


DOI�� 10.11817/j.issn.1672-7207.2021.02.005
���ʱЧ��2219���Ͻ����Ħ������ͷ��ѧ����������֯��Ӱ��
����1�������2��տ����2��������2��������3��������3
(1. �й����ػ�������о�Ժ��������100076��
2. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083��
3. �����ϵͳ�����о�����������100076)
ժ Ҫ��
�������µ�ʱЧ�ȴ�����2219���Ͻ����Ħ������ͷ��ѧ����������֯��Ӱ�죬�����ʱЧ���˹�ʱЧ2�ֲ�ͬ�ȴ������հ�ĵĽ���Ħ�����ӽ��жԱ�ʵ�顣�о����������������˹�ʱЧ��ĵĽ���Ħ����(AA+FSW)��ͷ�����ʱЧ��Ľ���Ħ����(CA+FSW)��ͷ����Ӳ�ȡ�����ǿ�Ⱥ��쳤�ʾ����ߣ�CA+FSW��ĺ�AA+FSW����ں�������������Ӳ�ȳʡ�W���ηֲ����ҵȾ�λ���Ȼ�Ӱ��������ĸ����ȣ�CA+FSW��ĺ�AA+FSW��Ľ�ͷ���Ŀ���ǿ�Ⱥ��쳤�ʶ��������ͣ����У�CA+FSW��ĺ��쿹��ǿ��ƽ��ֵΪ317.8 MPa��Ϊĸ�ĵ�71.9%��AA+FSW��ĺ쿹��ǿ��293.8 MPa��Ϊĸ�ĵ�69.1%������ں��ӹ����л����ڵ���������˻�����������CA+FSW�����Ȼ�����ٲ���ǿ����ȡ䣬��AA+FSW��ĵ������������ȫ�����ܣ���ˣ����Ӻ�Ӧ��ʱЧ��ĵ���Ӳ�ȺͿ���ǿ�ȸ��ߡ�
�ؼ��ʣ�
2219���Ͻ������ʱЧ���˹�ʱЧ������Ħ��������ѧ����������֯��
��ͼ����ţ�TG456.9 ���ױ�־�룺A
OSID��
���±�ţ�1672-7207��2021��02-0368-08
Effect of creep ageing on mechanical properties and microstructure of 2219 aluminum alloy friction stir welding joint
JIAO��Jun1, LI��Guopeng2, ZHAN��Lihua2, YANG��Youliang2, HU��Zhenggen3, Liu��Guanri3
(1. China Academy of Launch Vehicle Technology, Beijing 100076, China;
2. College of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
3. Beijing Institute of Astronautical Systems Engineering, Beijing 100076, China)
Abstract: In order to find out the effect of aging heat treatment under creep stress on the mechanical properties and microstructure of 2219 aluminum alloy friction stir welding(FSW) joints, a comparative experimental study on friction stir welding of two different heat treatment processes, creep aging and artificial aging was carried out.The results show that the microhardness, tensile strength and elongation of creep aging sheet friction stir welding joint are higher than those of the friction stir weldingof artificial aging sheet (AA+FSW). The hardness of the two kinds of heat-treated plates in the weld seam area is roughly W-shaped distribution, and the minimum hardness locates in the thermo-mechanically affected zone. The tensile strength and elongation of the welded joint are lower than those of the base material. The average tensile strength of CA+FSW is 317.8 MPa (71.9% of the base material), which is higher than 293.8 MPa in AA+FSW(69.1% of the base material). Microstructure analysis shows that the precipitation phase of the substrats during the welding process has been re-dissolved. Among the CA+FSW plates, a small part of the precipitated phase �ȡ� remains, but the precipitated phases of the AA+FSW plates are almost completely re-dissolved, which is the reason why the microhardness and tensile strength of the stress aging plate are higher after welding.
Key words: 2219 aluminum alloy; creep aging; artificial aging; friction stir welding; mechanical properties; microstructure
���ʱЧ������Ϊ���Ʊ������ܸ߾��ȴ��ͱ��ڹ�������չ������һ�����ͳ��ι���[1]����ԭ�������ò��ϵ�����ʱЧǿ�����ԣ�ʹ������ͬһ�����컷����ͬʱʵ�ֳ�������ԡ�����ڴ�ͳ���μ��������ʱЧ���ξ��г��ξ��ȸߡ����ظ��Ժá��ɱ��͵��ŵ㣬���ڹ��⺽�պ�������������B-1B������ս�Ժ�ը���ϻ����ڰ塢�տ�A380���ϻ�����Ƥ��������Ż������ڰ�[2-4]�й㷺Ӧ�á�Ŀǰ���ҹ�Ҳ�����ʱЧ���μ�����������һ�����ػ������ϰ���ڰ��������[5]�����ػ������һ����������εĴ��Ͱ����Ϊ������Ԫƴ�����ɣ��������亸�Ӷ�����ۺ����������ֺ��ӷ������ں���ȱ�ݶࡢ���ӱ��δ��������ڳ�������[6]��1991�꣬Ӣ�������о��������Ľ���Ħ��������(FSW)�ɹ��˷�������ȱ�ݣ�ʹ�������ܴ�����[7]����2219���Ͻ�Ϊ������TIG������ȣ�����Ħ���������ƽ������ǿ�����17%���Ϻ��쳤�����87.5%��ȱ�ݷ����ʽ���90%���ҡ�Ŀǰ������Ħ��������Delta II��IV����(2219-T87)����ӥ9������(2198��﮺Ͻ�)��̫�շ���ϵͳ����(2219-T87)�Ȼ�������еõ��˹㷺Ӧ��[6, 8]��
ͨ�������Ӻ���ȴ���������������Ӧ����ʹ������״���Ӿ��ȣ���һ���ܹ���Ч��ߺ������ܵ��ֶ�[9-10]������ʵ�ʹ����У�ƴ�����κ�Ļ������ֱ���ϴ�(һ��Ϊ3.35 m)�����Խ���������ܴ�������ˣ�һ��ͨ��������ij�ʼ����״̬�ķ������ƺ����������ܡ�AYDIN��[11]�о���2024-O̬��2024-T4̬��2024-T6̬��������ܣ����������ϻ����������ǿ������ǿ����ͷ���������ܲ�����ߣ�2024-T6̬(190 ��/10 h)���쿹��ǿ����ߣ��ﵽ496 MPa�����ڶ���λ�ã�2024-T4̬��2024-T6̬���ѷ�������Ӱ������2024-O̬���ѷ����ں��ӻ����ϡ�VENKATESWARLU��[12]�о���2219-T62��2219-T87 2�ֲ�ͬ��ʼ״̬��ĵĽ���Ħ���������ܣ����ֲ�ͬ�����ȴ������ջ�Ժ��ӽ�ͷ�۽ṹ�����ܲ����ܴ�Ӱ�죬��Ȼ2219-T87��ĵĴֻ���Ϊ���أ�������ǿ�����Ա�2219-T62��ĵĸߣ�2219-T62��ĵĺ��쿹��ǿ��Ϊĸ�ĵ�39.1%��2219-T87��ĵĺ��쿹��ǿ��Ϊĸ�ĵ�59.87%��
�����о����������˹�ʱЧ(AA)��ȣ���ʱЧ�ȴ���ǿ�����Ͻ����(Ӧ��)ʱЧ(CA)�������۽ṹ�нϴ���죬��ʱЧ�����У���������ʩ���ڲ����ϵ�Ӧ�����Դٽ�ǿ�������������ٴﵽ��ֵʱЧ����Ҫ��ʱ�䣬��߷�ֵʱЧǿ��[13-15]���Ӷ��Ժ�������֯���ܲ���������Ӱ�졣Ŀǰ�������(Ӧ��)ʱЧ��İ�Ľ��н���Ħ�������о����١��ڴˣ��������߶Ա��о�2219-T35���Ͻ����ʱЧ�����Ħ����(CA+FSW)���˹�ʱЧ�����Ħ����(AA+FSW)�����������Ӳ�ȡ���ѧ���ܺ���֯��ò��̽��Ӧ��ʱЧ���Ľ���Ħ�����Ŀ����ԣ�Ϊ���ͱ��ڹ������ʱЧ����+����Ħ�����Ӽ�����ʵ�ʹ���Ӧ���ṩ����������ָ����
1 ʵ������뷽��
ʵ�����Ϊ2219-T35���Ͻ𣬲��ϳɷּ���1�����ʱЧ���ΰ��(������ϰ�)���ϴ�˿��ȡ�С�˿��ȡ����ȡ����Ϊ940 mm��420 mm��1 300 mm��5 mm���˹�ʱЧ������ϳ���������Ϊ700 mm��140 mm��5 mm��
��1��2219���Ͻ����Ҫ��ѧ�ɷ�(��������)
Table 1��Main chemical compositions of 2219 aluminum alloy(mass fraction) %

����Ӧ������������ϰ��ʱЧ���������ȡ���ʱЧ���ΰ�ġ����ȣ����������Ͻ��ķ����ڹϰ����ģ���ϣ�������մ���ͨ������յķ�ʽ������ѹ���أ�ʹ��Ľ�����ģ�߱��棬Ȼ����ķ�����ѹ���У�����ʩ����ѹ�غɵ�0.8 MPa�����µ�165 �棬����8 h��ͬʱ����ȡ2�鳤���ΰ�ķ�����ѹ����ͬ�������˹�ʱЧ�������ʱЧ���˹�ʱЧ��İ��ʹ��ɰֽ��ĥ���������������м����֤2����Ĵ������ɽ�����ӣ��ŵ�ר�ÿ����Ͽ�����ʹ���������Ħ���������к��ӣ�������ͼ1��ʾ��
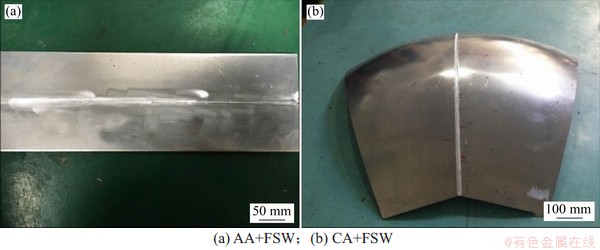
ͼ1��2�ֲ�ͬ�ȴ������յĽ���Ħ��������Ƭ
Fig. 1��FSW of two different heat treatment processes
�ں���λ�������и�����³���������Ϊ30 mm��20 mm��5 mm�ij�����ģ��ֱ�Դ�ĥ���ĺ�������Ľض������ϱ��������Ӳ�����飬�Ժ�������������ȡ�㣬ȡ����Ϊ1 mm����2�ֲ�ͬ��ʼ�ȴ�����ĵĽ�ͷ�ϸ�ȡ9���������������г�����ѧ���ܲ��ԣ���������ʵ����CMT-5504�͵�������������ϰ����ұ������������������鷽�������У���������Ϊ2 mm/min���ԶϺ�������ɨ����������۲�Ͽ���ò����ĸ������ͺ�������ֱ�ȡ�����Ƶ�ֱ��Ϊ3 mm�����Ϊ0.08 mmԲƬ��Ϊ����Ʒ������ԲƬͨ��˫�����ǽ���˫���ⸯʴ�����ף�˫����Һ��HNO3��CH3OH�������Ϊ3:7��˫����������У��豸�ڲ��¶ȱ�����-25~-35 ��֮�䣬��ѹ�趨Ϊ15 V������JEM-2100F��羵�Ժ���������֯���й۲죬�������ٵ�ѹΪ200 kV��
2 ���������
2.1����Ӳ��
ͼ2��ʾΪCA+FSW��AA+FSW��Ľ�ͷ�ĺ������ϱ�����Ӳ�ȷֲ�����ͼ2(a)���Կ������˹�ʱЧ�����ʱЧĸ��Ӳ�Ȼ����൱����113~117 (HV)֮�䣬���������Ӳ�ȵ���ĸ�ģ������������Ӳ�ȳ��ֳ����͵ġ�W���ͷֲ����Ӻ������ĵ��Ȼ�Ӱ������Ӳ������ֱ����͵㣬Ȼ������Ӱ�������ӣ�ֱ����ĸ��Ӳ����ͬ��CA+FSW�ĺ��ӽ�ͷ��Ӳ�ȱ�AA+FSW���ӽ�ͷ����Ӳ���Ըߡ���ͼ2(b)�ɼ����ϱ���Ӳ�ȷֲ��뺸������Ӳ�ȷֲ����ƣ�������Ӳ�ȸ��ߡ�
�����ϣ�2219-T35���Ͻ�Ӳ�����ֵλ���Ȼ�Ӱ���������У�AA+FSW��ͷ�����Ӳ��(HV)Ϊ82.0��CA+FSW��ͷ�����Ӳ��(HV)Ϊ86.3������Ħ������ͷ���Ӳ�λ��ǿ�Ƚ�������Ϊ��Щ�����ܵ��������ڲ�Ħ����������������뺸�����Ħ�����ȵĹ�ͬӰ�죬����������ı����۽ṹ[16-17]��
�����ں���������ϱ��滹�Ǻ�����棬CA+FSW��ĵ�Ӳ�������Ը���AA+FSW��ĵ�Ӳ�ȣ������Ӳ��(HV)����ֵΪ5.5��λ�ں���ǰ������Ȼ�Ӱ�����������ϱ���Ӳ��(HV)����ֵΪ11.9��λ���ں��˲���Ȼ�Ӱ���������Ͽ�֪�����ʱЧ���ĺ������������ϱ��˹�ʱЧ���Ըߣ�Ӳ�Ȳ�������ԭ����Ҫ��Ӧ�����������Ӱ���йء�
2.2����������
��������ǰ��ȡ2�ֲ�ͬʱЧ���մ�����ĸ�Ľ��г�����ѧ���ܲ��ԡ����У����ʱЧ�ϰ�ĸ�Ŀ���ǿ��ƽ��ֵΪ441.9 MPa���쳤��Ϊ17.2%���˹�ʱЧ��ĸ�Ŀ���ǿ��ƽ��ֵΪ425.2 MPa���쳤��Ϊ16.5%���Ժ�������ȡ��������������ѧ���ܲ��ԣ����������Ķ��Ѿ������ں���������˲ࡣ���Խ����ͼ3��ʾ����ͼ3(a)���Կ��������ʱЧ��ĺ��ӽ�ͷ��ѧ���ܽϺã�����ǿ�Ⱥ��쳤��ƽ��ֵ�ֱ�Ϊ317.8 MPa��12.6%��Ϊĸ�ĵ�71.9%��73.3%���˹�ʱЧ��ĺ��ӽ�ͷ����ǿ�Ⱥ��쳤��ƽ��ֵΪ293.8 MPa��8.2%���ֱ�Ϊĸ�ĵ�69.1%��49.7%��

ͼ2������������Ӳ�ȶԱ�
Fig. 2��Comparison of microhardness distribution of welded joints
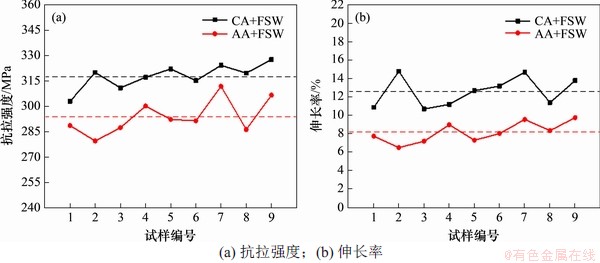
ͼ3��CA+FSW��AA+FSW��ĺ�����������
Fig. 3��Mechanical properties of CA+FSW and AA+FSW joints
2���ȴ������հ�ĵĺ��ӽ�ͷ����ǿ�����쳤�ʾ��ȸ��Ե�ĸ�ĵĵͣ�������AA+FSW��ͷ���쳤�ʽ�8.2%���Ա���ѧ���ܿ�֪��CA+FSW��ĺ���ǿ�Ⱥ��쳤�ʾ���AA+FSW�ĸߣ��ֱ��8%��35%��������ѧ���ܲ��Խ��˵�����(Ӧ��)ʱЧ�����2219-T35���Ͻ��������Ħ�����������ѧ���ܡ�
2.3���Ͽ���ò
��Ȼ����Ħ�������Եõ���������ĺ��죬����Ħ���ȵ����ص�Ӱ�죬��ͷ����������һ���̶��ϵ���ĸ�ĵ����ܡ�ͼ4��ʾΪ���ʱЧ���˹�ʱЧ���Ͼ�����Ħ������ĺ�������SEM�Ͽ���ò����ͼ4���Կ��������߶Ͽ���ò���ϴ�(��ͼ4(a)��ʾ)��CA+FSW��������ѶϿ�����ʮ��ϸ�ܣ��ߴ��С����Ϊ���ף��ֲ����ȣ����½���С�������ѷ������ᣬ�γɾֲ��ؾ���Ϊ���Ե����Զ�����������AA+FSW��������ѶϿ������������٣��Ͽڿ��Թ۲쵽�϶�ĵڶ������ӣ���Ϊ�ؾ������봩�����ѣ������˴��������Ի�϶�������(��ͼ4(b)��ʾ)���Ͽ�ɨ��ͼ���������ʱЧ��ĵĺ����������Ҫ�����˹�ʱЧ��ĵ�ԭ��
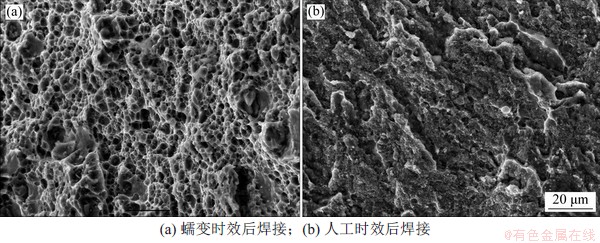
ͼ4��2219���Ͻ�����Ͽ�ɨ����Ƭ
Fig. 4��Fracture morphology of 2219 aluminum alloy
2.4������֯
2219���Ͻ����ڿ��ȴ���ǿ���Ͻ𣬲�ͬ���ȴ������նԲ��ϵ�ǿ����ɽϴ�Ӱ�졣���ʱЧ������Ӧ�������ã����������������ܶȷ��������Բ�����˹�ʱЧ��ȣ�����ͬ��ʱЧ�¶���ʱ���£����ʱЧ����������λ������������Ŀ���ӣ�������Ҳ����

ͼ5��ʾΪ�˹�ʱЧ��ĺ����ʱЧ���ĸ�ĵ�TEM����֯����ͼ5(a)���Կ������˹�ʱЧ�������ĸ���д�����ɢϸС��GP����ɼ��е�
ͼ5���˹�ʱЧ�����ʱЧĸ��TEM����֯��Ƭ
Fig. 5��TEM images of base metal after artificial aging and creep aging
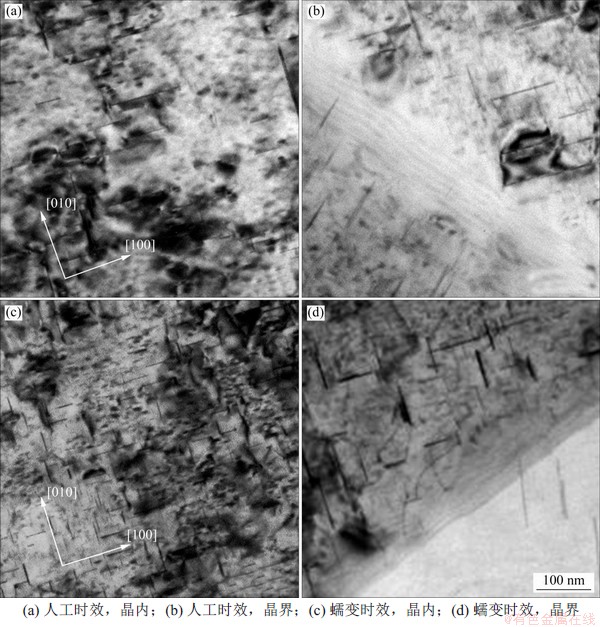
ͼ6��ʾΪAA+FSW��CA+FSW��������TEM����֯����ͼ6(a)���Կ�����AA+SWF�ĺ�������������������ڽ���Ħ�����������»��ܣ���ˣ�ǿ�����ĸ�Ĵ���½�����ͼ6(c)���Կ���CA+SWF�ĺ��������Ƿֲ���
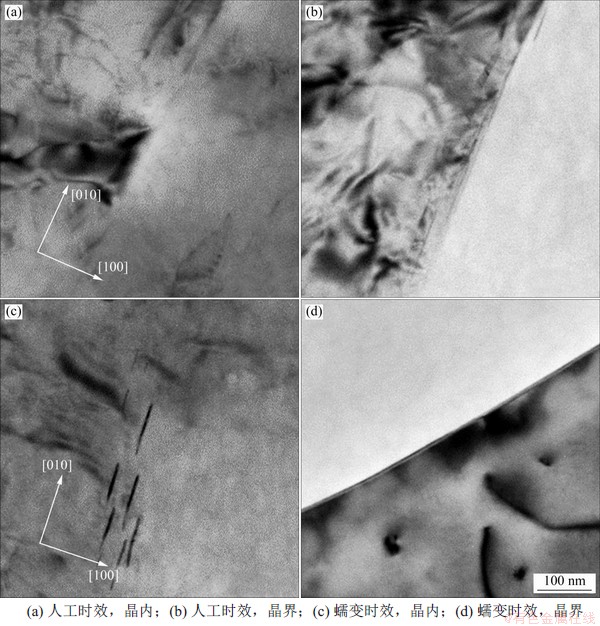
ͼ6���˹�ʱЧ�����ʱЧ��ĺ��ӽ�ͷTEM����֯��Ƭ
Fig. 6��TEM images of welded joints after artificial aging and creep aging
�ۺ�����������֪�����������˹�ʱЧ�������ʱЧ�����Ϊ��ʼ���ϣ���ĸ����ȣ�����������������Եļ��١�������Ϊ�ڽ���Ħ�������ӹ����У������������λ������Ħ�������ĸ���ʹ��������������ܽ⣬�����������Ҳ���ڸ����¿��ٴֻ�����������ǿ��Ч�������ǵ��º�������ǿ�Ƚ��͵���Ҫԭ�����ߴ��ڽ��躸����Ҳ������ܴ�ı仯����ǿ��Ҳ�����һ����Ӱ�졣�Ա��˹�ʱЧ�����ʱЧ���ĵĺ����������ʱЧ���ٽ��к��ӵĺ������Դ���һ�����������࣬���˹�ʱЧ��ĵĺ�������֯�������������ȫ���ܣ�����һ���̶��Ͻ�����CA+FSW�������ǿ��AA+FSW������ܵ�ԭ��
3 ����
1) ���ʱЧ���˹�ʱЧ����ں����������ܾ��������ͣ����У�AA+FSW��ĺ��쿹��ǿ��ƽ��ֵΪ293.8 MPa���쳤��Ϊ8.2%��CA+FSW��ĺ��쿹��ǿ��ƽ��ֵΪ317.8 MPa���쳤��Ϊ12.6%���ɼ������ʱЧ��ĵĺ��ӽ�ͷǿ�Ⱥ��쳤���Ըߡ�
2) ���ʱЧ���˹�ʱЧ��ĵĺ�������Ӳ�����߶��ʡ�W���ηֲ����������Թ۲��������Ӳ���½������ߵ�Ӳ�����ֵ���������Ȼ�Ӱ�������ڽ�������㣬CA+FSW��ĺ������Ӳ��(HV)��AA+FSW��������Ӳ��(HV)�ֱ��5.5��11.9��
3) ���ʱЧ���˹�ʱЧ��ĺ����������������������ܣ�AA+FSW��ĺ����������������ȫ���ܣ�CA+FSW��ĺ�����������������
�ο����ף�
[1] տ����, ������. ���������ʱЧ���μ����о�[J]. �������켼��, 2016, 59(13): 16-23.
ZHAN Lihua, YANG Youliang. Research on creep age forming technology for large integrated component[J]. Aeronautical Manufacturing Technology, 2016, 59(13): 16-23.
[2] ��Ԫ��, ����, ��˶. ���ʱЧ���μ����о���״�뷢չ����[J]. ���Թ���ѧ��, 2008, 15(3): 1-8.
ZENG Yuansong, HUANG Xia, HUANG Shuo. The research situation and the developing tendency of creep age forming technology[J]. Journal of Plasticity Engineering, 2008, 15(3): 1-8.
[3] ZHAN Lihua, LIN Jianguo, DEAN T A, et al. Experimental studies and constitutive modelling of the hardening of aluminium alloy 7055 under creep age forming conditions[J]. International Journal of Mechanical Sciences, 2011, 53(8): 595-605.
[4] HAMBRICK D M. Age forming technology expanded in an autoclave[J]. Society of Automotive Engineer, 1986, 4(6): 649-664.
[5] ����, տ����, ����, ��. 2219���Ͻ����ʱЧ���ι����еĶ�����Ϊ[J]. ���Թ���ѧ��, 2018, 25(5): 284-290.
SUN Zhao, ZHAN Lihua, LIU Jian, et al. Fracture behavior in creep aging forming process of aluminum alloy 2219[J]. Journal of Plasticity Engineering, 2018, 25(5): 284-290.
[6] �ν���, �. ����Ħ���������ػ�����������е�Ӧ���뷢չ[J]. ����, 2018(5): 21-27, 66.
SONG Jianling, LI Chao. Application of FSW technology to tank manufacturing of launch vehicle and its development[J]. Welding & Joining, 2018(5): 21-27, 66.
[7] LAKSHMINARAYANAN A K, MALARVIZHI S, BALASUBRAMANIAN V. Developing friction stir welding window for AA2219 aluminiumalloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(11): 2339-2347.
[8] THOMAS W M, NICHOLAS E D. Friction stir welding for the transportation industries[J]. Materials & Design, 1997, 18(4/5/6): 269-273.
[9] ��Сϼ, ����, ���, ��. ����Ħ�������ȴ������Ϲ��ն�2219���Ͻ���֯���ܵ�Ӱ��[J]. �й���е����, 2017, 28(23): 2880-2888.
LI Xiaoxia, HUANG Liang, LI Jianjun, et al. Effects of compound technology of FSW and heat treatment on microstructures and properties of 2219 aluminum alloys[J]. China Mechanical Engineering, 2017, 28(23): 2880-2888.
[10] �ص���, �ƽ, �ֿ�Ԩ. 2219���Ͻ����Ħ�������ܴ����Ĺ���˳���о�[J]. �ȼӹ�����, 2018, 47(5): 1-4.
HE Diqiu, YANG Chuanping, LIN Junyuan. Study on procedure sequence of friction stir welding and solution treatment of 2219 aluminum alloy[J]. Hot Working Technology, 2018, 47(5): 1-4.
[11] AYDIN H, BAYRAM A, UGUZ A, et al. Tensile properties of friction stir welded joints of 2024 aluminum alloys in different heat-treated-state[J]. Materials & Design, 2009, 30(6): 2211-2221.
[12] VENKATESWARLU D, CHEEPU M, KRANTHI KUMAR B, et al. Analysing the friction stir welded joints of AA2219 Al-Cu alloy in different heat-treated-state[J]. IOP Conference Series: Materials Science and Engineering, 2018, 330: 012074.
[13] ����, տ����, ���Ŀ�, ��. 2219���Ͻ����ʱЧ�о������۱�����ģ[J]. �ȼӹ�����, 2017, 46(6): 221-225.
WANG Meng, ZHAN Lihua, LI Wenke, et al. Creep aging research and macro and micro constitutive modelling of 2219 aluminum alloy[J]. Hot Working Technology, 2017, 46(6): 221-225.
[14] MA Ziyao, ZHAN Lihua, LIU Chunhui, et al. Stress-level-dependency and bimodal precipitation behaviors during creep ageing of Al-Cu alloy: Experiments and modeling[J]. International Journal of Plasticity, 2018, 110: 183-201.
[15] ����, ������, ����, ��. 6156���Ͻ���˹�ʱЧ�����ʱЧ�о�[J]. ���ղ���ѧ��, 2011, 31(5): 18-22.
JIN Kun, DENG Yunlai, ZHOU Liang, et al. Investigation on artificial aging and creep aging of 6156 aluminum alloy[J]. Journal of Aeronautical Materials, 2011, 31(5): 18-22.
[16] LIU H J, FUJII H, MAEDA M, et al. Tensile properties and fracture locations of friction-stir-welded joints of 2017-T351 aluminum alloy[J]. Journal of Materials Processing Technology, 2003, 142(3): 692-696.
[17] ����, ����, ����÷, ��. ����ͷѹ���ٶȺ�ͣ��ʱ���2024���Ͻ����Ħ�������¶ȳ���Ӱ��[J]. �ȼӹ�����, 2013, 42(1): 171-173.
LU Zan, WANG Lin, YUE Yumei, et al. Effect of penetration speed and reserving time of rotational tool on temperature field of friction stir welded 2024 aluminum alloy[J]. Hot Working Technology, 2013, 42(1): 171-173.
(�༭ �Կ�)
�ո����ڣ� 2020 -03 -18; �����ڣ� 2020 -05 -29
������Ŀ(Foundation item)�������ص��з��ƻ���Ŀ(2017YFB0306300)�����ϴ�ѧ���������ƻ���Ŀ(2015CX002)������ʡ�Ƽ��ƻ���Ŀ(2016RS2015) (Project(2017YFB0306300) supported by the National key R&D Program of China; Project(2015CX002) supported by the Innovation-driven Plan in Central South University; Project(2016RS2015) supported by the Science and Technology Plan in Hunan Province)
ͨ�����ߣ�տ���������ڣ��������ʸ�ǿ���Ϲ�������һ�廯�����о���E-mail��yjs-cast@csu.edu.cn
���ø�ʽ������, �����, տ����, ��. ���ʱЧ��2219���Ͻ����Ħ������ͷ��ѧ����������֯��Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2021, 52(2): 368-375.
Citation:JIAO Jun, LI Guopeng, ZHAN Lihua, et al. Effect of creep ageing on mechanical properties and microstructure of 2219 aluminum alloy friction stir welding joint[J]. Journal of Central South University(Science and Technology), 2021, 52(2): 368-375.
ժҪ��Ϊ���о����Ӧ�������µ�ʱЧ�ȴ�����2219���Ͻ����Ħ������ͷ��ѧ����������֯��Ӱ�죬�����ʱЧ���˹�ʱЧ2�ֲ�ͬ�ȴ������հ�ĵĽ���Ħ�����ӽ��жԱ�ʵ�顣�о����������������˹�ʱЧ��ĵĽ���Ħ����(AA+FSW)��ͷ�����ʱЧ��Ľ���Ħ����(CA+FSW)��ͷ����Ӳ�ȡ�����ǿ�Ⱥ��쳤�ʾ����ߣ�CA+FSW��ĺ�AA+FSW����ں�������������Ӳ�ȳʡ�W���ηֲ����ҵȾ�λ���Ȼ�Ӱ��������ĸ����ȣ�CA+FSW��ĺ�AA+FSW��Ľ�ͷ���Ŀ���ǿ�Ⱥ��쳤�ʶ��������ͣ����У�CA+FSW��ĺ��쿹��ǿ��ƽ��ֵΪ317.8 MPa��Ϊĸ�ĵ�71.9%��AA+FSW��ĺ쿹��ǿ��293.8 MPa��Ϊĸ�ĵ�69.1%������ں��ӹ����л����ڵ���������˻�����������CA+FSW�����Ȼ�����ٲ���ǿ����ȡ䣬��AA+FSW��ĵ������������ȫ�����ܣ���ˣ����Ӻ�Ӧ��ʱЧ��ĵ���Ӳ�ȺͿ���ǿ�ȸ��ߡ�
[1] տ����, ������. ���������ʱЧ���μ����о�[J]. �������켼��, 2016, 59(13): 16-23.
[2] ��Ԫ��, ����, ��˶. ���ʱЧ���μ����о���״�뷢չ����[J]. ���Թ���ѧ��, 2008, 15(3): 1-8.
[5] ����, տ����, ����, ��. 2219���Ͻ����ʱЧ���ι����еĶ�����Ϊ[J]. ���Թ���ѧ��, 2018, 25(5): 284-290.
[6] �ν���, �. ����Ħ���������ػ�����������е�Ӧ���뷢չ[J]. ����, 2018(5): 21-27, 66.
[10] �ص���, �ƽ, �ֿ�Ԩ. 2219���Ͻ����Ħ�������ܴ����Ĺ���˳���о�[J]. �ȼӹ�����, 2018, 47(5): 1-4.
[13] ����, տ����, ���Ŀ�, ��. 2219���Ͻ����ʱЧ�о������۱�����ģ[J]. �ȼӹ�����, 2017, 46(6): 221-225.
[15] ����, ������, ����, ��. 6156���Ͻ���˹�ʱЧ�����ʱЧ�о�[J]. ���ղ���ѧ��, 2011, 31(5): 18-22.
