һ�¡����ƹ������伸�κ������������������߶Գƣ���ͼ6(a)��ʾ����������������Ϊ�磬��Ϊ����(��)��ǰ����(��)�����ڱ������н�����������������˶���ǰ�����н����ƶ��ٶȸ����������ٶȵ�ˮƽ���������ں��������෴����ˣ�������������Ħ���������ָ�������棬�Խ����������谭���á�ֵ��ע��������ڶԳ��ԣ�ͬ������ʱ�������������Ӧ����yx�ڶԳ�����Ϊ�㣬�ڱ���ﵽ�����ֵ��f��ͨ������ӶԳ��浽�����yx�����Էֲ�����ͼ6(b)���������������ϵ������Ӧ����yx��y�᷽���ϵķֲ�Ϊ
 (2)
(2)
ʽ�У���f�������������Ӵ����Ħ��Ӧ����hx�DZ����������Ʒ���������һ�㴦��������ȡ�
��ʽ(2)��֪��ͬ�����ƹ����������ϡ��±����ܵ��������Ӧ�����������ȶ���֮һ����ƽ���ϵ������Ӧ����yx=0����ͼ6(b)��ʾ��ͬ����֪����ƽ���ϵļ�Ӧ����yz=0������������ȶ���֮һ����ƽ��Ҳ����Al/Al�Ľ���棬��ˣ�Al/Al�������ֻ��ѹӦ����û�м�Ӧ��������[15]�е��о���Ϊ�����ѹӦ�������Ĺ� �����ƱպϵĶ���������
�����ƱպϵĶ��������� Ϊ���ɱȣ�EΪ����ģ�����ȼ�����
Ϊ���ɱȣ�EΪ����ģ�����ȼ����� Ҳ���������ϵĶ���������S���أ�T���¶ȣ�A��������չ����� �������Ϸ������������ϵ�����Ϊ
Ҳ���������ϵĶ���������S���أ�T���¶ȣ�A��������չ����� �������Ϸ������������ϵ�����Ϊ
 (3)
(3)
ʽ�У����DZ����ܣ� �����Ա��ι����������������ϵ�������
�����Ա��ι����������������ϵ�������
��ʽ(3)��֪��ѹӦ���Һ��¶�T�����Դٽ��������ϡ����ڱ�������ԣ���ֻ��ѹӦ������Ӧ�������£�ֻҪ���㹻��ѹӦ����Al/Al������Խ����һ�𣬶�ԭ�е�Al/Al�ֽ�����֮��ʧ����ͼ6(c)��ʾ��
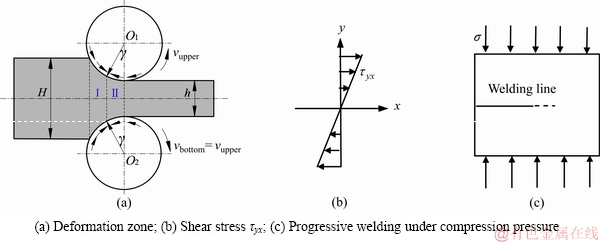
ͼ6 Al/Al��ͬ������Ӧ���ֲ�
Fig. 6 Stress distributions of Al/Al plates of symmetrical rolling
ͼ7 Al/Al�첽����Ӧ���ֲ�
Fig. 7 Stress distributions of Al/Al plates of asymmetrical rolling
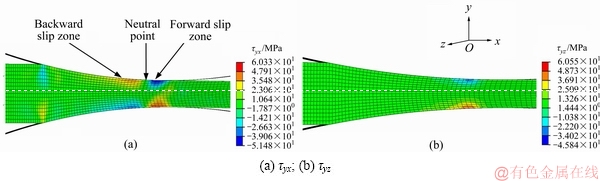
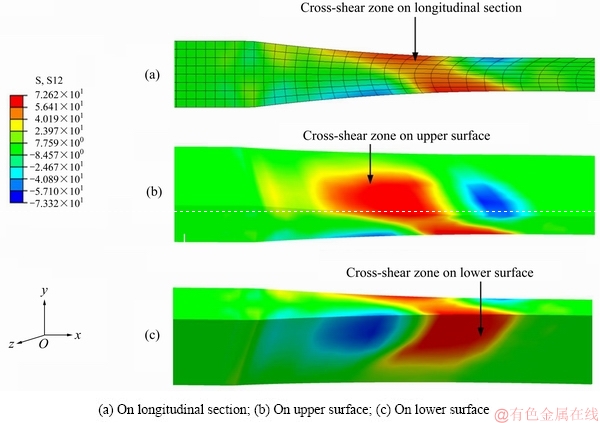
��ͬ��������ȣ��첽�����ϡ��¹����������ٶȲ���ȣ����±�����������������������˶����Գƣ��������������ԽǦ�1�ͦ�2����ȣ���ͼ7(a)��ʾ���������г�����ǰ�����ͺ����⣬�ڲ���ȵ��������ԽǦ�1�ͦ�2֮�����һ�����������ڴ������У����������ٶȲ�ʹĦ������������Ӧ�� (��ͼ7(b))�������ϡ�������Ħ����������ѹ����ͬ�������ϡ��¹������Ӧ���Ĵ�С��ȡ�����һ�£�����ͨ�������غ�ȷ���ķֲ�Ϊ������
(��ͼ7(b))�������ϡ�������Ħ����������ѹ����ͬ�������ϡ��¹������Ӧ���Ĵ�С��ȡ�����һ�£�����ͨ�������غ�ȷ���ķֲ�Ϊ������
 ��
�� (4)
(4)
��ʽ(4)��֪���������еļ�Ӧ����������ȷ�����ȣ�����ͬ�����Ƽ�Ӧ���ķֲ�(��ʽ(2))��ȫ��ͬ����Ӧ�����˵��²�����Ӧ�����⣬һ����Ӧ������ֵ������״���ϰ��Ľ��ǿ��ʱ������滹����������(��ͼ7(c))��
�ͱ��ĵĸ�������ʵ����ԣ���һ�ε�ͬ�������Ѿ�ʹAl/Al�����γɽ�ǿ�Ľ����������ڵڶ��εĵ�1���ε��첽���ƺ������첽���Ƶ������Ӧ��С�ڽ���ļ���ǿ�ȣ���û��ʹ���淢�����롣������ˣ�����Al/Al���������ܵ��첽���ƣ��첽���Ʋ����������Ӧ����Ȼʩ����Al/Al�����ϡ����Ե��ý����ܵ����������첽����ʱ��Al/Al������ַ��롣��ʹ�������������ֻ��0.028 mm��Al/Al����Ҳû���ٴ�ʵ�֡��족���ϣ��ֽ�����Ȼ���ڡ�
3.2 ͬ��/�첽���������Ӧ��������Ԫģ��
Ϊ�˽�һ��̽��ͬ��/�첽���ƹ����������Ӧ����Al/Al�����Ӱ�죬����ABAQUS������ͬ�����ơ��첽���Ʒֱ����������Ԫģ�⡣����ǰһ���ε�Ӧ��Ӧ��Ժ�һ���ε�Ӱ�죬�����˶������������3Dģ�͡�ͬʱ����Python�ű���ÿ�������ƺ����������������»��֣��Ӷ����������������ƹ�������������������ص����⣬�Դ�������㾫�ȡ����⣬�������������������ܼ�����������������ʵ������ѡȡ�������������ܣ������ܶ�2.71��103 kg/m3������ģ��69 GPa�����ɱ�0.34����������������������֮���Ħ������Ϊ0.17��������Ϊ�����壬������Ϊ�������塣�������Բ����������·��������������������϶��˻�̬Al�������в�ͬѹ������������Ȼ�����Щ������ͬѹ�������������Ͻ�ȡ�����������ֱ��������ʵ�飬����������Ӧ������Ϊ����Ԫ����IJ������ݡ�
ͼ8(a)��ʾΪ��һ����ͬ�����������Ӧ����ģ��������ͼ�в������Թ۲쵽���������Ե㡢ǰ�����ͺ����ķֲ�����������Կ�����������ȷ���ʲ����ȷֲ�����ֲ��ص��������ϡ��±���ļ�Ӧ�����(���ֵΪ48.2 MPa)����������ȶ���֮һ���ļ�Ӧ��Ϊ0�����ģ������ǰ���ͼ6(b)��ʾ�����۷����Ǻϡ�ͼ8(b)Ϊ����ˮƽ������Ӧ�� ��ģ��������ģ���������ֲ��������ͬ�����ϡ��±���ļ�Ӧ�����������ȶ���֮һ���ļ�Ӧ����ȻΪ�㡣�ۺ�ͼ8(a)��8(b)��֪��ͬ�����ƹ�����Al/Al������λ��������ȵĶ���֮һ������λ���ܵ��ļ�Ӧ������Ϊ0�������ڽ���ĺ��ϣ�����������ͬ������ʵ����Al/Al���ϵ�ʵ������һ�¡�
��ģ��������ģ���������ֲ��������ͬ�����ϡ��±���ļ�Ӧ�����������ȶ���֮һ���ļ�Ӧ����ȻΪ�㡣�ۺ�ͼ8(a)��8(b)��֪��ͬ�����ƹ�����Al/Al������λ��������ȵĶ���֮һ������λ���ܵ��ļ�Ӧ������Ϊ0�������ڽ���ĺ��ϣ�����������ͬ������ʵ����Al/Al���ϵ�ʵ������һ�¡�
ͼ9��ʾΪ�첽���Ƶ�2���ε������Ӧ��ģ��������ͼ9(a)���Կ��������Ӧ���ڴ������зֲ��ȽϾ��ȣ������ϡ��±��洦�ܵ��ļ�Ӧ����61.6 MPa��������ȶ���֮һ���ܵ��ļ�Ӧ����57.8 MPa�������첽������ͬ�������ڼ�Ӧ���ֲ��ϵ���Ҫ����ֵ��ע����ǣ���Ӧ��57.8 MPa�Ѿ��ӽ���ҵ�����Ŀ���ǿ��(60~70 MPa)[16]���ܹ�����Al/Al����ķ��롣��Щģ�����������첽���������Ӧ���Ķ��������Ϊڹ���첽���ƽ�����������ṩ����֤��
����������֪��ͬ�����ƿ���ʵ�ֽ������������º��ϣ����첽���Ʋ����ں��ϡ��ڸ��ϼ������Ʊ��У�Ϊ�˱����첽�����շ���������룬���Dz���ͬ������+�м��˻�+�첽���Ƶ����Ʋ��ԣ�������ͨ��ͬ��������ʵ�ֳ������ϣ�Ȼ����ͨ���м��˻���(�����������۵���ɢ��Ҫ��)ʹ���ϵõ���һ���ļӹ̣�����ٽ����첽���Ƶõ������������ȡ�
ͼ8 ͬ�����Ƽ�Ӧ����ģ����
Fig. 8 Simulation results of shear stresses of the symmetrical rolling
ͼ9 �첽���������Ӧ����yx��ģ����
Fig. 9 Simulation results of longitudinal shear stresses (��yx)
4 ����
1) �������¶�Al/Al��������ʱ�Ľ������������ʵ���о���������ͬ�����ƺ��첽�����������Ʒ�ʽ�Խ�����״����Ӱ�죬������������ͬ��������ѹ����70%�����£���ʹAl/Al�������淢�����ϣ����������첽���ƻ���Ѻ��ϵĽ��������ƻ����á�
2) �첽���ƴ������е��������Ӧ����yx�ǵ��½�������ƻ����õ���Ҫ���أ�����Ӧ����yx�ﵽ��������ǿ��ʱ������ɽ����ķ��롣
3) �ڱ�ʵ�������£�������Ԫ����ͬ�����첽���������������ֵģ�⣬ģ����������ͬ�����������ƶԳ��洦��Ӧ��Ϊ0�����첽���ƶԳ��洦�ļ�����Ϊ57.8 MPa���ﵽ��ҵ�������Ͻ���ļ���ǿ�ȡ���ˣ�Ϊ�˱����첽�����շ���������룬���Բ���ͬ������+�м��˻�+�첽���Ƶ����Ʋ��ԡ�
REFERENCES
[1] �� ��, �Ͻ���, �ܵ¾�. �ҹ��������ϰ���ĵ�������Ӧ��[J]. ����, 2017, 34(2): 43-47.
LI Long, BI Jian-hua, ZHOU De-jing. Production and application of metal clad plate and strip in China[J]. Steel Rolling, 2017, 34(2): 43-47.
[2] ������. ��նԳ�����304+Q235B���ϰ�����ʵ��[J]. ����, 2018, 35(3): 19-22, 32.
CHEN Run-ze. Production practice for 304+Q235B clad plate by vacuum symmetrical rolling[J]. Steel Rolling, 2018, 35(3): 19-22, 32.
[3] ���ط, ��С��, ������, �ھ���. �첽����ͭ/��˫�������ϰ������Ϊ���о�[J]. ������ѧѧ��, 2011, 32(5): 675-678.
ZHU Guo-yin, LI Xiao-bing, DING Ming-ming, YU Jiu-ming. Investigating deformation behavior of asymmetrically rolled Cu/Al bimetal clad sheets[J]. Journal of Northeastern University, 2011, 32(5): 675-678.
[4] ���ط, ��С��, �α���, Ҧ�㴺. �첽���ƶԸ�/�����ϰ���֯�����ܵ�Ӱ��[J]. ���ܲ���, 2010, 41(12): 2083-2086.
ZHU Guo-ying, LI Xiao-bing, SONG Bin-na, YAO Guang-chun. Effect of asymmetrical rolling precess on microstructures and mechanical property of steel/aluminum cladding plate[J]. Journal of Functional Materials, 2010, 41(12): 2083-2086.
[5] ������. ��������220 mm�غ�S355NL�ְ����֯���ܷ���[J]. �Ϻ�����, 2015, 37(5): 29-32.
MA Xing-yun. Analysis of the microstructure and properties for S355NL heavy steel plates with thickness of 220 mm by clad rolling[J]. Shanghai Metals, 2015, 37(5): 29-32.
[6] �����, �� ̹, ����Ⱥ, ԭ˼��, ���ı�, ������. ��������SM45�ְ����֯����[J]. ����, 2015, 50(3): 59-63.
LI Guang-long, ZHAO Tan, FAN Liu-qun, YUAN Si-yu, LI Wen-bin, LI Li-ming. Microstructure and properties of clad rolling SM45 steel plate[J]. Iron and Steel, 2015, 50(3): 59-63.
[7] ETEMAD A, DINI G, SCHWARZ S. Accumulative roll welding (ARB)-processed high-manganese twinning induced plasticity (TWIP) steel with extraordinary strength and reasonable ductility[J]. Materials Science and Engineering A, 2019, 742: 27-32.
[8] RAHMATABADI D, TAYYEBI M, SHEIKHI A, HASHEMI R. Fracture toughness investigation of Al1050/Cu/MgAZ31ZB multi-layered composite produced by accumulative roll welding process[J]. Materials Science and Engineering A. 2018, 734: 427-436.
[9] WANG C Y, JIANG Y B, XIE J X, ZHOU B J, ZHANG X J. Interface formation and welding mechanism of embedded aluminum-steel composite sheet during cold roll welding[J]. Materials Science and Engineering A, 2017, 708: 50-59.
[10] JAMAATI R, TOROGHINEJAD M R. Cold roll welding bond strengths: Review[J]. Materials Science and Technology, 2011, 27(7): 1101-1108.
[11] LI L, NAGAI K, YIN F X. Progress in cold roll welding of metals[J]. Science and Technology of Advanced Materials, 2008, 9(2): 1-11.
[12] MOHAMED H A, WASHBURN J. Mechanism of solid state pressure welding[J]. Welding Journal, 1975, 54(9): 302-310.
[13] MITANI Y, VARGAS R, ZAVALA M. Deformation and diffusion welding of aluminide-coated steels[J]. Thin Sold Films, 1984, 111(1): 37-42.
[14] EIZADJOU M, MANESH H D, JANGHORBAN K. Investigation of roll welding between aluminum alloy strips[J]. Materials & Design, 2008, 299(4): 909-913.
[15] �ܹ���, �߿���, ����, ������, ������. �������Ϲ��̵ķ��Ӷ���ѧģ��[J]. ��Ȼ��ѧ��չ, 2001(3): 78-83.
ZHOU Guo-hui, GAO Ke-wei, WANG Fa-rong, QIAO Li-jie, CHU Wu-yang. Molecular dynamics simulation of microcrack healing process [J].Progress in Natural Science, 2001(3): 78-83.
[16] �˸���, �Ŷ���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2006: 58.
PAN Fu-sheng, ZHANG Ding-fei. Aluminum alloy and its application[M]. Beijing: Chemical Industry Press, 2006: 58.
Interface welding and separation of Al/Al plates after sandwich rolling
YU Qing-bo1, LIU Xiang-hua2, SUN Ying1, CHEN Wei1, DING Li-hong1, CHAI Hua-wei1
(1. School of Mechanical Engineering, Jiangsu University of Technology, Changzhou 213001, China;
2. School of Materials Science and Engineering, Northeastern University, Shenyang 110819, China)
Abstract: Annealed Al/Al plates were rolled by symmetrical and asymmetrical rolling at room temperature. Based on the optical microscopy observation, the Al/Al plates were welded by symmetrical rolling, and the welded Al/Al plates were again separated by asymmetrical rolling. In order to further confirm the phenomenon of interface welding and separation of the Al/Al plates, the tensile tests were carried out on the samples after symmetrical and asymmetrical rolling, and the tensile fractures of the samples were observed by scanning electron microscopy. It is considered that the longitudinal shear stress acting on the surface of the rolled piece is the largest for symmetrical rolling, and the longitudinal shear stress acting on the plane at one-half of the thickness of the rolled piece (plane of symmetry) is zero. Such shear stress distributions are good for the welding of the interface. In contrast, for asymmetrical rolling, the longitudinal shear stress in cross-shear zone is uniformly distributed along the thickness direction of the rolled piece, i.e., the longitudinal shear stress acting on the Al/Al interface is almost equal to that acting on the surface of rolled piece. However, the longitudinal shear stress can also destroy the welded Al/Al interface, resulting in a separation at the welded interface. In order to obtain the welding mechanism of symmetrical rolling and the separation mechanism of asymmetrical rolling, the finite element method was used to simulate the two rolling processes. The simulation results show that the longitudinal shear stress at the Al/Al interface in asymmetrical rolling is 57.8 MPa, which reaches the shear strength of aluminum and can cause the shear separation at the welded interface. This provides a strong evidence to explain the phenomenon of interface separation in asymmetrical rolling. The results would be helpful in selecting suitable sandwich rolling process for layered metals.
Key words: aluminum plates; sandwich rolling; interface welding; interface separation; asymmetrical rolling; symmetrical rolling
Foundation item: Project(51374069) supported by the National Natural Science Foundation of China
Received date: 2018-10-15; Accepted date: 2019-06-10
Corresponding author: YU Qing-bo; Tel: +86-519-86953205; E-mail: qingboyu1970@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51374069)
�ո����ڣ�2018-10-15�������ڣ�2019-06-10
ͨ�����ߣ����첨�����ڣ���ʿ���绰��0519-86953205��E-mail��qingboyu1970@163.com
ժ Ҫ�����˻�̬Al/Al���������½���ͬ�����첽��������ʵ�飬����ͬ�����ƺ��Al/Al����淢�����ϣ����첽����ʹ�Ѻ��ϵ�Al/Al������ֳ��ַ��롣Ϊ�˽�һ����֤Al/Al����溸����������ֱ��ͬ�����첽���ƺ��������������ʵ�飬���۲�����Ͽڵ�SEM������Ϊ��ͬ������ʱ���������ܵ��������Ӧ�����������ȶ���֮һ��(�Գ���)���������Ӧ��Ϊ0�����ּ�Ӧ���ֲ������ڸ��Ͻ�����ǿ��ѹӦ����ʵ�ֺ��ϣ����֮�£��첽���ƴ��ڴ��������������е������Ӧ����������ȷ���ֲ����ȣ���Al/Al��Ͻ����ܵ��������Ӧ�����������洦������ȣ��˼�Ӧ�����Ѿ����ϵĽ�������ƻ����ã����º����淢�����з��롣Ϊ������̽��ͬ�����ƺ������첽���Ʒ���Ļ��ƣ���������Ԫ��������ģ�⣬�õ��첽������Al/Al���洦�����Ӧ��Ϊ57.8 MPa���ﵽ��ҵ�������Ͻ���ļ���ǿ�ȣ�����������ļ��з��롣��Ϊڹ���첽�����µĽ�����������ṩ����֤����Щ�о�����Բ�״�����������Ʒ�ʽ��ѡ����нϴ�IJο���ֵ��
[1] �� ��, �Ͻ���, �ܵ¾�. �ҹ��������ϰ���ĵ�������Ӧ��[J]. ����, 2017, 34(2): 43-47.
[2] ������. ��նԳ�����304+Q235B���ϰ�����ʵ��[J]. ����, 2018, 35(3): 19-22, 32.
[4] ���ط, ��С��, �α���, Ҧ�㴺. �첽���ƶԸ�/�����ϰ���֯�����ܵ�Ӱ��[J]. ���ܲ���, 2010, 41(12): 2083-2086.
[5] ������. ��������220 mm�غ�S355NL�ְ����֯���ܷ���[J]. �Ϻ�����, 2015, 37(5): 29-32.
[6] �����, �� ̹, ����Ⱥ, ԭ˼��, ���ı�, ������. ��������SM45�ְ����֯����[J]. ����, 2015, 50(3): 59-63.
[15] �ܹ���, �߿���, ����, ������, ������. �������Ϲ��̵ķ��Ӷ���ѧģ��[J]. ��Ȼ��ѧ��չ, 2001(3): 78-83.
[16] �˸���, �Ŷ���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2006: 58.
