
Trans. Nonferrous Met. Soc. China 30(2020) 2045-2055
Yield strength prediction of rolled Al-(1.44-12.40)Si-0.7Mg alloy sheets under T4 condition
Guang-dong WANG1, Ni TIAN1,2, Jing-yi CAO1, Yi-ran ZHOU1, Gang ZHAO1,2, Liang ZUO1,2
1. School of Materials Science and Engineering, Northeastern University, Shenyang 110819, China;
2. Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China
Received 11 December 2019; accepted 8 July 2020
Abstract:
The effects of Si content on the microstructure and yield strength of Al-(1.44-12.40)Si-0.7Mg (wt.%) alloy sheets under the T4 condition were systematically studied via laser scanning confocal microscopy (LSCM), DSC, TEM and tensile tests. The results show that the recrystallization grain of the alloy sheets becomes more refined with an increase in Si content. When the Si content increases from 1.44 to 12.4 wt.%, the grain size of the alloy sheets decreases from approximately 47 to 10 ��m. Further, with an increase in Si content, the volume fraction of the GP zones in the matrix increases slightly. Based on the existing model, a yield strength model for alloy sheets was proposed. The predicted results are in good agreement with the actual experimental results and reveal the strengthening mechanisms of the Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition and how they are influenced by the Si content.
Key words:
wrought Al-(1.44-12.40)Si-0.7Mg alloy sheets; T4 condition; Si content; yield strength prediction; strengthening mechanism;
1 Introduction
The Al-Si alloy is widely used in the aerospace, medical-equipment, and vehicle industries because of its excellent properties (low density, low thermal expansion, high corrosion resistance, and high wear resistance) [1-4]. Al-Si alloys are commonly used for casting because of their good casting properties [5,6]. Recently, as for DC-cast Mg-containing high-Si aluminum alloy ingots without modification treatments, their plastic processing performances have been significantly improved via a deformation heat treatment [7]. Further, wrought Mg-containing high-Si aluminum alloy has attracted much attention as an ideal structural material owing to its strength and ductility, which are comparable to those of 6xxx series wrought aluminum alloys. Moreover, wrought Mg-containing high-Si aluminum alloy with higher wear and corrosion resistances and lower thermal expansion coefficient is lighter than 6xxx series wrought aluminum alloy [8,9].
The yield strengths of Al-Mg-Si (6xxx) and Al-Si-Mg (4xxx) alloys have gained much attention. In recent years, many related models for yield strength calculations for these aluminum alloys have been established. NANDY et al [10] studied the contribution of precipitates under different aging conditions to the yield strength of AA6063 aluminum alloy by considering the interactions between dislocations and particles with the classical model. Further, they predicted the yield strength of AA6063 aluminum alloy under different aging conditions by introducing the effects of grain boundaries and solid solution strengthening on the yield strength. BARDEL et al [11] established a precipitation-strengthening model and described the changes in the microstructure and strength of T6-treated 6061 alloy in non-isothermal processes. ESMAEILI et al [12,13] modeled the influence of precipitates on the strength evolution of AA6111 alloy at various aging stages according to its strengthening mechanism, microstructure, and mechanical behavior. The precipitation-hardening model for the yield strength was established for the case that the precipitate acts as a strong or weak obstacle. SIMAR et al [14] established a precipitation model for predicting the changes in the radius, distribution, and volume fraction of precipitates with a thermal cycle. Further, they predicted the change in the yield strength based on the microstructure. The model parameters were determined via quantitative characterization and tensile tests on AA6005A-T6 samples after an isothermal heat treatment. CHEN et al [15] studied the tensile properties of as-cast Al-7Si-Mg alloy and obtained microstructure parameters such as density, size, distribution, volume fraction of the precipitate, and element content in the matrix via a model for aging precipitation kinetics. Then, they established a numerical model for the yield and tensile strengths of Al-7Si-Mg alloy. The existing yield strength models for Al-Si-Mg (4xxx) series alloys mainly focus on 6xxx aluminum alloys, whereas the yield strength models for high-Si aluminum alloys are mainly for as-cast alloys. At present, few research studies exist on yield models for Mg-containing high-Si wrought aluminum alloys.
This study was done to investigate the influence of the Si content on the microstructure and yield strength of Al-(1.44-12.40)Si-0.7Mg alloy sheets. Based on the microstructure of the alloy sheets and combined with existing models and the finite-element method, the yield strengths of the alloy sheets with different Si contents (within the eutectic range) were predicted. The results provide an important theoretical basis and guidance for in-depth research and industrial applications of high-Si wrought aluminum alloys.
2 Experimental
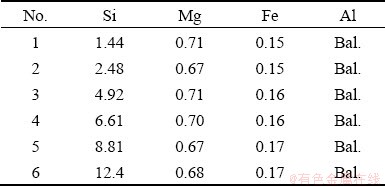
The Al-(1.44-12.40)Si-0.7Mg alloy was DC-cast into 60 mm-thick ingots. The chemical compositions of the ingots are given in Table 1.
Table 1 Chemical compositions of alloy ingots (wt.%)
After a two-stage homogenization treatment at 470 ��C for 5 h and at 525 ��C for 18 h followed by air cooling, the ingots were hot-rolled at 480 ��C into 12 mm-thick plates, and then hot-rolled at 480 ��C into 3.5 mm-thick sheets. Finally, the sheets were cold-rolled into 1.3 mm-thick specimens after intermediate annealing at 450 ��C for 2 h. The tensile-test specimens were cut along the rolling direction from the cold-rolled alloy sheets. All specimens were heated at 540 ��C for 30 min and water-quenched. Afterward, all specimens were stored at room temperature for two weeks for natural aging (i.e., T4 tempering).
The tensile tests were carried on an AG-X 100 kN electronic universal material testing machine. An OLYMPUS Lext-3100 laser scanning confocal microscope (LSCM) was used to investigate the grain size, morphology, and distribution and sizes of Si particles in the alloy sheets. Further, a characterization with a high-resolution transmission electron microscope (HRTEM) was performed with a JEOL JSM-2100F transmission electron microscope (TEM) at an acceleration voltage of 200 kV. For the TEM analysis, the samples were cut from the same position of the alloy sheets, thinned to approximately 90 ��m, and electro-polished in a twin-jet polishing unit at 15 V and -25 ��C until perforation occurred using 30% nitric acid and 70% methanol solution.
The differential scanning calorimetry (DSC) samples were cut into wafers with diameters of approximately 3 mm from the same position on the alloy sheets and then polished smoothly into 1 mm- thick specimens. A NETZSCH DSC 404 F3 differential scanning calorimeter was used to analyze the precipitation behavior of the alloy sheets. The heating temperature was set to be 50-400 ��C at a heating rate of 10 ��C/min.
3 Results
3.1 Microstructure evolution
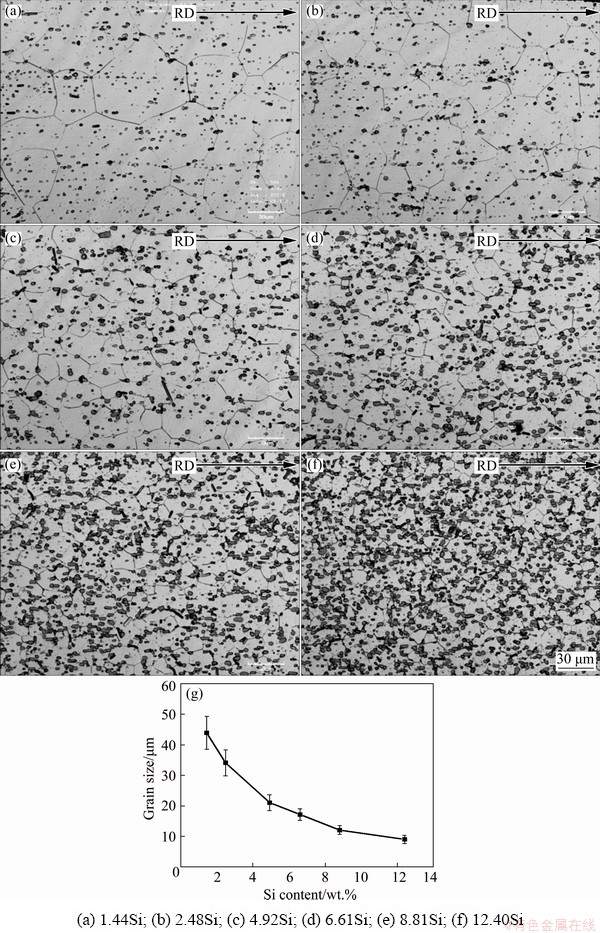
Fig. 1 Microstructures of Al-(1.44-12.40)Si-0.7Mg alloy sheets under T4 condition (a-f) and variation of grain size versus Si content (g)
Figure 1 shows the microstructures of Al- (1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition and the variation in their grain sizes with an increase in Si content. With an increase in Si content from 1.44 to 4.92 wt.%, the size of the Si particles increases from approximately 1.2 to 2.5 ��m. With further increase in Si content, the size of the Si particles remains approximately constant. Further, the number of Si particles increases evidently, and the distribution remains uniform. Moreover, when the Si content increases from 1.44 to 12.4 wt.%, the grain size decreases from approximately 47 to 10 ��m. In addition, the alloy sheets with low Si contents exhibit an obvious mixed-crystal phenomenon. The grain size is relatively small in areas in which the Si particles are densely distributed. By contrast, in regions with sparse Si particles, the grain size is relatively large (Figs. 1(a-c)). With an increase in Si content, the distribution of Si particles in the alloy sheets tends to be uniform, and the grains become refined. Further, the mixed-crystal phenomenon is weakened.
The addition of Si can refine the recrystallization grain of Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition. The influence of the Si particles on the recrystallization of the alloy sheets results from two aspects. Firstly, Si particles can promote the nucleation of recrystallization. In a metal-deforming process, when the particle size is sufficiently large (above 1 ��m), an inhomogeneous strain area appears between the matrix and particles. This strain area stores a large amount of deformation energy, which promotes the growth of sub-grains with a large angle, reduces the critical size of nucleation, increases the nucleation rate, and stimulates recrystallization nucleation [16-19]. Secondly, Si particles can pin grain boundaries and hinder them from migrating during the recrystallization, thereby inhibiting grain growth [20].
3.2 Yield strength prediction
A model based on the microstructure and dislocations is proposed to calculate the yield stress of the alloy sheets. The model parameters are calibrated to this material.
The contribution of the alloy sheets to the yield strength consists of the strength of the matrix (����0), grain boundary strengthening (����hp), precipitation strengthening (����ppt), solid solution strengthening of Mg and Si atoms (����SS), and eutectic Si particle strengthening (����Si). By assuming that these strengthening mechanisms are irrelevant and can be linearly superimposed, the yield strength of Al-(1.44-12.40)Si-0.7Mg alloy sheets (����Y) can be expressed as
����Y=����0+����hp+����ppt+����SS+����Si (1)
(1) Grain boundary strengthening
The increase in Si content refines the grain size of Al-(1.44-12.40)Si-0.7Mg alloy sheets; the grain size gradually decreases from approximately 47 to 10 ��m. The contribution of the grain refinement to the strength of the alloy sheets can be expressed with the widely accepted Hall�CPetch equation:
����y=kd-1/2 (2)
where k is a constant for the influence of the grain boundary on the strength and related to the grain boundary structure. In an aluminum alloy, k is approximately 0.04 MPa��m1/2 [21], and d is the grain size. The grain sizes of Al-(1.44-12.40)Si- 0.7Mg alloy sheets are shown in Fig. 1. The yield strength increments caused by the grain boundaries can be calculated via Eq. (2).
(2) Precipitation strengthening
The typical aging precipitation sequence of Al-Si-Mg series alloys is as follows: supersaturated solid solution (SSS)��GP zones�� ��"(Mg5Si6)����'(Mg9Si5)��Mg2Si. They are coherent or semi-coherent with the matrix, and distribute along the <001> of the matrix [22]. Both Al-(1.44-12.40)Si-0.7Mg alloys and common 6xxx series alloys are Si-surplus Al�CMg�CSi alloys. Nevertheless, the former has a higher Si content. Therefore, it is believed that the precipitating mechanisms of the two aluminum alloys do not exhibit significant differences. It can be concluded that the precipitates of the Al-(1.44-12.40)Si- 0.7Mg alloy sheets under the T4 condition are Mg�CSi atom-enriched clusters; i.e., GP zones.
Figure 2 presents the HRTEM image of the precipitates of Al-8.81Si-0.7Mg alloy sheet under the T4 condition (crystal plane <100>). The radius of the GP zones precipitated from Al-8.81Si-0.7Mg alloy matrix (under T4 condition) is approximately 1.1 nm, which is consistent with relevant research results [23].
The precipitation process during aging is considered to follow the Johnson-Mehl-Avrami- Kolmogorov (JMAK) kinetics [24]:
fr=1-exp(-k��tn) (3)
where fr is the relative volume fraction of the precipitates at aging time t, and k�� and n are the so-called JMAK parameters. For a needle precipitate with finite length, n in the JMAK equation is set to be 1. Therefore, Eq. (3) can be expressed as
fr=1-exp(-k��t) (4)
k�� is the velocity constant, which is related to the nucleation and growth speed. It is sensitive to temperature and has the following relationship:
 (5)
(5)
where Q and R are the activation energy of the reaction and gas constant, respectively; k��0 and T are a constant and temperature, respectively.
The conversion rate of the relative volume fraction of the precipitate can be obtained by taking the derivative of Eq. (4):
 (6)
(6)
Figure 3 presents the experimental results of the activation energies for the GP zone dissolution and precipitation in the alloy sheets. According to the results, the conversion rate of the GP zone can be expressed as [25]
 (7)
(7)
where S(T) is the area underneath the peak between the initial and given temperatures, and S is the total peak area.
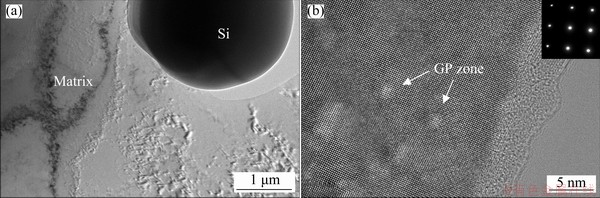
Fig. 2 HRTEM images of precipitates of Al-8.81Si-0.7Mg alloy sheet under T4 condition on <100> crystal plane
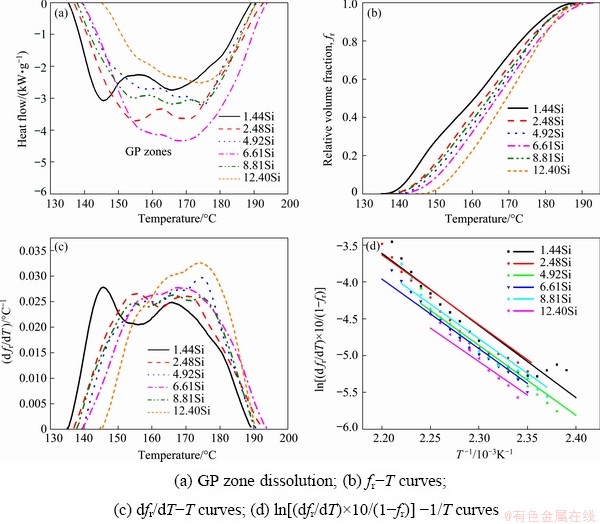
Fig. 3 Determination of kinetic parameters in dissolution process of GP zone
Further, the conversion rate of the relative volume fraction in the GP zone can be expressed as
 (8)
(8)
where �� is the heating rate (10 ��C/min) in the DSC experiment. The following equation can be derived by taking the logarithm of Eq. (5) and combining it with Eqs. (6) and (8):
 (9)
(9)
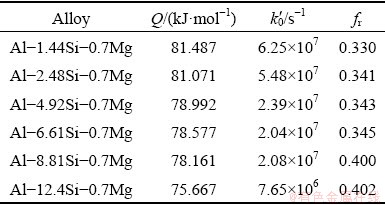
According to Eq. (9),  and 1/T have a linear relationship when Q and k�� are constants. Based on the experimental results and linear fitting in Fig. 3, Q and k�� corresponding to the Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition can be calculated. According to empirical experiments and relevant studies [25], it is well known that the stable time of the GP zone in a matrix of Al-(1.44-12.40)Si-0.7Mg alloy sheets is approximately two weeks. Based on the previously mentioned results, the relative volume fraction fr in the GP zone can be calculated. According to the results, fr increases slightly with an increase in Si content (Table 2). Since the Mg contents in the Al-(1.44-12.40)Si-0.7Mg alloy sheets are equal, it can be assumed that the maximal precipitation degrees of the precipitates in the alloy are equal. Therefore, with an increase in Si content, the volume fraction of the GP zone precipitate originating from the matrix increases slightly. Thus, the addition of Si can promote the precipitation behavior of GP zones.
and 1/T have a linear relationship when Q and k�� are constants. Based on the experimental results and linear fitting in Fig. 3, Q and k�� corresponding to the Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition can be calculated. According to empirical experiments and relevant studies [25], it is well known that the stable time of the GP zone in a matrix of Al-(1.44-12.40)Si-0.7Mg alloy sheets is approximately two weeks. Based on the previously mentioned results, the relative volume fraction fr in the GP zone can be calculated. According to the results, fr increases slightly with an increase in Si content (Table 2). Since the Mg contents in the Al-(1.44-12.40)Si-0.7Mg alloy sheets are equal, it can be assumed that the maximal precipitation degrees of the precipitates in the alloy are equal. Therefore, with an increase in Si content, the volume fraction of the GP zone precipitate originating from the matrix increases slightly. Thus, the addition of Si can promote the precipitation behavior of GP zones.
Table 2 Kinetic precipitation parameters of GP zone dissolution and relative volume fraction fr of Al-(1.44-12.40)Si-0.7Mg alloy sheets under T4 condition
Precipitation strengthening has a significant effect on the improvement of the yield strength of the alloy sheets, which is mainly due to interactions between the precipitates and dislocations in the matrix. These result in the macroscopic strengthening effect. To quantify the effect of the dislocation motion, the expression of the stress caused by overcoming the precipitates is given by [11,26]
 (10)
(10)
where M is the Taylor factor, b the magnitude of Burgers vector, F the force acting on a precipitate, and L the average particle spacing on the dislocation line.
ESMAEILI et al [12] studied the contribution of precipitates in Al-Mg-Si alloy under different aging conditions to propose a model for the yield strength. According to the results, when the precipitates act as weak obstacles, the effective spacing LF for weak obstacles can be expressed with Eq. (11). Further, CONRAD et al [27] used this model to explore the effect of the GP zones (weak-obstacle particles) on the yield strength of Al-Mg-Si alloy under natural aging:
 (11)
(11)
where r is the average radius, �� the dislocation line tension ( ), G the shear modulus of the matrix, and f the volume fraction of the precipitates at time t.
), G the shear modulus of the matrix, and f the volume fraction of the precipitates at time t.
By assuming that the precipitation process is complete under peak-aging condition, f can be defined as
f =fr��fpeak (12)
where fpeak is the volume fraction of the precipitates under the peak-aging condition. According to relevant studies, the volume fraction of precipitate of Al-(1.44-12.40)Si-0.7Mg alloy under T6 condition is approximately 1.5%, which is consistent with the results in Refs. [10,11,28,29].
ESMAEILI et al [12] proposed that for r��rpeak, F can be expressed as
 (13)
(13)
where rpeak and Fpeak are the average radius and average obstacle strength under the peak-aging condition, respectively.
The precipitates and dislocations in the matrix interact through two mechanisms; i.e., the dislocation shears the particle (r��rc) and the dislocation bypasses the particle (r>rc); rc is the critical radius for the shearing/bypassing transitions. Many studies have reported that rc ranges from 1.8 to 2.5 nm [11,15,30]. In this study, rc is 2 nm. Under the T6 condition, the radius of the �¡� phase is approximately 1.7 nm [11,12,30]; thus, rpeak��rc. The precipitates are sheared by dislocations, and F can be expressed as [8,9]
Fpeak=k���Gbr (14)
 (15)
(15)
where k�� is a constant, and �� is line tension constant.
Based on Eqs. (10)-(15), the influence of the GP zones (weak-obstacle particles) of the alloy sheets on the yield strength can be deduced. ��ppt can be expressed as follows:
 (16)
(16)
(3) Solid solution strengthening
In Al-(1.44-12.40)Si-0.7Mg alloys, some Mg and Si elements exist in the matrix as solid solution atoms. Owing to the different sizes of solute atoms and Al atoms, lattice distortions will be generated around them, which will hinder dislocation motion and strengthen the matrix. The effect of solid solution strengthening of solute atoms on the yield strength can be expressed as [31]
 (17)
(17)
where ki is the corresponding scaling factor; m is a constant (in this study, m=1); wi is the mass fraction of the solute atoms in the matrix, which can be expressed as
 (18)
(18)
where  is the mass fraction of element i in the alloy,
is the mass fraction of element i in the alloy,  is the mass fraction of element i in the Mg�CSi precipitate, and fw is the mass fraction of the precipitates, which can be calculated via the volume fraction f of the precipitates.
is the mass fraction of element i in the Mg�CSi precipitate, and fw is the mass fraction of the precipitates, which can be calculated via the volume fraction f of the precipitates.
(4) Si particle strengthening
The axisymmetric unit-cell model in the finite-element method is a simplified three- dimensional model for the description of composites with uniformly distributed reinforced particles in the matrix. In this study, the effect of the Si particles with high modulus (compared to that of the matrix) on the yield strength of the alloy was studied by using the previously mentioned model with the ANSYS software. Approximately 1.08% Si in Al-1.44Si-0.7Mg alloy sheets dissolved back into the matrix (according to the phase diagram) after a solution treatment at 540 ��C. Only 0.36% of the Si exists in the form of Si particles. By incorporating this fact and the limitation of the model, the Al-1.44Si-0.7Mg alloy sheet was considered as matrix in this study, and the measured stress�Cstrain curve was taken as matrix constitutive relation. The center of each cell in the model contains a spherical reinforcing particle (Si particle), the radius of which is determined by its volume fraction.
In addition to Al-1.44Si-0.7Mg alloy, the volume fractions of the Si particles in the sheets of the other five alloys are 2.92%, 5.78%, 7.74%, 10.27% and 14.36%. It was assumed that the surfaces of particles and matrix are perfectly bonded. The model can be further simplified owing to the axial symmetry of the cell shape. Thus, only 1/4 of the section was further considered as research object. According to Fig. 1, Al-(1.44-12.40)Si- 0.7Mg alloy sheets can be considered as a matrix of composite material with micron-level Si particles. Therefore, a finite-element axisymmetric unit-cell model (as shown in Fig. 4) was established.
The boundary conditions for this model were set as follows. The side of the column (right boundary of model) is coupled. The plane perpendicular to the direction of the tensile stress (upper boundary of model) should be straight; the shear stress is zero, and the positive displacement load is along the tension direction. The left boundary and bottom boundary of the model are the axes of symmetry. Thus, the radial and axial displacements are zero. Figure 5 shows the stress�Cstrain curves of Al-(1.44-12.40)Si-0.7Mg alloy sheets predicted with the finite-element simulation, which only considers the contribution of Si particles with high modulus to the strength of the alloy sheets. It can be seen that the Si particles play a role in the strengthening of the alloy sheets. When the Si content increases from 1.44 to 12.4 wt.%, the yield strength increases by 15 MPa.
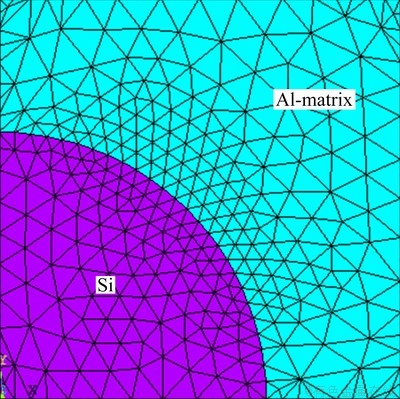
Fig. 4 Schematic of axisymmetric cell model
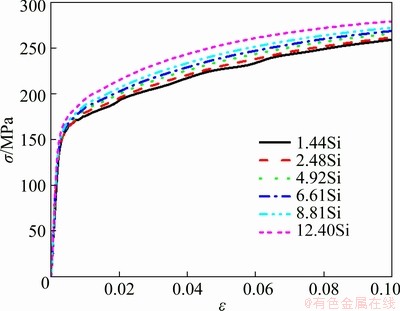
Fig. 5 Stress-strain curves of Al-(1.44-12.40)Si-0.7Mg alloy sheets simulated with finite-element method
In the model proposed in this study, the aluminum alloy matrix is assumed to exhibit an elasto-plastic isotropic hardening behavior under loading, whereas the Si particles are assumed to exhibit an elastic behavior. The constitutive relation of the matrix is inputted by using the experimental stress�Cstrain curve of the aluminum alloy. It is noted that an idealized axisymmetric unit-cell model is considered instead of the actual microstructure. Therefore, the adopted model might fail to capture microstructure-level inhomogeneity and the plane stress state of the sheets during deformation. Hence, owing to the difficulties associated with creating a three-dimensional finite- element model with an actual microstructure, the axisymmetric unit-cell model was adopted in this study.
By incorporating the existing model and microstructure of Al-(1.44-12.4)Si-0.7Mg alloy sheets under the T4 condition, a yield strength model for this material was established in this study. The model successfully predicts the yield strength of the alloy sheets. The parameters used in the model are given in Table 3.
Table 3 Parameters used for yield strength modeling
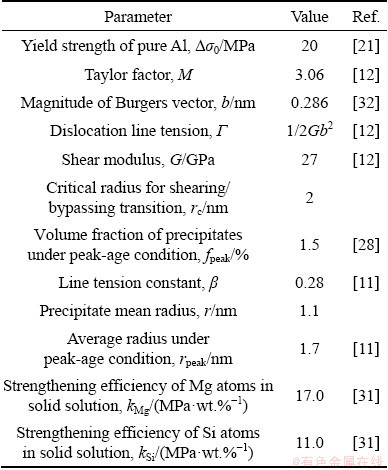
Figure 6 presents a comparison between experimental and predicted results for the yield strength of Al-(1.44-12.4)Si-0.7Mg alloy sheets under the T4 condition. The yield strength of the alloy sheets gradually increases with an increase in Si content. The predicted results of the yield strength model basically agree with the experimental results, which verify the accuracy of the proposed model. Figure 7 presents the influence of the Si content on the various strengthening mechanisms of the alloy sheets. It can be concluded that precipitation strengthening contributes most to the yield strength of the alloy sheets, followed by solid solution strengthening, Si particle strengthening, and grain boundary strengthening. The effects of the four strengthening mechanisms are improved differently with an increase in Si content. When the Si content increases from 1.44 to 12.4 wt.%, the strength contribution of precipitation strengthening increases from approximately 111 to 122 MPa; that of grain boundary strengthening increases from approximately 6 to 13 MPa. The Si particle strengthening contribution increases from 0 to 15 MPa, whereas solid solution strengthening remains approximately unaffected by the change in the Si content and remains at 20�C21 MPa. With the multiple effects of the four strengthening mechanisms, the yield strength of the alloy sheets increases from approximately 160 to 190 MPa.
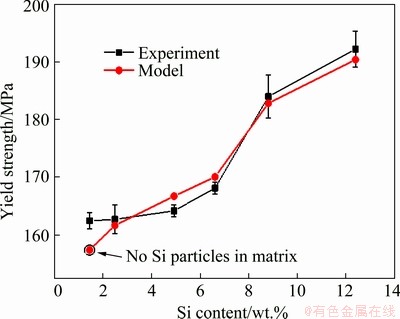
Fig. 6 Comparison of experimental and predicted results for yield strength of Al-(1.44-12.40)Si-0.7Mg alloy sheets under T4 condition
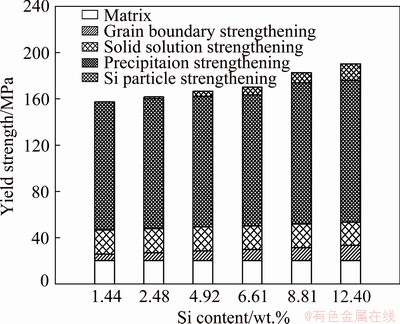
Fig. 7 Distribution diagram of influence of Si content on various strengthening mechanisms of Al-(1.44-12.40)Si- 0.7Mg alloy sheets under T4 condition
4 Conclusions
(1) With the increase of Si content, the number of Si particles dispersed in the matrix increases and the particle spacing decreases. Simultaneously, the recrystallization grain of Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition can be refined via increasing Si content. When the Si content increases from 1.44 to 12.4 wt.%, the grain size of the alloy sheets decreases from approximately 47 to 10 ��m.
(2) Based on the model for the precipitation kinetics and DSC results, the influence of the Si content on the precipitation of Al-(1.44-12.40)Si- 0.7Mg alloy sheets under the T4 condition was investigated. At constant temperature and with constant composition, increasing the Si content promotes the precipitation of GP zones in the matrix.
(3) Based on the existing model and experimental data of Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition, a yield strength model for the alloy sheets was proposed. The predicted yield strengths agree well with the experimental results.
(4) The strengthening theories involved in this study mainly include solid solution strengthening, grain boundary strengthening, precipitation strengthening and Si particle strengthening. According to the strengthening model, the most significant strengthening method for yield strength is precipitation strengthening. In addition, due to the change of Si content, the refinement of grains, the slight increase of precipitates amount and the increase of Si particles result in the enhancement of grain boundary strengthening (about 6-13 MPa), precipitation strengthening (about 111-122 MPa) and Si particles (about 0-15 MPa), thus improving the yield strength of Al-(1.44-12.40)Si-0.7Mg alloy sheets (about 30 MPa).
References
[1] GAO Y X, YI J Z, LEE P D, LINDLEY T C. A micro-cell model of the effect of microstructure and defects on fatigue resistance in cast aluminum alloys [J]. Acta Materialia, 2004, 52: 5435-5449.
[2] WANG Xue, NIE Meng-yang, WANG Chuan-ting, WANG Shun-cai, GAO Nong. Microhardness and corrosion properties of hypoeutectic Al-7Si alloy processed by high-pressure torsion [J]. Materials & Design, 2015, 83: 193-202.
[3] YI J Z, GAO Y X, LEE P D, LINDLEY T C. Effect of Fe-content on fatigue crack initiation and propagation in a cast aluminum�Csilicon alloy (A356-T6) [J]. Materials Science and Engineering A, 2004, 386: 396-407.
[4] ZHENG Zhi-kai, JI Yong-jian, MAO Wei-min, YUE Rui, LIU Zhi-yong. Influence of rheo-diecasting processing parameters on microstructure and mechanical properties of hypereutectic Al-30%Si alloy [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(6): 1264-1272.
[5] ZHANG Wei-wen, ZHAO Yu-liang, ZHANG Da-tong, LUO Zong-qiang, YANG Chao, LI Yuan-yuan. Effect of Si addition and applied pressure on microstructure and tensile properties of as-cast Al-5.0Cu-0.6Mn-1.2Fe alloys [J]. Transactions of Nonferrous Metals Society of China, 2018, 28(6): 1061-1072.
[6] CHEN Rui, XU Qing-yan, JIA Zhao-nian, LIU Bai-cheng. Precipitation behavior and hardening effects of Si-containing dispersoids in Al-7Si-Mg alloy during solution treatment [J]. Materials & Design, 2016, 90: 1059-1068.
[7] ZUO Liang, YU Fu-xiao, ZHAO Gang, ZHAO Xiang, YANG Yong-liang, LI Yan. A structural material part of a high Si Mg-containing Al alloy and the manufacture method: EUROPEAN Patent. 2008772999 [P]. 2009-01-08.
[8] KUCUKOMEROGLU T. Effect of equal-channel angular extrusion on mechanical and wear properties of eutectic Al-12Si alloy [J]. Materials & Design, 2010, 31: 782-789.
[9] LIAO Heng-cheng, WU Yu-na, ZHOU Ke-xin, YANG Jian. Hot deformation behavior and processing map of Al-Si-Mg alloys containing different amount of silicon based on Gleebe-3500 hot compression simulation [J]. Materials & Design, 2015, 65: 1091-1099.
[10] NANDY S, KUMAR RAY K, DAS D. Process model to predict yield strength of AA6063 alloy [J]. Materials Science and Engineering A, 2015, 644: 413-424.
[11] BARDEL D, PEREZ M, NELIAS D, DESCHAMPS A, HUTCHINSON C R, MAISONNETTE D, CHAISE T, GARNIER J, BOURLIER F. Coupled precipitation and yield strength modelling for non-isothermal treatments of a 6061 aluminium alloy [J]. Acta Materialia, 2014, 62: 129-140.
[12] ESMAEILI S, LLOYD D J, POOLE W J. A yield strength model for the Al-Mg-Si-Cu alloy AA6111 [J]. Acta Materialia, 2003, 51: 2243-2257.
[13] ESMAEILI S, LLOYD D J, POOLE W J. Modeling of precipitation hardening for the naturally aged Al-Mg-Si-Cu alloy AA6111 [J]. Acta Materialia, 2003, 51: 3467-3481.
[14] SIMAR A, BRECHET Y, de MEESTER B, DENQUIN A, PARDOEN T. Sequential modeling of local precipitation, strength and strain hardening in friction stir welds of an aluminum alloy 6005A-T6 [J]. Acta Materialia, 2007, 55: 6133-6143.
[15] CHEN Rui, XU Qing-yan, GUO Hui-ting, XIA Zhi-yuan, WU Qin-fang, LIU Bai-cheng. Modeling the precipitation kinetics and tensile properties in Al-7Si-Mg cast aluminum alloys [J]. Materials Science and Engineering A, 2017, 685: 403-416.
[16] CHANG Hai, WANG Xiao-jun, HU Xiao-shi, WANG Yan-qiu, NIE Kai-bo, WU Kun. Effects of reinforced particles on dynamic recrystallization of Mg base alloys during hot extrusion [J]. Rare Metal Materials and Engineering, 2014, 43(8): 1821-1825.
[17] DOHERTY R D, HUGHES D A, HUMPHREYS F J, JONAS J J, JENSEN D J, KASSNER M E, KING W E, MCNELLEY T R, McQUEEN H J, ROLLETT A D. Current issues in recrystallization: A review [J]. Materials Science and Engineering A, 1997, 238: 219-274.
[18] WANG X J, HU X S, NIE K B, DENG K K, WU K, ZHENG M Y. Dynamic recrystallization behavior of particle reinforced Mg matrix composites fabricated by stir casting [J]. Materials Science and Engineering A, 2012, 545: 38-43.
[19] WANG Zhen-jun, HUANG Biao, QI Le-hua, WANG Gui, DARGUSCH M S. Modeling of the dynamic recrystallization behavior of Csf/AZ91D magnesium matrix composites during hot compression process [J]. Journal of Alloys and Compounds, 2017, 708: 328-336.
[20] BIROL Y. Thermomechanical processing of a twin-roll cast Al-1Fe-0.2Si alloy [J]. Journal of Materials Processing Technology, 2008, 202(1-3): 564-568.
[21] GASHTI S O, FATTAH-ALHOSSEINI A, MAZAHERI Y, KESHAVARZ M K. Effects of grain size and dislocation density on strain hardening behavior of ultrafine grained AA1050 processed by accumulative roll bonding [J]. Journal of Alloys and Compounds, 2016, 658: 854-861.
[22] van HUIS M A, CHEN J H, SLUITER M H F, ZANDBERGEN H W. Phase stability and structural features of matrix-embedded hardening precipitates in Al-Mg-Si alloys in the early stages of evolution [J]. Acta Materialia, 2007, 55: 2183-2199.
[23] MARIOARA C D, ANDERSEN S J, JANSEN J, ZANDBERGEN H W. Atomic model for GP-zones in a 6082 Al-Mg-Si system [J]. Acta Materialia, 2001, 49: 321-328.
[24] DESCHAMPS A, LIVET F, BRECHET Y. Influence of predeformation on ageing in an Al-Zn-Mg alloy��I. Microstructure evolution and mechanical properties [J]. Acta Materialia, 1998, 47: 281-292.
[25] GUO M X, ZHANG Y, ZHANG X K, ZHANG J S, ZHUANG L Z. Non-isothermal precipitation behaviors of Al-Mg-Si-Cu alloys with different Zn contents [J]. Materials Science and Engineering A, 2016, 669: 20-32.
[26] DESCHAMPS A, BRECHET Y. Influence of predeformation and aging of an Al-Zn-Mg alloy��II. Modeling of precipitation kinetics and yield stress [J]. Acta Materialia, 1998, 47: 293-305.
[27] CONRAD H, RAMACHANDRAN S, JUNG K, NARAYAN J. Transmission electron microscopy observations on the microstructure of naturally aged Al-Mg-Si alloy AA6022 processed with an electric field [J]. Journal of Materials Science, 2006, 41(22): 7555-7561.
[28] LIU G, ZHANG G J, DING X D, SUN J, CHEN K H. Modeling the strengthening response to aging process of heat-treatable aluminum alloys containing plate/disc- or rod/needle-shaped precipitates [J]. Materials Science and Engineering A, 2003, 344: 113-124.
[29] MAISONNETTE D, SUERY M, NELIAS D, CHAUDET P, EPICIER T. Effects of heat treatments on the microstructure and mechanical properties of a 6061 aluminium alloy [J]. Materials Science and Engineering A, 2011, 528: 2718-2724.
[30] WANG X, EMBURY J D, POOLE W J, ESMAEILI S, LLOYD D J. Precipitation strengthening of the aluminum alloy AA6111 [J]. Metallurgical and Materials Transactions A, 2003, 34(12): 2913-2924.
[31] SJOLANDER E, SEIFEDDINE S, SVENSSON I L. Modelling yield strength of heat treated Al-Si-Mg casting alloys [J]. International Journal of Cast Metals Research, 2013, 24(6): 338-346.
[32] MA Ka-ka, WEN Hai-ming, HU Tao, TOPPING T D, ISHEIM D, SEIDMAN D N, LAVERNIA E J, SCHOENUNG J M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy [J]. Acta Materialia, 2014, 62: 141-155.
T4̬���Ʊ���Al-(1.44-12.40)Si-0.7Mg�Ͻ�������ǿ�ȵ�Ԥ��
���ⶫ1���� ��1,2���ܾ��t1������Ȼ1���� ��1,2���� ��1,2
1. ������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 110819��
2. ������ѧ ���ϸ���������֯���������ص�ʵ���ң����� 110819
ժ Ҫ�����ü���ɨ�蹲��������(LSCM)��DSC��TEM����������ϵͳ�о�Si������T4̬Al-(1.44-12.40)Si- 0.7Mg(����������%)�Ͻ�������֯������ǿ�ȵ�Ӱ�졣�������������Si���������ӣ��Ͻ��ĵ��ٽᾧ����ϸ������Si������1.44%���ӵ�12.4%ʱ���Ͻ��ĵľ����ߴ��Լ47 ��m��С��10 ��m�����⣬����Si���������ӣ�������GP������������������ӡ�������ģ�͵Ļ����ϣ����Ԥ��Ͻ�������ǿ��ģ�͡�ģ�ͽ����ʵ��ʵ�����ǺϽϺã�����ʾT4̬Al-(1.44-12.40)Si-0.7Mg�Ͻ��ĵ�ǿ��������Si�����ı仯�Ը���ǿ�����Ƶ�Ӱ�졣
�ؼ��ʣ�����Al-(1.44-12.40)Si-0.7Mg �Ͻ��ģ�T4̬��Si����������ǿ��Ԥ�⣻ǿ������
(Edited by Bing YANG)
Foundation item: Project (2016YFB0300801) supported by the National Key Research and Development Program of China; Project (51871043) supported by the National Natural Science Foundation of China; Project (N180212010) supported by the Fundamental Research Funds for the Central Universities of China
Corresponding author: Ni TIAN; Tel: +86-24-83691571; E-mail: tiann@atm.neu.edu.cn
DOI: 10.1016/S1003-6326(20)65359-6
Abstract: The effects of Si content on the microstructure and yield strength of Al-(1.44-12.40)Si-0.7Mg (wt.%) alloy sheets under the T4 condition were systematically studied via laser scanning confocal microscopy (LSCM), DSC, TEM and tensile tests. The results show that the recrystallization grain of the alloy sheets becomes more refined with an increase in Si content. When the Si content increases from 1.44 to 12.4 wt.%, the grain size of the alloy sheets decreases from approximately 47 to 10 ��m. Further, with an increase in Si content, the volume fraction of the GP zones in the matrix increases slightly. Based on the existing model, a yield strength model for alloy sheets was proposed. The predicted results are in good agreement with the actual experimental results and reveal the strengthening mechanisms of the Al-(1.44-12.40)Si-0.7Mg alloy sheets under the T4 condition and how they are influenced by the Si content.
