
Trans. Nonferrous Met. Soc. China 28(2018) 1695-1704
Hot deformation and processing maps of as-sintered CNT/Al-Cu composites fabricated by flake powder metallurgy
Chun-hong LI1,2, Ri-sheng QIU1, Bai-feng LUAN1, Wei-jun HE1, Zhi-qiang LI3
1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. College of Metallurgy and Materials Engineering, Chongqing University of Science and Technology, Chongqing 401331, China;
3. School of Materials Science and Engineering, Shanghai Jiaotong University, Shanghai 200240, China
Received 22 June 2017; accepted 15 November 2017
Abstract:
The deformation behaviors of as-sintered CNT/Al-Cu composites were investigated by isothermal compression tests performed in the temperature range of 300-550 ��C and strain rate range of 0.001-10 s-1 with Gleeble 3500 thermal simulator system. Processing maps based on dynamic material model (DMM) were established at strains of 0.1-0.6, and microstructures before and after hot deformation were characterized by scanning electron microscopy (SEM), electron backscatter diffraction (EBSD) and high-resolution transmission electron microscopy (HRTEM). The results show that the strain has a significant influence on the processing maps, and the optimum processing domains are at temperatures of 375-425 ��C with strain rates of 0.4-10 s-1 and at 525-550 ��C with 0.02-10 s-1 when the strain is 0.6. An inhomogeneous distribution of large particles, as well as a high density of tangled dislocations, dislocation walls, and some sub-grains appears at low deformation temperatures and strain rates, which correspond to the instability domain. A homogeneous distribution of fine particles and dynamic recrystallization generates when the composites are deformed at 400 and 550 ��C under a strain rate of 10 s-1, which correspond to the stability domains.
Key words:
CNT/Al-Cu composites; flow stress; processing map; dynamic recrystallization;
1 Introduction
Aluminum-based metal matrix composites (MMCs) have been widely used in the fields of aerospace, electronic packaging, and transportation because of their light weight, fitting strength and ductility, high aspect ratio modulus, and good thermal conductivity [1,2]. Carbon nanotubes (CNTs) exhibit a nano-scale size, high elastic modulus, very high tensile strength, low density, and high aspect ratio, which make them a suitable candidate for the reinforcement of MMCs [3-5]. Composites of aluminum and CNTs (CNT/Al composites) have recently become very attractive structural materials due to their broad structural applicability in areas such as the automobile, aerospace, and aircraft industries [6-9]. Flake powder metallurgy (FPM) is an effective way to fabricate CNT/Al composites with a uniform and individual distribution of CNTs, which can improve the mechanical properties of the composites [10-12]. Sintering is one of the most important aspects of powder metallurgy, since the material properties after sintering will directly affect their final properties after extrusion. Tremendous attention has been paid to the used sintering technology, including its process, temperature, time, and atmospheric conditions. However, few investigations have been conducted on the microstructure and flow behavior at elevated temperature of as-sintered CNT/Al composites fabricated by FPM. Precise investigations of the high- temperature forming characteristics and microstructural evolution of the sintered state may provide a reference for the subsequent extrusion process.
Flow stress-strain curves and the processing maps are widely used to characterize deformation behavior [13-18]. Flow stress is a very important parameter during hot deformation, which affects the microstructure and deformation ability of materials. Changes in this flow stress, which are induced by processing parameters including temperature, strain rate, and strain, can be researched through the flow stress- strain curves. Processing maps based on the dynamic material model (DMM), on the other hand, have been widely used to analyze the thermal workability of many materials, such as Al, Mg, and Ti alloys as well as steel, over a range of temperatures and strain rates [19-24]. From the processing maps, the optimum, instability, cracking, dynamic recrystallization, and superplasticity domains can be deduced. In this study, the effects of deformation temperature, strain rate, and strain on flow stress during hot compression of as-sintered CNT/Al-Cu composites were studied, the processing maps at different strains were established, and the optimum processing domains were determined. Furthermore, the microstructural evolution during hot compression was analyzed. The main objective is to investigate the deformation behavior of the as-sintered CNT/Al-Cu composites and clarify their microstructural evolution, thereby providing theoretical guidance for their hot deformation.
2 Experimental
As-sintered CNT/Al-Cu composite specimens for testing and analysis in this work were synthesized by Shanghai Jiao Tong University through FPM. First, a nano-flake Al alloy powder with 4% Cu (Al-4%Cu) was prepared by ball-milling in an attritor at 423 r/min and at room temperature for 4 h, followed by a surface modification with polyvinyl alcohol (PVA). Subsequently, multi-wall CNTs (30-50 nm in diameter, 3 ��m in length) functionalized with carboxyl groups were dispersed into water by ultrasonication and mixed with the as-prepared Al alloy nano-flakes (final CNT content was 1.5%). After mechanical stirring, the mixed powder was dried under Ar at 500 ��C and compacted using 50 MPa at 600 ��C.
Isothermal compression tests were carried out on a Gleeble 3500 simulator at deformation temperatures of 300, 350, 400, 450, 500, and 550 ��C with strain rates of 0.001, 0.01, 0.1, 1, 5 and 10 s-1. Cylindrical compression specimens were 8.0 mm in diameter and 12.0 mm in height. Prior to isothermal compression, specimens were heated to the deformation temperature and held for 3.0 min. Then, samples were compressed until a reduction ratio (strain) of 0.6 was reached. After compression, specimens were immediately quenched into water.
The specimens were prepared through a conventional mechanical polishing using diamond suspension before observation under field emission scanning electron microscopy(FE-SEM)(JSM-7800F, JEOL), equipped with an Oxford Instrument Aztec EDS and a NordlysMax2 Electron Backscatter Diffraction (EBSD) system. The SEM and EDS analyses were carried out with an accelerating voltage of 15 kV and emission current of 130.8 ��A, respectively. The duration of spot scan of EDS was 300 s per spectrum. The EBSD scans were run with an accelerating voltage of 20 kV and a step size of 50 nm. For EBSD observations, specimens were electrolytically polished with a solution of 10% (volume fraction) perchloric acid and 90% alcohol after mechanical polishing. The distributions of CNTs and dislocations in the matrix were characterized by high-resolution transmission electron microscopy (HRTEM) (JEM-2100F, JEOL) at 200 kV after ion thinning.
3 Results and discussion
3.1 Flow stress behavior
Figure 1 shows the true stress-true strain curves of as-sintered CNT/Al-Cu alloy composites at different temperatures and strain rates. The flow stresses increase sharply with increasing strain until peak flow stress occurs due to the increase of dislocation density. Accumulated dislocation can significantly impede further deformation and thus lead to higher strength. However, this phenomenon is not obvious at high deformation temperatures (500 and 550 ��C). At a strain rate of 0.001 s-1, the stress-strain curves remain steady after peak flow stress, while they decrease after peak flow stress at higher strain rates. The characteristics of these flow stress curves can be explained in terms of work hardening and flow softening phenomena. Essentially, a dynamic competitive process occurs between work hardening caused by dislocation reduplication, pileup, and tangle, and softening caused by dynamical recovery and dynamical recrystallization. When dynamic softening is sufficient to offset the effects of hardening, a smooth flow state is reached. When the effects of hardening are not sufficient to balance the dynamic softening effects, flow stress will continue to decline after reaching peak value. In addition to the above, some curves present oscillations, which indicates that dynamic recrystallization occurs, especially at high deformation temperatures and strain rates. High strain rates cause more deformation heating, which promotes an increase in dynamic recrystallization. Finally, flow stress increases with the strain rate at each specific deformation temperature, and decreases with increasing temperature at each distinct strain rate.
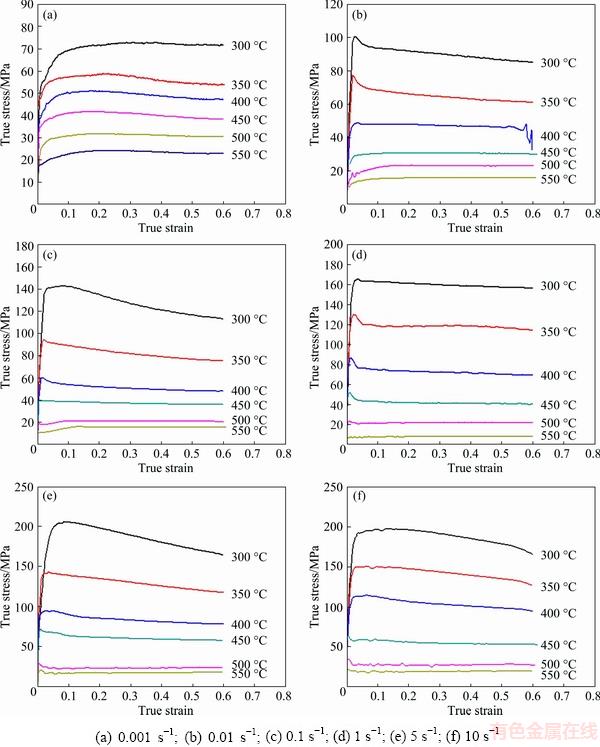
Fig. 1 True stress-true strain curves for as-sintered CNT/Al-Cu composites at various temperatures
3.2 Processing maps
Processing maps based on the dynamic material model (DMM) have been widely used to understand the hot workability of materials [25,26]. According to the DMM, the workpiece is considered a power dissipater, in which the total power (P) consists of two parts as expressed in Eq. (1); G represents power dissipation through plastic deformation, of which most is converted into heat, and J stands for power dissipation through microstructure transitions such as dynamic recovery, dynamic recrystallization and phase transformation.
 (1)
(1)
where �� is the instantaneous flow stress and  is the applied strain rate. The strain rate sensitivity (m) is defined by Eq. (2). When the value of m is 1, the material is in the ideal dissipation state and J reaches the maximum value Jmax.
is the applied strain rate. The strain rate sensitivity (m) is defined by Eq. (2). When the value of m is 1, the material is in the ideal dissipation state and J reaches the maximum value Jmax.
 (2)
(2)
The flow stress can be represented as
 (3)
(3)
where K is the fitting coefficient.
The power dissipation capacity of the material can be evaluated by the efficiency of power dissipation, ��, which is defined as follows:
 (4)
(4)
The value for �� describes different microscopic mechanisms at the variable rates and temperatures as they correspond to a range of power dissipation coefficients.
By making the power dissipation coefficient as a function, the power dissipation map, of which different domains correlate with specific microstructural mechanisms, can be obtained by drawing a contour map in the two-dimensional plane composed of lnand temperature [27].
According to the peak values for the power dissipation coefficient in the powder dissipation diagram, the best processing area, including processing temperature and deformation rate, can be determined. However, some high dissipation coefficients correspond to high degrees of damage, such as superplastic deformation or fracture of particles. In view of this, the instability criterion, based on the extreme principles of irreversible thermodynamics, is introduced as a continuum criterion for the occurrence of flow instabilities. This criterion is defined in terms of another dimensionless parameter ��() [28].
 (5)
(5)
When  <0, the system is not stable and moves into the flow instability region. The rheological instability map can be obtained by drawing the contour map in the two-dimensional plane composed of lnand temperature. Thus, the processing map is constructed by superimposing the instability map on the power dissipation map [29].
<0, the system is not stable and moves into the flow instability region. The rheological instability map can be obtained by drawing the contour map in the two-dimensional plane composed of lnand temperature. Thus, the processing map is constructed by superimposing the instability map on the power dissipation map [29].
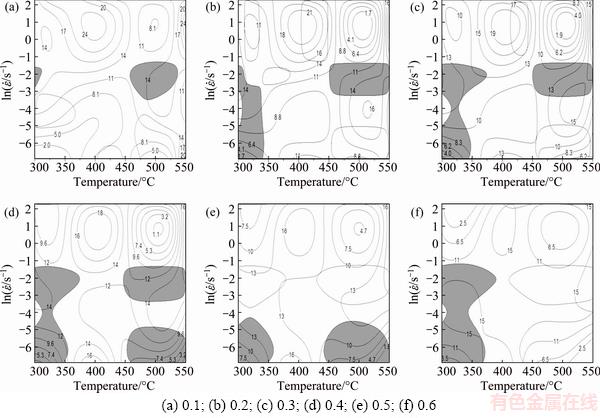
Fig. 2 Processing maps of as-sintered CNT/Al-Cu composites at different strains
Based on the above principle, the processing maps of as-sintered CNT/Al-Cu composites at strains of 0.1, 0.2, 0.3, 0.4, 0.5, and 0.6 are derived, as shown in Fig. 2. The contour numbers represent the efficiency of power dissipation and the gray parts correspond to instability regions. The maps obtained at different strains differ significantly and indicate that strain has a strong influence. The instability area is small at all strains, especially at a strain of 0.1. When the strain is higher than 0.1, instability areas easily occur at low temperatures and strain rates. Another instability area exists within the temperature range of 450-550 ��C and strain rate range of 0.05-0.36 s-1 at strains of 0.2, 0.3, and 0.4. The area within the temperature range of 450-550 ��C and strain rate range of 0.001-0.005 s-1 becomes an instability region at strains of 0.4 and 0.5. The deformation temperature and strain rate for the peak value of the power dissipation efficiency in the safe working area are next selected as the optimal processing parameters for thermal deformation. A clear domain exhibiting the peak efficiency of power dissipation occurs within the temperature range of 375-425 ��C and strain rate range of 0.4-10 s-1. Moreover, it can be seen that another safe working area with a high power dissipation efficiency exists when the deformation temperature is 550 ��C. When the strain is 0.6, as shown in Fig. 2(f), the instability region is in the temperature range of 300-370 ��C and strain rate range of 0.001- 0.3 s-1. Two optimum processing domains are therefore obtained, one is in the temperature range of 375-425 ��C and strain rate range of 0.4-10 s-1 with peak efficiency of 15%, and the other is in the temperature range of 525-550 ��C and strain rate of range 0.02-10 s-1 with peak efficiency of 15%.
3.3 Microstructural analysis
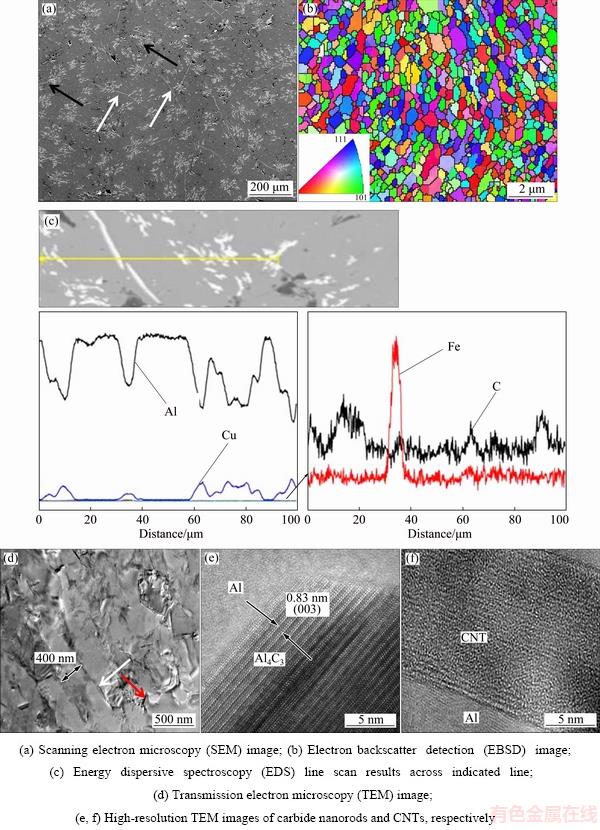
Fig. 3 Initial microstructures of as-sintered CNT/Al-Cu composites
The microstructure of the initial composite is shown in Fig. 3. From the SEM image in Fig. 3(a), two types of second phases indicated by the white and black arrows respectively clearly exist, strip- and particle-like, that precipitated from the Al matrix. The strip-like phases disperse in the matrix uniformly, while particle phases appear to aggregate. According to the EDS line analysis results (Fig. 3(c)), the strip-like phases contain Al, Cu, and Fe elements, while the particle-like phases contain Al and Cu elements. Some voids appear after sintering, indicating that the composites are not dense enough. From the EBSD results (Fig. 3(b)), it is found that grains are elongated, which may be caused in the FPM process. In addition, the grain size of the matrix is 200-400 nm. From TEM analysis, we can also identify some rod-like phases in the Al matrix, of which some are shortened CNTs attributed to significant fracturing during the milling process as indicated by the white arrow in Fig. 3(d), while others are Al4C3 formed by reactions of Al with the CNTs, as indicated by the red arrow in Fig. 3(d). Figures 3(e) and (f) show HRTEM images of Al4C3 and CNTs, respectively, indicating that both Al4C3-Al and CNT-Al are densely bonded. The observed uniformly dispersed rod-like phases are favorable for the comprehensive performance of these materials. The multilayer structures caused by flake powder metallurgy are also observed by TEM (Fig. 3(d)), the thickness of the flake is about 400 nm. The rod-like phases on the Al flakes hinder the growth of Al grains, insulting the grains are small and elongated.
The microstructure of the composites, which can be significantly affected by hot processing, will influence their mechanical properties. Therefore, it is necessary to research the effects of thermal processing parameters on the microstructures of the as-sintered CNT/Al-Cu composites. Previous studies have shown that deformations are usually concentrated at the center of hot-compressed specimens, and that the microstructures can be highly variable among different regions [30]. Figure 4 shows the microstructures of different parts of as-sintered CNT/Al-Cu composites with a strain of 0.6 synthesized at 350 ��C and a strain rate of 0.1 s-1. Severe deformation occurs at the center of the specimen, and this deformation gradually decreases from the center to the surface of the cylinder. In addition, cavities disappear at the center, while they remain at the edge; this illustrates that the central part of the material is denser than the edge after compressive deformation. Stress produced during deformation crushes the strip-like phases and causes dispersion of the particle-like phases. Table 1 shows the widths of the deformation regions due to stress/strain coordination. An increase in the width of the large deformation region, which implies that the deformation is more and more uniform, occurs upon increasing the loading strain rate and decreasing the deformation temperature. Thus, the flow stress increases with the strain rate at a specific deformation temperature, but decreases with increasing temperature at a distinct strain rate. These results are consistent with the stress-strain curves above.
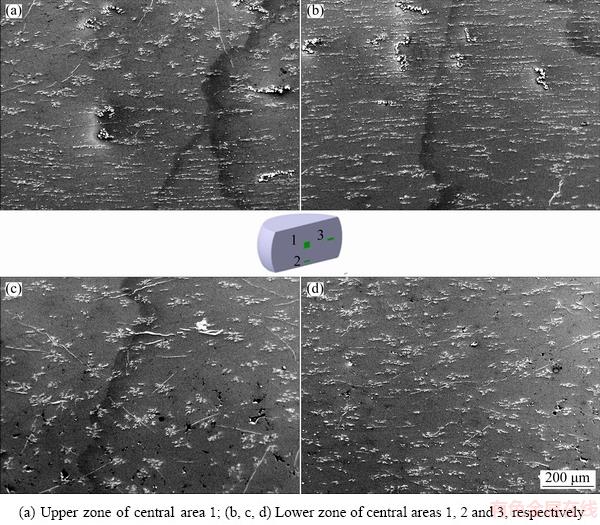
Fig. 4 Microstructures of different zones for as-sintered CNTs/Al-Cu composites at 300 ��C and 0.1 s-1
Table 1 Widths of deformation regions of CNT/Al-Cu composites deformed under varying conditions
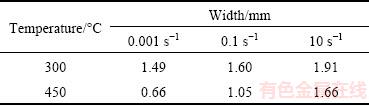
Figure 5 shows typical images of the second phases under different deformation conditions. After hot deformation, the two types of second phases are sheared due to deformation stress. Figure 5(a) shows the distribution and size of second phases deformed at 300 ��C and 0.001 s-1, which are located in the instability region. It can be seen from Fig. 5(a) that the phases are relatively coarse and that particles formed agglomerates in the matrix. The inhomogeneous distribution of these large particles is an adverse process during hot deformation, contributing to the instability domains at low deformation temperatures and strain rates. With an increase in temperature, these coarse second phases gradually dissolve into the matrix, leading to a decrease in the number of particle-like and strip-like phases. Meanwhile, fine phases that may form during hot deformation are uniformly dispersed in the matrix, as shown in Fig. 5(b) in samples deformed at 400 ��C and 10 s-1. When the temperature reaches 550 ��C, the coarse second phases disappear and the number of finer phases increases, as shown in Fig. 5(c). The homogeneous distribution of fine particles is a beneficial process during hot deformation. Therefore, stability domains occur at 400 and 550 ��C at a strain rate of 10 s-1.
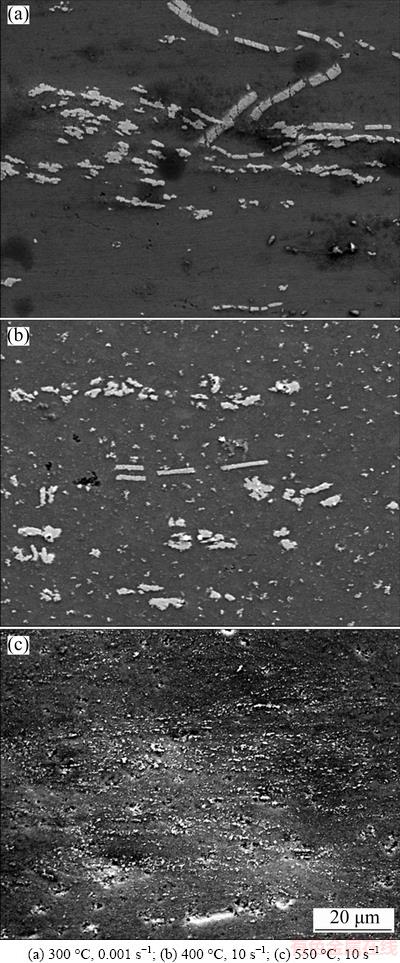
Fig. 5 Typical images under different deformation conditions
The TEM images and EBSD maps at the center zone of specimens under different deformation conditions are shown in Figs. 6 and 7. Figures 6(a) and (b) show the TEM microstructures of composites deformed at 300 ��C and 0.001 s-1. The initial grains contain a high density of tangled dislocations, dislocation walls, and some sub-grains that generate by the movement of the dislocations and dislocation walls. The boundaries of the initial grains are nearly straight. The observed microstructure is a typical dynamic recovery structure. From the processing map, this domain belongs to the instability region. Therefore, deformation temperatures and strain rates in the instability domain should be avoided during hot deformation. As the strain rate increases, the amount of dislocations increases as well, and the accompanying increase in defect density increases the flow stress. The amount of stored energy increases with an increase in deformation temperature, leading to sufficient mobility of the dislocations. Thus, some dislocations are annihilated by climbing and cross-slipping that occurs upon increasing the temperature, and the dislocation density decreases, as shown in Figs. 6(c) and (d), leading to a low flow stress. Meanwhile, the dispersions including CNTs, Al4C3 and Al-Cu intermetallic serve as obstacles to hinder the movement of dislocations and pinned the motion of grain boundaries, and decrease the tendency for activation of softening mechanism as EZATPOUR et al [31,32] mentioned. When the temperature rises, the re-dissolution of the second phase particles leads to a decrease tendency of second phases. The obstacle of dislocations and grain boundaries movement is weakened and the tendency for activation of softening mechanism increase. Hence, dynamic recrystallization is easy to occur during high deformation temperatures. Figures 6(c) and 7(a) show the TEM image and EBSD map of samples deformed at 400 ��C and 10 s-1, indicating that the dislocation density decreases significantly. The original microstructure is replaced by a recrystallized microstructure and grains are refined. When the deformation temperature is increased further to 550 ��C, the microstructure also becomes a recrystallization microstructure, while size of some grains increases, as shown in Figs. 6(d) and 7(b). Dynamic recrystallization is a beneficial process during hot deformation. Thus, the deformation conditions of 400 and 550 ��C at 10 s-1 belong to the optimum processing domains, which is in good agreement with the prediction based on the hot processing maps in Fig. 2. From the TEM images, we identify that several rod-like phases are uniformly dispersed in the Al matrix after hot deformation, as indicated by the blue thick arrows in Figs. 6(c) and (d).
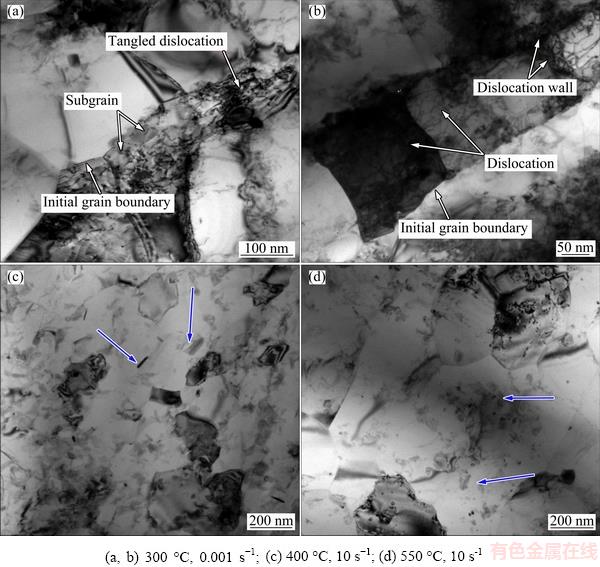
Fig. 6 TEM images of as-sintered CNT/Al-Cu composites after deformation under varying conditions
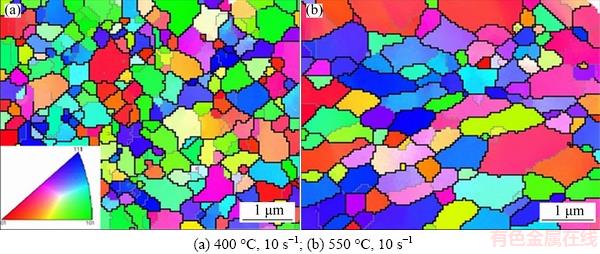
Fig. 7 Inverse pole figure (IPF)-colored electron backscatter detection (EBSD) maps under different deformation conditions
4 Conclusions
1) The grains of as-sintered composites of carbon nanotubes (CNTs) and Al with 4% Cu (Al-Cu), fabricated by flake powder metallurgy, are hindered effectively by CNTs or Al4C3. The grain size of the matrix is 200-400 nm and the composites have a multilayer structure.
2) In the temperature range of 300-550 ��C and strain rate range of 0.001-10 s-1, flow stress increases with increasing strain rate at a specific deformation temperature, while it decreases with increasing temperature at a specific strain rate. The strain has a significant effect on the processing maps, and the optimum processing domains are at 375-425 ��C and 0.4-10 s-1 as well as at 525-550 ��C and 0.02-10 s-1 when the strain is 0.6.
3) The second phases are crushed and particle-like phases disperse at the center zone of the specimens after deformation. With increasing temperature, the particle size decreases and particles are distributed uniformly, which benefits the deformation and mechanical properties. Dynamic recrystallization easily occurs at the presented optimum processing domains, while the initial grains contain a high density of tangled dislocations and dislocation walls in the instability domains.
References
[1] ABBASIPOUR B, NIROUMAND B, MONIR VAGHEFI S M. Compocasting of A356-CNT composite [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 1561-1566.
[2]  F, ESTRADA-GUEL I,
F, ESTRADA-GUEL I,  L, MIKI-YOSHIDA M,
L, MIKI-YOSHIDA M,  R. Effect of milling time and CNT concentration on harness of CNT/Al2024 composites produced by mechanical alloying [J]. Materials Charaterization, 2013, 75: 13-19.
R. Effect of milling time and CNT concentration on harness of CNT/Al2024 composites produced by mechanical alloying [J]. Materials Charaterization, 2013, 75: 13-19.
[3] SINGHAL S K, PASRICHA R, JANGRA M, CHAHAL R, TEOTIA S, MATHUR R B. Carbon nanotubes: Amino functionalization and its application in the fabrication of Al-matrix composites [J].Powder Technology, 2012, 215-216: 254-263.
[4] BAKSHI S R, KESHRI A K, AGARWAL A. A comparison of mechanical and wear properties of plasma sprayed carbon nanotube reinforced aluminum composites at nano and macro scale [J]. Materials Science and Engineering A, 2011, 528: 3375-3384.
[5] BARAI P, WENG G J. A theory of plasticity for carbon nanotube reinforced composites [J]. International Journal of Plasticity, 2011, 27: 539-559.
[6] NAM D H, CHA S I, LIM B K, PARK H M, HAN D S, HONG S H. Synergistic strengthening by load transfer mechanism and grain refinement of CNT/Al-Cu composites [J]. Carbon, 2012, 50: 2417-2423.
[7] BAKSHI S R, AGARWAL A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites [J]. Carbon, 2011, 49: 533-544.
[8] LIU Z Y, XU S J, XIAO B L, XUE P, WANG W G, MA Z Y. Effect of ball-milling time on mechanical properties of carbon nanotubes reinforced aluminum matrix composites [J]. Composites: Part A, 2012, 43: 2161-2168.
[9] ESAWI A M K, MORSI K, SAYED A, TAHER M, LANKA S. Effect of carbon nanotube(CNT) content on the mechanical properties of CNT-reinforced aluminium composites [J]. Composites Science and Technology, 2010, 70: 2237-2241.
[10] JIANG Lin, LI Zhi-qiang, FAN Gen-lian, CAO Lin-lin, ZHANG Di. The use of flake powder metallurgy to produce carbon nanotube (CNT)/aluminum composites with a homogenous CNT distribution [J]. Carbon, 2012, 50: 1993-1998.
[11] WEI Hui, LI Zhi-qiang, XIONG Ding-bang, TAN Zhan-qiu, FAN Gen-lian, QIN Zhen, ZHANG Di. Towards strong and stiff carbon nanotube-reinforced high-strength aluminum alloy composites through a microlaminated architecture design [J]. Scripta Materialia, 2014, 75: 30-33.
[12] JIANG Lin , FAN Gen-lian, LI Zhi-qiang, KAI Xi-zhou, ZHANG Di, CHEN Zhi-xin, HUMPHRIES S, HENESS G , YEUNG W Y. An approach to the uniform dispersion of a high volume fraction of carbon nanotubes in aluminum powder [J]. Carbon, 2011, 49: 1965-1971.
[13] LUO J, LI M Q, MA D W. The deformation behavior and processing maps in the isothermal compression of 7A09 aluminum alloy [J]. Materials Science and Engineering A, 2012, 532: 548-557.
[14] LI Dong-feng, ZHANG Duan-zheng, LIU Sheng-dan, SHAN Zhao-jun, ZHANG Xin-ming, WANG Qin, HAN Su-qi. Dynamic recrystallization behavior of 7085 aluminum alloy during hot deformation [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 1491-1497.
[15] PARK S Y, KIM W J. Difference in the hot compression behavior and processing maps between the as-cast and homogenized Al-Zn-Mg-Cu(7075) alloys [J]. Journal of Materials Science &Technology, 2016, 32: 660-670.
[16] PENG W P, LI P J, ZENG P, LEI L P. Hot deformation behavior and microstructure evolution of twin-roll-cast Mg-2.9Al-0.9Zn alloy: A study with processing map [J]. Materials Science and Engineering A, 2008, 494: 173-178.
[17] YANG Yong-biao, ZHANG Zhi-min, ZHANG Xing. Processing map of Al2O3 particulate reinforced Al alloy matrix composites [J]. Materials Science and Engineering A, 2012, 558: 112-118.
[18] SUI Feng-li, XU Li-xia, CHEN Li-qing, LIU Xiang-hua. Processing map for hot working of Inconel 718 alloy [J]. Journal of Materials Processing Technology, 2011, 211: 433-440.
[19] LI H Z, WANG H J, LIANG X P, LIU H TLIU Y, ZHANG X M. Hot deformation and processing map of 2519A aluminum alloy [J]. Materials Science and Engineering A, 2011, 528: 1548-1552.
[20] SRINIVASA N, PRASAD Y V R K, RAMA RAO P. Hot deformation behaviour of Mg-3Al alloy��A study using processing map [J]. Materials Science and Engineering A, 2008, 476: 146-156.
[21] YAN J, PAN Q L, LI B, HUANG Z Q, LIU Z M, YIN Z M. Research on the hot deformation behavior of Al-6.2Zn-0.70Mg- 0.3Mn-0.177Zr alloy using processing map [J]. Journal of Alloys and Compounds, 2015, 632: 549-557.
[22] LIN Y C, LI Lei-ting, XIA Yu-chi, JIANG Yu-qiang. Hot deformation and processing map of a typical Al-Zn-Mg-Cu alloy [J]. Journal of Alloys and Compounds, 2013, 550: 438-445.
[23] JI Guo-liang, LI Fu-guo, LI qing-hua, LI Hui-qu, LI Zhi. Development and validation of a processing map for Aermet 100 steel [J]. Materials Science and Engineering A, 2010, 527: 1165-1171.
[24] HAN Yuan-fei, ZENG Wei-dong, QI Yun-lian, ZHAO Yong-qing. Optimization of forging process parameters of Ti600 alloy by using processing map [J]. Materials Science and Engineering A, 2011, 529: 393-400.
[25] MOKDAD F, CHEN D L, LIU Z Y, NI D R, XIAO B L, MA Z Y. Three-dimensional processing maps and microstructural evolution of a CNT-reinforced Al-Cu-Mg nanocomposites [J]. Materials Science and Engineering A, 2017, 702: 425-437.
[26] HE Wei-jun, LI Chun-hong, LUAN Bai-feng, QIU Ri-sheng, WANG Ke, LI Zhi-qiang, LIU Qing. Deformation behaviors and processing maps of CNTs/Al alloy composite fabricated by flack powder metallurgy [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 3578-3584.
[27] LI Hui-zhong, WANG Hai-jun, ZENG Min, LIANG Xiao-peng, LIU Hong-ting. Forming behavior and workability of 6061/B4Cp composite during hot deformation [J]. Composites Science and Technology, 2011, 71: 925-930.
[28] FAN Cai-he, PENG Ying-biao, YANG Hai-tang, ZHOU Wei, YAN Hong-ge. Hot deformation behavior of Al-9.0Mg-0.5Mn-0.1Ti alloy based on processing maps [J]. Transactions of Nonferrous Metals Society of China, 2017, 27: 289-297.
[29] SUN Cui-cui, LIU Ke, WANG Zhao-hui, LI Shu-bo, DU Xian, DU Wen-bo. Hot deformation behaviors and processing maps of Mg-Zn-Er alloys based on Gleeble-1500 hot compression simulation [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 3123-3134.
[30] REZAEI ASHTIANI H R, PARSA M H, BISADI H. Effects of initial grain size on the hot deformation behavior of commercial pure aluminum [J]. Materials and Design, 2012, 42: 478-485.
[31] EZATPOUR H R, SAJJADI S A, HADDAD SABZEVAR M, CHAICHI A, EBRAHIMI G R. Processing map and microstructure evaluation of AA6061/Al2O3 nanocomposite at different temperatures [J]. Transactions of Nonferrous Metals Society of China, 2017, 27: 1248-1257.
[32] EZATPOUR H R, SAJJADI S A, CHAICHI A, EBRAHIMI G R. Mechanical and microstructure properties of deformed Al-Al2O3 nanocomposite at elevated temperature [J]. Journal of Materials Research, 2017, 32: 1118-1128.
Ƭ״��ĩұ���ս�̬CNT/Al-Cu���ϲ��ϵ��ȱ��μ��ӹ�ͼ
���1,2������ʢ1����۷�1����ά��1����־ǿ3
1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400044��
2. ����Ƽ�ѧԺ ұ������Ϲ���ѧԺ������ 401331��
3. �Ϻ���ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϻ� 200240
ժ Ҫ������Gleeble-3500��ģ����������¶�300~550 ��C����������0.001~10 s-1�����£���Ƭ״��ĩұ���ս�̬CNT/Al-4Cu���ϲ��Ͻ����ȱ�����Ϊ�о������ڶ�̬����ģ��(DMM)����Ӧ��Ϊ0.1~0.6�ļӹ�ͼ��������ɨ��羵�����ӱ�ɢ�����似���߷ֱ���羵��������ǰ�������֯�����������Ӧ��Լӹ�ͼ�����Ե�Ӱ�죬��Ӧ��Ϊ0.6ʱ�����żӹ�����Ϊ��375~425 ��C��0.4~10 s-1��525~550 ��C��0.02~10 s-1���ڵͱ����¶Ⱥ͵ͱ�������ʱ�������д���������ȷֲ������ָ��ܶȲ���λ����λ��ǽ���Ǿ�����Ӧ�ӹ�ͼ�еIJ��ȶ����������¶�Ϊ400 ��C�� 550 ��C����������Ϊ10 s-1ʱ��������ϸС�������ȷֲ�������Ϊ�ٽᾧ��̬����Ӧ�ӹ�ͼ�е��ȶ�����
�ؼ��ʣ�CNTs/Al-Cu���ϲ��ϣ�����Ӧ�����ӹ�ͼ����̬�ٽᾧ
(Edited by Xiang-qun LI)
Foundation item: Project( KJ1601321 ) supported by Scientific and Technological Research Program of Chongqing Municipal Education Commission, China; Project (cstc2017jcyjAX0378) supported by the Chongqing Research Program of Basic Research and Frontier Technology, China
Corresponding author: Bai-feng LUAN; Tel: +86-23-65106067; E-mail: bfluan@cqu.edu.cn; Ri-sheng QIU; E-mail: rsqiu@cqu.edu.cn
DOI: 10.1016/S1003-6326(18)64813-7
Abstract: The deformation behaviors of as-sintered CNT/Al-Cu composites were investigated by isothermal compression tests performed in the temperature range of 300-550 ��C and strain rate range of 0.001-10 s-1 with Gleeble 3500 thermal simulator system. Processing maps based on dynamic material model (DMM) were established at strains of 0.1-0.6, and microstructures before and after hot deformation were characterized by scanning electron microscopy (SEM), electron backscatter diffraction (EBSD) and high-resolution transmission electron microscopy (HRTEM). The results show that the strain has a significant influence on the processing maps, and the optimum processing domains are at temperatures of 375-425 ��C with strain rates of 0.4-10 s-1 and at 525-550 ��C with 0.02-10 s-1 when the strain is 0.6. An inhomogeneous distribution of large particles, as well as a high density of tangled dislocations, dislocation walls, and some sub-grains appears at low deformation temperatures and strain rates, which correspond to the instability domain. A homogeneous distribution of fine particles and dynamic recrystallization generates when the composites are deformed at 400 and 550 ��C under a strain rate of 10 s-1, which correspond to the stability domains.
