
DOI: 10.11817/j.issn.1672-7207.2017.09.010
���СԲ�����Գ��λ���
������1, 2����ҫ1����Ȫ��1����־Ө1���Ŵ�3
(1. �������պ����ѧ ��е���̼��Զ���ѧԺ��������100191��
2. �������պ����ѧ �Ƚ����շ�����Эͬ�������ģ�������100191��
3. ��������ѹ��������˾�����301700)
ժ Ҫ��
Բ���������Լ������һ��2���δ�Բ�DZ�СԲ�ǵ����Գ��η����������Լ���ģ��������ģ������λ�õIJ�ͬ�����ȷ�����2���γ��ι�����2����ģ��ʽ�����ӣ�����Ӱ����СԲ����ģ���̵����Ϸ�ʽ��ֱ������Ӧ��״̬����ͨ�����۷���������1���γ��κ��ʵ���Բ�ǵļ��㹫ʽ���о������������ģ��ʽ2��������СԲ�ǵij��Σ�����СԲ�ǵĽϺó��η�ʽ��
�ؼ��ʣ�
������ֲ���������СԲ������ģ��ʽ�����Գ�����
��ͼ����ţ�TG394 ���ױ�־�룺A ���±�ţ�1672-7207(2017)09-2324-07
Mechanism research on sheet flexible forming with small round corner
LANG Lihui1, 2, WANG Yao1, ZHANG Quanda1, SUN Zhiying1, ZHANG Chun3
(1. School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China;
2. Collaborative Innovation Center of Advanced Aero-Engine, Beihang University, Beijing 100191, China;
3. Tianjin Tianduan Press Co. Ltd, Tianjin 301700, China)
Abstract: A new flexible forming method, which cnages the round corner radius from big values to small ones by two steps, was proposed for the specimen with local small round corner radius. Depending on different tangent positions between the specimen and the die, two kinds of forming modes in the second step were analyzed firstly. The material flow modes which had influence on the forming of small convex and concave round corner and the stress state of straight wall area were both presented. Meanwhile, the calculation formulas for the suitable convex and concave round corner in the first step were also given by theoretical analysis. The results show that forming mode 2 is more beneficial for the formation of small round corner and is a good method for the formation of small convex and concave round corner.
Key words: sheet metal; local feature; small convex and concave round corner; forming mode; flexible forming
�����������ŶԲ�Ʒ�ڼ�����������������Ҫ��IJ�����ߣ�Խ��Խ��ı��ڡ����и������漰�ֲ�С�����ͼ�СԲ�ǵİ��������㷺Ӧ���ں��ա����켰��������������СԲ�ǰ뾶ͨ����Ϊ1~3���Ϻ��ҳ���������治�����κλ��ˣ����һ�������������Ѷȣ���������������˽ϴ����ѣ���ˣ��ڸ�����״���ڹ��������У����ھֲ�С�����ͼ�СԲ�ǵľ������Գ��γ�Ϊ�о��ȵ㡣ͬʱ���ü���Ҳ���Ƚ����Լӹ�������չ����֮һ[1-5]���������ֲ�СԲ�ǿ��Է�Ϊ2�֣���Բ�ǺͰ�Բ�ǡ�СԲ�dz���ʱ��������ģѹ�������·���������Բ�����������ܵ�����������Ӧ�����ۺ����ã��ں����ؼ�С�����׳�������������һ�γ��Ρ�С��Բ�dz���ʱ�����ڳ�����ֱ�����нϴ��Ħ�������ᵼ��ֱ�����밼Բ�������ɴ����ϱں��С�����������ѡ�������Һѹ���Գ��Σ������������ܺõı������ã�����Բ�������������ѹ��ԶԶ�������������������ѹ�������Ҹ�ѹ��С��Բ��ֻ�ܿ����ϼ��������Σ�������ȫ��ģ[6-10]����ˣ���ξ�������СԲ�dz�Ϊ������״���ڹ��������еĹؼ�����[11]�����ھֲ�СԲ�������ij��Σ��о��༯���ڹܲ��ڸ�ѹ���Ρ��Գ��Ƶ�[12]���ڷ���ģ�߹ܲ��ڸ�ѹ���Σ�������ǹܲ���ģ�们��Ħ������ѧģ�ͣ���������֤������Բ�ǰ뾶������С����ֵ�������������ۼ��㹫ʽ�����յ�[13]���о��ν���Բ�Dz�λ�ڸ�ѹ���ε�Ӧ���ֲ��ͱ��λ�����������ʾ��ֱ�ں�Բ�ǹ������ں��С�����ѵ���ѧ���������ڸ�ѹ���������ƺ�����ƾ���ָ�����塣SONGMENE[14]�о���Բ�dz��ι����е�Ħ�����أ��������������λ�ú�����ѹ����Ӱ�졣CHEN��[15]����Abaqus����������ʵ�嵥Ԫ�����˷��ν����ڸ�ѹԲ�������ε�����Ԫģ�ͣ��о���Ħ����Բ�dz��ι��̵�Ӱ����ɡ�KRIDLI��[16]�о��˹�����ȡ��ӹ�Ӳ��ָ����ģ��Բ�ǰ뾶��Բ�������̵�Ӱ����ɡ����ڰ���������СԲ�dz��Σ�Ŀǰ���о���������١�KONG��[17]����˫���ѹ��Һ���η��������δ��оֲ�СԲ�������ĺ��ձ��ڲ��ư���������µij��ι����ܹ���ַ��Ӳ��ϵı���������ʹ���ư���ֲ�С�������α�����ƽ������Ч����������ʧЧ���������������е��о������ϣ����һ���µİ�ľֲ�СԲ�dz��η������÷����ڳ��ζ���Բ�ǵ�ͬʱ��ͨ��Բ�������ϵľۼ��������Եײ���Բ�ǵij���Ҳ����������֧�����á�ͨ�������µ�СԲ�dz��λ������������������жԱȣ�֤���˸÷����������ԡ�
1 СԲ����������
СԲ���������ߴ���ͼ1��ʾ���Լ��ں�Ϊ0.8 mm������Ϊ�����SUS321����ѧ�������1��ʾ��Բ�ǰ뾶��Ϊ1.5 mm��Ϊ1.87���Ϻ�Բ�ǰ뾶Ϊ2.5 mm��Ϊ3.13���Ϻ���2��Բ�Ǿ�Ϊ��СԲ�ǡ������Լ����Ի���Ϊ5��������������Բ������ֱ��������Բ�����͵ױ�����������Ϊ���ʽ�С�Ķ��������棬����Ϊ94 mm��ֱ�������ԼΪ28 mm����ױн�Ϊ108�㡣�ױ���ҲΪ���棬��״��������Բ�Σ����᳤��ԼΪ365 mm�����᳤��ԼΪ146 mm���Լ���������Ҫ��ܸߣ��������κ����ԵĻ��ۣ����ұں��С�ʲ��ô���10%����ˣ���ͳ��ģ���κ����������Ҫ���Լ��Ľṹ�ص㼰����Ҫ��������Կ�����������СԲ�ǵľ����μ���ѡ�õ����Գ��ι��ն��Ǹ��Լ����εĹؼ���
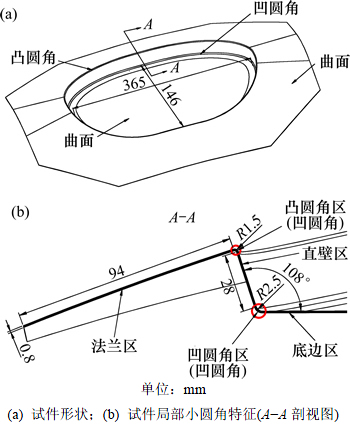
ͼ1 �Լ���СԲ����������ߴ�
Fig. 1 Feature and dimension of small round corner of specimen
��1 �����SUS321�����ѧ����
Table 1 Mechanical properties for stainless steel SUS321
2 СԲ�dz��ι��ռ������
2.1 �����豸�빤�շ���
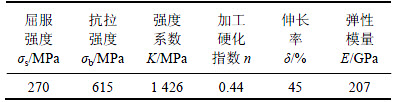
�����豸��ͼ2��ʾ��Ϊ4 500 t��ij�Һ���λ������豸ͨ����������������Һ��ѹ�������Һ��ѹ���ɴ�100 MPa���豸������ѹ��Ϊ41 MN��ѹ�߸���ѹ��Ϊ4 MN������̨�泤����Ϊ2 300 mm��1 800 mm���豸Һѹ����ϵͳ��������ת��װ��(�����ס�������õ�)���������ڿ���װ��(�������Ʒ����ɿ顢�ȵ���������ѹ������������������)������װ��(�������䡢���ȼ���ȴϵͳ��ѭ������ϵͳ����·)��Һѹ����(������������������ͷ��ѹ������Һλ��ѹ����������������·��)����ɣ���������ϵͳ������ɸ��ֶ�����ѭ�������ж����ĵ���������Ͳ���̨����������ϵͳ����PLC (Programmable Logic Controller���ɱ����������)���ƣ����������ȫ�����ܰ�ť���в�����
ͼ2 4 500 t��ij�Һ�����豸ʾ��ͼ
Fig. 2 Diagram of 4 500 t sheet hydroforming equipment
���ڸ��Լ��ij��Σ���������ͨ����ģ���Σ��������������ɻ��ˣ�����Ϊ�˱�֤�ں��С�ʣ����������2�������ϵij��μ����ι��������þ۰������Σ�����ι��̾۰������費�ϱ�ѹ��Ч�ʽϵͣ��������СԲ���������׳��Σ���ˣ������ѹ������ʳ��Σ������ڸ�ѹҺ������غ������±��ξ��ȣ��ɴﵽ�Ϻõij���Ч��[18-20]��
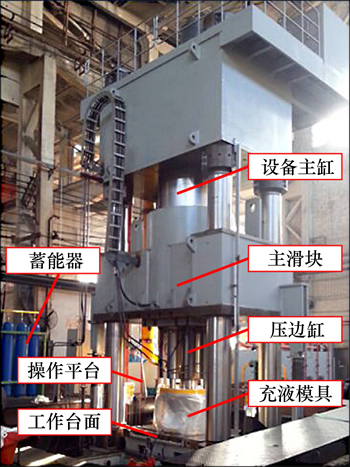
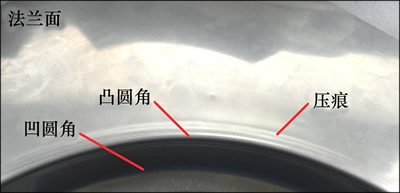
Ϊ̽���ʺ���СԲ�������ij��ι��գ�����ֱ�ӽ���1����Һѹ���Σ���������ͼ3��ʾ����ͼ3��֪��Բ�Ǵ��������ѡ����ѿڵ���ò�������Կ���������Ϊ������и����ͣ����ڸ�ѹҺ���������Ӧ����СԲ�ǵļ���Ӧ�����ۺ������²����ġ����Լ�Բ��δ���Ѵ��������У�����ͼ��ͼ4��ʾ��������������Բ�ǰ뾶Ϊ2.1 mm�����Լ�ʵ��Բ�ǰ뾶��40%�����ڰ�Բ�ǣ�Ҳδ����ȫ��ģ(Һѹ���ε���ģ���̼�ͼ5)��������Ϊ��Բ����ȫ��ģ��Ҫ�ܴ�ľֲ�Һѹ�����⽫��������Һ��ѹ�����ӣ��豸��λ�����⣬�ںܴ��Һ��ѹ���£���Բ����������ģ��ֱ�ڲ��ֺ�����Բ�������ϣ�ֻ�ܿ�Բ�������������ıں��С����ģ�ߣ��������ں���ȼ�С�������ѣ���ˣ����������Լ��ıں��С��Ҫ��
ͼ3 1����Һѹ�����Լ�
Fig. 3 Hydroforming specimen by only one step
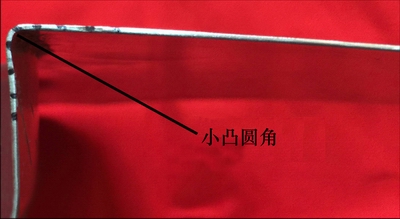
ͼ4 СԲ������ͼ
Fig. 4 Sectional view of small convex round corner
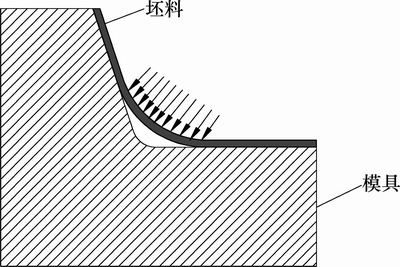
ͼ5 Һѹ���ΰ�Բ������ģ����ʾ��ͼ
Fig. 5 Diagram of forming process of concave round corner area by hydroforming
��������������������СԲ�������ľ����κ���1������ɣ��ʲ���2���Σ���Բ�DZ�СԲ�Ƿ�ʽ����1�����ȳ��ε�Բ�Ǵ�һЩ���Ա�����������룬��������ȱ�ݣ����η�ʽ����Һѹ���Σ����ι���ʾ��ͼ��ͼ6��ʾ����ͼ6��֪����1����Һѹ���ι��̿ɷ�Ϊ��ģ��(ͼ6(a))��Բ���������ν�(ͼ6(b))�Ͱ�Բ������(ͼ6(c))����2���ν�һ�����Σ���СԲ�ǣ��ﵽ������Ч�������ڰ�Բ�������������ε���ģ��ʽ(��ͼ5)������С��Բ�dz��Σ��ʵ�2���β��ô�����Ƥ��ĸ�ģ���Σ�������Ƥ�����Ϊ5 mm�ľ۰�������Ӳ��(HA)Ϊ80������ǰ������Ƥ������ڰ����ϣ��ڸ���ģ�������������һ����Σ����ϱ����������á�ͬʱ��������Ƥ��Ӳ�Ƚ�Ӳ������ͨ�����ݸ���ģ������СԲ�dz��γ���������2���γ��η����ȿ��Է���Һѹ�������ϱ��ξ��ȵ��ŵ㣬�ֿ��Է��Ӹ���ģ(������Ƥ��)����СԲ�ǵ����ƣ�ͬʱ���Լ���������û���κ�Ӱ�죬�ǽϺõij���ѡ��
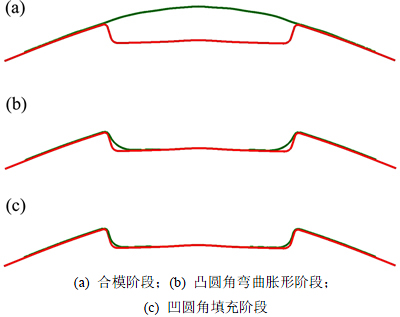
ͼ6 ��1����Һѹ���ι���ʾ��ͼ
Fig. 6 Diagrams of hydroforming process in the first step
2.2 СԲ�dz��λ���
��������2���γ��ι��գ����εĹؼ�����ȷ����1������Բ�Ǻ͵�2����Բ�ǵ���ģ��ʽ��
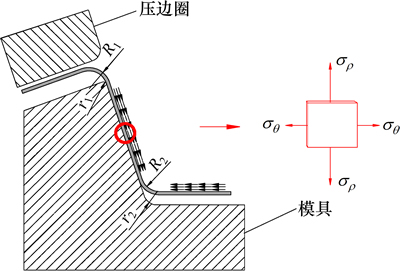
���ȣ���������������ĵ�2������2�ִ�Բ�DZ�СԲ����ģ��ʽ����ģ������ͼ7��ʾ(���У�R1��R2�ֱ�Ϊ��1���γ�����Բ�ǰ뾶��r1��r2Ϊ����Ҫ���ε���СԲ�ǰ뾶)����ʽ1�ͷ�ʽ2�IJ�֮ͬ��������ģ�������Լ���ģ�ߵ�����λ�ò�ͬ��
���ڷ�ʽ1��������λ����ֱ����������r1��С���ڳ��ι����У�R1Բ���ϰ�εĴ־�λ�ڰ�ģ������������ѹ��Ȧ�������к�ģ���ò������ճ�Ϊ�Լ��������֣�����ģ���У�R1Բ���°�κ�С�IJ�����ģ�����²���������Ρ���ģ��ʽ1��ȱ��֮һ�����Լ�����������ѹ��(��ͼ8)��������Ԥ�����Լ�R1Բ�Ǻ��䷨��ֱ������λ�ñ�ѹ��Ȧѹ������ɵġ�ͼ9��ʾΪ��ģ��ʽ1ֱ����Ӧ��״̬��С��Բ�dz��β��Ϸ�ʽ�����ű��εĽ��У�ֱ��������ģ������Բ����(R1)���к�С���ֲ���ֱ�������Σ�����ֱ����������Ӧ�����ں��С�Ӿ硣ͬʱ���ڳ��ν�r2ʱ��ֱ������Բ�����IJ��������㣬���°�Բ��r2�ıں��С�ϴ��ڰ�Բ��r2�ij��Σ����Һѹ��䷽ʽ����ʽ1�����ֱ������Բ�������ϲ�������⣬��Ҳ�����������������ã���С��Բ�dz��Ρ�
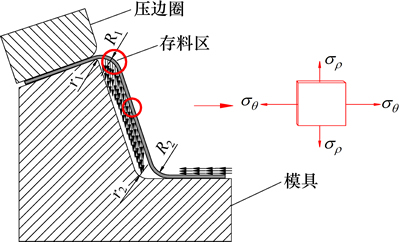
���ڷ�ʽ2���Լ���ģ������ģ�ߵ�����λ���ڷ��������������Լ��������ѹ�ۣ�����˳�����������ͼ7���Կ�������ģ��ʽ2Ԥ�����Լ�����ߴ�Ȱ�ģ����ߴ�Сһ��Բ�ǰ뾶��(R1-r1)�����Ҫ���1���γ��ε�Բ��R1����̫����̫���°뾶��(R1-r1)��������Ӧ�������Լ��ں��С���ء�R1�����ֵӦΪ��1���β�����ʱ����СԲ�ǡ���ʽ2��Բ����ģ��ʽΪģ����ѹ���츴�ϳ��Ρ���ģ�����������������ۺ������£�����б�����˶�����Բ�����γ�1��������(��ͼ10)����Ϊ������Բ��r2�ij��β������ϣ�������r2���Ρ����ű��εĽ��У�ֱ��������ģ��ֱ����Ӧ��״̬����Բ���������Ϸ�ʽ��ͼ10��ʾ������Բ�Ǵ������Ĵ��ڣ�ʹֱ�������ϳ��㣬��Բ�ǵIJ���Ҳ�ܳ�֡���ֵģ��õ�2����ģ��ʽ��ֱ�����͵ױ�����Բ�������������Աȣ���ͼ11��ʾ�����⣬��������Ӧ�����ӣ�ֱ�������ϱ��θ��Ӿ��ȣ������Ը��á����ڰ�Բ��r2�ij��Σ������ģ��ʽ1����ģ��ʽ2�ij��ι����а�Բ�����IJ�������������֣�ʹ��Բ�����ıں�ֲ����Ӿ��ȣ�����Ч�����á�
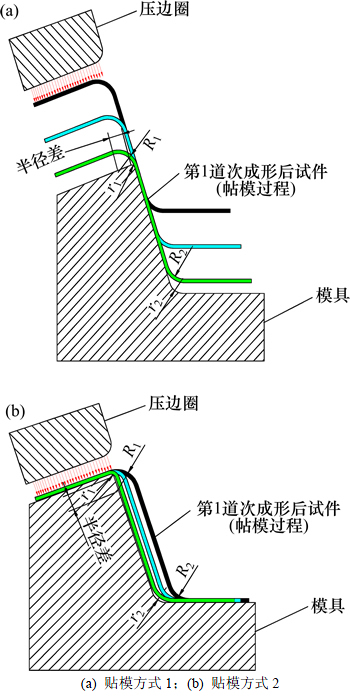
ͼ7 ��2���δ�Բ�DZ�СԲ����ģ��ʽʾ��ͼ
Fig. 7 Diagram of forming modes of round corner radius from big values to small ones in the second step
ͼ8 ��ģ��ʽ1������ȱ��ʾ��ͼ
Fig. 8 Diagram of defect in flange area by forming mode 1
ͼ9 ��ģ��ʽ1ֱ����Ӧ��״̬��С��Բ�dz��β��Ϸ�ʽ
Fig. 9 Stress state of straight wall area and material feed mode to form small concave round corner of forming mode 1
ͼ10 ��ģ��ʽ2ֱ����Ӧ��״̬��С��Բ�dz��β��Ϸ�ʽ
Fig. 10 Stress state of straight wall area and material feed mode to form small concave round corner of forming mode 2
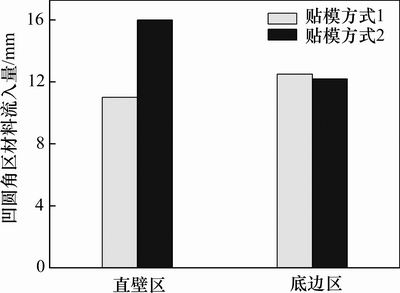
ͼ11 2�ַ�ʽ�°�Բ���������������Ա�
Fig. 11 Comparison of material inflow amount of concave round corner area under the two forming modes
3����ģ��ʽ(����Һѹ��䷽ʽ)���Լ���Բ�����ں�ֲ�������ͼ12��ʾ��ͨ������������������Կ��������η�ʽ2���������Լ��ij��Σ��dz�����СԲ�ǵĽϺ÷�ʽ��
ͼ12 3����ģ��ʽ���Լ���Բ�����ں�ֲ�����
Fig. 12 Wall thickness distribution curves of concave round corner area under the three forming modes
2.3 Ԥ������Բ�Ǵ�Сȷ��
���ڳ��η�ʽ2����1���������ε���Բ�Ƕ�����ģ����Ӱ��ϴ�����Բ��R1�����ֵΪ��1���β�����ʱ����СԲ�ǣ���Բ��R2��ɸ���Һѹ����Բ�������̿ɳ��ε���СԲ�ǽ��м��㡣
��Һѹ�������������ϣ����Ͽ�ʼ���Σ����Ű�ģԲ��(Բ��)��������������������һ�����ӵ����Ա��ι��̣�Ϊ�˼������������¼��裺
1) ��������Ϊ��ȫ���Ա��Σ�
2) ����Ӧ��ǿ��ЧӦ��
����������������Ӧ���ɱ�ʾΪ
 (1)
(1)
ʽ�У� Ϊ����ƽ��Ӧ����
Ϊ����ƽ��Ӧ���� Ϊ��������Ӧ����
Ϊ��������Ӧ����
 (2)
(2)
ʽ�У�RΪ�������뾶��rΪ�����ڲ�뾶�� Ϊ���Բ�뾶��tΪ���Ϻ�ȡ�
Ϊ���Բ�뾶��tΪ���Ϻ�ȡ�
���������Ű�ģԲ��(Բ��)�ƶ����ٶ�������Բ�Dz��ֵĸ���������Pw����������������ȣ����ڰ�ģԲ�Ǵ��������뷴��������������ĸ���Ӧ��Ϊ��
 (3)
(3)
 (4)
(4)
ʽ�У� Ϊ�����ذ�ģԲ�ǰ뾶�ƶ��ij��ȣ�dΪ��ģ��ֱ����
Ϊ�����ذ�ģԲ�ǰ뾶�ƶ��ij��ȣ�dΪ��ģ��ֱ���� Ϊ���Ͽ���ǿ�ȣ�
Ϊ���Ͽ���ǿ�ȣ� ΪԤ����Բ�ǰ뾶��ͨ����������������õ���������Ӧ��Ϊ
ΪԤ����Բ�ǰ뾶��ͨ����������������õ���������Ӧ��Ϊ
 (5)
(5)
���ǰ�ģԲ�ǵ�Ħ��Ӱ�죬���������������Ӧ��Ϊ
 (50�㣼
(50�㣼 ��70��) (6)
��70��) (6)
ʽ�У� ΪĦ�������Ӧ�����ӱ�����
ΪĦ�������Ӧ�����ӱ�����
���ι����а�ģԲ�ǰ뾶ԽС�������ϱ��γ̶�Խ��������Ե��ά�������ҲԽ����ģԲ�ǰ뾶��С��һ��ֵʱ���������ά��������γ����������ñ��γ̶ȣ���������������ѡ���ˣ��ɸ��������ά���ѵļ��������뾶�������С��ģԲ�ǰ뾶������1���γ��ε���СԲ�ǰ뾶��
 (7)
(7)
ʽ�У� Ϊ����Ե����Ӧ����
Ϊ����Ե����Ӧ���� Ϊ����Ե����Ӧ�䣻KΪ����ǿ��ϵ����nΪ���ϼӹ�Ӳ��ָ����
Ϊ����Ե����Ӧ�䣻KΪ����ǿ��ϵ����nΪ���ϼӹ�Ӳ��ָ����
�߽�����Ϊ��
 (8)
(8)
 (9)
(9)
ʽ�У� ΪĦ�����ӣ�
ΪĦ�����ӣ� Ϊ��������ǿ�ȡ�
Ϊ��������ǿ�ȡ�
��Բ��R2�ɳ��ε���СԲ�ǰ뾶��ͨ������[17]�еĹ�ʽ����õ�(ʽ(10))��ʵ�ʳ����У�Ϊ����߳������ܣ�R2�������õ��Դ�һЩ��
 (10)
(10)
ʽ�У�pΪ���ι���Һ��ѹ����
3 СԲ�dz�������
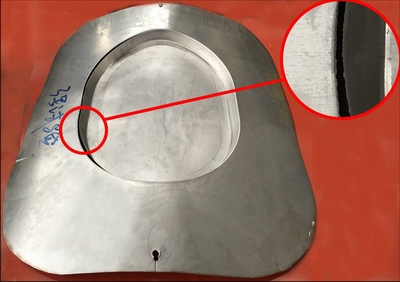
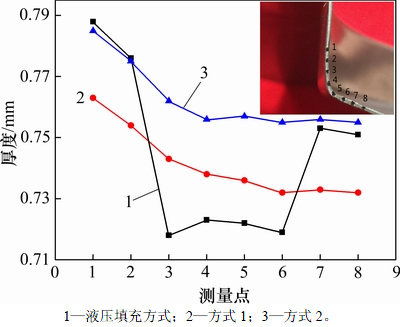
����������4 500 t��ij�Һ���λ��Ͻ��У�ͨ�����ۼ��㼰���ó��η�ʽ2�õ��ĺϸ��Լ���ͼ13��ʾ�����Լ��ײ�����Ϊ�������ģ��ض��᷽���2�ֳ��η�ʽ���Լ��ں�ֲ����в����������ͼ14��ʾ����ͼ14���Կ��������η�ʽ2�õ����Լ�����ں�ֲ����Ӿ��ȣ���������СԲ�������ں��С���٣�����Ч���Ϻã��Ǿֲ�СԲ�������ĽϺó��η�����

ͼ13 ���η�ʽ2�õ��ĺϸ��Լ�
Fig. 13 Qualified specimen obtained by forming mode two
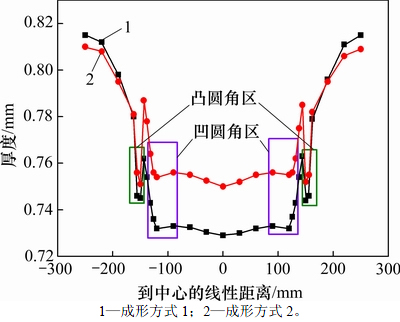
ͼ14 2�ֳ��η�ʽ���Լ��ں�ֲ�����
Fig. 14 Thickness distribution curves under two forming modes
4 ����
1) �����Լ���ģ������ģ������λ�õIJ�ͬ�������һ��2���δ�Բ�DZ�СԲ�ǵ����Գ��η������÷�������Բ�����γ�1����������Ϊ����ֱ�ںͰ�Բ�ǵij��β�����ϣ�����Ч���ڳ��δ��оֲ�СԲ�������������
2) ����2�������Գ��η��������εĹؼ�����ȷ����1������Բ�Ǻ͵�2����Բ�ǵ���ģ��ʽ��ͨ�����۷���������1���γ��κ��ʵ���Բ�ǵļ��㹫ʽ����������2��������2����ģ��ʽ�����Ϲ��̼�ֱ������Ӧ��״̬��ͨ�����������Աȣ���֤��������������ȷ�ԣ�˵���÷��������ھֲ�СԲ���������Ρ�
�ο����ף�
[1] ������, ������, �״���, ��. �����ӽ���μ����ں������������Ӧ�÷���[J]. ���վ������켼��, 2008, 44(2): 38-41.
CHEN Xianyou, ZHAO Liangtang, BAI Chunhua, et al. Analysis of precision sheet metal forming technology in the field of aviation manufacturing application[J]. Aviation Precision Manufacturing Technology, 2008, 44(2): 38-41.
[2] �����, ��Ф��, ��Ԫ��. ���ں����ӽ�װ��������״�뷢չ[J]. �������켼��, 2009(1): 34-39.
HOU Hongliang, YU Xiaofang, ZENG Yuansong. Current and development status of sheet metal equipment and technology in Chinese aviation industry[J]. Aeronautical Manufacturing Technology, 2009(1): 34-39.
[3] ��ϣӢ, ������, ������, ��. ��������M-Kģ�͵����Ͻ��ij��μ���ͼԤ��[J]. �������պ����ѧѧ��, 2015, 41(4): 675-679.
YANG Xiying, LANG Lihui, LIU Kangning, et al. Prediction of forming limit diagram of AA7075-O aluminum alloy sheet based on modified M-K model[J]. Journal of Beijing University of Aeronautics and Astronautics, 2015, 41(4): 675-679.
[4] LANG Lihui, WANG Yongming, XIE Yasu, et al. Pre-bulging effect during sheet hydroforming process of aluminum alloy box with unequal height and flat bottom[J]. Transactions of Nonferrous Metals Society of China, 2014, 22(S2): 302-308.
[5] KIM B J, TYNE C J V, LEE M Y, et al. Finite element analysis and experimental confirmation of warm hydroforming process for aluminum alloy[J]. Journal of Materials Processing Technology, 2007, s187/188(2007): 296-299.
[6] LIU Yanhui, WANG Gang, WANG Ruju, et al. Super plastic bulk metallic glasses at room temperature[J]. Science, 2007, 315(5817): 1385-1388.
[7] SWADESH K S, KUMARB D R. Effect of process parameters on product surface finish and thickness variation in hydro-mechanical deep drawing[J]. Journal of Materials Processing Technology, 2008, 204(1): 169-178.
[8] ����, ������, �̸߲�, ��. TA1��ĶԽ��������鼰��ֵģ���о�[J]. ��ѹ����, 2015, 40(2): 138-144.
GUO Can, LANG Llihui, CAI Gaoshen, et al. Experiment and simulation research of Yoshida Buckling Test on TA1 sheet[J]. Forging & Stamping Technology, 2015, 40(2): 138-144
[9] GAO Tianjun, WANG Yao, LIU Jianguang, et al. Research on formability of aluminum alloy 2024 Sheet by viscous pressure forming[J]. Advanced Materials Research, 2013, 634/635/636/ 637/638(1): 2872-2876.
[10] HWANG Y M, CHEN W C. Analysis of tube hydroforming in a square cross-sectional die[J]. International Journal of Plasticity, 2005, 21(9): 1815-1833.
[11] LI Xiaoqiang, SONG Nan, GUO Guiqiang. Experimental measurement and theoretical prediction of forming limit curve for aluminum alloy 2B06[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): 335-342.
[12] �Գ���, Ф��, ����. �ܲ������е�Բ�dz���[J]. ��е����ѧ��, 2006, 42(10): 115-121.
ZHAO Changcai, XIAO Hong, ZHANG Qing. Circular arc forming in tube expansion forming[J]. Chinese Journal of Mechanical Engineering, 2006, 42(10): 115-121.
[13] ����, Է����, ������. �ڸ�ѹ���ξ��ν���Բ��Ӧ������[J]. ��е����ѧ��, 2006, 42(6): 150-155.
LIU Gang, YUAN Shijian, TENG Bugang. Stress analysis on corner of rectangular section in tube hydroforming[J]. Chinese Journal of Mechanical Engineering, 2006, 42(6): 150-155.
[14] SONGMENE V. A comparison of high strength steel to mild steel in the corner fill hydroforming test[R]. Ontario: Industrial Research and Development Internship, 2001: 72-75.
[15] CHEN K K. The effects of friction on busting of tubes in corner filling[R]. Washington: SAE, 2003: 55-58.
[16] KRIDLI G T, BAO L, MALLICK P K, et al. Investigation of thickness variation and corner filling in tube hydroforming[J]. Journal of Materials Processing Technology, 2003, 133(3): 287-296.
[17] KONG Deshuai, LANG Lihui, SUN Zhiying, et al. A technology to improve the formability of thin-walled aluminum alloy corrugated sheet components using hydroforming[EB/OL]. [2015-09-04]. http://oninelibrary.wiley.com/doi/10.1007/s00170- 015-7727-5.
[18] ZHANG S H, DANCKRRT J. Development of hydromechanical deep drawing[J]. Journal of Materials Processing Technology, 1998, 83(S1/2/3): 14-20.
[19] LANG L H, JOACHIM D, KARL B N. Investigation into the effect of pre-bulging during hydromechanical deep drawing with uniform pressure onto the blank[J]. International Journal of Machine Tools and Manufacture, 2004, 44(6): 649-657.
[20] ������, ��ϣӢ, ������, ��. һ�����Զ������в��ϳ����ļ���ģ�ͼ���Ӧ��[J]. ����ѧ��, 2015, 36(2): 672-679.
LANG Lijui, YANG Xiying LIU Kangning, et al. A calculating model of material constant in ductile fracture criterion and its applications[J]. Acta Aeronautica et Astronautica Sinica, 2015, 36(2): 672-679.
(�༭ �����)
�ո����ڣ�2016-11-07�������ڣ�2016-12-31
������Ŀ(Foundation item)�����ҿƼ��ش�ר��(2014ZX04002041)��������Ȼ��ѧ����������Ŀ(51175024) (Project(2014ZX04002041) supported by the National Science and Technology Major Project; Project(51175024) supported by the National Natural Science Foundation of China)
ͨ�����ߣ������ԣ���ʿ�����ڣ�����Һѹ���Գ��μ�����װ���о���E-mail: lang@buaa.edu.cn
ժҪ����Դ��оֲ�СԲ���������Լ������һ��2���δ�Բ�DZ�СԲ�ǵ����Գ��η����������Լ���ģ��������ģ������λ�õIJ�ͬ�����ȷ�����2���γ��ι�����2����ģ��ʽ�����ӣ�����Ӱ����СԲ����ģ���̵����Ϸ�ʽ��ֱ������Ӧ��״̬����ͨ�����۷���������1���γ��κ��ʵ���Բ�ǵļ��㹫ʽ���о������������ģ��ʽ2��������СԲ�ǵij��Σ�����СԲ�ǵĽϺó��η�ʽ��
[2] �����, ��Ф��, ��Ԫ��. ���ں����ӽ�װ��������״�뷢չ[J]. �������켼��, 2009(1): 34-39.
[8] ����, ������, �̸߲�, ��. TA1��ĶԽ��������鼰��ֵģ���о�[J]. ��ѹ����, 2015, 40(2): 138-144.
[12] �Գ���, Ф��, ����. �ܲ������е�Բ�dz���[J]. ��е����ѧ��, 2006, 42(10): 115-121.
[13] ����, Է����, ������. �ڸ�ѹ���ξ��ν���Բ��Ӧ������[J]. ��е����ѧ��, 2006, 42(6): 150-155.
