
���±�ţ�1004-0609(2008)04-0595-06
AZ91Dþ�Ͻ���̬�������ѹ������
�ַ���1��ǿ��2������1��������2��������1
(1. ����������ѧ ����ʡ��ɫ�����²���ʡ�����������ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
���õ����ȴ�����AZ91Dþ�Ͻ���з�֦�������о����̬þ�Ͻ�Ĵ���ѹ�����գ��õ��������õĴ���ѹ��þ�Ͻ��Լ���ͨ���ı�ѹ����ѹ���ٶȵȹ��ղ����������俹��ǿ�Ⱥ��쳤�ʶ�����ѹ�����ٶȵ����������ӣ�����ѹѹ��Ϊ35 MPa��ѹ���ٶ�Ϊ4.5 m/sʱ���俹��ǿ�ȴﵽ���Ϊ237.5 MPa���쳤��Ϊ4.8%��ͨ����֯������Ϊ�����̬����ѹ���Ծ���ϸ��Ч�����ԣ������������ڳ������еĶ������飬Һ�������ɢ�����̾���ֱ�ӵĹ�ϵ��
�ؼ��ʣ�
þ�Ͻ���������������̬ѹ�������´�������ѧ������
��ͼ����ţ�TG 146.2+2���� ���ױ�ʶ�룺A
Die-casting process of semi-solid thixo-forming of
AZ91D Mg alloy
YAN Feng-yun1, QIANG Xu-dong2, ZHANG Yu-hai1, HUANG Xiao-feng2, FAN Song-yan1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Non-ferrous Metal Alloys and Processing, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: The non-dendrite or spherical grains microstructure of AZ91D magnesium was obtained using the isothermal treatment technique and the thixo-casting process were studied under semi-solid state. The specimens with good properties were obtained and analyzed. The effects of injection speed and additional pressure on tensile strength, elongation rate and microstructure of specimens were investigated. The results show that the mechanical properties of alloy can be improved with the increase of injection speed and additional pressure. While the additional pressure is 35 MPa and the injection speed is 4.5 m/s, the tensile strength and elongation rate can reach 237.5 MPa and 4.8%, respectively. Through the microstructure analysis, the semi-solid thixo-casting most obviously refines the crystal grain. The solid phase particles in the semi-solid ingot may be broken into pieces again and the liquid phase may be sprayed and solidified during filling process due to most high shearing strength.
Key words: magnesium alloy; thixo-forming; semi-solid die casting; isothermal heat treatment; mechanical properties
þ�Ͻ���нϸߵı�ǿ�Ⱥͱȵ���ģ�������õĸ��ԡ������ԡ������ӹ��ԺͿ����������,�ϵ͵ij����¶ȵ��ŵ㣬��Ϊ21�����������ϵ���Ҫ��ɲ���[1]��þ�Ͻ�ӹ�����Ϊ21������߷�չǰ������ɫ��ҵ[2]��
ѹ����þ�Ͻ���������Ҫ�ij��ι��ա�����þ�����ܲ�����93%����ѹ�����������ġ�����Ҫ������þ�Ͻ����������ѹ���������ܡ�AZ91D ��һ������ʹ�õ���Ҫѹ��þ�Ͻ��Ҿ��нϸߵ�ǿ�ȼ����õ���������[3]���������Ͻ���ȣ������������ ������ͨ�����̬���μ��������ͳ����¶Ⱥ������������������þ�Ͻ�ǿ��[4-7]��þ�Ͻ���̬���μ����ѳɹ���ҵ��Ӧ�õ�������Dow��ѧ��˾�����Ĵ���ע���(Thixomolding Machine)���������ʱ�Ĺ�����С��30%����Ҫ��������Ҫ�ߵ� 3C ��� Ʒ[8]�������ѧ�����пƼ���ѧ�ͱ�����ɫ�����о���Ժ�ȵ�λ�ֱ���̬����ѹ��������ѹ�������伷ѹ�����������о�[9-12]��Ϊ�����İ��̬������չ�ṩ�˽�����������þ�Ͻ���̬�����о���Ҫ�����ڰ��̬���ϵ��Ʊ�[13]�Ͱ��̬������Ϊ�ȷ��档
���о����������ѹ�����ͼ���ʽѹ��ʵ��þ�Ͻ���̬����ѹ�����·��������а��̬���ϲ��õ��´�������������˵��´����õĹ�ʽ���ȱ���¯�����ʽѹ�����ӣ������о��˰��̬ѹ�����ղ�����þ�Ͻ���֯����ѧ���ܵ�Ӱ�졣
1 ʵ��
ʵ�����Ϊ�� AZ91D þ�Ͻ��仯ѧ�ɷ����1���С��Ͻ����ۡ��������ʵ��ı��ʴ�����ע��d50 mm��500 mm �����ϡ�ʹ��ǰ��ȥ��������Ƥ���ӹ��� d47.5 mm Բ���ζ��ϡ��� DSC �������úϽ���ۻ���ʼ�¶�Ϊ 468 �棬�ۻ������¶�Ϊ 596 �棬�����¶�Ϊ 421 �档
��1 ��AZ91Dþ�Ͻ�Ļ�ѧ�ɷ�
Table 1 ��Chemical component of AZ91D magnesium alloy (mass fraction, %)
ʵ��װ�þֲ�ͼ��ͼ1 ��ʾ�����̬���´����õļ��ȱ���¯(9)�����ʽѹ��(3)���ӣ������ʴ�����þ�Ͻ����ڱ��������м��ȡ����´�����ͬʱ��ɺϽ�İ��̬���ͷ�֦���������̬����(7)������(8)�������ʽѹ�ң������ɳ�ͷ(5)ʵʩþ�Ͻ���̬����ѹ�����ڶ������۹�����ʵ�ְ��̬��֦���������˵İ��̬�����ȴ����¶�Ϊ 580 �棬����ʱ��Ϊ 90 min[14]��

ͼ1 ���´���¯�������ʽѹ������ͼ
Fig.1 Schematic diagram of semi-solid ingot heating furnace connect with heated Sleeve of cold-chamber die casting machine: 1��Fixation machine; 2��Fix block; 3��Shot sleeve; 4��Electrical heater; 5��Piston (1); 6��Protective gas gate; 7��Semi-solid ingot; 8��Piston (2); 9��Furnace tube
�õ¹�������˾������DAK 450-54��ʽ����ѹ����ѹ������, ����ѹ��ģ����GB/T13822��92��ƣ���̬���������ܳ�Ϊ170 mm��������ֱ��Ϊ 6.4 mm�������γ���Ϊ60 mm����������ߴ�Ϊ 6 mm��6 mm����Instron810 ����������ⶨ�����������������ܣ�����CIEM-30D-CPC������ⶨ�����ij�����ԣ�S520ɨ��羵�۲�����Ͽڣ�MEF-3���������۲������֯��
ѹ�����ղ����DZ�֤ѹ�����ۺ����ܵĹؼ���ͬʱҲֱ��Ӱ������Ч�ʺ�ģ��������ʵ����õĹ��ղ���Ϊ����ѹѹ��24~38 MPa����ѹʱ��30 ms��ѹ���ٶ�2.5~5.5 m/s��ģ���¶�220 �棬ѹ���¶� 350 �档����������ij����������֯���ܵ�Ӱ��ʱ�����������̶���
2 ����������
2.1 ѹ�����ղ����Դ������AZ91D�Ͻ���ѧ���ܵ�Ӱ��
2.1.1 ѹ���ٶȶ�þ�Ͻ���̬ѹ������ѧ���ܵ� Ӱ��
���õ���ѹѹǿΪ35 MPa������ѹ���ٶȶ���ѧ���ܵ�Ӱ�졣ͼ2��ʾΪѹ���ٶȶԴ������AZ91D�Ͻ���ǿ�Ⱥ��쳤�ʵ�Ӱ�졣��ͼ2�ɿ����������Ŀ���ǿ�Ⱥ��쳤������ѹ���ٶȵ����Ӷ�����ߡ���������þ�ĽᾧDZ��С���ͷ�������Խ��٣����ڽ���ģ������ʱ��������ѹ��ģ����Ӵ����ܣ�����Ч�����������þ�Ͻ���̬ѹ��ʱ�������ٶȽ�һ��Һ̬ѹ��Ҫ�죬���ֿ���������ΪҲ����һ���̶������������ڽ�������Һ����ѹ���������ѹ���ٶȹ��ͣ������Һ������������ʹԶ�뽽�ڲ�λ�������ò�����ֲ������Ӷ��γɽ϶�����ɡ��������ȱ�ݡ�ѹ���ٶȵ���߽�����ת��Ϊ���ܣ�����˺Ͻ�������ٴ��ںϣ�ʹ����Һ����������ߣ��������������ɵ�ȱ�ݣ��Ӷ�������俹��ǿ�Ⱥ��쳤�ʡ��������ѹ���ٶ����ھ���̫������壬�ںϽ�Һ�ڲ��γɷ�����ѹ��Ҳ������Һ��IJ����������γ����ס��������ɣ������˺Ͻ���ǿ�Ⱥ��쳤�ʡ�

ͼ2 ѹ���ٶȶԴ������AZ91D�Ͻ���ǿ�Ⱥ��쳤�ʵ�Ӱ��
Fig.2 Effects of injection speed on tensile strength and elongation of thixo-forming AZ91D alloy
ͼ3��ʾΪѹ���ٶȶԴ������AZ91D�Ͻ�Ӳ�Ⱥͳ�����Ե�Ӱ�졣��ͼ3�ɿ��������ٶȴ�2.5 m/s������3.5 m/sʱ��������Ӳ�ȱ仯�����ٶȴ�3.5 m/s������5.5 m/sʱ��Ӳ��ֵ�����������������ڸ��ٳ���ʱ��������ȴ�ٶȿ쵼��ѹ�����������֯ʮ��ϸС�������������γ����ܵĽ����ǣ�������Ӳ��ֵ�����������ٶȴ�2.5m/s������3.5m/sʱ����������½�������4.5 m/s������5.5m/sʱ���������������о�����Ϊ���������ٶȹ��죬�γɵĽ����Ƿdz�������ȴ���̹����в���������Ӧ��ȫ���ɼ����Ľ����Dz�е�����Ӧ�����������Dz�ļ���ǿ�Ⱥ����Dz㷢��˺�ѡ�ͬʱ���������ĸ��½���Һ�ӽ����Dz�ı�������ʱ����Ȼ����������ϣ����ڱ������γ����������ơ�����ں����ij��ʵ���У����ȴ���ЩС�����ƴ��������ѣ����ºϽ������Խ���[15-16]��

ͼ3 ѹ���ٶȶԴ������AZ91D�Ͻ�Ӳ�Ⱥͳ�����Ե�Ӱ��
Fig.3��Effects of injection speed on rigidity and impact toughness of thixo-forming AZ91D alloy
����������ѹ�����μ����ڱ���ϸ�������ڲ��־�����ѹ���ٶ�����ʹ�������㾧��ϸС��Ӳ��������ͬʱҲʹ�ڲ�������С��������������ܡ�������ʵ��ʱ��������������غɣ��������ڲ���������չ�����棬��������ڲ��־���������Ҫ���ã��ڽ��г��ʵ��ʱ�����ȶ��ѵ��DZ�������Dz㣬���ƴӱ�����չ���ڲ�����������̽�����������Ҫ���ã������������С�������������˳�����ԡ�
2.1.2 ��ѹѹǿ��þ�Ͻ���̬ѹ������ѧ���ܵ� Ӱ��
�ڹ̶�ѹ���ٶ�Ϊ4.5 m/s�£���������ѹ��ѹ�ԺϽ����ܵ�Ӱ�졣ͼ4��ʾΪ��ѹѹǿ�Դ������AZ91D�Ͻ���ǿ�Ⱥ��쳤�ʵ�Ӱ�졣ͼ5��ʾΪ��ѹѹǿ�Դ������AZ91D�Ͻ�Ӳ�Ⱥͳ�����Ե�Ӱ�졣

ͼ4 ��ѹѹǿ�Դ������AZ91D�Ͻ���ǿ�Ⱥ��쳤�ʵ�Ӱ��
Fig.4 Effects of boost pressure on tensile strength and elongation of thixo-forming AZ91D alloy
��ͼ4��5���Կ�����������ѹѹǿ������, ���μ��Ŀ���ǿ�Ⱥ��쳤������һ�£��������Ҳ��֮���ӡ�������֪��ѹǿ�������������������ԣ�ʹ���μ���Զ�˵õ������������ٻ���ɢ����ʹ���μ��ı�����ڲ���֯��Ϊ���ܣ��Ӷ�����˿���ǿ�ȡ��������Լ�������ԡ���ѹ������У�ѹ���ٶ���ѹǿ��ͬ���������������Ҫ�����á�ͼ6��ʾΪ���´���ǰ��AZ91D�Ͻ������֯����ͼ6�пɿ�����ѹǿ��Ӳ��Ӱ�첢�����ԡ�Ҳ���о�����Ϊ�����ı���Ӳ�Ȳ���ѹǿ���ٶȵ�Ӱ�죬��ȴ���źϽ��������������߶�����[17]��

ͼ5 ��ѹѹǿ�Դ������AZ91D�Ͻ�Ӳ�Ⱥͳ�����Ե�Ӱ��
Fig.5 Effects of boost pressure on rigidity and impact toughness of thixo-forming AZ91D alloy
2.2 ѹ���Դ������AZ91D�Ͻ���֯��Ӱ��
2.2.1 ��̬������֯�͵����ȴ��������֯����
AZ91Dþ�Ͻ���̬������֯��ͼ6(a)��ʾ���������ȴ������̬������֯ת��Ϊ������״��֯��Һ�࣬�Ҿ������ԵĴ�������[18]��AZ91Dþ�Ͻ�������֯�ɳ������-Mg������(dzɫ����)�γɵķ�����֦������֦����ֲ��Ĺ������-Mg+Mg17Al12���ɡ������¹����У�Mg17Al12��Ჿ�������-Mg���У�ʹ�ò��ֶ���֦���ۺϲ����������¶ȵĽ�һ���������ʱ����ӳ���ʹ�¶Ⱦ��Ȼ�����������֦�� ��-Mg���еĹ������-Mg+Mg17Al12��ʼ�ۻ�, �۵�ϸ߲��֦�-Mg����������Ϊ��̬�����ڽ������ʵ����ã�ʹ�������ֺ����ͻ���ֵ�ƽ���۵��� ������[19]


ͼ6 ���´���ǰ��AZ91D�Ͻ������֯
Fig.6 Microstructures of AZ91D alloy before(a) and after(b) isothermal heat-treatment
��ʽ(1)�ɿ��������ʰ뾶ԽС��ƽ���۵��Խ�ͣ���˴�ʹ֦���ķֽ���������Բ������
2.2.2 ����ѹ������֯����
AZ91D���̬����ѹ������֯��ͼ7��ʾ��ͨ���Ƚϵ����ȴ������Ϻ�ѹ���Լ��ľ������Կ�����ѹ�����κ����֯�У������ߴ�����ϸ�����侧��ƽ���ߴ�Ϊ 15~20 ��m��ԶС�ڵ����ȴ�����İ��̬��֯����ԭʼ�����ͽ�ע��������֯ϸС����˵����ѹ�������а��̬����ͨ���ڽ���ʱ�����ڼ���������ʹ�þ�����һ��ϸ����Ҳʹ�ù�Һ���Ͼ��ȡ�
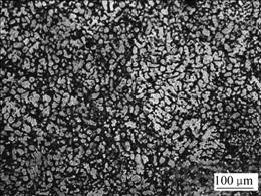
ͼ7 AZ91D�Ͻ���̬����ѹ��������֯
Fig.7 Microstructure of AZ91D alloy after semi-solid thixo- forming die-casting
�ɴ˿�����Ϊ��������ѹ��������а��̬���Ͼ��������¼����εı仯�����ȣ��ڳ�ͷ�ƶ���Һ������Ź������һ���������������������������̣���Σ������α䣬ѹ���ݻ���С��ѹǿ����ʱ���������£������Һ���ƫ���������������ϵ���ģ���ڽ���ʱ��ѹ���ٶ�ͻȻ����������������һ�����Ħ��������ԭʼ��������ܷ����������飬Һ��߶ȷ�ɢ�����ģ��߶Ȼ�Ϻͷ�ɢ�Ĺ�Һ�����ڸ��١���ѹ�³��ͺͿ������̡��������ѹ�Σ���ѹ����һ����ߣ��Ӷ�ʹ��������������μ��������Ա��ν�(��Ҫ�������ϱ�)��
2.3 �Ͽڷ���
����ɨ��������������������Ͽڽ����˷���(��ͼ8)����ͼ8�пɿ���������ѷ�ʽ��Ϊ�ؾ����ѡ�������Ϊ���̬����ѹ����֯���Ϊԭʼ���Φ�-Mg�ͺ������̵Ħ�-Mg���Լ����ڿ����������γɵ����칲����ȡ�����Ħ�(Mg17Al12)Ϊ�����࣬���-Mg�ľ���ṹ��һ��(������)���ҷֲ��ھ��磬�⽫���½��洦�Ĵ��Զ��ѡ�ͬʱ�ھ�����Ҳ���������ɺ������ף��γ�����Դ���Ͽ���֯�۲췢�֣�һ�����������������ϸС�Ŀ���������棬��Щϸ���ߴ�Ϊ3~6 ��m(������)��6~10 ��m������������ڰ��̬�е�Һ���ڸ߶ȷ�ɢ������ȴ�ٶ��µı���ʽ�κ�[12]�ͳ����Ե�ʣ��ڲ����ڵ����ɺ����������������ϵ�������˺Ͻ����Чǿ�ȣ�������ѹ���������̵IJ���������ǿ��ԭ�й����ĺ���������ǿ����֯��������ߣ����������Խ��͡���ģ���¶Ⱥ�ѹ���¶����ʱ�������������ɺ����ƣ������ѧ���ܣ��ر�����߳�����ԡ�

ͼ8 AZ91D�Ͻ�����Ͽڱ�����ò
Fig.8��Fracture morphologies of AZ91D alloy: (a) Near surface; (b) Centre
3 ����
1) ���̬����ѹ�����μ��Ŀ���ǿ������ѹ���ٶȺ�ѹǿ�����Ӷ����ӣ������ߵ��ٶȻ����������룬�γ�ȱ�ݶ�������ѧ���ܡ�
2) ����ѹѹǿΪ35 MPa���ٶ�Ϊ4.5 m/sʱ���俹��ǿ�ȴﵽ���Ϊ237.5 MPa���쳤��Ϊ4.8%���������Ϊ6.3 J/cm2��������ѹ���ٶȵ������̬�������ڽ��ڴ��ļ���������ǿ�������ڹ��������Һ��ľ��Ȼ�ϣ����ٶȹ���ʹ���������������ѹǿ����ٽ�Һ̬���ֺϽ�IJ���Ч�����ٽ����������ĺ��ϣ���֯��������ߣ��Ӷ�ʹǿ����ߡ����̬�������Ķ��ѷ�ʽ��ҪΪ�ؾ����ѡ�
3) ͨ�����̬������Σ�þ�Ͻ���֯�õ�����ϸ������֯���ȣ�ƽ�������ߴ�Ϊ15~20 ��m���ڸ���ѹ�������У����ߵļ�������ʹ�ð��̬�Ͻ��й���Ķ�������ͷֽ�����Ӿ磻�߶ȷ�ɢ��Һ���ں����������д��ģ���˳���������
4) ������Ƶļ���ʽѹ�Ҹı��˴�ͳ����ѹ��������þ�Ͻ���̬����ѹ�������ѡ��ܱա��������屣���ļ��Ⱥ����ͷ�ʽʵ����þ�Ͻ���̬���ϵķ�֦�����ͱ��¡����͵�Ŀ�ģ������˰��̬������ѹ���е������ٶȣ�������̬þ�Ͻ�ѹ�����ε�Ҫ��
REFERENCES
[1] ���。, л ��, ������. ���ܶ�����þ��[J]. �й���ɫ����ѧ��, 1997, 7(1): 390-393.
WANG Da-jian, XIE Gang, DAI Yong-nian. Low density material of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 1997, 7(1): 390-393.
[2] AGHION E, BRONFIN B. Magnesium alloy development towards the 21st century[J]. Magnesium Alloys, 2000, 350(3): 19-28.
[3] BROWN R. Magnesium automotive meeting[J]. Light Metal Age, 1992, 50(5/6): 18-20.
[4] FLEMINGS M C. Behavior of metals in the semi-solid state[J]. Metallurgical Transactions, 1991, 22A(5): 957-981.
[5] лˮ��, ������. ���̬�����ӹ�������Ӧ��[M]. ����: ұ��ҵ������, 1999: 1-12.
XIE Shui-sheng, HUANG Sheng-hong. The technique and application in semi-solid processing[M]. Beijing: Metallurgical Industry Press, 1999: 1-12.
[6] ë����. ���̬�������μ���[M]. ����: ��е��ҵ������, 2004: 2-6.
MAO Wei-min. Technology of semi-solid forming of metal[M]. Beijing: China Machine Press, 2004: 2-6.
[7] ���ؾ�, ����ͮ, лˮ��, ë����. ���̬�ӹ�������Ӧ��[J]. �й���ɫ����ѧ��, 2000, 10(6): 765-769.
LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Technology and applications of semi-solid forming[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-769.
[8] CZERWINSKI F, ZIELINSKA-LIPIEC A, PINET P J, OVERBEEKE J. Correlating the microstructure and tensile properties of a thixomolded AZ91D magnesium alloy[J]. Acta Materialia,2001, 49(7): 1225-1235.
[9] �� ��, ������, ���岩. AZ91Dþ�Ͻ�������ȴ���ǰ����֯�������о�[J]. �������켰��ɫ�Ͻ�(ѹ��ר��), 2007(S): 429-433.
WANG Kai, LIU Chang-ming, ZHAI Yan-bo. Research on the microstructure and mechanical properties of AZ91D magnesium alloy part in thixo-casting processing pre/pro-heat treatment[J]. Special Casting & Nonferrous Alloys, 2007(S): 429-433
[10] ���, �� ��, ����ɭ, ����. ����ѹ������þ�Ͻ�AZ91D������֯������[J]. �����ȴ���ѧ��, 2007, 28(4): 64-68
LI Dong-nan, LIN Han, WU Shu-sen, LUO Ji-rong. Microstructure and mechanical properties of magnesium alloy AZ91D produced by rheo-die casting process[J]. Transactions of Materials and Heat Treatment, 2007, 28(4): 64-68.
[11] ���, ��ͱ�, ����ɭ, ����. ���̬AZ91Dþ�Ͻ���֯�������о�[J]. �й���е����, 2006, 17(13): 1421-1425.
LI Dong-nan, WU He-bao, WU Shu-sen, LUO Ji-rong. Study on microstructure and properties of semi-solid magnesium alloy AZ91D[J]. China Mecnanical Engineering, 2006, 17(13): 1421-1425.
[12] ������, ��س�, ������, �� ��, ʯ����, �¹���. þ�Ͻ�AZ61�����伷ѹ���պ���֯����[J]. �й���ɫ����ѧ��, 2007, 17(6): 1423-1428.
ZHANG Shao-ming, YANG Bi-cheng, FAN Zhong-yun, XU Jun, SHI Li-kai, CHEN Guo-liang. Rheo-extrusion of AZ61 Mg alloy and its microstructure[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 1423-1428.
[13] ��Ԫ��, �¡�Զ, �����, �Ʒ���. ��ȴ���ʶ�AZ91Dþ�Ͻ���̬��֯�Ʊ���Ӱ��[J]. ����������ѧѧ��, 2004, 30(6): 19-24.
LI Yuan-dong, HAO Yuan, CHEN Ti-jun, YAN Feng-yun. Effect of cooling rate on fabrication of semi-solid microstructure of AZ91D magnesium alloy[J]. Journal of Lanzhou University of Technology, 2004, 30(6): 19-24.
[14] ��Ԫ��, �¡�Զ, �Ʒ���, �� ��. AZ91Dþ�Ͻ��ڰ��̬�����ȴ����е���֯�ݱ�[J]. �й���ɫ����ѧ��, 2001, 11(4): 571-575.
LI Yuan-dong, HAO Yuan, YAN Feng-yun, FANG Ming. Microstructure evolution of magnesium alloy AZ91D during semi-solid isothermal heat treatment[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(4): 571-575.
[15] SEQUOIA W P, DUNLOP G L, MURRAY M T. Effect of section thickness and microstructure on the mechanical properties of high pressure die cast magnesium alloy AZ91D[C]//Proceeding of the Third International Magnesium Conference. Manchester, UK: The Institute of Materials Published, 1996: 63-73.
[16] �� ΰ, ���Ǻ�, ������, �� ��, ������, �� ��. ���ղ�����ѹ��AM50þ�Ͻ���ѧ���ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2005, 25(10): 612-614.
WU Wei, ZOU Zhi-hou, MA Chun-yan, YANG Lin, CHEN Li-jia, LIU Zheng. Effects of processing parameters on the mechanical properties of die casting AM50 Mg alloy[J]. Special Casting & Nonferrous Alloys, 2005, 25(10): 612-614.
[17] ��־��, ������, ���ٳ�. ѹ�����ն�þ�Ͻ���֯����Ӱ����о�[J]. ����, 2004, 53(8): 652-654.
LIU Zhi-yong, XU Qing-yan, LIU Bai-cheng. Research on the influence of die casting process on structure and performance of magnesium alloy[J]. Foundry, 2004, 53(8): 652-654.
[18] YAN Feng-yun, SUN Li-ping, GONG Yi, HAO Yuan. Steady state rheological characteristic of semisolid magnesium alloy[J]. Journal of Materials Science & Technology, 2007, 23(5): 637-640.
[19] KUKUSHKIN S A. Theory of the Ostwald ripening of new- phase nuclei in single-component melts[J]. Acta Metallurgical Material, 1994, 42(2): 715-722.
������Ŀ�������ص�����о���չ�滮������Ŀ(2007CB613700)������ʡ�Ƽ�֧�żƻ�������Ŀ(0708GKCA029)
�ո����ڣ�2007-07-28�������ڣ�2007-11-29
ͨѶ���ߣ��ַ��ƣ����ڣ��绰��0931-2976688��E-mail: yanfy@lut.cn
ժ Ҫ�����õ����ȴ�����AZ91Dþ�Ͻ���з�֦�������о����̬þ�Ͻ�Ĵ���ѹ�����գ��õ��������õĴ���ѹ��þ�Ͻ��Լ���ͨ���ı�ѹ����ѹ���ٶȵȹ��ղ����������俹��ǿ�Ⱥ��쳤�ʶ�����ѹ�����ٶȵ����������ӣ�����ѹѹ��Ϊ35 MPa��ѹ���ٶ�Ϊ4.5 m/sʱ���俹��ǿ�ȴﵽ���Ϊ237.5 MPa���쳤��Ϊ4.8%��ͨ����֯������Ϊ�����̬����ѹ���Ծ���ϸ��Ч�����ԣ������������ڳ������еĶ������飬Һ�������ɢ�����̾���ֱ�ӵĹ�ϵ��
