
��ը��ͿWC-12%CoͿ��Ļ���ĥ������
����ѩ, �� ��, �� ��
(�й���ѧԺ �����о���, ���� 110016)
ժ Ҫ��
���ñ�ը��Ϳ�����Ʊ�������ͨWC-12%CoͿ��, �������������Ϳ��ĸɻ���ĥ�����ܽ������о�, ������Ϳ��ĥ��ǰ�����ò�� �ṹ���ɷֱ仯�� �������: ��ͬ����Ϳ������, WC-12%Co����Ϳ�����ͨͿ��ṹ���ȡ� ����, ��̼����ֽ����ء� ��������Ϳ������ͨͿ����������Ӳ��, ����ͨͿ�����ĥ����������Ϳ��, �����������������¡� ��ͨͿ���ĥ�����Ϊ����; ����Ϳ��������(10N)��, �����Ա���Ϊ��Ҫĥ�����, ���غ�������30N, ����WC���Ӳ������迹�մ����ĥ����ĥ������, ������ճ����һ��ȥ��, ͬʱ��������Ϳ����̼���µIJ���ϱ���, �ڻ���ĥ����������Ƭ����, ��ĥ�Դ���½���
�ؼ���: ��ը��Ϳ; WC-12Co; ����Ϳ��; ��ĥ�� ��ͼ�����: TG115.5
���ױ�ʶ��: A
Sliding wear resistance of detonation-gun sprayed WC-12%Co coatings
WANG Rui-xue, LIU Yang, LI Shu
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: WC-12%Co coatings were deposited by detonation-gun spraying with nano composite and conventional powder feedstock. The sliding wear resistance of the coatings was investigated using reciprocating tester under dry sliding wear conditions. The morphology, microstructure and composition change were analyzed. The results show that nanostructured coatings have more homogeneous and denser microstructure than their conventional counterparts under the identical spraying conditions, in spite of more decomposition of carbide in nano composite powders. The wear resistance of the conventional coatings is better than that of nanostructured coatings in the same microhardness level, especially at the higher load. The wear mechanism of conventional coatings is microcutting. Concerning nanostructured WC-Co coatings, the wear is dominated by the plastic deformation under load of 10N. With increasing the applied load, nano WC particles as anti-wear phase are removed from the coating surface together with the binder phase. In addition, there is delamination removal at weak interface due to decarburization. The two reasons above lead to lower wear resistance of nanostructured coatings at the higher load.
Key words: detonation-gun spraying; WC-12%Co; nanostructured coating; wear resistance
����Ϳ�������ײ���Ӧ�õ���Ҫ;��, ������������Ϳ�������ѳ�Ϊ����������Ϳ�о����ȵ�[1]�� ������Ϳ����, ���ṹWC-CoͿ�㱸�ܹ�ע[2-6], ���ж��ַ��������Ʊ�����Ϳ����WC-CoͿ��, �����о�������HVOF��[3, 7]�� Ŀǰ, ��������WC-CoͿ��������Ƿ�������Ӧ����ͨͿ��, �о��ϴ������ֽ�Ȼ�෴�Ĺ۵㡣 Kear��McCandlish[8]֤�����ṹWC-23%CoͿ���ͬ���ɷֵ���ͨͿ����и��ߵ�Ӳ��; He��[9]֤���û�е��ĥ���Ʒۺ�HVOF���Ʊ�������WC-12%CoͿ������Ӧ����ͨͿ��Ƚ�, ��ʾ�����ߵ���ѹ�������ԡ� һ�㱨������Щ���ܵ���߹����ھ���(����)�ߴ�ļ�С�� Usmani��Sampath[2] �Լ�Stewart��[3]����Ϊ��������WC��ĩ�ȱ��������ص�, ʹ����̼��������, �Ӷ������们��ĥ�����ĥ��ĥ�����ܱ�
��Ϊһ���Ʊ�����Ϳ��Ĺ���, ��ը��Ϳ���п��������ٶȸߡ� ���ܴ� ������Ϻá� Ϳ�����ܡ� ������С���ص㡣 �б�����ը��Ϳ�Ʊ�����ͨWC-CoͿ���HVOF���Ʊ���Ϳ����и��ߵ�Ӳ�Ⱥ��ͳ�ʴ��[10]�� ��������δ�������ڱ�ը��Ϳ���Ʊ�����WC-CoͿ�㻬��ĥ����Ϊ���о���
���������ڲ�ͬ������ȼ������������, ���ñ�ը��Ϳ�����Ʊ�������WC-12%CoͿ�㡣 Ϊ�˶Ա��о�, ͬʱ�Ʊ�����ͬ�ɷֵ���ͨWC-CoͿ�㡣 �о�������Ϳ������ṹ�ͻ���ĥ����Ϊ, ����ĥ��������˳���̽�֡�
1 ʵ��
��ը��Ϳ���õ�WC-12%Co�����Ϸ�(���¼��Ϊ����), ��WCƽ�������ߴ�Ϊ60nm, ����������������Ϳ��ĩ���ӵijߴ�Ϊ10~60��m�� ��ͨ�־�WC-12%Co��(���¼��Ϊ��ͨ��), ����ΪС��50��m�� ���ò������Ϊ����, ��ߴ�Ϊ35mm��20mm��3mm��
��ը��Ϳ�豸���ö���˹����Ob���ͱ�ը��Ϳϵͳ, ��ȲΪ��ը����, ������Ϊ������ ��Ϳǰ, ����ֻ��ı������ظ���(710��m)������ɰ����, �����������װ������ǹ���ߴ�ֱ����ˮƽ�ƶ����ڵ���Ʒ̨��, �������б�ը��Ϳ�� ��Ϳ���ղ�������1�ͱ�2�� ��2����Ʒ��š�NM����������Ϳ��, ��PT��������ͨͿ�㡣 Ϳ����Լ200��m��
�����ձ�����SHIMADZU����Ӳ�ȼƲ���Ϳ�������Ӳ�ȡ� �����������Ϊ�غ�0.2N, ��ѹʱ��10s�� ��2��������Ӳ��ֵΪ40����������������ƽ��ֵ��
Ϳ���ĥ������������������Ͻ���, ��ĥ��Ϊd6.5mm Si3N4�մ��� ʵ������: ������������54r/min, �����������26mm, �غɷֱ�Ϊ10N��30N, ����ʱ��Ϊ3.5h, ���� ĥ������ǰ��Ϳ�������ɰֽ��ĥ��1000#�� ����ĥ���������2201�ͱ�����ò�Dz���ĥ�۵Ľ����, ���ݴ˼��������ʧ, ���嵥λ��������������ʧΪĥ���ʡ�
����Rigaku D/max-2500PC X����������(Cu K��)ȷ��Ϳ��������, ��JEOL6301��ɨ��羵(SEM)�¹۲�Ϳ����桢 ĥ�ۺ�ĥм����ò, ���EDS������Ϳ��ĥ��ǰ��ijɷֱ仯��
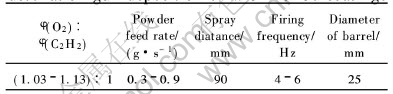
��1 ��ը��Ϳ���ղ���
Table 1 Spraying parameters employed for detonation-gun deposition of WC-12%Co coatings
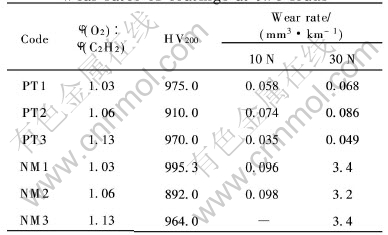
��2 ��ͬ�غ���Ϳ�����Ӳ�Ⱥ�ĥ����
Table 2 Microhardness and
wear rates of coatings at two loads
2 ���������
2.1 Ϳ�����֯���ṹ
ͼ1��ʾΪ��ͨ�ۼ����۱�ը��Ϳ�Ʊ���WC-12%CoͿ��ĺ������ò�� ��ͼ1(a)���������ع۲쵽���β������WC����, ��ߴ�Ϊ2~10��m�� Ϳ���л����ھ��е�������Ϳ����������״��֯, ���ǿ�������Ϳ�����б����������ۻ�״̬������ĸ�����ײ���γɵġ� ͼ1(b)��ʾΪ���۱�ը��Ϳ���ɨ��羵��Ƭ, ��ͼ1(a)�ȽϿ��Է���, ����֯���Ӿ��ȡ� ����, WC����ϸС��
ͼ2��ʾΪ2�ַ�ĩ��3��������ȼ���������±�ը��Ϳ�õ���WC-12%CoͿ���X���������ס� ���Կ���, ������Ϳ��Ϳ����, ���˺���WC����, ���н϶��W2C��W��; ����ͨ���Ʊ���Ϳ����W2C��W����١� ����������һЩ���ױ����Ľ����һ��[11-13], ������ԭ�Ϸ���WC���ӳߴ�ļ�С, �ȱ��������, ��Ӧ��������, ��������Ϳ������WC��ֽ�̶����ӡ� ����, ������Ϳ���XRD����2��Ϊ35��~48��֮�������ԵĿ�������, �ɹ����ڷǾ�/��������γ�[14]��
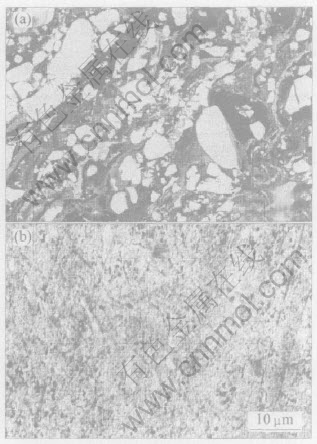
ͼ1 ��ͨ������WC-12%CoͿ�������ò
Fig.1 Cross-section morphologies of sample sprayed from conventional powders(a) and WC-12Co nano composite powders(b)
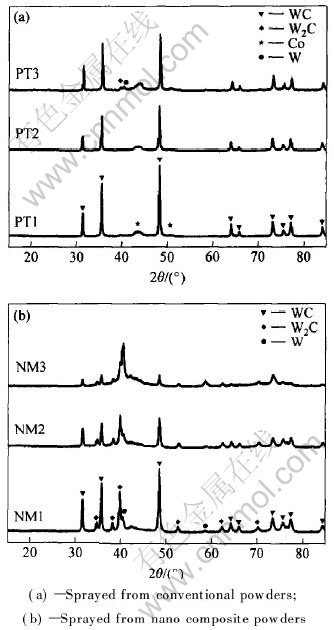
ͼ2 WC-12%Co��ͨͿ�������Ϳ���X����������
Fig.2 XRD patterns of different WC-12%Co coatings
2.2 Ϳ��ĸɻ���ĥ����
�ڸɻ���ĥ��������, ����2���غ��¸�Ϳ���ĥ����, ���ݼ���2��
���Կ���, 10N�غ���, ����WC-12%CoͿ���ĥ��������ͨͿ���൱�� �����غ����ӵ�30N, ��ͨͿ���ĥ����ֻ��������, �Ա����ŽϺõ���ĥ��, ������Ϳ���ĥ����ȴ�������, ������ʧ����, ��ĥ���������͡�
2.3 ĥ����Ƶ�̽��
2.3.1 ĥ����ò�Ĺ۲�
�ڱ�����ĸɻ���ĥ�������, Si3N4�մ����Ӳ�Ƚϸ�, ����ĥ��WC������ճ����, ����������Ҫ��ĥ����ơ� ͼ3��ʾΪ10N�غ�����ͨͿ�������Ϳ���ĥ����ò�� ��ͼ3(a)���Կ���, Ӳ����WC��Χ��ճ���౻����ȥ��, WC����ͻ���ڱ���е��غ�, ��������б�����ĥ���ĺۼ��� ͼ3(b)��ʾ����Ϳ��ĥ�۱������ػ��������γɵ�������������, ��û��ճ�źͲ���, ˵������Ϳ������������һ���Ŀ�����ĥ��������
ͼ4��ʾΪ30N�غ���2��Ϳ���ĥ����ò�� 30Nʱ��ͨͿ���ĥ����Ȼ��ճ����ȥ����WC������ĥ����ɵIJ�����ʧ, ��ͼ4(a), ��10N�غ������, ĥ�����û�з����仯, ֻ��ĥ��̶��������ӡ� ������Ϳ����30N���غ���, Ӳ������Գ���, Ϳ�����Ա�������, ����WC���Ӻ�ճ����һ��ĥ����, ����, ����Ϳ���ĥ���л���Ƭ״�������µĺۼ�, ��ͼ4(b)��ʾ, ��Щ����������Ϳ���ĥ���ʴ�����ӡ�
2.3.2 ĥм��ò
ͼ5��ʾΪ����Ϳ��30N�غ�ʱ��ĥм��ò�� ͨ���۲췢��, ��ͨͿ���ĥмϸС, ������״, ��ͼ5(a), ֤��Ϊ���ĥ�����γɡ� ����Ϳ���ĥм�м�������״��, �����൱���ĥм�ʹ⻬Ƭ״, ��ͼ5(b), ��������һ��ĥ�������в����ġ�
2.3.3 Ϳ������ĥ��EDS�ɷַ���
��Ϳ������ĥ�۽���EDS�ɷַ���, �����ͼ6��ʾ�� ͼ6(a)��ʾΪPT3Ϳ����桢 10N
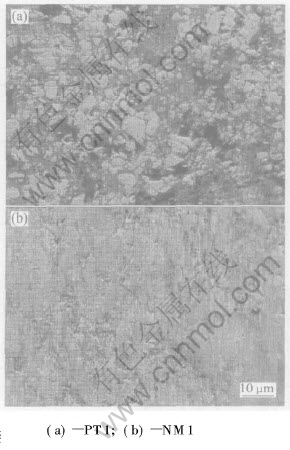
ͼ3 10N�غ�����ͨWC-12%CoͿ�������WC-12%CoͿ���ĥ����ò
Fig.3 SEM micrographs of worn surface of sample at load of 10N
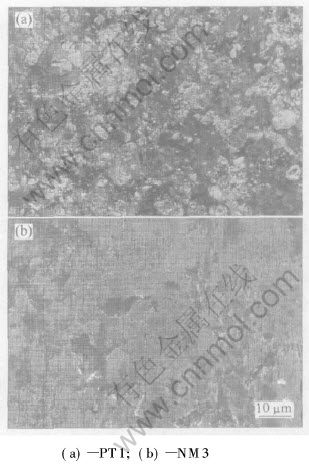
ͼ4 30N�غ�����ͨWC-12%CoͿ�������WC-12%CoͿ���ĥ����ò
Fig.4 SEM micrographs of worn surface of sample at load of 30N
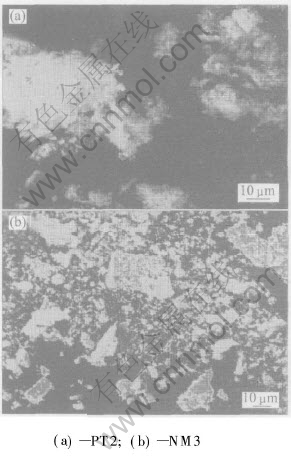
ͼ5 30N�غ�����ͨWC-12%CoͿ�������WC-12%CoͿ���ĥм��ò
Fig.5 SEM micrograph of wear debris of sample at load of 30N
��30N�غ���ĥ�۵�EDS�ס� ��ͼ6��W��Co������ǿ����������ؿ���, ĥ�������, ĥ����W/Co������, ���������غɵ�����, �����ֵ��� �ݴ��Ʋ�, ����������ͨͿ��IJ�����ʧ��Ҫ��ճ����ȥ��Ϊ��, �غɵ�����ֻ�ǽ�һ��������ճ�����ȥ���� ͼ6(b)������������Ϳ��NM2�����30N�غ���ĥ�۵�EDS�ס� ��ͼ�п�֪, ĥ����W/Co����ԭ��Ϳ�����W/Co�����, ����֤������WC���Ӳ�û�����غ��迹�մ���ĥ��������, ������ճ����һ��ȥ��, ����ĥ���ʴ��������

ͼ6 Ϳ�������ĥ�۵�EDS�ɷַ���
Fig.6 EDS analysis of as-sprayed surface and wear scar
2.4 ��̼��Ӱ��
���ϵĻ���ĥ����һ����Ӳ����ء� ����Rabinowicz[15]���о�, ��λ���������ڵ�ĥ������ʩ�ӵ��غɳ�����, ����ϵ�Ӳ�ȳɷ��ȡ� ����������Ϳ�����Ӳ������ͨͿ������, ����ĥ��Ӧ���൱�� Ȼ��, ��������Ϳ����˵, �们��ĥ���ʻ�ȡ����Ϳ��IJ���ϡ� ������Ϳ���������׳߶�WC������̼��������, ���²���ϱ����� ����ʱ����Ϳ�����������Ա������ֿ��մ����Ϳ���ĥ��; ����ʱ, �����ڷ����������Ӻ�ճ���ͬ����, �����ڲ����Ƭ״�����ĥм����, ������ĥ���½���
��������, ������ը��Ϳ����Ӧ�������ṹWC-CoͿ����Ʊ�, �����ϸ������Ϳ���պ�����, ���п��ܻ�����ܸ��Ƶ�Ϳ�㡣 ���ڱ�ը��Ϳ����(����Ϳ���롢 ����-ȼ���ȵ�)��Ϳ��ṹ����ĥ�Ե�Ӱ��, �����������ۡ�
REFERENCES
[1]������. ����Ϳ����ϼ���Ħ��ѧ����[A]. ȫ������ĥ������ѧ�����ֻᱨ�漯[C]. ����: ���������ص�ʵ����, 2003. 1-9.
DING Chuan-xian. Nanostructured coatings and their tribological performance[A]. Proceedings of National Symposium on Wear and Lubrication of Materials[C]. Lanzhou: State Key Laboratory of Solid Lubrication, 2003. 1-9.
[2]Usmani S, Sampath S, Houck D L, et al. Effect of carbide grain size on the sliding and abrasive wear behavior of thermally sprayed WC-Co coatings[J]. Tribology Transactions, 1997, 40(3): 470-478.
[3]Stewart D A, Shipway P H, McCartney D G. Abrasive wear behaviour of conventional and nanocomposite HVOF-sprayed WC-Co coatings[J]. Wear, 1999, 225-229: 789-798.
[4]Qiao Y F, Liu Y R, Fischer T E. Sliding and abrasive wear resistance of thermal-sprayed WC-Co coatings[J]. Journal of Thermal Spray Technology, 2001, 10(1): 118-125.
[5]Skandan G, Yao R, Sadangi R, et al. Multimodal coatings: A new concept in thermal spraying[J]. Journal of Thermal Spray Technology, 2000, 9(3): 329-331.
[6]Dent A H, DePalo S, Sampath S. Examination of the wear properties of HVOF sprayed nanostructured and conventional WC-Co cerments with different binder phase contents[J]. Journal of Thermal Spray Technology, 2002, 11(4): 551-558.
[7]Yang Q Q, Senda T, Ohmori A. Effect of carbide grain size on microstructure and sliding wear behavior of HVOF-sprayed WC-12%Co coatings[J]. Wear, 2003, 254(1-2): 23-34.
[8]Kear B H, McCandlish L E. Chemical processing and properties of nanostructured WC-Co materials[J]. Nanostructured Materials, 1993, 3: 19-30.
[9]He J, Ice M, Lavernia E J. Synthesis of nanostructured Cr3C2-25(Ni20Cr) coatings[J]. Metallurgical and Materials Transactions A, 2000, 31A(2): 555-564.
[10]Murthy J K N, Rao D S, Venkataraman B. Effect of grinding on the erosion behaviour of a WC-Co-Cr coating deposited by HVOF and detonation gun spray processes[J]. Wear, 2001, 249(7): 592-600.
[11]Karimi A, Verdon C, Barbezat G. Microstructure and hydroabrasive wear behaviour of high velocity oxy-fuel thermally sprayed WC-Co(Cr) coatings[J]. Surface & Coatings Technology, 1993, 57 (1): 81-89.
[12]Lovelock H L D. Powder/processing/structure relationships in WC-Co thermal spray coatings: A review of the published literature[J]. Journal of Thermal Spray Technology, 1998, 7(3): 357-373.
[13]Ramnath V, Jayaraman N. Characterization and wear performance of plasma sprayed WC-Co coatings[J]. Materials Science and Technology, 1989, 5: 382-388.
[14]Usmani S, Sampath S, Herman H. Thermal Spray Processing of nanoscale materials��a conference report with extended abstracts[J]. Journal of Thermal Spray Technology, 1998, 7(3): 429-430.
[15]���ҿ�. ����ĥ��ԭ��������ĥ��[M]. ����: �廪��ѧ������, 1993.
LIU Jia-jun. Wear mechanism and resistance of materials[M]. Beijing: Tsinghua University Press, 1993.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50475159)
�ո�����: 2005-07-15; ������: 2005-08-20
�����: ����ѩ(1977-), Ů, ��ʿ�о���
ͨѶ����: �� ��, �о�Ա; �绰: 024-23971778; E-mail: shuli@imr.ac.cn
