

Microstructure and mechanical properties of extruded Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy
HOU Xiu-li(������)1, 2, CAO Zhan-yi(��ռ��)1, ZHANG Lei-lei(������) 2, FANG Da-qing(������)2,
XU Shi-wei(����ΰ)3, S. KAMADO3, WANG Li-min(������)2
1. Key Laboratory of Automobile Materials, Ministry of Education, Jilin University, Changchun 130025, China;
2. State Key Laboratory of Rare Earth Resource Utilization, Changchun Institute of Applied Chemistry,Chinese Academy of Sciences, Changchun 130022, China;
3. Department of Mechanical Engineering, Nagaoka University of Technology, Nagaoka 940-2188, Japan
Received 23 September 2009; accepted 30 January 2010
Abstract:
The Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy ingot and sheet were prepared by casting and hot extrusion techniques, and the microstructure, age hardening behavior and mechanical properties were investigated. The results show that the as-cast alloy mainly contains ��-Mg solid solution and compounds of Mg5RE and Mg24RE5 (RE=Gd, Y and Nd) phases. The grain size is refined after hot extrusion, and the Mg5RE and Mg24RE5 compounds are broken during the extrusion process. The extruded alloy exhibits remarkable age hardening response and excellent mechanical properties in the peak-aging state. The ultimate tensile strength, yield strength and elongation are 310 MPa, 201 MPa and 5.8% at room temperature, and 173 MPa, 133 MPa and 25.0% at 300 ?C, respectively.
Key words:
Mg-Gd based alloy; extrusion; age hardening behavior; microstructure; mechanical property;
1 Introduction
As the lightest structural metallic material, magnesium alloys are attractive for aeronautical and automotive industry applications[1]. The magnesium products are commonly fabricated by casting, die-casting and thixo-tropic molding. However, their low strength, formability and poor heat resistance at elevated temperatures restrict these alloys being extensively used. It has been found that the magnesium alloys containing rare earth (RE) elements possess excellent specific strength, such as the popular commercial WE and QE type alloy systems[1-2]. Their good elevated temperature performance makes the service conditions reach to 200-250 ?C. Recently, Mg-Gd base alloy system becomes remarkable among Mg-RE alloys[3-6]. It has been reported that the Mg-Gd-Nd[7] and Mg-Gd-Y-Zr[8] alloys show superior mechanical properties at elevated temperatures to those of conventional heat resistant magnesium alloys, including WE54 alloy. Wrought Mg-RE alloys including extrusions, forgings and rolled sheets have been developed by thermo-mechanical processing such as hot extrusion and hot rolling, which have advantages over lower cost, higher strength and toughness in cast forms[4, 6]. HOMMA et al[9] reported that the extraordinary high strength extruded Mg-Gd-Y-Zn-Zr alloy exhibits high performance at peak-aging condition to that of the super Duralumin. It is valuable to develop high performance Mg-Gd base alloy system through thermo-mechanical treatment followed by aging.
In previous work, the influence of the addition of Y and Nd on the structures and mechanical properties of cast Mg-Gd based alloys was studied[5]. The results indicate that Y element mainly enhances the ductility and Nd element promotes the age-hardening response. When the mass ratio of Nd to Y is 2:1, the alloy exhibits excellent balance of strength and elongation. In this work, the alloy with an actual composition of Mg-6.5Gd- 1.3Nd-0.7Y-0.3Zn was prepared by hot extrusion technique to eliminate the casting porosities. And themicrostructure, age hardening behavior and mechanical properties were investigated.
2 ExperimentalAlloy ingot with an actual composition of Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn (mass fraction, %) was prepared from high purity Mg (99.9 %), Zn (99.9 %) and Mg-20RE (RE=Gd, Y and Nd) master alloys in an electric-resistant furnace under an anti-oxidizing flux protection. The ingot in diameter of 80 mm was homogenized at 520 ?C for 10 h followed by quenching into hot water at about 60 ?C, and then was hot extruded into sheet with dimensions of 80 mm��2 mm on the cross section. The extrusion ratio was 31?1 and the extrusion temperature was 410 ?C. Following extrusion, aging treatment was carried out at 200 ?C in a silicone oil bath. The microstructures were characterized using an optical microscope and scanning electron microscope (SEM). The hardness of the alloy was measured by a Vickers microhardness (HV) Tester (FM-70) with a loading force of 0.245 N and a holding time of 15 s. Uniaxial tensile tests were carried out using a WSM-50KB universal testing machine at room and elevated temperatures under a strain rate of 1.11��10-3 s-1.
3 Results and discussion
3.1 Microstructure
Fig.1 shows the microstructures of Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy in as-cast and as-extruded conditions. In Fig.1(a), the as-cast alloy exhibits rosette-shaped grains, and the grain size is about 100 ��m. Furthermore, some black eutectic phases are observed along the grain boundary. The microstructure of as-extruded alloy with fine equiaxed grains indicates that dynamic recrystallization occurred during hot extrusion process, as shown in Fig.1(b). The mean grain size of the as-extruded alloy estimated by linear section is less than 10 ��m.
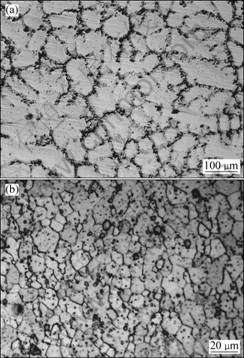
Fig.1 Microstructures of as-cast (a) and as-extruded (b) Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy
SEM image of the as-extruded alloy is shown in Fig. 2. Lots of irregular-shaped particles distribute in the matrix. The EDS analysis of random selected particles indicates that these particles are mainly RE rich particles. Referring to the composition of the eutectic phases in the as-cast condition[5], it can be concluded that the RE rich particles are the remained eutectic phases of Mg5RE and Mg24RE5 that are broken into small particles during the extrusion process[6].
Fig.3 shows the XRD patterns of the alloys in different conditions. It exhibits that the alloys in different
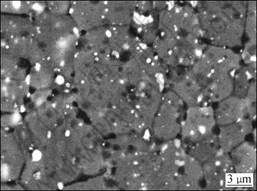
Fig.2 SEM image of as-extruded Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy
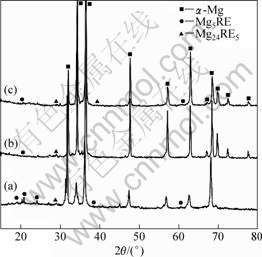
Fig.3 XRD patterns of as-cast (a), as-extruded (b) and peak-aged Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy (c)
conditions are mainly composed of ��-Mg solid solution and second phases of Mg5RE and Mg24RE5. The results are consistent with the EDS analysis of the as-extruded alloy specimen. However, the metastable phase formed during aging process is hardly detected because of the small volume fraction and the limited particle size.
3.2 Mechanical properties
The age hardening curve of as-extruded alloy aged at 200 ?C is shown in Fig.4. The test surface is parallel to the extrusion direction. It is found that the alloy exhibits a rapid age-hardening respond at the initial stage of aging until it reaches the peak hardness of HV106, which takes time of 48 h. After that, the hardness keeps stable in a relatively long range and then drops gradually as a result of over-aging.
Fig.5 shows the representative stress��strain curves of the as-extruded and peak-aged alloys both along the ED (extrusion direction) and TD (transverse direction) of the sheets. In the as-extruded condition, it is clear that in the ED the alloy exhibits superior elongation both at room and elevated temperatures, while in the TD the alloy reveals higher yield strength. After aging treatment, large improvement of strength is observed in the peak-aged alloy. Meanwhile, the elongation reduces
significantly and the mechanical anisotropy along the ED and TD is still obvious. The mechanical properties of the as-extruded alloy are mainly related to work hardening and fine grain strengthening effects. For the peak-aged alloy, the improvement of mechanical properties is mainly attributed to the fine �¡� precipitates[5, 10]. The �¡�-phase precipitating on the prismatic planes, which exhibits semi-coherent structure with ��-Mg matrix, could effectively block the basal dislocation slip[8, 11]. NIE and MUDDLE[12] indicated that precipitates on prismatic

Fig.4 Age-hardening curve of as-extruded alloy at 200 ?C
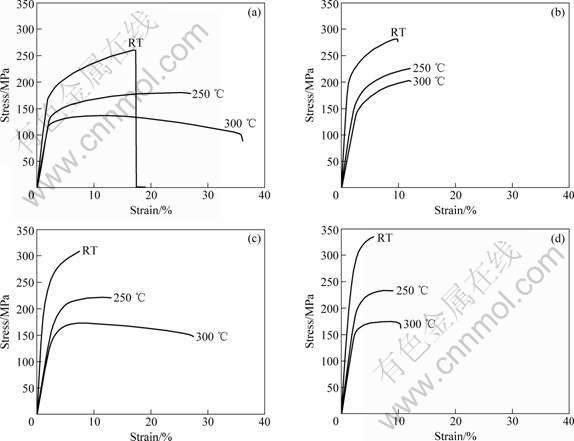
Fig.5 Stress��strain curves of as-extruded alloy specimens tensioned along ED (a) and TD (b), and peak-aged alloy specimens tensioned along ED (c) and TD (d)
or pyramidal planes are most favorable for the high strength of Mg-based alloys. At room temperature, the ultimate tensile strength (UTS), tensile yield strength (YS) and elongation (��) of the peak-aged alloy are 310 MPa, 201 MPa, 5.8% and 335 MPa, 238 MPa, 3.5%, corresponding to the ED-tensioned and TD-tensioned specimens. With increasing the test temperature, the tensile strength declines gradually. While at 300 ?C, the peak-aged alloy still shows a fine combination of strength and elongation. The UTS, YS, and �� are 173 MPa, 133 MPa, 25% and 175 MPa, 154 MPa, 8.1%, corresponding to the ED-tensioned and TD-tensioned specimens. The results reveal that the alloy possesses good heat resistance. Moreover, it can be seen that changes in the shape of the stress��strain curves with increasing temperature are obvious. The alloys display a strong strain hardening behavior at room temperature. While at 250 ?C the strain hardening rate becomes relatively low, and it declines nearly to zero when the temperature increases to 300 ?C. Such a steady state deformation occurring at 300 ?C may be a dynamic balance between hardening and softening processes. This means that there is a dynamic balance between storage of dislocations leading to hardening and annihilation of dislocations resulting in softening[13]. And at temperatures of 200 ?C or above, the activity of non-basal slip systems facilitates the softening process.
Fractographies of the ED-tensioned and TD-tensioned as-extruded alloys at room temperature are shown in Fig.6. It is found that the ED-tensioned alloy
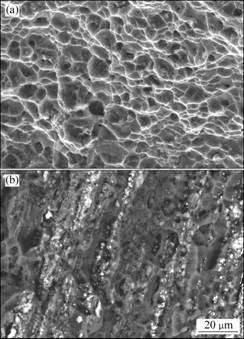
Fig.6 Typical tensile fracture surfaces of as-extruded Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy at RT: (a) ED-tensioned; (b) TD-tensioned
exhibits predominant ductile fracture features of coarse dimples. And the second-phase particles distribute randomly on the fracture surface. Compared with the ED-tensioned alloy, there are many particles enriched bands along ED on the fracture surface. The second-phase particles can effectively hinder dislocation and grain boundary sliding during deformation process. On the other hand, the interface between the intermetallic particle and the matrix is weak, providing the opening site of a micro-crack[14-15]. The excessive particles aligned parallel to the ED act as sites for stress concentration and cavities nucleation, which accelerates the failure of the TD-tensioned alloy. Moreover, like many as-rolled Mg alloy sheets, a basal texture is formed in the as-extruded sheet, and the mechanical anisotropy can be influenced by the texture distribution as well[16].
4 Conclusions1) The Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy is mainly composed of ��-Mg solid solution and secondary phases of Mg5RE and Mg24RE5 (RE=Gd, Y, Nd).
2) The mechanical properties of the as-extruded alloy are mainly related to work hardening and fine grain strengthening effects. And great improvement of mechanical properties is observed in the peak-aged alloy.
3) Mechanical anisotropy is obvious, which is mainly attributed to the difference of second-phase particles arrangement in the ED and TD.
References[1] YANG Z, LI J P, ZHANG J X, LORIMER G W, ROBSON J. Review on research and development of magnesium alloys [J]. Acta Metall Sin: Eng Lett, 2008, 21(5): 313-328.
[2] ROKHLIN L L. Magnesium alloys containing rare earth metals [M]. London: Taylor and Francis, 2003.
[3] YAMADA K, HOSHIKAWA H, MAKI S, OZAKI T, KUROKI Y, KAMADO S, KOJIMA Y. Enhanced age-hardening and formation of plate precipitates in Mg-Gd-Ag alloys [J]. Scripta Mater, 2009, 61(6): 636-639.
[4] HOMMA T, KUNITO N, KAMADO S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion [J]. Scripta Mater, 2009, 61(6): 644-647.
[5] PENG Q M, WANG J L, WU Y M, WANG L M. Microstructures and tensile properties of Mg-8Gd-0.6Zr-xNd-yY (x+y=3, mass%) alloys [J]. Mater Sci Eng A, 2006, 433(1/2): 133-138.
[6] HOU X L, PENG Q M, CAO Z Y, XU S W, KAMADO S, WANG L D, WU Y M, WANG L M. Structure and mechanical properties of extruded Mg-Gd based alloy sheet [J]. Mater Sci Eng A, 2009, 520(1/2): 162-167.
[7] NEGISHI Y, IWASAWA S, KAMADO S, KOJIMA Y, NINOMIYA R. Effect of yttrium and neodymium additions on aging characteristics and high temperature tensile properties of Mg-10mass %Gd and Mg-10mass %Dy alloys [J]. J Jpn Inst Light Met, 1994, 44(10): 549-554.
[8] ANYANWU I A, KAMADO S, KOJIMA Y. Creep properties of Mg-Gd-Y-Zr alloys [J]. Mater Trans, 2001, 42(7): 1212-1218.
[9] HOMMA T, KUNITO N, KAMADO S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion [J]. Scripta Mater, 2009, 61(6): 644-647.
[10] APPS P J, KARIMZADEH H, KING J F, LORIMER G W. Precipitation reactions in magnesium-rare earth alloys containing yttrium, gadolinium or dysprosium [J]. Scripta Mater, 2003, 48(8): 1023-1028.
[11] ANYANWU I A, KAMADO S, KOJIMA Y. Aging characteristics and high temperature tensile properties of Mg-Gd-Y-Zr alloys [J]. Mater Trans, 2001, 42(7): 1206-1211.
[12] NIE J F, MUDDLE B C. Magnesium alloys and their applications [M]. Frankfurt: Wiley-VCH, 1998: 169-221.
[13] J?GER A, LUK?C P, G?RTNEROV? V, BOHLEN J, KAINER K U. Tensile properties of hot rolled AZ31 Mg alloy sheets at elevated temperatures [J]. J Alloys Compd, 2004, 378(1/2): 184-187.
[14] XU D K, LIU L, XU Y B, HAN E H. Effect of microstructure and texture on the mechanical properties of the as-extruded Mg-Zn-Y-Zr alloys [J]. Mater Sci Eng A, 2007, 433(1/2): 248-256.
[15] LU Y Z, WANG Q D, ZENG X Q, DING W J, ZHAI C Q, ZHU Y P. Effects of rare earths on the microstructure, properties and fracture behavior of Mg-Al alloys [J]. Mater Sci Eng A, 2000, 278(1/2): 66-76.
[16] LIANG S J, LIU Z Y, WANG E D. Microstructure and mechanical properties of Mg-Al-Zn alloy sheet fabricated by cold extrusion [J]. Mater Lett, 2008, 62(24): 4009-4011.
Foundation item: Projects(2006BA104B04-1, 2006BAE04B07-3) supported by the National Science and Technology Supporting Program of China; Project(2007KZ05) supported by the Science and Technology Supporting Project of Changchun City, China; Project supported by the Open Subject of State Key Laboratory of Rare Earth Resource Utilization (2008) and the ��985 Project�� of Jilin University, China
Corresponding author: CAO Zhan-yi; Tel: +86-431-85095852; Fax: +86-431-85095876; E-mail: caozy@jlu.edu.cn
