
���±�ţ�1004-0609(2013)S1-s0189-04
Ti-Fe-Alϵ�Ͻ�GTAW��PAW��ͷ����֯������
����������С�ԣ���־ӱ�������ѣ��� �
(��������������������� 471039)
ժ Ҫ��
����GTAW��PAW 2�ֺ��ӹ��գ��Ժ��Ϊ9 mm��Ti-Fe-Alϵ�Ͻ��Ľ��жԽӺ������飬�����亸����������Ӧ������ҵ�Եͳɱ��ѺϽ��ʹ��Ҫ��ͨ�����ղ������Ż�����������õĺ�����۳��Σ���������ܲ��Խ�������˽�ͷ����֯�����ܡ��о����������������2�ֺ��ӷ����õ���Ti-Fe-Alϵ�Ͻ��ͷ�����ﵽ��X������ˮƽ���۷�����Ͻ�ɷֺ����ʺ��������ʵ�����ͷӲ�ȷֲ����ȣ����졢�����ͳ���������ã�����Ͽڳ����Զ��ѣ��۽���۲��������ࡣ
�ؼ��ʣ�
Ti-Fe-Al�Ͻ������ղ���������֯����ѧ��������������
��ͼ����ţ�TG 146.2
Structure and properties of Ti-Fe-Al alloy on GTAW and PAW welding joint
YAN Yang-yang, GUO Xiao-hui, LIU Zhi-ying, WANG Nai-you, E Nan
(Luoyang Ship Material Research Institute, Luoyang 471039, China)
Abstract: The GTAW and PAW experiments were operated on Ti-Fe-Al alloy plates with thickness of 9 mm in order to qualify welding performance for operating requirement about low-cost titanium alloy on ship trade. Good appearance of welding joint was got by optimizing technics parameters and the microstructure and properties of welding joints were analysed according to aptitude test results. The results show that the quality of obtained joints through both of welding methods can reach the �� grade of RT; alloy elements and impurity contents in welding line can be controlled befittingly; rigidity values distribute equably and tensility, bending and impacting test results are proved excellent. Especially, no precipitated phase is found in microstructure.
Key words: Ti-Fe-Al alloy; technics parameters; micro-structure; mechanical property; precipitate phase
�Ѳľ��������ں��������ԣ�����ʴ�ԡ����ԡ��ϸߵ��ۺ���ѧ���ܺͻ�е�ӹ����Եȣ���һ����Ȼ�ĺ���װ���ṹ���ϡ���20����50���ĩ��ʼ���Ѳ��ڴ����ͺ�����Ӧ�á������������ؿ�����������Ҳ��֮����[1-5]������Ϊ�ѺϽ�����ں��̵�Ӧ���ƹ㣬������Ҫ���������ܺ�����������Ҫ���ʵļ۸ͳɱ��ǵ�ǰ�����ѺϽ���ϼ����칤���о�����ҪĿ��[6-8]��Ti-Fe-Alϵ�Ͻ���Ϊһ�ֵͳɱ��ѺϽ����ڴ����м���һЩ���۵�Fe��AlԪ�أ����ɵ�һ�ֽ�����ĵͳɱ����ýṹ�ѺϽ𣬾������ȳ�����������ص㡣�ʹ�����ȣ������и��͵ij����¶ȣ���С�ij��ο����Լ��ϵ͵Ŀ��������������ȳ������ܸ���[9]��
�������߽�ϴ����ѺϽ��õĺ��ӷ�������Ti-Fe-Alϵ�Ͻ����GTAW��PAW��2�ֺ��ӹ��յ��о����ۺϷ������ڲ�ͬ����������Ti-Fe-Alϵ�Ͻӽ�ͷ��֯�����ܱ仯��
1 ʵ��
1.1 �������
PAW��GTAW���ӹ����о��ð��Ϊ9 mm��Ti-Fe-Alϵ�Ͻ��ĶԽ���2�飬����Ϊ300 mm��150 mm������ʹ�õĺ�˿ѡ�ù��Ϊd 2.0/3.2 mm��
1.2 ��������
PAW��GTAW���ӹ����������30�㡰V���͵����¿ڣ�������϶��3 mm����ӹ�ʱ�����ý����ļӹ��ٶȣ��Ի�е�����ӹ��¿ڣ���ֹ��ֲ����¹��ߴ�����Ӱ�졣�����������IJ������պ�ˮ�յȸ�������û�е����ȥ���Խ��漰����Χ25 mm��Χ�ڵ�����Ƥ��պȡ��ͪ��Һ������ϴ�ɾ��������Ѳ��ں��ӹ����еı�������ȴ�ٶȵĿ����DZ�֤���ӽ�ͷ�ۺ������Ĺؼ����أ�Ϊ�����ں��ӹ��̺������Χ�������������ʹ�ô������Ϊ�������壬�䴿�ȷ�����ر��Ĺ涨�������ں��ӹ����в������¶ȿ�����100 �����£����ƺ��ӹ����еı���Ч����
1.3 ���ӹ�������
����PAW��GTAW���ӹ��յ��ص㣬���9 mm���Ti-Fe-Alϵ�Ͻ�ͨ����κ��ӹ������飬���������ӵ��������ӵ�ѹ�������ٶ��Լ����屣�������ȹ��ղ���֮���ƥ���ϵ���Ա��о�������ʵ����9 mm��Ti-Fe-Alϵ�Ͻ��к��ĺ��ӳ��͡�
2 ���������
2.1 ���������������
�������������Ҫ�����100%Ŀ�Ӽ�飬��������˳��Բ�����ɵ�ĸ�ģ���������PAW�庸���������Ϊ10~12mm���������Ϊ4~6 mm�����1.2 mm��GTAW�庸���������Ϊ13~14 mm���������Ϊ6~7 mm�����1.2 mm������JB/T 4730.2��2005����ѹ�豸�������2���֣�����⡷�涨�ķ�������100% X���������⣬�ڲ������������Ҫ��
2.2 ��ͷ�������������
�尴��GB 2649��2008�Ĺ涨����ȡ�������ֱ���GB 2651��2008��GB 2653��2008��Ҫ����н�ͷ���������������顣��������ȡȫ���(t=9 mm)�������뾶Ϊ10t��������180�㣬���������������ⷽ���û�е������ȴ���3 mm�������Ϳ���ȱ�ݣ��������ӽ�ͷ�ij����������á���ͷ����������������1��
��1 ��ͷ����������
Table 1 Mechanical properties of welding jointing
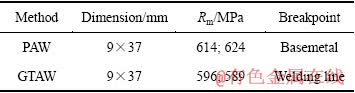
�ɱ�1���Կ��������ӽ�ͷ�Ŀ���ǿ�ȴﵽ��589~624 MPa��PAW���ӽ�ͷ���������λ����ĸ�ģ�˵������Ŀ���ǿ�ȸ���ĸ�ĵĿ���ǿ�ȣ���GTAW���ӽ�ͷ���������λ���ں��졣����2�ֺ��ӷ����õ��ĺ��ӽ�ͷ�������ͷϵ������0.95��Ҫ��
2.3 Ӳ�Ȳ���
��CV-430DAT������϶�2�ַ������ӵĽ�ͷ�����������1 mm(���Ե���0.5 mm)λ�ð���GB/T 4340.1��2009������ά��Ӳ�����飬Ӳ�ȷֲ�����ͼ1��
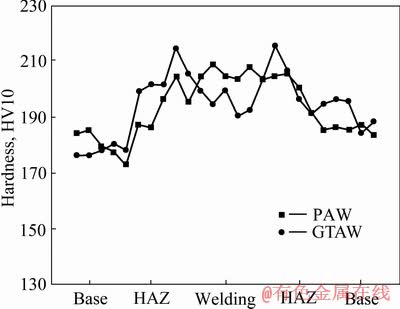
ͼ1 ��ͷӲ��(HV10)�ֲ�
Fig. 1 Distribution of hardness of welding joint
��ͼ1������PAW��GTAW 2�ֺ��ӷ����õ��ĺ��ӽ�ͷ��HAZ��Ӳ��ֵ������ĸ�ĵģ����Ǻ��졢HAZ��ĸ�����ߵ�Ӳ�Ȳ�ֵ��û���γ����Ե�Ӳ���ݶȣ�˵���ں��ӹ����нӹ��ղ���ѡ����ʣ���ͷ���ܽ�Ϊ���ȡ�
2.4 ��ѧ�ɷַ���
Ϊ�˷��������еĺϽ�ɷֺ����ʺ������ɺ�������ȡ����Genesis Apex2 X�����������϶Ժ�����Ҫ�Ͻ�ɷֽ��з����������ͼ2����ELTRA ONH2000�͵���������������Ͻ��к�����N��H��O�����ķ������������2��
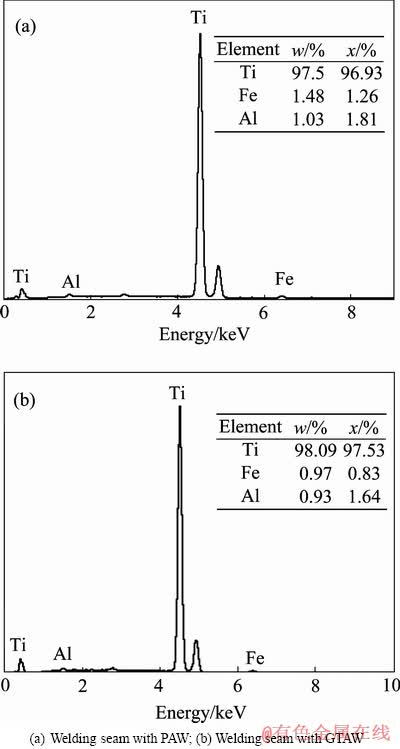
ͼ2 �����X����������
Fig. 2 Microanalysis of X-ray of welding seam
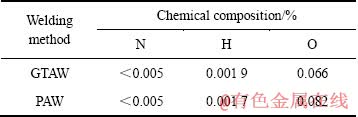
��ͼ2��ʾ����Ҫ�Ͻ�Ԫ��Al��Fe�ĺ���������������Ч��Χ֮�ڣ��ɱ�2�����������������GTAW���յõ��ĺ��죬��N��H��O����������ĸ�ĺͺ�˿�ı��ֵ������PAW���յõ��ĺ��죬��N��H��������ĸ�ĺͺ�˿�ı��ֵ��O��������ĸ�ı��ֵ�����Ը��ں�˿���ֵ����˵����PAW���ӹ����У���Ȼ�������������ƣ�����O�����ܹ���������Ч��Χ֮�ڡ��ۺ�ͼ2�ͱ�2�Ľ����֪��������2�ֺ��ӹ��ն��ܽϺõؿ��ƺ����еĺϽ�ɷֺ�����Ԫ�صĺ�����
��2 ������N��H��O���(��������)
Table 2 N, H and O contents of welding seam
2.5 �������
��Leica DMI5000M���������¹۲쵽�Ľ�ͷ����֯��ͼ3��
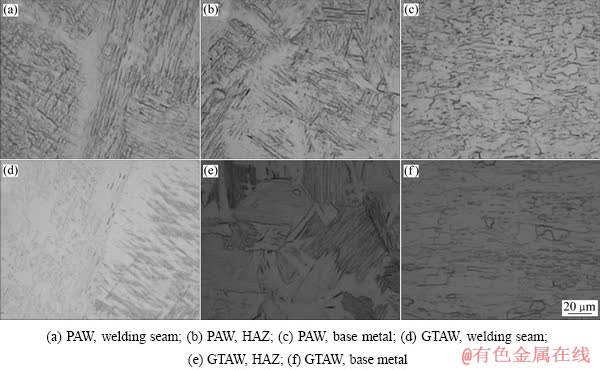
ͼ3 ��ͷ������֯
Fig. 3 Microstructures of welding joint
����PAW���ӹ��յõ��Ľ�ͷ�������Ӱ������֯�������������+������ɣ�������GTAW���ӹ��յõ��Ľ�ͷ�������Ӱ������֯�����ɾ��״��+���������+������ɣ��������������֯�ɵ����+�α�Ħ�+������ɣ�����δ�����Եijɷ������ࡣ�����ѺϽӹ����к��ӽ�ͷ��֯�ɻ�����ᾧ��֯�ͺ����������������״��֯���[10]һ�¡���������֯������Խϸߵ�Ӳ�ȣ������ں��ӵĹ������������̹����κ��ٶȵIJ�𣬵�����Բ�ͬ�������ٶȣ�����������������ȴ�ٶȿ죬ԭʼ�¾������о���ת���С���Ӷ����¶��½�����������ʱ���������Ƚ����أ��Ӷ���������Ӧ�������ӣ�����Ӧ���Ը���������ǿ��Ч�����Ӷ��������Ӳ�ȡ�
3 ����
1) Ti-Fe-Alϵ�Ͻ����PAW��GTAW���ӹ��գ��õ��Ľ�ͷ����ǿ�Ⱦ�����500 MPa�������ͷϵ������0.95��Ҫ��
2) ��GTAW��ȣ�����PAW���ջ�õĺ��ӽ�ͷ����O����������GTAW���ջ�õĺ��ӽ�ͷ�ģ��������ߵ�����Ԫ�غ������ܿ�������Ч��Χ��
3) PAW��GTAW 2�ֹ��շ�������Ti-Fe-Alϵ�Ͻ𣬺��ӽ�ͷ��֯���ȣ����Ԧ�+����Ϊ�������̹����в���������������ǵ��½�ͷ������ǿ������Ҫԭ��
REFERENCES
[1] ������, ������, �����. ������������ѺϽӽ�ͷƣ�����ܵĸ���[J]. �й���ɫ����ѧ��, 2003, 13(6): 1456-1460.
WANG Dong-po, HUO Li-xing, ZHANG Yu-feng. Improvement of fatigue properties of welded joints for titanium alloy by ultrasonic peening method[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1456-1460.
[2] LINDGREN L E. Finite element modeling and simulation of welding. Part 2: Improved material modeling[J]. Journal of Thermal Stresses, 2001, 24(4): 195-231.
[3] ROSENTHAL D, NORTON J T. A method of measuring triaxialresidental stress in plates[J]. Weld J, 1945, 24(5): s295-s370.
[4] LEYENS C, PETERS M. �����ѺϽ�[M]. ����. ����: ��ѧ��ҵ������, 2005: 292-429.
LEYENS C, PETERS M. Titanium and titanium alloy[M]. CHEN Zhen-hua. Beijing: Chemical industry Press, 2005: 292-429.
[5] �� ��, �� ��, �� ��. ���ͽ����ѺϽ�TB19��ʱЧ����[J]. ����ѧ��, 1999, 35(����1): 5163-5166.
CHANG Hui, CHEN Jun, DENG Ju. The investigation of the sessonsing characteristic of new near �� titanium alloy[J]. Transactions of the China Metal Institution, 1999, 35(S1): 5163-5166.
[6] �ィ��, �����, �´���. �����ѺϽ���ϼ�����ϵ[J]. ϡ�н��������빤��, 2005, 34(S3): 720-724.
SUN Jian-ke, MENG Xiang-jun, CHEN Chun-he. Technical system of ship building titanium alloy[J]. Rare Metal Materials And Engineering, 2005, 34(S3): 720-724.
[7] �Ž���, �����, �� Ρ. MIG�����ѺϽ��е�Ӧ���о�[J]. ϡ�н��������빤��, 2005, 34(S3): 176-179.
ZHANG Jian-xin, MENG Xiang-jun, YU Wei, et al. Study of application of MIG welding in titanium alloys welding[J]. Rare Metal Materials and Engineering, 2005, 34(S3): 176-179.
[8] ������. �ҹ����ÿɺ��ṹ�ѺϽ�Ľ��칤����Ӧ���о�[J]. ϡ�н��������빤��, 2005, 34(S3): 184-187.
SHAO Shi-dan. Study of formability weldability structure titanium alloys used for ship[J]. Rare Metal Materials and Engineering, 2005, 34(S3): 184-187.
[9] �� ��, �� ��, �� ��, �ε¾�. �ͳɱ��ѺϽ�ijɷ���Ƽ������Ʊ�[J]. ϡ�н��������빤��, 2008, 37(9): 955-958.
JIANG Peng, LI Liang, HA Jun, SONG De-jun. Component design calculation and preparation of low-cost titanium alloy[J]. Rare Metal Materials and Engineering, 2008, 37(9): 955-958.
[10] ��ϲ��, ������, �׳���. �ѺϽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2005.
ZHANG Xi-yan, ZHAO Yong-qing, BAI Chen-guang. Titanium alloy and application[M]. Beijing: Chemical Industry Press, 2005.
(�༭ ���˱�)
������Ŀ�������ƹ����ع���Ŀ��ר��(JK110801)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ�����������������ʦ��˶ʿ���绰��0379-67256050��E-mail: yyyly725@163.com
ժ Ҫ������GTAW��PAW 2�ֺ��ӹ��գ��Ժ��Ϊ9 mm��Ti-Fe-Alϵ�Ͻ��Ľ��жԽӺ������飬�����亸����������Ӧ������ҵ�Եͳɱ��ѺϽ��ʹ��Ҫ��ͨ�����ղ������Ż�����������õĺ�����۳��Σ���������ܲ��Խ�������˽�ͷ����֯�����ܡ��о����������������2�ֺ��ӷ����õ���Ti-Fe-Alϵ�Ͻ��ͷ�����ﵽ��X������ˮƽ���۷�����Ͻ�ɷֺ����ʺ��������ʵ�����ͷӲ�ȷֲ����ȣ����졢�����ͳ���������ã�����Ͽڳ����Զ��ѣ��۽���۲��������ࡣ
[1] ������, ������, �����. ������������ѺϽӽ�ͷƣ�����ܵĸ���[J]. �й���ɫ����ѧ��, 2003, 13(6): 1456-1460.
[4] LEYENS C, PETERS M. �����ѺϽ�[M]. ����. ����: ��ѧ��ҵ������, 2005: 292-429.
[5] �� ��, �� ��, �� ��. ���ͽ����ѺϽ�TB19��ʱЧ����[J]. ����ѧ��, 1999, 35(����1): 5163-5166.
[6] �ィ��, �����, �´���. �����ѺϽ���ϼ�����ϵ[J]. ϡ�н��������빤��, 2005, 34(S3): 720-724.
[7] �Ž���, �����, �� Ρ. MIG�����ѺϽ��е�Ӧ���о�[J]. ϡ�н��������빤��, 2005, 34(S3): 176-179.
[8] ������. �ҹ����ÿɺ��ṹ�ѺϽ�Ľ��칤����Ӧ���о�[J]. ϡ�н��������빤��, 2005, 34(S3): 184-187.
[9] �� ��, �� ��, �� ��, �ε¾�. �ͳɱ��ѺϽ�ijɷ���Ƽ������Ʊ�[J]. ϡ�н��������빤��, 2008, 37(9): 955-958.
[10] ��ϲ��, ������, �׳���. �ѺϽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2005.
