
DOI��10.19476/j.ysxb.1004.0609.2019.10.05
�������Ͻ����Ħ������ͷ������֯����ѧ����ʴ����
�ų��У��� �����ɣ��ƹ�ܣ���������ף���֣��� ��
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400044)
ժ Ҫ��
����3�ֺ����ٶ�(60��100��240 mm/min)��5 mm��2024��7075���Ͻ��Ľ��н���Ħ���ԽӺ����飬���õ��ӱ�ɢ������(EBSD)��Ӳ�Ȳ��ԡ��������顢ɨ��羵�ͼ������߲��Զ�2024-7075�������Ͻ����Ħ������ͷ������֯����ѧ���ܼ���ʴ��Ϊ�������о��������������ͷ������������̬�ٽᾧ�γ�ϸС�ĵ��ᾧ���ذ�������������ײ�����ƽ�������ߴ����μ�С���Һ�������ͬλ�ô���ƽ�������ߴ�����ź����ٶȵ����Ӷ���С�����ֽ�ͷ��������ͬλ���γɲ�ͬ���͵ļ���֯�����������溸���ٶȵĸı���仯����ͷ������Ӳ�ȳ��֡�W���ͷֲ����ƣ��ҵ���ĸ��Ӳ�ȡ��ϵ�Ӳ��ֵ����λ����Ӱ���������ź����ٶȵĽ��ͣ�����Ӳ��ֵ�����½������ơ���ͷǿ�����ź����ٶȵ����Ӷ����ߣ�����Ч�ʴﵽ90.3%����ĸ����ȣ����ӽ�ͷ����������ʴ��������Ҫ���������ֺ��ӽ�ͷ�����������������ĵ�ż��ʴ�����½ϸߵĸ�ʴ�����ܶȡ�
�ؼ��ʣ�
���Ͻ�������Ħ����������֯����ѧ��������ʴ������
���±�ţ�1004-0609(2019)-10-2255-11���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
���Ͻ��ܶȵ͡���ǿ�ȸߡ�����������������ʴ����ǿ����ʵ�ֺ��պ��졢��ͨ����������������������������[1]����Ϊ�ṹ���ϣ���ʵ�ʵ�������Ӧ���У�����ʵ�ʹ��������������ǵ����칤�պͳɱ���������Ҫ�ڲ�ͬ��λѡ�ò�ͬ�IJ��ϣ���˲��ɱ���ij����������Ͻ�֮��ĺ��ӡ����ڷɻ������У�����Ҫ��7xxxϵ���Ͻ�������2xxxϵ���Ͻ������Ƥ��������[2-3]�����У�2024���Ͻ���Ҫ�����������ָ߸������������ɻ��ϵĹǼ��������Ƥ�������ȡ�7075���Ͻ���Ҫ���ڻ�������Ƥ��������ܺͼ�ǿ��ȡ�����2024��7075���Ͻ���ұ����������ѧ������ѧ���ܷ���IJ�ͬ�������߲��ô�ͳ���ۺ������������ֺ���ʱ�����׳������̿��ѡ��ն��Ⱥ���ȱ�ݣ���ͷ����Զ����ĸ�ĵģ���������ʵ�ʹ��̵���Ҫ[4]��
Ŀǰ���������ϽӼ�����Ҫ��������Ħ���������⺸��벻����ȡ��봫ͳ�ۻ���������벻�����ȣ�����Ħ����(Friction stir welding��FSW)��Ϊһ���µĹ�̬���Ӽ������ں��ӹ����У����������ڽ���ͷ�������·������ҵ����Ա��κͲ��������������γɿɿ������ӽ�ͷ[5-6]������FSW�ں��ӹ����о����ɽ�������Ҫ��˿�ͱ��������壬����û���ۻ����ŵ㣬����Ч����ۺ������г��ֵĴ����ࡢ�������ƺͿ��Ⱥ���ȱ��[7]����ˣ��ü����㷺Ӧ���ں��պ��졢�����г�����������ѧ����Ҫ�о����ղ���(����ת�ٶȺͺ����ٶ�[8-11]����������״[12]�����λ��[9, 13]������ͼо�ϵͳ[14])��2024-7075�������Ͻ�FSW��ͷ��������(ȱ��[15]����������[16]������֯����ѧ����[8-14])��Ӱ�죬�����������FSW�����У���ͬ���ղ����Ժ��ӽ�ͷ������֯����ѧ����Ӱ��ܴ��ң��������ֲ��ϼ�����ܲ��죬���п��ܱ��ֳ���ͬ�����ϽӲ�ͬ�Ľ�ͷ��֯�仯���ɡ�BAHEMMAT��[8]�о���Ϊ�������ν����뺸�ӵ�7075-O/2024-T4FSW��ͷ���ײ���ȱ�ݡ�CAVALIERE��[10]�о����֣�����FSW2024/7075��ͷ�غ���������������ܸ��ں������淽��KHODIR��[11]������FSW2024-T3/7075-T6��ͷ��������֯�������֣����������γɴ�״��л��ṹ����ͬ��״���ľ����ߴ粻����ͬ���ҺϽ�Ԫ�س��ֲ����ȷֲ���������HASAN��[14]�ڽ�������7075-T651/2024-T351 FSW�о�ʱ���֣����ֽ�ͷ���¶ȷֲ��������ȣ���ͷǰ������¶ȸ��ڻ��˲ࡣ�����о�����������������Ͻ�FSW��ͷ���������¶ȷֲ��ͱ���״̬�������ȣ�����������Ϊ���ӡ���ˣ��б�Ҫ���������Ͻ����Ħ������ͷ��ͬλ�ô��Ľ�������֯���г�ֵ���ʶ������ѡȡ2024��7075�������Ͻ�����������Ͻ����Ħ���ԽӺ����飬���õ��ӱ�ɢ������(EBSD)�����о��˽�ͷ��������ͬ����ľ����ṹ�;���ȡ����ݱ���ɣ����Խ�ͷ����ѧ������ֲ���ʴ���ܽ����˷�����Ϊ�����������Ͻ����Ħ������ͷ�������ṩ�������ݡ�
1 ʵ��
1.1 ʵ�����
ʵ�����Ϊ������ҵ����˾�ṩ��5 mm��2024-T351��7075-T651���Ͻ��ģ��仯ѧ�ɷ�ΪAl-4.5Cu-1.4Mg-0.03Zn��Al-5.8Zn-0.04Mg-1.7Cu(����������%)���������Ͻ���(ĸ��)�ߴ��Ϊ300 mm��40 mm��5 mm������Ħ������(�豸�ͺţ�FSW-LM-AM16-2D)ѡ�������ƽ����룬���ֱ��Ϊ15 mm���볤5 mm�����2.5o�������ٶȷֱ�Ϊ60��100��240 mm/min����ת�ٶȺ㶨Ϊ1300 r/min�����ӷ���ֱ��ĸ�ĵ����Ʒ���(Rolling direction, RD)������ʱ��2024�������ǰ����(Advancing side, AS)��7075������ں��˲�(Retreating side, RS)��
1.2 ʵ�鷽��
������ɺ��ش�ֱ�ں��췽������ȡ������Ʒ����ɰֽ��ĥ����е����ÿ����Լ����л�ѧ��ʴ��۲��ͷ�ĺ����ò����������������������Ϊ10%�ĸ�������ˮ�Ҵ���Һ�н��е���⣬���ѹ16 V����Һ�¶�0~5 �棬��ʱ��80 s�����ô��е��ӱ�ɢ������(EBSD) ̽ͷ��TESCAN MIR3������ɨ������������е��ӱ�ɢ���������飬���Ե�ѹ20 kV���궨����0.2 ��m��������ҵ������HKL Channel 5�Բɼ������ݽ��д�����
���ӽ�ͷ��Ӳ�Ȳ�������MH-3��������Ӳ�ȼ��Ͻ��У�����Ϊ1.96 N���غɱ���ʱ��Ϊ10 s���ش�ֱ���ӷ���ÿ�� 1 mm������ú��ӽ�ͷ��ͬ�����Ӳ�ȡ��ش�ֱ�ڽ�ͷ���ӷ������и��Ƴ��������������Ϊ40 mm�����Ϊ5 mm��������������Shimadzu AG-X plus�������������������ɣ�������������1 mm/min������3��������ȡƽ��ֵ��ȷ������������ָ�ꡣ�������߲�������Gamry�绯ѧ����վ�Ͻ��У����õ������缫��ϵ�������缫Ϊ��Ʒ��¶�棬�����缫Ϊ���缫���αȵ缫Ϊ���ʹ��缫����ʴ��ҺΪ3.5%(��������)NaCl����Һ��ɨ������Ϊ1mV/s��ɨ�跶ΧΪ-1.6~0.2 V (vs SCE)��Ϊ�˼�С��ÿ��ʵ���������3����
2 ���������
2.1 ������ò
ͼ1��ʾΪ��ͬ�����ٶ��½�ͷ�����ĺ����ò����ͼ1�������Եؿ�������3�ֺ����ٶ��½�ͷ�������û�й۲쵽����ȱ�ݣ����õ�����ȱ���������õ�������ͷ��������3�ֺ����ٶ��£�2024��7075�������Ͻ��FSW�������ܽϺá��ڿ����Լ��������£���������ĸ�ĶԸ�ʴ���IJ�ͬ��Ӧ��2024���Ͻ�һ����Խϰ�����7075һ����Խ�������ˣ��������Կ�������ĸ���ڽ��������·����������������������ҳ��ֳ�������ǰ��������˲�����������ơ����⣬������������ǰ����ͻ��˲�IJ��ϻ����ɣ���ǰ�������ռ����Ҫ���֡����ݽ�ͷ����������ò�ص㣬�Ժ�������ͬλ�ý���EBSD���ԣ�����������Ҫ��Ϊ4�����������(Shoulder zone, SZ)��������(Center zone, CZ)���ײ���(Bottom zone, BZ)��������(Interface zone, IZ)������ͷ��������EBSD����λ����ͼ1��ʾ��
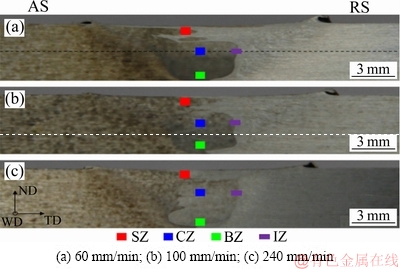
ͼ1 2024-7075�������Ͻӽ�ͷ�����ò
Fig. 1 Macro-morphologies of dissimilar AA2024-7075 joints
2.2 ��ͷ������֯
ͼ2��ʾΪ2024��7075ĸ�ĵ�ȡ��ֲ�ͼ(ͼ�а�ɫ�ߴ���С�ǶȾ���(Low angle grain boundaries, LAGBs, 2o~15o)����ɫ�ߴ�����ǶȾ���(High angle grain boundaries, HAGBs, ��15o)����ͬ)��ȡ���Ƿֲ���{111}��ͼ������ĸ�ľ���Ϊ���͵����Ʊ��γ�����ά״��֯������������ʲ�Ƭ״����������Ʒ����(Normal direction, ND)����ǶȾ�����ϣ�����7075ĸ�ĺ��д�����С�ǶȾ��磬����ԼΪ71.5%����2024ĸ����Ҫ�Ǵ�ǶȾ��磬����ԼΪ88.3%��������ĸ�ĵ�{111}��ͼ�Ͽ��Կ�����2024ĸ��֯�������Ҫ��{001} Cube����7075ĸ����{011}
Cube����7075ĸ����{011} Brass��{123}
Brass��{123} S֯�����Ϊ����
S֯�����Ϊ����
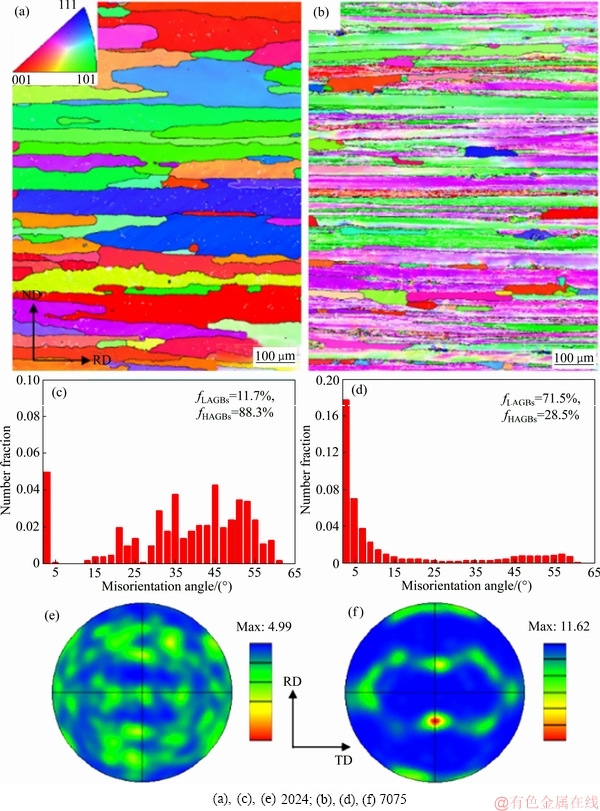
ͼ2 ����ĸ�ĵ�ȡ��ֲ�ͼ��ȡ���Ƿֲ���{111}��ͼ
Fig. 2 Orientation distribution map, misorientation angle distributions and {111}pole figures of two base materials
2.2.1 �����(SZ)
ͼ3��ʾΪ3�ֺ����ٶ��µĺ��ӽ�ͷ�������EBSD���ݴ����������ȡ��ֲ�ͼ�п������Կ����������ĸ��(��ͼ2(a)��(b))�����������������İ���״�������Ǿ�����֯ת��ΪϸС�IJ�Ƭ״�����͵��ᾧ������Ħ�����ӹ����У������������Ħ���Ⱥ����Ա��εĹ�ͬ�����·����������ڽ���ͷ��תĦ����Ӧ�������·�����ת�������γɲ�Ƭ״��������ͼ1���������λ�ã����ֲ��������Ե������ۼ���ͼ3(a)��(d)��(g)�в�Ƭ״�������쳤����Ϊ������������ͼ3(b)��(e)��(h)�е�ȡ���Ƿֲ�ͼ���������ź����ٶȴ�60 mm/min���ӵ�240 mm/min�������С�ǶȾ��纬����28%������40.2%������ǶȾ�������72%����59.8%��ͨ��Channel 5�������㷢�֣����ź����ٶȵ����ӣ�3�ֽ�ͷ�����ƽ�������ߴ�����Ϊ(4.11��1.98)��(3.72��1.61)��(3.18��1.13) ��m�������Ա仯��
����Ħ�����ӹ���������Ťת��ѹ���̡��������б��Σ������������������γɼ���֯��[17]�����ι����У�{111}������ƽ���ڼ����棬 ���Ʒ���ƽ���ڼ��з�����Ҫ�γ�{111}
���Ʒ���ƽ���ڼ��з�����Ҫ�γ�{111} A��ά��{hkl}B��ά��֡�����7��֯����֣��ɷֱ��ʾΪ[18]��{111}
A��ά��{hkl}B��ά��֡�����7��֯����֣��ɷֱ��ʾΪ[18]��{111} ��{111}
��{111} ��
�� ��
�� ��
�� ��
�� ��
�� ��ͼ3(c)��(f)��(i)��ʾΪ3�ֺ����ٶ��µ�{111}��ͼ��ͼ3(c��)��(f��)��(i��)��ʾΪ��ȡ��ֲ�����ͼ(Orientation distribution function, ODF)����ͼ�п��Կ������������ٶ�Ϊ60 mm/minʱ����ͷ�������Ҫ��
��ͼ3(c)��(f)��(i)��ʾΪ3�ֺ����ٶ��µ�{111}��ͼ��ͼ3(c��)��(f��)��(i��)��ʾΪ��ȡ��ֲ�����ͼ(Orientation distribution function, ODF)����ͼ�п��Կ������������ٶ�Ϊ60 mm/minʱ����ͷ�������Ҫ�� ��
�� ��C֯����֡��������ٶ�����100��240 mm/minʱ�������֯���ݱ�ΪB��
��C֯����֡��������ٶ�����100��240 mm/minʱ�������֯���ݱ�ΪB�� ��C��֡�������240 mm/minʱ������3��֯�����ǿ��������ǿ��
��C��֡�������240 mm/minʱ������3��֯�����ǿ��������ǿ��
2.2.2 ������(CZ)
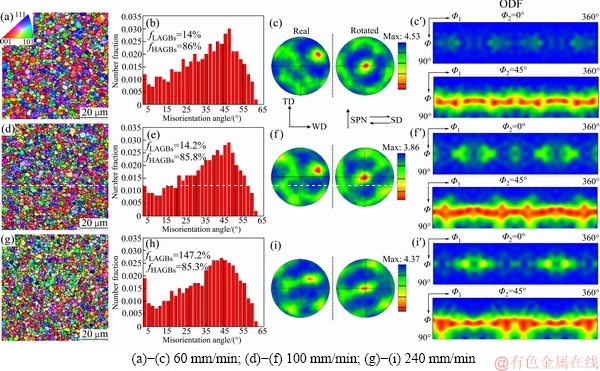
ͼ4��ʾΪ3�ֺ����ٶ��º��ӽ�ͷ��������EBSD���ݴ����������ȡ��ֲ�ͼ�й۲쵽3�ֺ����ٶ��µĽ�ͷ��������������Ϊ��ϸ�ĵ��ᾧ���������ܵ��������ֱ�����ã�Ӧ�����ʴ����¶Ƚϸߣ���ǿ�ҵ������Ա��ι����в��Ϸ����������������ϲ����������ˣ��ؽᾧ���γ�ϸС���ȵĵ��ᾧ�����Ա�ͼ4(b)��(e)��(h)�е�ȡ���ֲ����֣����ź����ٶ���240 mm/min���͵�60 mm/min����ͷ������������С�ǶȾ��������18.4%������12.8%������ǶȾ����������81.6%������87.2%��3�ֽ�ͷ����������ƽ�������ߴ����ź����ٶȵ��������ν��ͣ��ֱ�Ϊ(3.29��1.88)��(2.46��1.32)��(2.01��0.98) ��m��
ͼ4(c)��(f)��(i)��ʾΪ3�ֺ����ٶ��µ�{111}��ͼ��ͼ4(c��)��(f��)��(i��)��ʾΪ��ODFͼ����ͼ�п��Կ������������ٶ�Ϊ240 mm/minʱ����ͷ������������Ҫ������C֯����֡������ٶȽ�����100 mm/min������3��֯��ǿ���������ӡ��������ٶ�Ϊ60 mm/min������C֯�������ʧ��ȡ����֮����B��֯����֡�
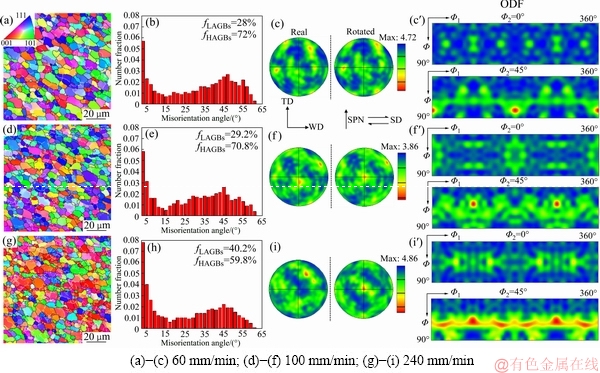
ͼ3 �������ȡ��ֲ�ͼ��ȡ���Ƿֲ���{111}��ͼ��ȡ��ֲ�����ͼ
Fig. 3 Orientation distribution maps((a), (d), (g)), misorientation angle distributions((b), (e), (h)) and {111} pole figures((c), (f), (i)) and ODF((c��), (f��), (i��)) of SZ

ͼ4 ��������ȡ��ֲ�ͼ��ȡ���Ƿֲ���{111}��ͼ��ȡ��ֲ�����ͼ
Fig. 4 Orientation distribution maps((a), (d), (g)), misorientation angle distributions((b), (e), (h)) and {111} pole figures((c), (f), (i)) and ODF((c��), (f��), (i��)) of CZ
2.2.3 �ײ���(BZ)
ͼ5��ʾΪ��60��100��240 mm/min�½�ͷ���˵ײ�����EBSD���ݴ���������������(ͼ3(a)��(d)��(g))��������(ͼ4(a)��(d)��(g))�Ƚϣ��ײ���(ͼ5(a)��(d)��(g))�ľ�����֯��ΪϸС���ײ������ܽ�����˲��Ľ������ã����β�����֣������Բ����ײ����Ӵ���������λ��������ȣ�ɢ�ȽϿ졣��˲���ֵı��κͽϵ͵ķ�ʱЧ�¶ȵ��µײ����������С���������������Ӷ��γ�ϸС�ĵ��ᾧ������ͨ������ͼ5(b)��(e)��(h)�е�ȡ���ֲ����ݷ��֣����ź����ٶ���60 mm/min���ӵ�240mm/min����ͷ�ײ�����С�ǶȾ�������������ӣ�����Ϊ14%��14.2%��14.7%������ǶȾ���������н��ͣ�����Ϊ86%��85.2%��85.3%�����ź����ٶȵ����ӣ�3�ֽ�ͷ���˵ײ���ƽ�������ߴ�����Ϊ(1.72��0.88)��(1.46��0.71)��(1.52��0.67) ��m�����Ͻ�������������ٶȶԽ�ͷ���˵ײ���������֯������Ӱ�졣
ͼ5(c)��(f)��(i)��ʾΪ3�ֺ����ٶ��µ�{111}��ͼ��ͼ5(c��)��(f��)��(i��)��ʾΪ��ODFͼ����ͼ�п��Կ�����3�ֺ����ٶ��½�ͷ�ײ�����֯��ǿ�ȱ仯��̫���ԣ�֯�����;���B�����Ϊ����
2.2.4 ������(IZ)
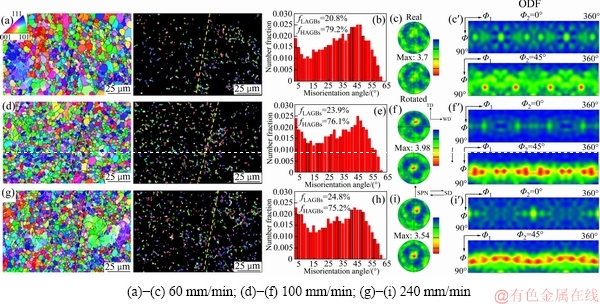
ͼ6��ʾΪ3�ֺ����ٶ��µĺ��ӽ�ͷ��������EBSD���ݴ����������ȡ��ֲ�ͼ(ͼ6(a)��(d)��(g))�й۲쵽3�ֺ����ٶ��µĽ�ͷ���˽�����������֯�������ȣ��ߴ��С�ľ��������ڴ���֮�䡣���ź����ٶȵ����ӣ�ϸ�����������������־��������խ(��ͼ7)�����ȥ���������ϸ��(��2 ��m)�ֲ�ͼ��ͼ7��ͳ�Ʒֲ����֣����ź����ٶȵĽ��ͣ�ϸ���������խ���־�������������������ϸ�������������٣��־��������������ӡ����������Ħ�����ӹ����к��˽��洦���ϱ��β������ȡ��۲�ͼ6(b)��(e)��(h)�е�ȡ���ֲ����֣����ź����ٶȵļ�С��С�ǶȾ��������24.8%������20.8%����ǶȾ��������75.2%������79.2%��������Ϊ�ϵ͵ĺ����ٶȲ��Ƚϸߣ����ڲ���λ�����ǽṹ�����ĵĽ϶࣬��ǶȾ���������ӡ����⣬�ϸߵ��¶ȴ�ʹ���־�������
ͼ6(c)��(f)��(i)��ʾΪ3�ֺ����ٶ��µ�{111}��ͼ, ͼ6(c��)��(f��)��(i��)��ʾΪ��ODFͼ����ͼ�п��Կ�����3�ֺ����ٶ��½�ͷ���˽�������֯��ǿ�ȱ仯����֯�����;�ΪB����֡�
2.2.5 �����ߴ�IJ���
ͼ5 �ײ�����ȡ��ֲ�ͼ��ȡ���Ƿֲ���{111}��ͼ��ȡ��ֲ�����ͼ
Fig. 5 Orientation distribution maps((a), (d), (g)), misorientation angle distributions((b), (e), (h)) and {111} pole figures((c), (f), (i)) and ODF((c��), (f��), (i��)) of BZ
ͼ6 ��������ȡ��ֲ�ͼ��ȡ���Ƿֲ���{111}��ͼ��ȡ��ֲ�����ͼ
Fig. 6 Orientation distribution maps((a), (d), (g)), misorientation angle distributions((b), (e), (h)) and {111} pole figures((c), (f), (i)) and ODF((c��), (f��), (i��)) of IZ
���ֽ���Ħ�����ӽ�ͷ��������ͬ��λ�����ߴ�������Բ��졣��ͼ3��4��5��6��(a)��(d)��(g)����Ϣ��ͼ8��ͳ�ƽ���Աȿ�֪���Ӻ������������ذ���������ײ������ƽ�������ߴ����ν��͡������������˲����ν������ֱ����С�����ӹ����е���ת�ٶ����ͣ������ذ������¶ȷֲ����ֳ��ϸ��µ͵��ص㣬����λ�������ȴ��ڲ��졣�����������ϡ��������빤������Ħ�������������ȣ�ʹ�����������ڽ��蹤�ߵ������·�������������ﵽ�ٽᾧ�¶ȡ����⣬�ڽ������������£�������λ���ۼ������ܶȲ��ϱ���۵�һ���̶�ʱ�շ������ľ����κˣ������ٽᾧ[5-6]���뺸��������������ȣ������������������࣬�����нϳ��ʱ�䳤���¸��������ߴ�ϴ�Ȼ�����������ײ�������Ƚ��٣�����ʱ��������ײ����Ӵ�������ʧ�Ͽ졣�Ӷ����µײ��������С�����������������γɳߴ�ϸС�ľ�����
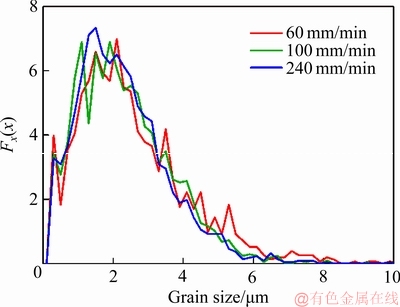
ͼ7 �����н����������ߴ�ֲ�ͼ
Fig. 7 Grain size distribution map of IZ in nugget zone
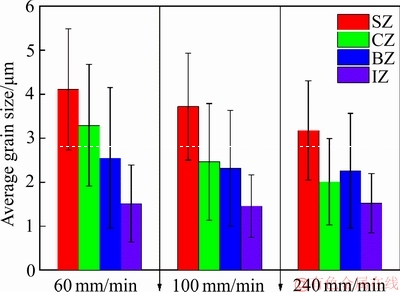
ͼ8 ��������ͬ�����ƽ�������ߴ�ͳ��ͼ
Fig. 8 Statistical chart of average grain size in various zones of nugget zone
���⣬��ͼ8��Ҳ�۲쵽��ͷ������������������������ײ����ͽ�������ƽ�������ߴ�����ź����ٶȵ����Ӷ���С���������ڽ���Ħ�����ӹ����в�ͬ�����ٶ��²�����������ͬ�����µġ�����Ħ������ʱ��������ɱ�ʾΪ
 (1)
(1)
ʽ�У�QΪ�����룬kJ�� Ϊ������ϵ����
Ϊ������ϵ���� ΪĦ��������pΪѹ����kN��NΪ����ͷת�٣�r/min��RΪ���뾶��mm��vΪ�����ٶȣ�mm/min����ʽ(1)�ɼ������������Ӳ������ֲ���ʱ��240mm/min���������²������������60mm/minʱ�������ͣ�����������ľ��������������½�С�ľ����ߴ硣����෴���������ٶ�Ϊ60 mm/minʱ����������Ƚ�Ϊ��֣���������һ���̶ȵij���
ΪĦ��������pΪѹ����kN��NΪ����ͷת�٣�r/min��RΪ���뾶��mm��vΪ�����ٶȣ�mm/min����ʽ(1)�ɼ������������Ӳ������ֲ���ʱ��240mm/min���������²������������60mm/minʱ�������ͣ�����������ľ��������������½�С�ľ����ߴ硣����෴���������ٶ�Ϊ60 mm/minʱ����������Ƚ�Ϊ��֣���������һ���̶ȵij���
2.2.6 ����ȡ���IJ���
��ͼ3��6(b)��(e)��(h)���Է��֣�����ȡ���Ƕȵ����ӣ��������ֵ�ȡ���ǶȰٷֺ����Ƚ���Ȼ�����ߣ���45o���Ҵﵽ��ֵȻ���ֽ��͡������7075ĸ��(��ͼ2(d))��3�ֺ��������½�ͷ����������֯��С�ǶȾ���������ϵͣ�����ǶȾ�������ϸߡ�������Ϊ��ͷ����������ѭ����ǿ�ҵĽ������ã���֯������̬�ٽᾧ�������ڲ��IJ���λ�����ǽṹ��ʧ��С�ǶȾ���������Լ��٣���ǶȾ��������������[5]�����ź����ٶȴ�240 mm/min���͵�60 mm/min����ͷ������С�ǶȾ���������ͣ�����ǶȾ���������ӡ������벻ͬ���������µ�����������ͬ�йء����ຸ�Ӳ������ֲ��䣬�������ٶ�Ϊ60mm/minʱ����ʽ(1)�ɼ��������������240mm/min�ߣ��¶�Խ�ߣ�����λ�����ǽṹ�����ĵ�Խ�࣬���С�ǶȾ���������ͣ���ǶȾ��������֮���ߡ�
2.2.7 ����֯���IJ���
����Ħ�����ӹ����У�����蹤�߽Ӵ��IJ�����Ħ�������ô��ڼ���Ӧ��״̬���ں��ӽ�ͷ���γɼ���֯������ͼ3��6(c)��(f)��(i)��֪��ͬһ���ӽ�ͷ��������ͬλ�õ�֯����ֲ�ͬ����ͬ�����ٶ��½�ͷ������ͬһλ�õ�֯�����Ҳ������ͬ���ͺ����ٶ��µĽ�ͷ�������Ҫ������C֯����֡����ź����ٶȵ����ӣ���֯�������ʧ������B��֯����֡����������������ͺ����ٶ��µ�֯�������Ҫ��B�������ź����ٶȵ����ӣ�B��֯������������������ٶ�������240 mm/minʱ��֯������ݻ�Ϊ����C��3�ֺ����ٶ��½�ͷ���˵ײ����ͽ�������֯�����Ͳ������Ա仯����ΪB���������������������ĺܶ�ʵ����о�����������֯����ֵ����ǿ�ȿ�����Ԥ��Ӧ��̶�( )[18-19]���ڽϵ�Ӧ���£����Ͻ���������������֯����ֽ�ռ�����ɷ֣�
)[18-19]���ڽϵ�Ӧ���£����Ͻ���������������֯����ֽ�ռ�����ɷ֣� ֯������ڵ�Ӧ����ռ��Ҫ�ɷ�(3����5)������Ӧ������(10����16)����ܿ챻C��ִ��棻����Ӧ���������(��20)��B����ֽ���ȡ��C��֡��ɴ˿ɼ���������3�ֺ����ٶ��µĽ�ͷ��������ͬλ�õ�֯����ֱ仯��Ϊ���ӣ�������ں��ӹ����У�������������Ӧ��ֲ��������ȡ�
֯������ڵ�Ӧ����ռ��Ҫ�ɷ�(3����5)������Ӧ������(10����16)����ܿ챻C��ִ��棻����Ӧ���������(��20)��B����ֽ���ȡ��C��֡��ɴ˿ɼ���������3�ֺ����ٶ��µĽ�ͷ��������ͬλ�õ�֯����ֱ仯��Ϊ���ӣ�������ں��ӹ����У�������������Ӧ��ֲ��������ȡ�
2.3 ��ͷӲ��
Ӳ�Ȳ���λ�����ź��ӽ�ͷ�����(��ֱ�ں��ӷ���)���ĺ��ˮƽ������ͼ1�еĺ�ɫ������ʾ����ͷ�����Ӳ�ȷֲ�������ͼ9��ʾ��Ӳ�ȷֲ�����
�ʡ�W���Σ��Ժ���Ϊ�������ಢ����ȫ�Գƣ���������ǰ����ͺ��˲������ֲ������¡�ǰ����2024ĸ��Ӳ��ֵΪ(150��6.2) HV�����˲�7075ĸ��Ӳ��Ϊ(180��7.6) HV��������Ӳ���Ե���2024ĸ�ĵġ�������Ϊ��ͷ�����������������Ա��κ�Ħ�����ȣ�ʹ�ú������¶ȳ�����ǿ����������ܽ��¶ȣ�������Ȼ��ȴ�����У��ڶ�����������������������ľ����ں��ӹ����з����ٽᾧ�γ�ϸС�ĵ��ᾧ(��ͼ8)����Ӳ��Ҳ��һ���Ĺ��ס�����������Թ۲쵽��3�ֺ����ٶ��µĽ�ͷǰ������Ӱ������Ӳ�ȵ��ں��˲�ģ�������Ϊ�ڽ���Ħ�����ӹ����У�ǰ������Ӱ������������Ⱥ��˲��[5]��ǿ����ֻ��̶Ƚϸߣ����Ӳ�Ƚϵ͡�����FSW�IJ��Գ��ԣ����º�������֯���ֲ������ԣ�ʹ����Ӳ�Ȳ����ϴ����ź����ٶȵĽ��ͣ������������Ӧ����Ӱ����Ӳ��ֵ���Խ��͡����������ܺ�����ѭ����Ӱ�죬ʹ��ԭʼĸ���е�����ǿ������ֻ������ź����ٶȵĽ��ͣ��������࣬�ֻ��̶�����[6]��
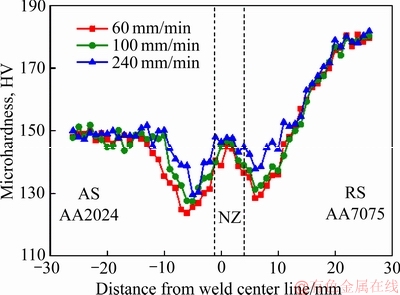
ͼ9 ��ͷ�������Ӳ�ȷֲ�
Fig. 9 Microhardness distribution in cross section of joints
2.4 ��������
�������Ͻ�2024-7075����Ħ�����ӽ�ͷ�������������1��ʾ����ͷ�Ķ��Ѿ�������ǰ������Ӱ��������Ӳ��ֵ�ϵ������о�����������Ħ������ͷ��ѧ���ܽϵ͵�����λ��ǰ������Ӱ����[6]���ӱ�1�п��Կ�������ĸ����ȣ����ӽ�ͷ��ǿ�Ⱥ��쳤�ʶ��������ͣ�˵�����ӻᵼ�ºϽ���ѧ�����½���ͨ���ú���Ч�����жϺ��ӽ�ͷ���ܵĺû����� ��ʾ�����У�
��ʾ�����У� Ϊ��ͷ�Ŀ���ǿ�ȣ�
Ϊ��ͷ�Ŀ���ǿ�ȣ� Ϊĸ�ĵĿ���ǿ�ȡ�����Ч��Խ��ʾ�ý�ͷ�ĺ�������Խ�á����о��е������ٶ�Ϊ240 mm/minʱ����Ч�ʸߴ�90.3%�����⣬���Ž���ͷ�����ٶȽ��ͣ�ǿ�����Խ��͡�������Ϊ���ӽ�ͷ��ǿ���뺸�ӹ����������йء������ٶȽϵ�ʱ�ᵼ�¹��ȣ���ͷ��Ӱ������ǿ�������Դֻ����ܽ⣬����ǿ�Ƚ��͡�
Ϊĸ�ĵĿ���ǿ�ȡ�����Ч��Խ��ʾ�ý�ͷ�ĺ�������Խ�á����о��е������ٶ�Ϊ240 mm/minʱ����Ч�ʸߴ�90.3%�����⣬���Ž���ͷ�����ٶȽ��ͣ�ǿ�����Խ��͡�������Ϊ���ӽ�ͷ��ǿ���뺸�ӹ����������йء������ٶȽϵ�ʱ�ᵼ�¹��ȣ���ͷ��Ӱ������ǿ�������Դֻ����ܽ⣬����ǿ�Ƚ��͡�
��1 ĸ�ĺͺ��ӽ�ͷ����������
Table 1 Testing results of the BMs and the joints
ͼ10��ʾΪ���ӽ�ͷ����Ͽڵ�SEM��ͼ10(a)��(b)�п��Կ�����2024ĸ�������Ͽ��Ϸֲ��Ŵ�С���ȵ�Բ�κ���Բ�����ѣ�����ѷ�ʽ��ҪΪ���Զ��ѡ�7075ĸ�������Ͽڳ�����������棬����ҪΪ���Զ��ѷ�ʽ��ͼ10(c)��(d)��ʾΪ60 mm/min��ͷ���������Ͽڵ�SEM����Ͽ�����dz��ƽ�����������Ϊƽ��������Ϊ���Զ��ѣ��ɼ������Խϲͼ10(e)��(f)��ʾΪ240 mm/min��ͷ���������Ͽڵ�SEM�����е����Ѵ�������ֳ��Ϻõ����ԡ������1�������쳤�ʽ����Ϊһ�¡�
2.5 ��ʴ����
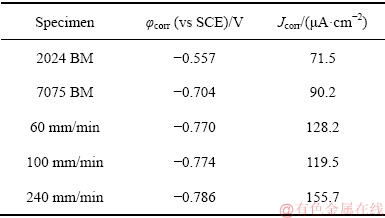
ͼ11��ʾΪ3�ֺ����ٶ�������2024-7075���Ͻ����Ħ������ͷ�������ļ������ߣ����ݼ������ߵõ���ʴ��λ��ʴ�����ܶȣ����2��ʾ���ɴ˿�֪��2024ĸ�ĵĸ�ʴ��λ(��corr)��ߣ�7075ĸ�ĵĴ�֮����ͷ�������ĸ�ʴ��λ�ϵͣ������ź����ٶȵ����ӣ��丯ʴ��λ���ν��͡�Ȼ����ʴ��λ�Ǹ�����ѧ������������ӳ�˽�����ʴ����Ĵ�С��������˵����ʴ�ٶȵĴ�С����ʴ�����ܶ�(Jcorr)ͨ��������Ϊ�ж�������ʴ�Ե����ݣ�JcorrԽС���������Ͽ���ʴ��Խǿ���ӱ�2�п��Կ�����3�ֺ����ٶ��½�ͷ�������ĸ�ʴ�����ܶȾ�������������ĸ�ġ�����Ҫ����Ϊ2024��7075����ĸ�ĵĸ�ʴ��λ���ϴ�������Ħ�����Ӻ�Ľ�ͷ�������ᷢ�������ĵ�ż��ʴ��ʹ�ý�ͷ�������ĸ�ʴ�������ߡ���������ٶ�����240 mm/minʱ����ͷ�������ĸ�ʴ�����ܶ��������ߡ�������Ϊ�ϸߵĺ����ٶȵ�������ĸ���ں��������ϻ�ϲ���֣������ͷ��������ż��ʴЧӦ�����������¸�ʴ���ʼӿ졣
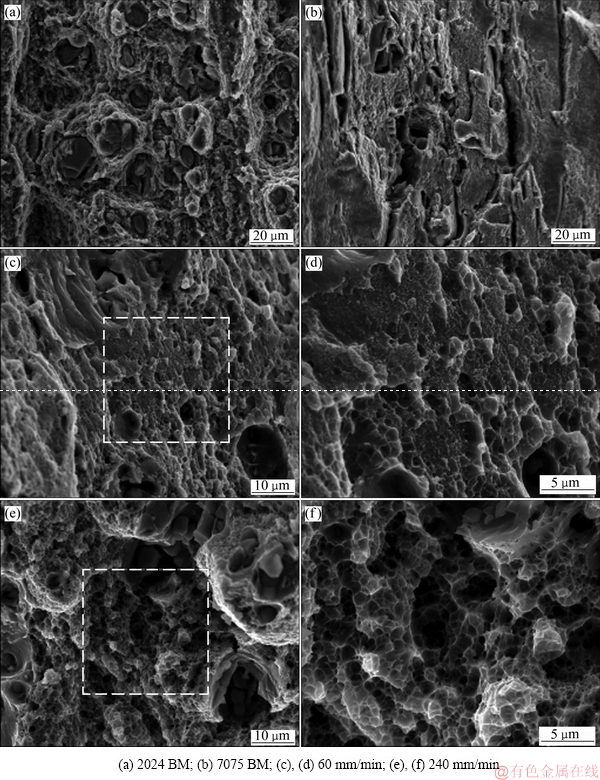
ͼ10 ĸ�ĺͲ�ͬ�����ٶ��½���Ħ������ͷ����Ͽڵ�SEM��
Fig. 10 SEM images of fracture surface of BMs and joints
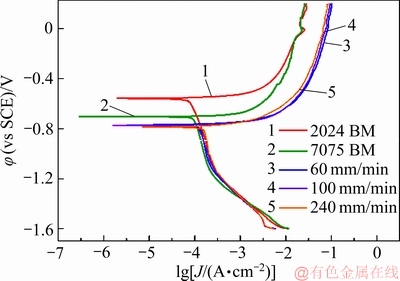
ͼ11 ĸ�ĺͲ�ͬ�����ٶ��½���Ħ������ͷ��������������
Fig. 11 Polarization curves of BMs and nugget zone of friction stir welded joints
��2 ĸ�ĺͽ���Ħ������ͷ��������������
Table 2 Polarization parameters of BMs and nugget zone of friction stir welded joints
3 ����
1) �������Ͻ����Ħ������ͷ������������Ħ�����Ⱥ;������Ա������÷�����̬�ٽᾧ��������֯ΪϸС�ĵ��ᾧ����������ذ���������ײ������ƽ�������ߴ����ν��͡��Һ�������ͬλ��������������������ײ����ͽ�������ƽ�������ߴ�����ź����ٶȵ����Ӷ����͡�
2) �ͺ����ٶ��µĽ�ͷ�������Ҫ������C֯����֡����ź����ٶȵ����ӣ���֯�������ʧ�����ݻ�ΪB��֯����֡����������������ͺ����ٶ��µ�֯�������Ҫ��B�������Ӻ����ٶȣ�B��֯������������������Ӻ����ٶ���240 mm/minʱ��֯������ݻ�Ϊ����C��3�ֺ����ٶ��½�ͷ�������͵ײ�����֯�����Ͳ������Ա仯����ΪB����֡�
3) ��ͷ������Ӳ�ȳ��֡�W���ͷֲ����ƣ�Ӳ��ֵ�ϵ�λ��λ��ǰ������Ӱ���������ź����ٶȵ���ߣ�����Ӳ��ֵ�����������ƣ���ͷǿ��Ҳ��֮��ߡ���ת��Ϊ240 mm/minʱ����ͷ����Ч�ʴﵽ90.3%������ǿ��Ϊ424.3 MPa��
4) 2024-7075�������Ͻ����Ħ������ͷ�������ĸ�ʴ��λ������ĸ�ģ����������ڷ�����ż��ʴ���¸�ʴ�����ܶȽϸߡ�
REFERENCES
[1] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[2] DURSUN T, SOUTIS C. Recent developments in advanced aircraft aluminium alloys[J]. Materials & Design, 2014, 56: 862-871.
[3] KHAN N Z, SIDDIQUEE A N, KHAN Z A, MUKHOPADHYAY A K. Mechanical and microstructural behavior of friction stir welded similar and dissimilar sheets of AA2219 and AA7475 aluminium alloys[J]. Journal of Alloys & Compounds, 2016, 695: 2902-2908.
[4] TANG J, SHEN Y. Numerical simulation and experimental investigation of friction stir lap welding between aluminum alloys AA2024 and AA7075[J]. Journal of Alloys & Compounds, 2016, 666: 493-500.
[5] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science & Engineering R, 2005, 50(1): 1-78.
[6] MA Z Y, FENG A H, CHEN D L, SHEN J. Recent advances in friction stir welding/processing of aluminum alloys: Microstructural evolution and mechanical properties[J]. Critical Reviews in Solid State & Material Sciences, 2018, 43(4): 269-333.
[7] WANG G, ZHAO Y, HAO Y. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing[J]. Journal of Materials Science & Technology, 2018, 34(1): 73-91.
[8] BAHEMMAT P, HAGHPANAHI M, GIVI M K B, SEIGHALANI K R. Study on dissimilar friction stir butt welding of AA7075-O and AA2024-T4 considering the manufacturing limitation[J]. International Journal of Advanced Manufacturing Technology, 2012, 59(9/12): 939-953.
[9] CAVALIERE P, NOBILE R, PANELLA F W, SQUILLACE A. Mechanical and microstructural behaviour of 2024�C7075 aluminium alloy sheets joined by friction stir welding[J]. International Journal of Machine Tools & Manufacture, 2006, 46(6): 588-594.
[10] CAVALIERE P, CERRI E, SQUILLACE A. Mechanical response of 2024-7075 aluminium alloys joined by Friction Stir Welding[J]. Journal of Materials Science, 2005, 40(14): 3669-3676.
[11] KHODIR S A, SHIBAYANAGI T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys[J]. Materials Science & Engineering B, 2008, 148(1): 82-87.
[12] SARAVANAN V, RAJAKUMAR S, BANERJEE N, AMUTHAKK-ANNAN R. Effect of shoulder diameter to pin diameter ratio on microstructure and mechanical properties of dissimilar friction stir welded AA2024-T6 and AA7075-T6 aluminum alloy joints[J]. International Journal of Advanced Manufacturing Technology, 2016, 87(9/12): 1-9.
[13] KHODIR S A, SHIBAYANAGI T. Microstructure and mechanical properties of friction stir welded dissimilar aluminum joints of AA2024-T3 and AA7075-T6[J]. Materials Transactions, 2007, 48(7): 1928-1937.
[14] HASAN M M, ISHAK M, REJAB M R M. Effect of backing material and clamping system on the tensile strength of dissimilar AA7075-AA2024 friction stir welds[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(9/12): 3991-4007.
[15] ���ѱ�, �����, �� ��, ��־��, ������. ���ָ�ǿ���Ͻ����Ħ������ӽ�ͷ��ȱ�ݺ���������[J]. �й���ɫ����ѧ��, 2014, 24(5): 1167-1174.
SONG You-bao, YANG Xin-qi, CUI Lei, SHEN Zhi-kang, HOU Xiao-peng. Defects and tensile properties of friction stir welded lap joints for dissimilar high-strength aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1167-1174.
[16] DA SILVA A A M, ARRUTI E, JANEIRO G, ALDANONDO E, ALVAREZ P, ECHEVERRIA A. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds[J]. Materials & Design, 2011, 32(4): 2021-2027.
[17] WANG T, ZOU Y, MATSUDA K. Micro-structure and micro-textural studies of friction stir welded AA6061-T6 subjected to different rotation speeds[J]. Materials & Design, 2016, 90: 13-21.
[18] FONDA R W, BINGERT J F. Texture variations in an aluminum friction stir weld[J]. Scripta Materialia, 2007, 57(11): 1052-1055.
[19] SHEN J, WANG F, SUHUDDIN U F H, HU S, LI W, SANTOS J F. Crystallographic texture in bobbin tool friction-stir-welded aluminum[J]. Metallurgical and Materials Transactions A, 2015, 46(7): 2809-2813.
Microstructure, mechanical and corrosion properties of dissimilar friction stir welded aluminum alloys joints
ZHANG Cheng-hang, CAO Yu, CAO Ling-fei, HUANG Guang-jie, ZHU Yu-long, ZHU Jia-lin, LIU Qing
(College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: 2024 and 7075 aluminum alloys sheets of 5 mm thickness were used to conduct the friction stir butt welding tests by employing three welding speeds (60, 100 and 240 mm/min).The microstructure, mechanical properties and corrosion behavior of dissimilar friction stir welded 2024-7075 joints were studied by using electron backscatter diffraction (EBSD), hardness testing, tensile testing, scanning electron microscopy and polarization curves testing. The results show that the dynamical recrystallization occurs in the weld nugget to form fine equiaxed grains. The average grain size decreases from the shoulder region to the bottom region in the thickness direction, and the average grain size at different positions in the weld nugget decreases with the welding speed increasing. Different types of shear textures form at different locations in the weld nugget region of the dissimilar joint, and vary with the change of the welding speed. The hardness profile of the weld nugget zone shows a ��W�� type distribution trend, and its hardness value is lower than that of the base metals. The lower hardness value is located in the heat-affected zone. As the welding speed decreases, the hardness value of each zone shows a downward trend. The strength of the joint increases with the increase of the welding speed, and the welding efficiency reaches 90.3%. Comparing with the base metals, the weld nugget zone in the joint exhibits the worst corrosion resistance, mainly because of the significant galvanic corrosion in the weld nugget zone of the dissimilar weld joint, resulting in a higher corrosion current density.
Key words: aluminum alloy; friction stir welding; microstructure; mechanical property; corrosion property
Foundation item: Project(51421001) supported by the National Natural Science Fund; Projects(106112015CDJXY130003, 106112015CDJXZ138803, 106112018CDXYCL0018) supported by Fundamental Research Funds for the Central Universities, China
Received date: 2018-10-09; Accepted date: 2018-12-11
Corresponding author: HUANG Guang-jie; Tel: +86-23-65112334; E-mail: gjhuang@cqu.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51421001)�������У��������ҵ���(106112015CDJXY130003��106112015CDJXZ138803��106112018CDXYCL0018)
�ո����ڣ�2018-10-09�������ڣ�2018-12-11
ͨ�����ߣ��ƹ�ܣ����ڣ���ʿ���绰��023-65112334��E-mail��gjhuang@cqu.edu.cn
ժ Ҫ������3�ֺ����ٶ�(60��100��240 mm/min)��5 mm��2024��7075���Ͻ��Ľ��н���Ħ���ԽӺ����飬���õ��ӱ�ɢ������(EBSD)��Ӳ�Ȳ��ԡ��������顢ɨ��羵�ͼ������߲��Զ�2024-7075�������Ͻ����Ħ������ͷ������֯����ѧ���ܼ���ʴ��Ϊ�������о��������������ͷ������������̬�ٽᾧ�γ�ϸС�ĵ��ᾧ���ذ�������������ײ�����ƽ�������ߴ����μ�С���Һ�������ͬλ�ô���ƽ�������ߴ�����ź����ٶȵ����Ӷ���С�����ֽ�ͷ��������ͬλ���γɲ�ͬ���͵ļ���֯�����������溸���ٶȵĸı���仯����ͷ������Ӳ�ȳ��֡�W���ͷֲ����ƣ��ҵ���ĸ��Ӳ�ȡ��ϵ�Ӳ��ֵ����λ����Ӱ���������ź����ٶȵĽ��ͣ�����Ӳ��ֵ�����½������ơ���ͷǿ�����ź����ٶȵ����Ӷ����ߣ�����Ч�ʴﵽ90.3%����ĸ����ȣ����ӽ�ͷ����������ʴ��������Ҫ���������ֺ��ӽ�ͷ�����������������ĵ�ż��ʴ�����½ϸߵĸ�ʴ�����ܶȡ�
