

Numerical model and experimental observation for distribution of SiCp in electromagnetic-centrifugally cast composites
Zhang Wei-qiang(��ΰǿ), LOU Chang-sheng(¦��ʤ)
School of Materials Science and Engineering, Shenyang Ligong University, Shenyang 110168, China
Received 23 February 2009; accepted 22 April 2010
Abstract:
A two-phase numerical model coupled with heat transfer was presented to describe the radial distribution of SiC particles on centrifugally-cast metal matrix composite, and a transverse static magnetic field was concurrently imposed to induce electromagnetic stirring of the melt as it revolved with the mold. Meanwhile, experimental observations were also carried out to examine the radial distribution of SiC particles in pure aluminum. The effects of the imposed magnetic field, particle size and the matrix metals were discussed. The computational results show that the particles tend to be congregated by the centrifugal force, and both increasing the imposed magnetic field and decreasing the particle size tend to result in even distribution of the particles. With the magnetic field varying from 0 to 1 T and the particle size from 550 to 180 ��m, a uniform distribution of the particles in the aluminum matrix can be obtained among the computational results. The matrix metal can also influence the particle distributions due to the difference in physical properties of metals. Experimental observation shows similar tendency of particle distributions in aluminum matrix influenced by magnetic field and particle size. However, the chilling effect from the mold wall results in an outer particle-free zone, which is not involved in the numerical model.
Key words:
electromagnetic centrifugal casting; numerical model; particle distribution; composite;
1 Introduction
Centrifugal casting technique is widely applied to fabricate functionally graded materials (FGMs) such as metal (alloy)-ceramics or metal-intermetallic composites, in which the distribution of fibrous, platelet or particular reinforcements can be controlled by the centrifugal force[1-3]. Numerous researches have been focused on the distribution of the reinforcing phase as the FGMs are fabricated by conventional centrifugal casting technique. ZHANG et al[4] prepared a hypereutectic Al-Mg2Si alloy with the Mg2Si particles grown from the melt by centrifugal casting technique, and discussed the effects of casting parameters on the in situ Mg2Si phase distribution. WANTANABE et al[5] observed the morphology of Al3Ti platelet phase in the centrifugally-cast Al-Al3Ti alloy, focusing on transitions in crystography and morphology of the intermetallic compound.
Numerical models were presented to predict the distribution of ceramic particles in metal matrices of centrifugally cast composites. WANTANABE et al[6] presented a numerical model for the particle motion in a molten metal under centrifugal force, and the simulated results showed a good agreement with the experimental observation of the particle distributions. GAO and WANG[7] developed a one-dimensional solidification model, based on a general multiphase model with particle transport taken into account, and explored the effects of the initial particle content, particle size, rotational speed, cooling rate and superheat. KANG et al[8] numerically analyzed the solidification process in centrifugal casting of metal matrix composites (MMC) containing graphite particles. The study emphasized on the effect of the rotational speed of the mold on the final particle distribution. In the study, the time-dependent particle distribution was obtained by integrating the trajectories of all particles present instead of solving mass and momentum conservation equations for the particle phase. However, the centrifugal casting still remains a lack of fundamental understanding, which restricts the application of this attractive technology for manufacturing FGMs. Although these models provide theoretical evidences for the effects of such parameters as the rotating speed and particle sizes on the distribution gradient of the particles, there was no consideration on the effects of fluid flow or convection on the particle distribution.
As an innovated method, electromagnetic centrifugal casting that involves a static magnetic field to arise an electromagnetic stirring to the solidifying melts, has been employed to casting aluminum alloys and heat-resistant steels with the microstructure modified and mechanical properties improved[9-11]. Previous works carried out by ZHANG et al[12] and WANG and ZHANG[13] on the SiC particle reinforced pure Al and Al-Cu alloy matrix composite prepared by electromagnetic centrifugal casting method indicated that the applied magnetic field could drastically affect the distribution of the SiC particle, implying a practical significance of this method in controlling the gradient of the particles.
However, there is less report on modeling the effects of the magnetic field on centrifugally cast composites, so that the problem still remains that the distribution of particles in the solidified metal matrix composites is influenced by both the centrifugal force and electromagnetic force, which especially needs to be understood theoretically. Herein, the distribution of SiC particles in centrifugally cast pure aluminum and iron influenced by electromagnetic stirring is numerically modeled and experimentally studied.
2 Experimental
Fig.1(a) shows schematically the apparatus for electromagnetic centrifugal casting, in which a dc magnetic field is generated between the two poles with the magnetic flux density adjusted by controlling the agitating current, and the graphite mold rotates at 1 200 r/min. A commercially pure aluminum was melted at 800 �� in a resistance furnace, with a small amount of Mg added into the melt to improve the wettability of the ceramic particles in the liquid metal. SiC particles of 10% (volume fraction) with the diameters of 180 and 550 ��m, respectively, were also added to the melt with mechanical stirring before the slurry was poured into the revolving mold. Then, the metal was frozen into the castings with the dimension of 100 mm (outer diameter)��10 mm (thickness) ��100 mm (length) within the magnetic field altered from 0 to 0.15 T. The distribution of particles on the cross section of the castings was quantitatively observed with respect to radial direction via an optical microscope.
3 Mathematical model
Fig.1(b) shows schematically the forces on the melt for electromagnetic centrifugal casting. As the mold
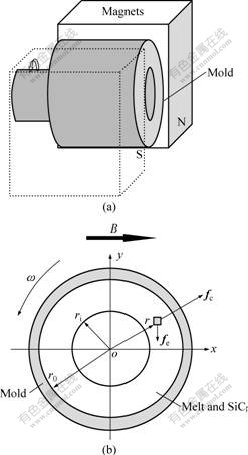
Fig.1 Schematic diagram of apparatus (a) and force analysis (b) for electromagnetic centrifugal casting
rotates within the magnetic field, three forces, gravity, centrifugal force and Lorentz force, are produced on the conductive melt[14]. However, there will be no Lorentz force on the ceramic particles, but a viscious dragging force due to the interaction between fluid and solid particles is generated on the surface of each particle to enhance or damp the particle movement.
To simplify the problems, assumptions are made as follows:
1) All of the parameters in azimuthal orientations are averaged with those in axial orientation ignored, and only radial distribution of the particles is considered, then a simplified one-dimensional mathematical model can be established.
2) Solidification occurs unidirectionally from the outer surface towards the inner, and the liquid/solid interface is considered a flat that remains still in the rotating coordinate.
3) The effects of gravity on solid particles and the variations of all physical properties of fluid, particle and frozen composite with temperature decreasing are ignored.
4) The multi-phase flow is laminar.
The governing equations for the problem are based upon one-dimensional two-phase model presented by GAO and WANG[7] but with electromagnetic force considered as one of the body forces in the momentum equation for the melt, and an energy equation is also involved here to compute heat transfer in the melt-particle mixture and the advancement of the solidification front. These equations in vector forms can be given as follows:
1) Continuity equations
For the particles:
![]() (1)
(1)
For the frozen part:
![]() (2)
(2)
For the liquid metal:
![]() (3)
(3)
2) Momentum equations
For the particles:
![]()
![]() (4)
(4)
For the liquid metal:
![]()
![]() (5)
(5)
3) Energy equation:
![]()
![]()
![]()
![]() (6)
(6)
where ��p+��l+��s=1. The centrifugal force on particles (or liquid metal) can be written as ![]() , where vp(l) indicates the tangential component of velocity of particles or liquid. The electromagnetic force that is only imposed on the melt is given as
, where vp(l) indicates the tangential component of velocity of particles or liquid. The electromagnetic force that is only imposed on the melt is given as ![]() . Following the theory of GAO and WANG[7], the liquid-particle drag term, Md, in the multi-phase system is given as
. Following the theory of GAO and WANG[7], the liquid-particle drag term, Md, in the multi-phase system is given as
![]() (7)
(7)
For the fluid, no-slip condition is satisfied at the solid wall; whereas for the particles, the boundary condition proposed by DING and GIDASPOW[15] is employed, i.e., the tangential component of particle
velocity ![]() . On the inner free surface,
. On the inner free surface,
no-shear conditions are applied[14].
On the solidification front, the interaction between the particles and the progressing interface should be considered. JURETZKO et al[16] proposed a critical velocity, at which the interface moves on solidification:
 (8)
(8)
This critical velocity was experimentally measured by ASTHANA[17]. If the velocity of the interface is larger than the critical value, the particles encountered tend to be engulfed by the interface; if it is lower, the particles are pushed off. Eq.(8) is used in the computation to determine whether a particle can be fixed during solidification.
Finite difference method is applied in the computation, and the numerical equations derived from Eqs.(1)-(8) are solved by programming with commercial software MATLAB?. Table 1 lists physical properties for the used parameters. The mold rotates at 1 200 r/min, and the pure Al and Fe are poured into the mold at, respectively, 700 and 1 600 ��. The dimension of the castings is controlled at 100 mm in diameter and 10 mm in thickness. 10% (volume fraction) SiC particles are added into the melt and supposed to be evenly distributed in the melt before being poured into the mold. The particle size is assumed to be 550 and 180 ��m, respectively.
Table 1 Physical properties used in computation
4 Results
Fig.2 shows the computational results for the particle distributions in pure aluminum matrix, showing the effects of magnetic field and particle size. As shown in Fig.2, the particles tend to congregate outside to form a particle-rich zone, leaving a particle-free zone formed on the inner part of the tubular samples. This is due to the fact that SiC is denser than liquid aluminum, and the particles tend to move outward under the centrifugal force, leading to a remarkable sedimentation effect. At the same rotational speed of the mold, particle size has a key effect upon the particle sedimentation and further distribution. Coarse particles lead to a thin particle-congregating zone and a thick particle-free zone. An application of magnetic field as high as 1 T to centrifugal casting results in a more uniform distribution of the particles. For both the fine (180 ��m in diameter) and coarse (550 ��m in diameter) particles, the volume fraction gradient in the radial orientation can be decreased as a magnetic field is applied. However, it can be seen that the coarse particles are less influenced by the identical magnetic field than the fine ones. For the
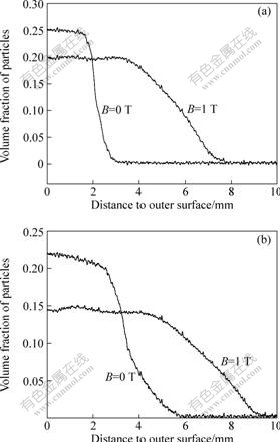
Fig.2 Computed results of particle distribution for different magnetic field intensity and particle size: (a) Particle diameter, dp=550 ��m; (b) Particle diameter, dp=180 ��m
coarse particle case, there is an approximately 25 mm-thick particle-free zone remained, while there is only a 5 mm-thick zone formed for the fine particle cases.
Fig.3 shows the computational result of SiC particles (550 ��m in diameter) distributing in Fe matrix. As the aluminum matrix is substituted by iron whose density is nearly three times the density of Al, the SiC particles distribute in a reverse manner to the case of aluminum matrix. The particles tend to aggregate near the inner surface of the cast tubes, whereas the particle-free zone appears adjacent to the mold wall. Magnetic field applied can also lead to a more uniform distribution of the ceramic particles and the reduction of the particle-free zone.
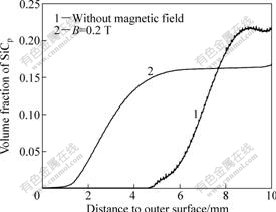
Fig.3 SiC particle distribution on Fe matrix with effect of magnetic field
Therefore, the ceramic particles tend to aggregate to form a particle-rich zone during the centrifugal solidification of composite melts, and the particle-free zone may appear at the inner or the outer parts of the cast tubes, depending on the comparative densities of the particles and matrices.
Fig.4 shows the experimental results for the particle distribution, which is quantitatively measured by the particle number per unit area. It is observed that there are two particle-free zones appearing on the samples without magnetic field applied, between which the particles aggregate to form a particle-rich layer. Obviously, when the magnetic flux density increases, the particle aggregation is reduced. However, for the particles with different sizes, the effects of the applied magnetic field on particle distributions are not identical. It is more difficult for the magnetic field to enhance an even distribution for coarser particles, whereas the finer particles are easy to distribute uniformly, which is caused by electromagnetic stirring. The inner particle-free zone then forms when sediment of nearly all the particles occurs before the liquid is frozen. For the larger particles,
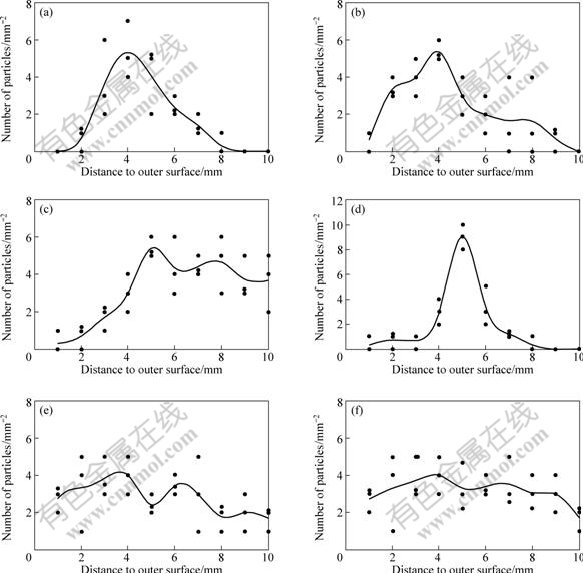
Fig.4 Quantitative results of particle distribution in Al matrix: (a) B=0 T, dp=550 ��m; (b) B=0.10 T, dp=550 ��m; (c) B=0.15 T, dp=550 ��m; (d) B=0 T, dp=180 ��m; (e) B=0.10 T, dp=180 ��m; (f) B=0.15 T, dp=180 ��m
the sedimentary speed is faster than the smaller ones, which leads to a thicker particle-rich zone. As the magnetic field is applied, electromagnetic stirring can be induced to the liquid metal, leading to a strong convection in the melt, which decreases the absolute rotation speed of the melt[14], and thereof the sediment speed of the particles. Electromagnetic stirring will influence both the fluid flow and the movement of particles, leading to a uniform distribution of particles in the sample as the magnetic flux density is strong enough.
It is notable that there is an outer particle-free zone appearing near the mould wall, which is not found in the computational results. This is possibly due to the special boundary conditions employed for heat transfer, which is different from those in the actual cases.
5 Discussion
When the melt-ceramic particle mixture is poured into the rotating mold, solidification starts at the mold wall. The particle distribution in the composite is strongly related to the movement of the particles in the melt prior to solidification, which depends upon the comparative densities of the matrix and particles, the moving velocity of the liquid/solid interface, and the average sediment velocity of the particles in the unfrozen melt. The particle sediment partly depends upon the revolution speed of the mold. Supposing only the tangential component of fluid and particle velocity is considered, an equation can be used herein to describe the motion of particle with the effects of densities, particle size and centrifugal force[12]:
![]() (9)
(9)
where the sediment velocity of the particles is dependent on the particle diameter and difference between the centrifugal forces on the particles and liquid , which is determined by the densities and the rotation acceleration (��2r) of liquid and particles.
However, if the effects of the external magnetic field are considered, due to which an electromagnetic stirring on the melt occurs, leading to a decrease of the centrifugal forces on both the particles and the melt, and the relative movement of the particles and the melt may also result in different tangential components of the moving velocities. Then, the equation can be rewritten as
![]() (10)
(10)
Here vp��vl, since the tangential motion of the particles is induced by the dragging force of the stirred melt, but for the SiCp/Al system, ��p����l. This will
somehow determine the orientation of velocity ![]()
depending on the sign of the product ![]() ,
,
which means that electromagnetic stirring can strongly influence the movement and the final distribution of the particles. The fine particles have low sediment velocity, which will readily bring about a low gradient of the particle distribution. This uniform distribution of fine particles can be enhanced as electromagnetic stirring occurs.
At the start of the solidification, the liquid/solid interface near the mould wall moves rapidly induced by chilling to liquid Al. Fine particles allow a high moving velocity of the interface, and are difficult to be engulfed by the solidified metal under such conditions. The formation of the outer particle-free zone results from the movement of particles that are pushed off by the moving interface. The smaller the particles are, the easier the pushing-off effect occurs, and the wider the particle-free zone near the outer surface forms. Then, most of particles tend to be engulfed by the moving interface in the middle of the cross section due to the lowered velocity at which the interface progresses. Employing an external magnetic field will reduce the absolute rotation velocity of the melt since electromagnetic stirring causes a reverse flow with respect to the rotating mold. This will reduce vp, the rotation velocity of the particles and decrease the sediment velocity, which tends to cause a uniform distribution of particles. For the ferrous matrix, the particle density is lower than the melt, leading to the reverse sediment of the particles to the case for aluminum matrix.
Since computational results show that the liquid/solid interface progresses rapidly enough to be higher than the interface critical velocity which is dependent on particle size and the physical properties of both the melt and particles, the push-off effect of interface on particles cannot occur, and only the engulfing effect should be considered. This consequence obviously fails to agree with the experimental observation of the outer particle-free zone possibly due to the great difference between the assumed and actual boundary conditions of heat transfer on the solid wall.
The results of numerical simulation did not reflect the formation of the outer particle-free zone, which is mainly due to rapid solidification, but they provide theoretical evidences for the effects of magnetic field and particle size on the distribution of the particles. As a magnetic field is imposed on the solidification system, electromagnetic stirring in the melt leads to a decrease in the centrifugal force. Although the ceramic particles are insulated, and there is no electromagnetic force exerting on them, the sediment velocity of the particles is reduced. Thus, the distribution of the particles tends to be more uniform in a magnetic field.
6 Conclusions
1) The distribution of ceramic particles in centrifugally cast SiCp/Al and SiCp/Fe FGMs is modeled, where electromagnetic stirring on the melt is taken into account, coupled with solidification.
2) The computational results show that the particles segregate with a particle-free zone formed on the aluminum or iron matrix composites, depending on particle size and the density difference between particles and melt.
3) Application of a magnetic field to the centrifugal casting induces electromagnetic stirring on the melt, and enhances the uniformity of particle distribution in the castings. The stronger the magnetic field is, the more uniform the particles distribute. Fine particles are easier to distribute evenly with influence of a magnetic field, while the coarse particles can be less affected by the magnetic field than the fine ones.
4) Experimental observation indicates quite similar SiC particle distribution on Al matrix to the computational results, except for the appearance of an outer particle-free zone, which is possibly due to different boundary conditions applied.
Acknowledgements
The authors are grateful for the helpful work from Mr. B. Wang of Liaoning Technical University, China.
Nomenclature
A0
Atom radius
B(B)
Magnetic flux density
cp, l
Specific heat of liquid
cp, p
Specific heat of particles
cp, s
Specific heat of solid
dp
Particle diameter
Centrifugal force on liquid element (vector)
Centrifugal force on particles (vector)
Electromagnetic force on liquid (vector)
kl
Thermal conductivity of liquid
kp
Thermal conductivity of particles
ks
Thermal conductivity of solid
p
Pressure
Md
Liquid-particle drag term
r
Radius
r0
Outer radius
ri
Inner radius
Rcr
Critical growth rate
t
Time
T
Temperature
Tm
Melting point
up
Radial component of particle velocity
![]()
Average sediment velocity of particles
vl
Azimuthal component of liquid velocity
vp
Azimuthal component of particle velocity
Vl
Velocity vector of liquid metal
Vp
Velocity vector of particles
��l
Density of liquid
��p
Density of particles
��s
Density of solid
��e
Electric conductivity of melt
��l
Dynamic viscosity of the liquid
��l
Volume fraction of liquid
��p
Volume fraction of particles
��s
Volume fraction of solid
��
Angular velocity
��h
Latent heat of fusion
����
Surface energy difference
��s
Solid forming rate
References
[1] LAJOYE L, Suery M. Modeling of particle segregation during centrifugal casting of Al-matrix composites [C]//Fishman S G, Dhingra A K. International Symposium on Advances in Cast Reinforced Metal Composites, World Materials Congress. Chicago: ASM/TMS Metal Matrix Composites Committee, 1988: 15-21.
[2] Fukui Y, Takashima K, Photon C B. Measurement of Young's modulus and internal friction of an in situ Al-Al3Ni functionally gradient material [J]. Journal of Materials Science, 1994, 29: 2281-2288.
[3] Fukui Y, Watanabe Y. Analysis of thermal residual stress in a thick-walled ring of Duralcan-base Al-SiC functionally graded material [J]. Metallurgical and Materials Transactions A, 1996, 27A: 4145-4151.
[4] Zhang Jian, Fan Zhong-yun, Wang Yu-qing, Zhou Ben-lian. Hypereutectic aluminium alloy tubes with graded distribution of Mg2Si particles prepared by centrifugal casting [J]. Materials and Design, 2000, 21(3): 149-153.
[5] Wantanabe Y, Eryu H, Matsuura K. Evaluation of three-dimensional orientation of Al3Ti platelet in Al-based functionally graded materials fabricated by a centrifugal casting technique [J]. Acta Materialia, 2001, 49: 775-783.
[6] Wantanabe Y, Yamanaka N, Fukui Y. Control of composition gradient in a metal ceramic functionally graded material manufactured by the centrifugal method [J]. Composites Part A, 1998, 29: 595-601.
[7] Gao J W, Wang C Y. Modeling the solidification of functionally graded materials by centrifugal casting [J]. Materials Science and Engineering A, 2000, 292: 207-215.
[8] Kang S G, Rohatgi C S, Narendranath C S, Cole G S. A solidification analysis on centrifugal casting of metal matrix composites containing graphite particles [J]. ISIJ International, 1994, 34: 247-254.
[9] Qiu Y, Jia G, Liu X, Wang G. Microstructure and mechanical properties of electromagnetic centrifugal cast 1Cr25Ni20Si2 tube blank [J]. Journal of Iron and Steel Research International, 2006, 13: 67-69.
[10] Yang Yuan-sheng, Liu Qing-min, Jiao Yu-ning, Ge Ying-long, Hu Zhuang-qi, Gao Yun-yan, Jia Guang-lin, Zhang Jun-shan. Application of steady magnetic field for refining solidification structure and enhancing mechanical properties of 25Cr-20Ni-Fe-C alloy in centrifugal casting [J]. ISIJ International, 1995, 35: 389-392.
[11] Zhang Wei-qiang, Yang Yuan-sheng, Liu Qing-min, Zhu Yue-feng, Hu Zhuang-qi. Structural transitions and macrosegregation of Al-Cu eutectic alloy solidified in the electromagnetic centrifugal casting processes [J]. Metallurgical and Materials Transactions A, 1998, 29A: 404-408.
[12] Zhang Wei-qiang, Shi Hai-fang, Fu Hua-meng. Distribution of SiCp in Al and Al-Cu alloy centrifugally cast with electromagnetic stirring [J]. Journal of Materials Science and Technology, 2004, 20: 448-453.
[13] Wang Bao-chen, Zhang Wei-qiang. Effect of exciting voltage on the distribution of particles with different size in SiCp/Al composite prepared by electromagnetic centrifugal casting [J]. Acta Materiae Composite Sinica, 2006, 23: 78-82. (in Chinese).
[14] Zhang Wei-qiang, Yang Yuan-sheng, Liu Qing-min, Zhu Yue-feng, Hu Zhuang-qi. Numerical simulation of fluid flow in electromagnetic centrifugal casting [J]. Modelling and Simulation in Materials Science and Engineering, 1996, 4: 421-432.
[15] Ding J, Gidaspow D. A bubbling fluidization model using kinetic theory of granular flow [J]. AIChE Journal, 1990, 36: 523-538.
[16] Juretzko F, Stefanescu DM, Dhindaw B K, Sen S, Curreri PA. Particle engulfment and pushing by solidifying interfaces: Part 1. Ground experiments [J]. Metallurgical and Materials Transactions A, 1998, 29A: 1691-1696.
[17] Asthana R. Review: Reinforced cast metals: Part II. Evolution of the interface [J]. Journal of Materials Science, 1998, 33: 1959-1980.
(Edited by YANG Bing)
Foundation item: Project supported by Scientific and Technological Research Program for Universities, Liaoning Province, China
Corresponding author: ZHANG Wei-qiang; Tel: +86-24-24680989; Fax: +86-24-24680809; Email: weiqzhang@tom.com
DOI: 10.1016/S1003-6326(09)60228-4
