
���ڱ�������ԭ���IJ��������ӹ����ܿ������۷���
�����������ף�����ϼ��������
(���ϴ�ѧ ���繤��ѧԺ �ִ�����װ������뼫������������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
ժ Ҫ����Դ�ͳ�IJ��������ӹ��������۷�������ʱ�䳤���ɱ��ߣ����������������ӹ������������ۣ��������������������ٶ����Դﵽ���Ż������⣬��Ƴ�һ�״Ӷ����Ͷ���2������������۲��������ӹ����ܵı����������鷽���������������ʵʩ��֤�����顣�÷�����Heginbotham��Pandey����ı�������ԭ��Ϊ������������Կ�����ϵ�����������������ܡ��о�������������ø÷����Թ������Ͻ����������飬���õĽ���뵶��ĥ�����۽����������Ŷȸ��������ٶ����۷�Χ����ͬʱ���ڱ������������µ��ߴﵽʧЧ��ʱ��̣���Լ�˴����Ĺ������Ϻ�����ʱ�䣬�Ӷ�ʵ�ֲ��������ӹ����ܵĿ������ۡ����⣬�����۷�������������������ݵ��г������������ISO 3685��1993��ƣ�����ͨ���ԣ��Ա��ڲ�ͬ������Ա֮�����Ϣ������
�ؼ��ʣ�
�����ӹ��������������������۷�����
��ͼ����ţ�TG115.6 ���ױ�־�룺A ���±�ţ�1672-7207(2010)03-0948-05
Rapid evaluating method of machinability based on
variable-speed testing principle
LIU Yao, JIANG Bing-yan, SHEN Rui-xia, PENG Hua-jian
(Key Laboratory of Modern Complex Equipment Design and Extreme Manufacturing, Ministry of Education,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: The traditional methods for evaluating machinability are costly and time-consuming, so the machinability of new material is difficult to evaluate, and the cutting parameters, in particular the cutting speeds of machining, are hard to be optimized. Therefore, a novel method was designed to evaluate the machinability of material, which is based on variable-speed testing principle proposed by Heginbotham and Pandey. The method characterized by relative machinable coefficient, could accomplish the assessment of machinability from quantitative and qualitative aspects in a short time. Furthermore, a confirmatory test was conducted to prove the feasibility of the method. The test results are consistent with theory results of tool wear, and the scope of cutting speed is extended. Moreover, with high reliability of machinability evaluation, a large number of materials can be saved since the tool life is short in the condition of variable-speed cutting. In addition, the method adopts ISO 3685��1993 which is widely used, which makes technical exchanges more convenient.
key words: machinability; variable-speed cutting; evaluating method
���ھ��и�Ӳ�ȡ���ǿ�ȡ��͵����Ե�һϵ���ص�������̲���[1-2]�����ô�ͳ���۷������������ӹ��������۴���ʱ�䳤���ɱ��ߵIJ��㡣Ŀǰ��Ӧ�ý϶�IJ��������ӹ��������۷����е��������۷��ͻ���ģ�����۵Ķ�������۷������������۷��������õ��������������������������¶Ⱥ��Ѽӹ�����Ȳ����е�1�������۹������ϵ������ӹ�����[3-5]������������㡢ֱ�ۡ�����Դ�������������ѡ����������Ժ�Ƭ���ԣ�ʹ�����ý����ͨ���Խ� ���ϸ���[6]��Բ�ͬ����������Ӳ��ϡ�����ȴ������ṹ�ͱ���4�����������������ӹ��� �ܡ��÷����̳��˵��������۷����ŵ㣬�Ҹ���ȫ �棬�����нϴ�Ƭ���ԣ����ŶȲ��ߡ�����ģ�����۵Ķ�������۷��ǽ����ۺ����еķ����Բ��������ӹ����ܽ����������ۣ�Ŀǰ�ϳ��õķ����Ǽ�Ȩƽ��������Ȩƽ�����Ǹ��ݸ����ص���Ҫ�̶ȶ����費ͬ��Ȩ�أ�Ȼ��ÿһ���۱����µ�����������м�Ȩƽ������[7-9]����������ܽ�ȫ��ķ�ӳ���������ӹ����ܣ��������趨Ӱ������Ȩ�صĹ��̾��������ԣ����۽�����ŶȲ��ߣ��ұ��������࣬���۹���ʱ�䳤���������������һ�ײ��������ӹ����ܿ������۷���������Կ�����ϵ���������������ӹ����ܣ�ͨ�������������������ٶ����۷�Χ�����ݴ˽���ʵ���о���̽�ָ÷�����ȷ�ԺͿ����ԡ�
1 ���������鷽��
���������ӹ����ܿ���������ͨ�������ķ����������۹��������ڴּӹ������µ������ӹ����ܣ�Ϊ2�ֻ���ֲ��������ӹ����ܵıȽ��Լ���������ȡ����������������ö�һ��ʱ�����ٶȵ�ѡ���ṩ�������ݡ�
�����������У������۷������ñ��ٵķ������۹��������ڽϴ������ٶȷ�Χ�ڵ������ӹ����ܣ��봫ͳ��Կ�����ϵ�����۷���ȣ���չ���ٶ����۷�Χ���ܹ���ȫ��������������ӹ����ܡ�ͬʱ����һ�������ӹ����ܽϺ��ҽ�ͨ�ò��ϵĵ���ʹ������Ϊ����ͨ���Ƚ�������������ʱ�ĵ���ʹ�����������Կ�����ϵ�����Ӷ��������������ӹ����ܡ������۷�������ʵ�ط�ӳ��2�ֻ���ֲ����ڽϿ��ٶȷ�Χ�������ӹ����ܵ����ӣ����Ŷȸߣ����нϸߵ�Ӧ�ü�ֵ��ʵ���˲��������ӹ����ܵĿ������ۣ���Լ�˹��������߲��Ϻʹ���������ʱ�䡣ͬʱ�����������ݵ��г������������ISO 3685��1993[10]����������鷽����ʹ����и���ͨ���ԣ����ڲ�ͬ������Ա֮�����Ϣ������
1.1 ���۷������
1.1.1 ԭ��
����ͬ������������ͬ���ϣ��������ٶ�vһ��ʱ������ʹ������tv�ϳ������ڵ���ʹ������tһ��ʱ�����ٶ�vt�ϴ�IJ��ϣ���ӹ����ܽϺã���֮����ӹ����ܽϲ�趨����ʹ������t��60 minʱ�������ٶ�vt��д��v60��ͬ��������������Ϊ30��15 minʱ�������ٶȷֱ�Ϊv30��v15�� һ������������״̬45�Ÿֵ�v60��Ϊ�Ƚϲ�ͬ���������ӹ����ܵĻ���д��(v60)j�������������ֲ��ϵ�vt������ȣ��ñ�ֵ��Ϊ��Լӹ�ϵ��Kr����
![]()
��Kr����1�IJ��ϣ���ӹ����ܱ�45�Ÿֵļӹ����ܺã���KrС��1�IJ��ϣ���ӹ����ܱ�45�Ÿֲvt��Kr����õļӹ�����ָ�꣬�ڲ�ͬ�ļӹ������¶����á��ȽϾ�ϵ��Kr��ȷ�������Ƿ�����������ϵ��Kr�ϴ�����Ͻ���������ϵ����С������Ͻ���������
���������ӹ����ܿ����������鷽������Heginbotham��Pandey����ı�����������ԭ��[11]��ƣ�������Բ���ٳ���������ԭ����ͼ1��ʾ��

ͼ1 ��Բ����ԭ��ͼ
Fig.1 Principle of cutting excircle
��ʹ����ͬ���ߵ������£�����2����ֱͬ����ͬ�ֹ������ϡ���¼����ƽ��ĥ����sB�ﵽ0.3 mmʱ����Ҫ��·�̡����������ͳ�ʼ�����ٶȣ�ͨ�����㽫̩�չ�ʽvt-1/k=C�е�ϵ��C��k������Ӷ�����ȷ��t��v�Ĺ�ϵ���������������Ϊ60 minʱ����������ٶ�v60��������չ�������45�Ÿֵ������ӹ�����ָ��Ϊ100������
![]()
��������۲��ϵĿ�������ָ��Kv���������۲��ϵ������ӹ����ܡ�
1.1.2 ��������
�Թ������б��ٳ�������Z�᷽��ÿ����1 mm����1��ת�٣�������Ϊ1 r/min�������ij�ʼת��Ϊ100 r/min����ֹת��Ϊ600 r/min[12]������������Ϊ�ּӹ��������£����ݵ��г������������ISO 3685��1993��4�����������(���1��ʾ)��ѡ��C��������Ϊ�˴����������������
��1 ����������
Table 1 Standard machining conditions

1.1.3 �������
���ԱȽϹ������ϵ������ӹ����ܣ���������·�������ƽ��ĥ�����Ĺ�ϵ���ߣ��Ƚϲ�ͬ���ϵ�������״��б�ʼ��ﵽָ������ĥ����ʱ������·�̣������ȽϹ������ϵ������ӹ����ܣ�ͨ���Ƚ�vt������ȷ�����ϵ������ӹ����ܣ��Ƚ���м��̬(������м����������������ɢ������Ҫ��;�����Ƿ�����м�������������ܷ�ʱɢ��)���ҳ�Ӱ����������ӹ��������ӵ�ԭ��
1.2 ���鷽��
�����������۷����������鹤�����б����������飬����֤�����۷����Ŀ����ԡ��������LEADWELL-T8���س��������������飬����VMS-15100Ӱ������ǻ�ȡ����ͼ��������ĥ��ֵ����������Ϊ45�Ÿ֣�����Ϊ560 mm��ֱ��Ϊ96 mm��������������ԲͿ�㳵���������ƺ�ΪYW1����Ƭ�ͺ�Ϊ31003CZ�����ݱ�1ѡȡ�����������Ϊ2.5 mm��������Ϊ0.4 mm����������ת����200~700 r/min��Χ�ڱ仯��
�����������鲽�����£�
(1) �������鷽���������ر�̣������м�������棬ȷ��������ȷ����
(2) �������͵���װ���ڳ����ϣ��趨����������㡣
(3) �������鷽���Թ������б��ٳ�����
(4) ��������ÿ����250 mmʱ������Ӱ������Dzɼ�����������ĥ��λͼ���䵼��ͼ�δ��������м��㵶��ƽ��ĥ����sB����¼���á���sB�ﵽ��0.3 mm����ֹͣ��������δ�ﵽ�����ظ����ϳ�����
(5) ������������������豸���ռ���м�ɼ�ͼ��
2 �����������
2.1 ���ߺ�����̬��ĥ����
����ĥ����Ҫ����ϵĿ������ԡ�Ӳ�ȺͿ�������������й�[13]������ĥ�����Ǻ����������ܵ���Ҫָ��[14-15]��ͼ2~5��ʾΪ������ͬ�г�ʱ������̬��
��ͼ2~5�ɼ����������������ĥ�𣬲����������ȵ����������������ƣ�ͼ3��ͼ4�������Ե�ĥ���������Էֱ��������2.5 mm��Ӧ�ij����������ԵĹ��ۣ�ͬʱҲ���������ƣ����γ��˵��͵ĺ���ĥ��B����N��[16]��ĥ���ڲ����������������в��Ͼ��ȣ�B��ĥ����Ŀ���һ�¡����ڼӹ�Ӳ�����Ӱ�죬������������洦��N��ĥ���Ϊ���أ��ں���ĥ��ͼƬ�п��Է��֣��в�ͬ�̶ȵĽ������������һ�����Ļ�м����ͼ5�ɼ������������ȴﵽ2 500 mm��������ʱ��Ϊ23 minʱ����������˱��������߷���ʧЧ�����������٣�����ʱ��̡�����ĥ����������ʱ��Ĺ�ϵ��ͼ6����ͼ6�ֱ������ĥ��Ρ�����ĥ��κ;���ĥ��Σ��뵶��ĥ�����۽��Ǻ�[17]��

ͼ2 ��������ǰ������̬
Fig.2 Shape of flank face before cutting

ͼ3 ��������Ϊ500 mmʱ������̬
Fig.3 Shape of flank face when cutting length is 500 mm

ͼ4 ��������Ϊ2 250 mmʱ������̬
Fig.4 Shape of flank face when cutting length is 2 250 mm
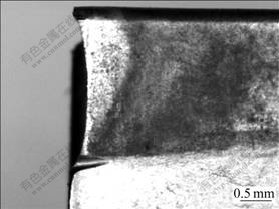
ͼ5 ��������Ϊ2 500 mmʱ������̬
Fig.5 Shape of flank face when cutting length is 2 500 mm

ͼ6 ����ĥ����������ʱ��Ĺ�ϵ
Fig.6 Relationship between flank wear and cutting time
2.2 ǰ����������ĥ��
ǰ���������Ե�������ĥ�𣬲����������ƣ�˵����м�۵Ĵ����Ի����������ĥ����ͼ7��ʾ��

ͼ7 ��������Ϊ2 250 mmʱǰ������̬
Fig.7 Shape of rake face when cutting length is 2 250 mm
2.3 ��м��̬
��������������м���Է�Ϊ2�֣����ٶȽϵ�ʱ��Ϊ�϶̵ġ�C������м[18]�����ٶȽϸ�ʱ��Ϊ�ϳ��Ĵ�״��м����м�ij������ٶȵ����Ӷ��䳤����˵���ڵ�������ʱ����м���ܽϺÿ�����м����̬���������ٶȵ���ߣ���ʼ�������ִ�״��м��˵�����ٶ���ߵ��ϴ�ʱ����м�۲��ܺܺõؿ�����м����̬��
3 ����
(1) ���û��ڱ���ԭ���IJ��������ӹ��������۷����Թ�������2�β�ͬ�����ٶȷ�Χ�ı���������������ɹ������������ӹ����ܵ����ۣ��ұ���������ʹ������20 min����ʱ��ʧЧ���������������٣��������ڶ̣����������Ͳ��������ӹ����ܵ��о����ڣ�Ϊ���������Ż��ṩ��ʵ���ݣ����������������е�äĿ�ԡ�
(2) ����Կ�����ϵ�������������ϵ������ӹ����ܣ����յ��г������������ISO 3685��1993��������������֤��õ����۽��ȷ���������������õĵ���ĥ�������뵶��ĥ�������������Ǻϡ�
(3) �����۷����ɸ�����Ҫ�趨���ٷ�Χ�����ڸ÷�Χ�ڶԹ������ϵ������ӹ�����ʵʩ����ȷ���ۣ���չ�˴�ͳ���۷����������ٶȷ�Χ��ͬʱ�����ڸ÷������չ��ʱ���ƣ�ʹ��ͬ������Ա֮�����Ϣ������ø�Ϊ������ͨ���Ը��ѡ�
�ο����ף�
[1] ������, ����, ������, ��. Mg-9Gd-4Y-0.6Mn �Ͻ���293~723 Kʱ�ı�����Ϊ������֯�ݱ�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(2): 223-228.
ZHANG Xin-ming, PENG Zhuo-kai, DENG Yun-lai, et al. Deformation behavior and microstructure evolution of Mg-9Gd-4Y-0.6Mn alloy at 293-723 K[J]. Journal of Central South University: Science and Technology, 2006, 37(2): 223-228.
[2] ����, ������, Ф��, ��. ģѹ���Ʊ�C/C-SiC���ϲ��ϵ���ѧ����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2008, 39(3): 486-492.
XIONG Xiang, KUANG Wen-min, XIAO Peng, et al. Mechanical properties of C/C-SiC composites by compression molding[J]. Journal of Central South University: Science and Technology, 2008, 39(3): 486-492.
[3] Salak A. New short time face turning method for testing[J]. Materials Processing Technology, 2006, 176: 62-69.
[4] �ſɳ�, ����, ������, ��. ��Ӳ�Ȱ�����òԤ������������Լ������ӹ���[J]. �ִ����칤��, 2006(5): 84-86.
GU Ke-cheng, LIU Hong, LI Qi-dong, et al. Research on plasticity and machinability of metal materials from the morphology of hardness indentation[J]. Modern Manufacturing Engineering, 2006(5): 84-86.
[5] ������, ���˾�, ��, ��. Y45S20�������ֵĹ����Ż�[J]. ����, 2002, 37(10): 48-51.
WANG Ni-yan, JIANG Shi-jun, LUO Jun, et al. Process optimization for free cutting steel Y45S20[J]. Iron and Steel, 2002, 37(10): 48-51.
[6] ��ϸ��, ���ں�. ����֪ʶ����������ӹ�����������[J]. �ִ����칤��, 2002(2): 11-13.
WANG Xi-yang, WAN Zai-hong. An approach to evaluating cutting machinability[J]. Modern Manufacturing Engineering, 2002(2): 11-13.
[7] ��ӥ, �ڶ���, ��Ӣ��. �ɼӹ��մɲ��Ͽɼӹ��Ե�ģ���ۺ�����[J]. ��е���̲���, 2006, 30(8): 28-30.
HAN Ying, YU Duo-nian, HAN Ying-chun. A fuzzy and comprehensive evaluation of the machinability for processible ceramic materials[J]. Materials for Mechanical Engineering, 2006, 30(8): 28-30.
[8] �½�, �첨, ��˫. �����������ܵ�ģ���ۺ�����[J]. ��е, 2002, 29(5): 62-64.
CHEN Jie, LUO Hong-bo, WU Shuang. Research of metal cutting database based on fuzzy[J]. Machinery, 2002, 29(5): 62-64.
[9] ���, ��ΰ, ����, ��. ����ģ�����ۺ����ݿ⼼���IJ��������ӹ�������[J]. ��е��������칤��, 2000, 29(2): 84-86.
WU Bin, XIA Wei, TANG Yong, et al. Evaluation of machinability based on fuzzy and database technology[J]. Machine Design and Manufacturing Engineering, 2000, 29(2): 84-86.
[10] ISO 3685��1993, Tool-life testing with single point turning tools[S].
[11] B��˹, A H�¸�. ���̲��ϵĿ�������[M]. ��Ԫ��, ��. ����: ������ҵ������, 1989: 125-136.
Mills B, Redford A H. Machinability of engineering material[M]. GAO Yuan-kun, trans. Beijing: Defense Industry Press, 1989: 125-136.
[12] Eugene W. Comparative machinability of brasses, steels and aluminum alloys: CDA��s universal machinability index[J]. Machine Tools and Manufacture, 2005, 25: 850-856.
[13] ������, ��˼��, �ź�, ��. Ti(C, N)�������մɵ��ߵĸ�������������ĥ�����[J]. �й���ɫ����ѧ��, 2008, 18(7): 1286-1291.
LI Peng-nan, TANG Si-wen, ZHANG Hou-an, et al. Cutting performance and wear mechanism of Ti(C, N)-based cermets tools in high speed cutting[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(7): 1286-1291.
[14] ������, ������, Ф����, ��. ̼Ĥ���߸�ʽ����Al_Si�Ͻ���������ܼ����Ħ����[J]. �й���ɫ����ѧ��, 2006, 16(9): 1534-1538.
BAI Li-jing, ZHU Xiao-dong, XIAO Ji-ming, et al. Machinability and anti-adhesive wear performance of carbon coated tools in drilling of Al-Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1534-1538.
[15] ����, ��־��, �����. �����������ʴ��̼Ԥ�����Խ��ʯͿ�㵶�߸��������������ܵ�Ӱ��[J]. ��е���̲���, 2000, 24(4): 11-14.
XIA Qi, ZHANG Zhi-ming, SHEN He-sheng. Influence of microwave plasma-etching decarbonization on adhesion and cutting properties of CVD diamond coating tools[J]. Materials for Mechanical Engineering, 2000, 24(4): 11-14.
[16] ����. ��������ԭ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1993: 42-55.
ZHOU Ze-hua. Principle of metal-cutting[M]. Shanghai: Shanghai Science and Technology Press, 1993: 42-55.
[17] ������, �ܺ���, �ߴ���, ��. ����TiC�������մɵ���֯�ṹ�뵶����������[J]. ��е���̲���, 2006, 30(11): 21-28.
HAN Cheng-liang, GUAN Hang-min, GAO Da-ming, et al. Microstructure and cutting properties of two kinds of TiC-based cermets[J]. Materials for Mechanical Engineering, 2006, 30(11): 21-28.
[18] ½����, �����. ��������ԭ���뵶��[M]. ����: ��е��ҵ������, 2005: 176-179.
LU Jian-zhong, SUN Jia-ning. Principle of metal-cutting and tools[M]. Beijing: Machinery Industry Press, 2005: 176-179.
�ո����ڣ�2009-05-05�������ڣ�2009-08-19
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)��Ŀ(2007AA04Z351)
ͨ�����ߣ�������(1963-)���У��㽭�ֽ��ˣ���ʿ�����ڣ������������ֲ��ϼӹ�װ��������������о����绰��0731-88836035��E-mail: jby@mail.csu.edu.cn
(�༭ �°���)
[10] ISO 3685��1993, Tool-life testing with single point turning tools[S].
engineering material[M]. GAO Yuan-kun, trans. Beijing: Defense Industry Press, 1989: 125-136." target="blank">[11] B��˹, A H�¸�. ���̲��ϵĿ�������[M]. ��Ԫ��, ��. ����: ������ҵ������, 1989: 125-136.Mills B, Redford A H. Machinability of engineering material[M]. GAO Yuan-kun, trans. Beijing: Defense Industry Press, 1989: 125-136.
