
Trans. Nonferrous Met. Soc. China 27(2017) 1928-1938
Diffusional bonds in laminated composites produced by ECAP
I. ANSARIAN, M. H. SHAERI
Department of Metallurgy and Materials Engineering, Engineering Faculty, Imam Khomeini International University, Qazvin 34149-16818, Iran
Received 25 August 2016; accepted 19 March 2017
Abstract:
The microstructure, diffusional and mechanical bonding behavior and microhardness distribution of laminated composites fabricated by ECAP process were investigated. Al-Cu and Cu-Ni laminated composites were produced by ECAP process up to 4 passes at room temperature and high temperature (300 ��C). The results of microstructure characterization by SEM and shear strength test revealed that the joints between the layers of 4-pass ECAPed samples were considerably stronger than those of 1-pass ECAPed samples due to tolerating higher values of plastic deformations during ECAP. Furthermore, shear strength data showed that increasing ECAP temperature caused a notable increase in shear strength of the specimens. The reason lies in the formation of diffusional joint between the interface of both Al/Cu and Cu/Ni layers at high temperature. The shear bonding strength of ECAPed Cu/Ni/Cu composite at high temperature was remarkably higher than that of ECAPed Cu/Al/Cu composite.
Key words:
equal channel angular pressing; shear strength; laminated composites; diffusional joint;
1 Introduction
Severe plastic deformation (SPD) process has proven its ability as a suitable method for producing ultra-fine grained (UFG) structures in metals and alloys. The main goal of SPD is to produce bulk materials with excellent specific strength. The obtained properties through SPD result from grain refinement and work hardening occurred during the deformation [1-4]. Conventional deformation methods decrease the ductility of the material, which is not desirable in many applications, while, SPD processes produce UFG materials with high mechanical properties such as hardness, strength and toughness as well as reasonable ductility [5,6]. There are many SPD processes available, among which equal channel angular pressing (ECAP) has the most potential for industrial applications [7-9]. In the ECAP process, the sample is pressed repetitively through a die constrained within a channel which is bent at an abrupt angle characterized by two parameters: the intersection angle of the channels (��) and corner curvature angle (��). Sample dimensions are not changed during the ECAP process and the whole energy is consumed for grain refining and dislocation density increment, which enhances the strength of ECAPed materials [10-12].
Today, laminated composite materials are increasingly used in many industries because of the properties that cannot be achieved from a single material. For instance, compared to Cu alloys, the combination of Al and Cu decreases the weight by 50% and the price by 40%. Al/Cu composite applications include armored cables, busbar, and etc [13]. Due to the supreme electrical conductivity, light weight, and resistance to corrosion of laminated composites, they are mainly used in electrical and chemical industries [14]. Laminated composites can be produced by the hot and cold deformation processes such as rolling, extrusion, drawing and accumulative roll bonding (ARB) as well as explosion welding, electrodeposition, physical vapor deposition (PVD) and diffusion bonding processes [14-19]. One of the recent processes used for laminated composite fabrication is equal channel angular pressing [19,20].
The aim of current work was to study the effect of ECAP parameters such as pass number and processing temperature on bonding strength of laminated composites. Another important goal of this work was to increase the bonding strength of laminated composites by transforming the mechanical bonds to the diffusional ones. In order to study the influence of solubility of composite components, two different composites having metals with limited mutual solubility (copper-aluminium composite) and complete mutual solubility (copper- nickel composite) were fabricated. The microstructure of materials interface was analyzed by scanning electron microscope (SEM) and X-ray diffraction (XRD). The shear strength of the joints was also measured by shear strength test and the results were compared to each other.
2 Experimental
The materials used in current work were commercial purity aluminium, copper and nickel rods received from the market. In order to fabricate laminar structures, the copper rods were machined by lathing to give cylindrical samples with diameters of 4 mm and tubes with outer and inner diameters of 8 and 12 mm, respectively. Nickel and aluminium tubes with outer diameter of 8 mm and inner diameter of 4 mm were also machined from initial rods. Followed by machining, the laminated composites were produced by penetrating of 3 layers of Cu/Al/Cu and Cu/Ni/Cu in each other by low pressure. The lengths and diameters of laminar structures were about 60 and 12 mm, respectively. The laminar structure of Al/Cu/Al is demonstrated in Fig. 1(a).
Fig. 1 Laminar structure of Al/Cu/Al before ECAP (a) and 1-pass and 4-pass ECAPed Al/Cu/Al composites (b)
The laminar structures of Cu/Al/Cu and Cu/Ni/Cu were pressed through an ECAP solid die having a channel angle of ��=90�� and an outer curvature angle of ��=20��. The ECAP process was conducted using a hydraulic press of 100 t capacity operating with a ram speed of 0.2 mm/s. Molybdenum disulfide (MoS2) was used as a lubricant. The laminar structures were pressed at room temperature (RT) and high temperature (300 ��C) for either 1 or 4 passes, equivalent to imposed strains of about 1 and 4, respectively [21,22]. All pressings were conducted by using processing route A (no bar axis rotation) which yields the highest shear stress and results in more increase in the shear strength of the joint [23]. For high temperature ECAP, the ECAP die was heated to 300 ��C by an electric resistance furnace at the heating speed of 20 ��C/min and maintained for 15 min before inserting a specimen into the entrance channel. All specimens were held inside the ECAP die for 5 min before pressing. The images of 1-pass and 4-pass ECAPed Al/Cu/Al composites are illustrated in Fig. 1(b).
In order to evaluate the strength of the joints between layers of laminated composites, a shear strength test was performed in accordance with ASTM F 1044-87 standard. Two different dies were fabricated to measure the shear strength of internal and external interfaces. Figure 2(a) shows the schematic design of the die used for shear strength test. To compare the shear strength, cylindrical specimens with a height of 6 mm were cut from the same end of produced composites perpendicular to the axial direction. All cylindrical specimens were taken at approximately the midpoint of specimens.
Fig. 2 Schematic diagram of die used for shear strength testing (D1=Dcore-0.5 mm, D2=Dcore+0.5 mm) [13] (a) and a cylindrical sample used for shear strength test and separated composite layers after test (b)
Zwick/Roell Z100 universal testing machine was utilized to measure the shear strength. The shear test was repeated at least for 2 times and the average value was reported. A cylindrical sample used for shear strength test and separated composite layers after shear strength test are illustrated in Fig. 2(b). In order to examine the formation of the diffusion-bonded joints in the composites, 6 mm high cylindrical specimens were divided into four slices by a CNC wire cut PW500A machine and then the contact between layers were analyzed.
The scanning electron microscopy equipped with an energy dispersive X-ray spectrometer (EDS) was also utilized to prepare micrographs, element distribution map and line scan analysis of the joint interfaces using Vega Tescan set. In order to characterize the formation of intermetallic compounds, the XRD analysis was performed using a Philips diffractometer equipped with a Cu K�� radiation. The microstructural examinations have been also carried out by using a Quanta 3D FEI field emission scanning electron microscope (FESEM) with electron backscatter diffraction (EBSD) attachment at an accelerating voltage of 15 kV and a beam current of 10 nA. The EBSD images were obtained on the area of about 4 ��m �� 6 ��m with the step size of 20 and 50 nm for Ni and Cu materials, respectively.
The microhardness distribution in cross section of the ECAPed samples was measured with a Buehler (mxt-al model) microhardness tester equipped with a Vickers indenter under a load of 1 kg and 15 s dwelling time. Each microhardness data were at least the average of five indentations.
3 Results and discussion
3.1 Microstructure characterization
In order to examine the formation of diffusional bond between layers of Cu/Al/Cu and Cu/Ni/Cu composites ECAPed at different conditions, SEM images of joint interfaces were taken (Figs. 3 and 4). The contrast of Fig. 3 is better than that of Fig. 4 due to the greater difference between atomic mass of Al and Cu compared to that of Ni and Cu. EDS line scan analyses and distribution maps of Cu and Al (or Ni) elements of joint interfaces are also illustrated in Figs. 5-9. As can be seen in SEM images, by increasing ECAP temperature and pass number, diffusion of the elements increases and interfaces between layers become smoother. As shown in Figs. 5 and 6, after 1 pass of ECAP at 300 ��C, the diffusional bond between Cu/Al as well as Cu/Ni has partly formed. This bond in Cu/Ni interface is more diffusional than that in Cu/Al interface. In addition, a reasonable concentration of solute atoms is present in Cu/Ni/Cu composites, while the concentration of solute atoms in Cu/Al/Cu composites is negligible. Careful inspection of Figs. 7 and 8 reveals that a considerable concentration of solute atoms can be clearly seen in 4-pass ECAPed Cu/Ni/Cu composite at 300 ��C, in comparison with that in 4-pass ECAPed Cu/Al/Cu composite at 300 ��C, which provides another evidence for formation of more diffusional bond in Cu/Ni/Cu compared with that in Cu/Al. The elements with lower melting point, i.e., Cu compared to Ni and Al compared to Cu, have diffused more than the elements with higher melting point which is supported by Kirkendall phenomenon.
Fig. 3 SEM images of Cu/Al interface in Cu/Al/Cu composite
Fig. 4 SEM images of Cu/Ni interface in Cu/Ni/Cu composite
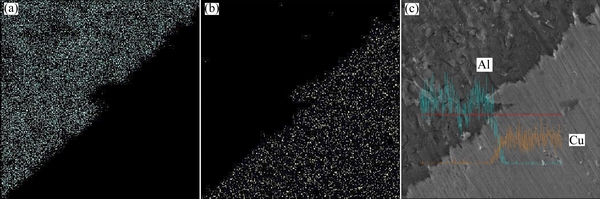
Fig. 5 SEM distribution maps of Al (a) and Cu (b), and EDS line scan analysis of Cu/Al interface (c) in 1-pass ECAPed Cu/Al/Cu composite at 300 ��C
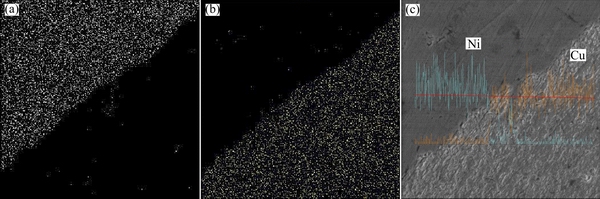
Fig. 6 SEM distribution maps of Ni (a) and Cu (b), and EDS line scan analysis of Cu/Ni interface (c) in 1-pass ECAPed Cu/Ni/Cu composite at 300 ��C
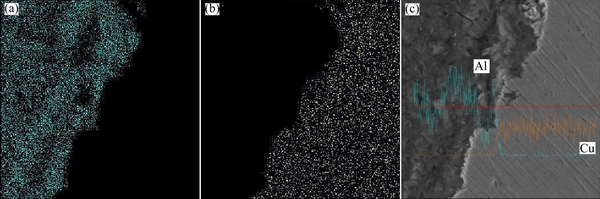
Fig. 7 SEM distribution maps of Al (a) and Cu (b), and EDS line scan analysis of Cu/Al interface (c) in 4-pass ECAPed Cu/Al/Cu composite at 300 ��C
In general, it is expected that owing to the Arrhenius exponential relationship between temperature and diffusion coefficient, increasing the ECAP temperature leads to an increase in diffusion coefficient. In cubic metals, motion of atoms within the crystal lattice is caused by movement of vacancies, and accordingly the diffusion ability of atoms is dependent on the movement of vacancies. Therefore, the movement of vacancies increases with increasing the temperature or holding time at high temperature, and consequently, the diffusion coefficient rises and the joint becomes more diffusional [24]. The formation of diffusional bonds in both composites at high temperature can be also attributed to divacancies. In fact, at high temperature ECAP process, the amount of vacancies increases and due to the high pressure applied during ECAP process, vacancies are able to overcome the tension field and repulsive forces existing between themselves and therefore they merge together. Accordingly, atoms have to travel longer distances and, as a result, divacancies create another diffusion mechanism and increase the diffusion coefficient [25,26].
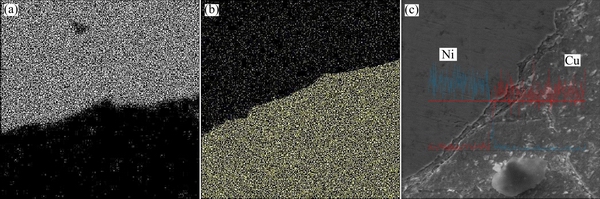
Fig. 8 SEM distribution maps of Ni (a) and Cu (b), and EDS line scan analysis of Cu/Ni interface (c) in 4-pass ECAPed Cu/Ni/Cu composite at 300 ��C
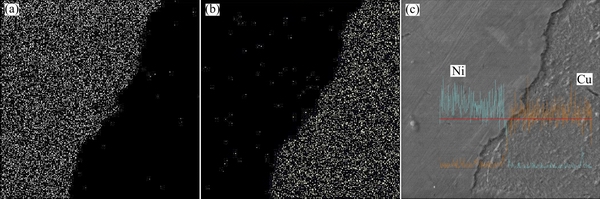
Fig. 9 SEM distribution maps of Ni (a) and Cu (b), and EDS line scan analysis of Cu/Ni interface (c) in 4-pass ECAPed Cu/Ni/Cu composite at RT
The joint formed in 4-pass ECAPed sample at room temperature is mostly mechanical, but as can be seen from Figs. 4(c) and 9, diffusional bonds can be also observed. On the other hand, SEM analysis shows that increasing pass number of ECAP at room temperature and high temperature causes an increase in diffusion of elements. So, it can be concluded that the strain imposed in ECAP process accelerates the diffusion rate. The reason lies in temperature rise and formation of fast diffusion paths during ECAP process. The temperature of samples can be increased up to 85 ��C during ECAP process depending on the material type and extrusion speed [27,28]. Due to the high plastic deformation occurring in ECAP process, dislocation density increases and because of the vacancies build-up and increased free volume caused by dislocations, the diffusion coefficient at grain boundaries increases, which leads to the formation of fast diffusion paths. Increased diffusion rate and decreased activation enthalpy of diffusion have been also attributed to the non-equilibrium state of some grain boundaries with more energy in UFG microstructure formed by SPD process [29,30].
Comparison of SEM images and EDS analysis reveals that the diffusion of atoms near joint interface of Cu/Ni/Cu composite is considerably higher than that of Cu/Al/Cu composite and subsequently the bond between layers in Cu/Ni/Cu composite is more diffusional compared with that in Cu/Al/Cu composite. According to Kirkendall phenomenon, it is expected that, due to the lower melting point of Al and the greater difference between Al and Cu melting point, in comparison with the melting point difference between Cu and Ni, stronger diffusional bond can be formed in Cu/Al/Cu compared with that in Cu/Ni/Cu. But, due to the infinitesimal difference between the atomic radius of Cu and Ni, solubility and diffusion of these elements in each other is more than those of Cu and Al. Therefore, Cu/Ni interface is smoother and their bond is stronger. Moreover, the formation of oxide layers in Al surface at high temperature can also prevent the diffusion of atoms in Cu/Al/Cu composites, while Ni is nobler than Al and thereby its oxidation rate is very low [19].
In order to investigate the formation of intermetallic compounds, XRD analysis was conducted. XRD patterns of mating surface of separated Al and Cu layers in 4-pass ECAPed Cu/Al/Cu composite at 300 ��C are demonstrated in Fig. 10. Due to the complete solubility of Cu and Ni, intermetallic compounds could not be formed in mating surface of Cu/Ni/Cu composite. The nucleation and growth of intermetallic compounds are thermally activated process and accelerate by increasing ECAP temperature. According to Fig. 10, AlCu and AlCu4 intermetallic compounds are formed in both Al and Cu layers. The amount of AlCu compounds in Al layer is more than that of AlCu4 due to the higher concentration of Al atoms in Al layer, while, the amount of AlCu4 compounds is more than that of AlCu in Cu layer as a result of higher concentration of Cu atoms in this layer. These compounds can decrease the bonding strength of the layers, because they have non-metallic covalence bonds and they are brittle [19,31,32].
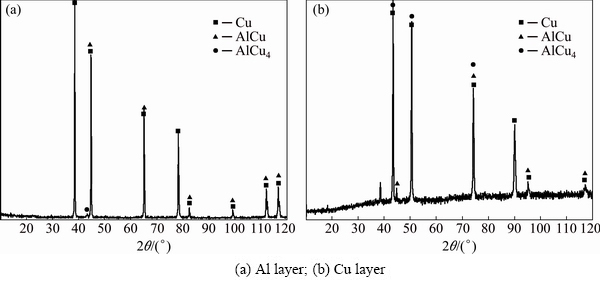
Fig. 10 XRD patterns of mating surface of separated Al and Cu layers in 4-pass ECAPed Cu/Al/Cu composite at 300 ��C
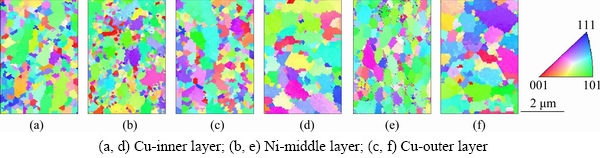
Fig. 11 EBSD inverse pole figure maps of Cu and Ni layers in 4-pass ECAPed composites at RT (a)-(c) and 300 ��C (d)-(e)
As stated previously, significant grain refinement occurred during ECAP process of laminated composite. So, EBSD analysis was performed to investigate the effect of ECAP process on grain refinement. Figure 11 shows EBSD inverse pole figure maps (IPF maps) of 4-pass ECAPed Cu/Ni/Cu composites at RT and 300 ��C. The IPF maps of all the layers were prepared. The IPF maps in Fig. 11 indicate the crystallographic orientations of the grains perpendicular to the pressing direction, where the grain colors are determined by the orientation of each grain as depicted in the unit triangle. The grains with misorientation angle greater than 15�� are considered as effective grains. As shown in Fig. 11, significant grain refinement occurred during ECAP process. The initial grain size of about 48 ��m in Cu layers was refined down to about 650 and 1000 nm after 4 passes of ECAP at RT and 300 ��C, respectively. On the other hand, the grain size of Ni layer decreased from 25 ��m to 500 and 600 nm after 4 passes of ECAP at RT and 300 ��C, respectively. The grain refinement of all layers reveals that the SPD process occurred in all layers and the �� and �� angles of each layer were not change considerably during ECAP process. The mentioned angles of each layer were also measured after ECAP process and the results indicate that the �� and �� angles of each layer were approximately the same as those of ECAP die.
It can be deduced form Fig. 11 that increasing ECAP temperature leads to an increase in grain size and the increase in grain size of Cu layers is higher than that of Ni layer. The reason lies in occurrence of partial recrystallization and partial recovery in Cu and Ni layers, respectively. Recrystallization in nanocrystalline copper produced by SPD was investigated previously in other works. The high stored energy of cold work during SPD process provides the driving force of recrystallization and consequently the recrystallization can take place in Cu at low temperatures. Recrystallization could not occur in Ni at low temperatures, therefore, increasing ECAP temperature has not a significant effect on grain size of Ni layer [24,33].
3.2 Shear strength of joints
In order to study the effect of increasing ECAP temperature and the number of ECAP passes on the bonding strength of composite, shear strength test was performed. The results of shear strength test are presented in Tables 1 and 2. The shear strength of internal and external bonds of unECAPed composite was measured to be about 3 and 2 MPa, respectively. There was no bond between the layers before ECAP and this small strength was due to the friction between layers. The comparison of shear strength before and after ECAP process reveals that the strength of the bonds increases up to 13 times after ECAP process. As can be seen in Tables 1 and 2, the shear strength of internal bonds in all specimens is considerably higher than that of external bonds, because the maximum strain is imposed to middle part of the specimens and subsequently the internal joint becomes stronger [34]. As expected, shear strength of the bonds increased with increasing the number of ECAP passes. The shear strength of the bonds of 4-pass ECAPed composites at RT and 300 ��C are approximately 100% and 60% higher than that of 1-pass ECAPed composites, respectively. The increase of bond strength during ECAP can be attributed to severe plastic deformation in ECAP process. The applied pressure on mating surface and the surface expansion increases with increasing the number of passes, and thereby bonding strength becomes stronger. Plastic collapse of the bonding surface asperities during ECAP process leads to intimate contact and consequently junction growth and adhesion between layers occur [13,31]. Another reason of increasing joint strength by increasing pass number lies in the effect of ECAP process on diffusion rate acceleration. As stated in microstructure characterization section, ECAP process accelerates the diffusion rate of alloying elements. Tables 1 and 2 show that by increasing the ECAP temperature and holding time at high temperature, the shear strength of the bonds increases due to the formation of stronger diffusion- bonded joints between composite layers. By increasing ECAP temperature from RT to 300 ��C, the shear strength of different specimens increases by about 40%-50%.
Table 1 Shear strength of joints in ECAPed Cu/Al/Cu composites under different conditions
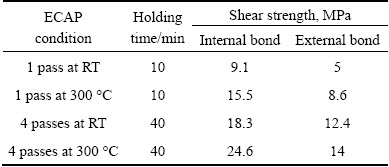
Table 2 Shear strength of joints in ECAPed Cu/Ni/Cu composites under different conditions
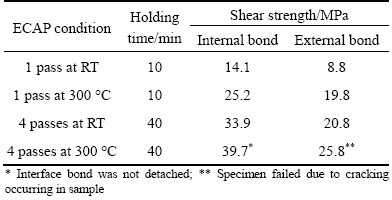
It should be noted that, the internal bond of 4-pass ECAPed Cu/Ni/Cu at 300 ��C was not detached and the punch was deflected, showing remarkably high shear strength of the diffusional bonds of the specimen. The external bond of the mentioned specimen was not also detached but the specimen was failed due to cracking occurring in the specimen. On the other hand, after external detaching of 4-pass ECAPed Cu/Al/Cu at 300 ��C, a thick layer of Al can be seen on Cu surface, meaning that the external bonding strength of Cu/Al is higher than the bonding strength among Al atoms.
The comparison of Table 1 and Table 2 reveals that the internal and external bonding strength of Cu/Ni/Cu composites is notably higher than that of Cu/Al/Cu composites for all the samples. The reason may lie in higher diffusion rate and lower flow stress difference between composite layers in Cu/Ni/Cu composites compared with that in Cu/Al/Cu composites and formation of oxides and intermetallic compounds in Cu/Al/Cu composites. As discussed in microstructure characterization section, the bonds forming between Cu and Ni layers are mainly diffusional, while the bonds forming between Cu and Al layers are mainly mechanical. So, the joints in Cu/Ni/Cu composites are stronger than those in Cu/Al/Cu composites. In addition, the flow stress of Cu is at least two times higher than that of Al and consequently displacement between Al and Cu layers can occur during pressing in ECAP process and therefore the bond strength decreases. But, negligible displacement can occur between Ni and Cu layers due to the little difference between flow stress of Cu and Ni and accordingly the stronger bond is expected. So, it can be deduced that the non-uniform deformation in Cu/Al/Cu composites could lead to an inadequate contact between the mating surfaces to form sound bonds, whilst the relatively uniform deformation in Cu/Ni/Cu could result in an adequate contact to form strong and sound bonds [19,35]. It should be mentioned that another reason of lower bonding strength of Cu/Al/Cu composite compared to that of Cu/Ni/Cu composite lies in the presence of brittle oxides and compounds in Al/Cu interface. Formation of oxides and intermetallic compounds in Cu/Al/Cu composites reduces the shear stress of interface and consequently junction growth and adhesion between layers decreases.
In another examination, in order to demonstrate that the contact between composite layers was diffusional or mechanical, the samples were divided into 4 pieces, as illustrated in Fig. 12. It was observed that the components of 4-pass ECAPed Cu/Ni/Cu at 300 ��C were still bonded to each other, showing that the strong diffusional bonds have formed between layers (Fig. 12(a)). The layers of the mentioned composite were not split by striking a heavy blow. As shown in Fig. 12(b), the layers of the other composites were split after being divided. The layers of composites with weak diffusional bonds (4-pass ECAPed Cu/Al/Cu at 300 ��C, 4-pass ECAPed Cu/Ni/Cu at RT and 1-pass ECAPed Cu/Ni/Cu at 300 ��C) were hardly split by striking a heavy blow, while the layers of mechanical-bonded composites with no diffusional bonds (1-pass and 4-pass ECAPed Cu/Al/Cu at RT, 1-pass ECAPed Cu/Al/Cu at 300 ��C and 1-pass ECAPed Cu/Ni/Cu at RT) were easily split by striking a weak blow. In general, it is apparent that these results are reasonably in good agreement with shear strength test data.
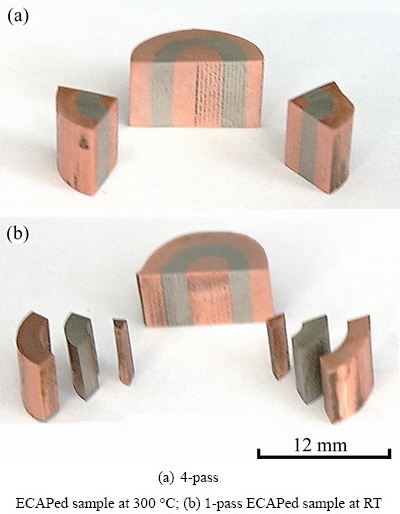
Fig. 12 Wire-cut sections of Cu/Ni/Cu composites
3.3 Analysis of microhardness distribution
The microhardness distribution versus the distance from the center of ECAPed samples at different conditions is shown in Fig. 13. Each point is a locus of a circle of radius r from the sample center that is the average of four points on different radiuses. The location of each microhardness data is illustrated schematically in Fig. 13(a). As can be seen, the microhardness of middle layers is considerably lower than that of inner and outer layers in Cu/Al/Cu composites, while, the microhardness of middle layers is notably higher than that of inner and outer layers in Cu/Ni/Cu composites. The microhardness of unECAPed aluminium, copper and nickel was measured to be about HV 25, HV 57 and HV 102, respectively. It is obvious from Fig. 13 that ECAP process caused a considerable increment in microhardness of all composites. Increasing the pass number leads to an increase in microhardness; however, the effect of the first pass is more profound compared to the subsequent passes. The improvement of microhardness can be attributed to the increase of dislocation density and grain refinement during ECAP process [36,37].
The microhardness analysis shows that by increasing ECAP temperature, microhardness of the specimens decreases. Increasing ECAP temperature from RT to 300 ��C resulted in about 5%, 10% and 20% decrease in microhardness of Ni, Cu and Al, respectively. The maximum decrease occurred in Al layers with the lowest melting point compared to that of Ni and Cu, while minimum decrease occurred in Ni layers with the highest melting point compared to that of Al and Cu. The reason of microhardness decrease by increasing ECAP temperature may lie in the increment in grain size due to the dynamic recovery and grain growth, the decline in the strain exerted to the specimens and the decrease in dislocation density [3,38].
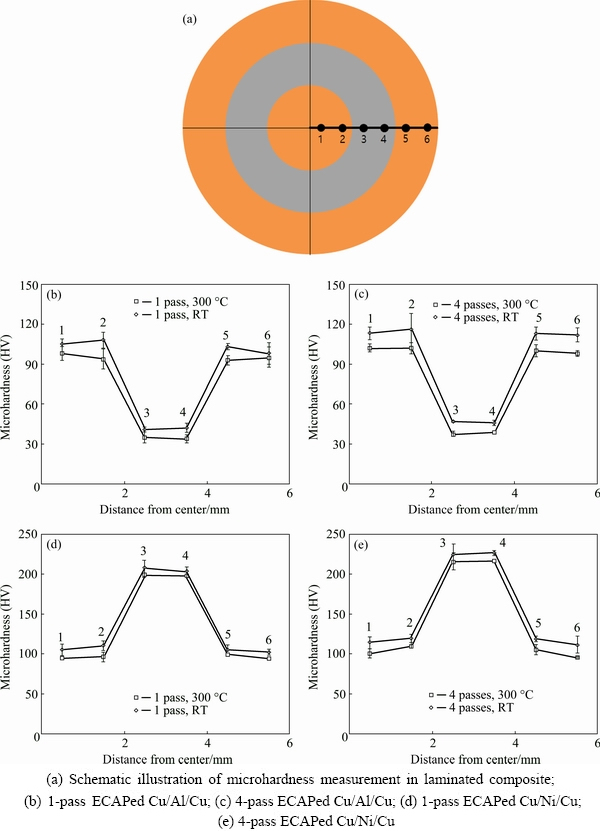
Fig. 13 Microhardness distribution versus distance from center of ECAPed Cu/Al/Cu and Cu/Ni/Cu composites for 1 pass and 4 passes at RT and 300 ��C
Another important finding from Fig. 13 is that the microhardness of Cu layers in Cu/Ni/Cu composite ECAPed at 300 ��C is slightly higher than that in Cu/Al/Cu composite ECAPed at 300 ��C. As stated in microstructure characterization section, a considerable amount of Ni dissolved in Cu layers during ECAP process at high temperature, but the amount of Al dissolved in Cu layers is negligible. So, it can be concluded that the main reason of higher microhardness of Cu layers in Cu/Ni/Cu composite ECAPed at 300 ��C compared with that in Cu/Al/Cu composite ECAPed at 300 ��C lies in the occurrence of solid solution hardening due to the presence of dissolved Ni atoms in Cu layers.
4 Conclusions
1) SEM images taken from the interface of Cu/Al and Cu/Ni indicate that with increasing ECAP temperature and pass number, the diffusion of elements near interface of Cu/Al and Cu/Ni layers increases and consequently the diffusional bond becomes stronger. Results from SEM image and linear analysis show that the bonds at interface of Cu/Ni/Cu composites are more diffusional than those of Cu/Al/Cu composites.
2) Shear strength test data demonstrate that the shear strength of the bonds increases with increasing ECAP temperature and pass number. In addition, the shear strength test also reveals that, due to the higher diffusion rate and lower flow stress difference between composite components in Cu/Ni/Cu composites compared with that in Cu/Al/Cu composites, the bonding strength of Cu/Ni/Cu composites is notably higher than that of Cu/Al/Cu composites for all the samples.
3) The formation of intermetallic compounds and oxide films in Al/Cu interface reduces the shear strength of the bonds in Cu/Al/Cu composites due to the reduction of adhesion between the layers.
4) Results of microhardness test taken from the sample cross-sections indicate that the microhardness of all samples considerably increases by ECAP process and increasing the pass number leads to more increase in microhardness. On the other hand, increasing ECAP temperature from RT to 300 ��C resulted in about 5%, 10% and 20% decrease in microhardness of Ni, Cu and Al, respectively.
References
[1] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement [J]. Progress in Material Science, 2006, 51: 881-981.
[2] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Material Science, 2002, 45: 103-189.
[3] SHAERI M H, SHAERI M, EBRAHIMI M, SALEHI M T, SEYYEDEIN S H. Effect of equal channel angular pressing on aging treatment of Al-7075 alloy [J]. Progress in Natural Science: Materials International, 2016, 26: 182-191.
[4] WU Bao-lin, HUANG Zhen-wei, ZHANG Yu-dong, BAO Lei, ESLING C. Deformed texture of copper processed by equal channel angular pressing via different angle routes [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 479-485.
[5] LOWE T C, VALIEV R Z. The use of severe plastic deformation techniques in grain refinement [J]. Journal of Materials Science and Engineering, 2004, 56: 64-68.
[6] ZRNIK J, DOBATKIN S V, MAMUZI I. Processing of metals by severe plastic deformation (SPD)-structure and mechanical properties respond [J]. Metalurgija-Sisak Then Zagreb, 2008, 47: 211-216.
[7] ZHANG Jing, ZHANG Ke-shi WU Hwai-chung, YU Mei-hua. Experimental and numerical investigation on pure aluminum by ECAP [J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 1303-1311.
[8] EBRAHIMI M, DJAVANROODI F. Experimental and numerical analyses of pure copper during ECFE process as a novel severe plastic deformation method [J]. Progress in Natural Science: Materials International, 2014, 24: 68-74.
[9] JIANG Da-ming, NING Jiang-li, SUN Jiang-feng, HU Zhi-min, HOU Yi. Annealing behavior of Al-Mg-Mn alloy processed by ECAP at elevated temperature [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: 248-254.
[10] SHAERI M H, SALEHI M T, SEYYEDEIN S H, ABUTALEBI M R, PARK J K. Microstructure and mechanical properties of Al-7075 alloy processed by equal channel angular pressing combined with aging treatment [J]. Materials & Design, 2014, 57: 250-257.
[11] SHAERI M H, SHAERI M, SALEHI M T, SEYYEDEIN S H, DJAVANROODI F. Microstructure and texture evolution of Al 7075 alloy processed by equal channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 1367-1375.
[12] ZHANG Fan, ZHANG Ke-xiang, TAN Cheng-wen, YU Xiao-dong, MA Hong-lei, WANG Fu-chi, CAI Hog-nian. Microstructure and mechanical properties of Mg-Gd-Y-Zr alloy processed by equal channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 2140-2146.
[13] ZEBARDAST M, KARIMI TAHERI A. The cold welding of copper to aluminum using equal channel angular extrusion (ECAE) process [J]. Journal of Materials Processing Technology, 2011, 211: 1034-1043.
[14] BEYGI R, KAZEMINEZHAD M, ZAREZADEH MEHRIZI M, EISAABADI G, LOUREIRO A. Friction stir butt welding of Al-Cu bilayer laminated composites: analysis of force, torque, and temperature [J]. The International Journal of Advanced Manufacturing Technology, 2017, 88: 393-400.
[15] NAROOEI K, KARIMI TAHERI A. Strain field and extrusion load in ECAE process of bi-metal circular cross section [J]. Applied Mathematical Modelling, 2012, 36: 2128-2141.
[16] LIU H S, ZHANG B, ZHANG G P. Delaying premature local necking of high-strength Cu: A potential way to enhance plasticity [J]. Scripta Materialia, 2011, 64: 13-16.
[17] TAN H F, ZHANG B, LUO X M, SUN X D, ZHANG G P. Strain rate dependent tensile plasticity of ultrafine-grained Cu/Ni laminated composites [J]. Materials Science and Engineering A, 2014, 609: 318-322.
[18] LI Y P, ZHANG G P. On plasticity and fracture of nanostructured Cu/X (X=Au, Cr) multilayers: The effects of length scale and interface/boundary [J]. Acta Materialia 2011, 58: 3877-3887.
[19] ESLAMI P, KARIMI TAHERI A, ZEBARDAS T M. A comparison between cold-welded and diffusion-bonded Al/Cu bimetallic rods produced by ECAE process [J]. Journal of Materials Engineering and Performance, 2013, 22: 3014-3023.
[20] BUET E, DUBOIS J B, OLIER P, THILLY L, LECOUTURIER F, RENAULT P O. Microstructure and texture of copper/niobium composites processed by ECAE [J]. International Journal of Material Forming, 2012, 5: 121-127.
[21] IWAHASHI Y, WANG J, HORITA Z, NEMOTO M, LANGDON T G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials [J]. Scripta Materialia, 1996, 35: 143-146.
[22] SHAERI M H, SALEHI M T, SEYYEDEIN S H, ABUTALEBI M R, PARK J K. Characterization of microstructure and deformation texture during equal channel angular pressing of Al-Zn-Mg-Cu alloy [J]. Journal of Alloys and Compounds, 2013, 579: 350-357.
[23] EIVANI A R, KARIMI TAHERI A. A new method for producing bimetallic rods [J]. Materials Letters, 2007, 61: 4110-4113.
[24] REED-HILL R E, ABBASCHIAN R. Physical metallurgy principles [M]. 3rd ed. Boston: PWS Publishing Company, 1992.
[25] SHEWMON P. Diffusion in solids [M]. 2nd ed. Warrendale: Wiley-TMS, 1989.
[26] MEHRER H. Diffusion in solids [M]. Berlin Heidelberg: Springer Science & Business Media, 2007.
[27] PEI Q X, HU B H, LU C, WANG Y Y. A finite element study of the temperature rise during equal channel angular pressing [J]. Scripta Materialia, 2003, 59: 303-308.
[28] KIM H S. Prediction of temperature rise in equal channel angular pressing [J]. Materials Transactions, 2001, 42: 536-538.
[29] DIVINSKI S V, RIBBE J, BAITHER D, SCHMITZ G, REGLITZ G, ROSNER H, SATO K, STRIN Y, WILDE G. Nano-and micro-scale free volume in ultrafine grained Cu-1wt.% Pb alloy deformed by equal channel angular pressing [J]. Acta Materialia, 2009, 57: 5706-5717.
[30] RIBBE J, BAITHER D, SCHMITZ G, DIVINSKI S V. Ultrafast diffusion and internal porosity in ultrafine-grained copper-lead alloy prepared by equal channel angular pressing [J]. Scripta Materialia, 2009, 61: 129-132.
[31] ABBASI M, KARIMI TAHERI A, SALEHI M T. Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process [J]. Journal of Alloys and Compounds, 2001, 319: 233-241.
[32] MAHENDRAN G, BALASUBRAMANIAN V, SENTHILVELAN T. Influences of diffusion bonding process parameters on bond characteristics of Mg-Cu dissimilar joints [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 997-1005.
[33] LIN F, ZHANG Y, TAO N, PANTLEON W, JENSEN D J. Effects of heterogeneity on recrystallization kinetics of nanocrystalline copper prepared by dynamic plastic deformation [J]. Acta Materialia, 2014, 72: 252-261.
[34] SHAERI M H, DJAVANROODI F, AHMADI S, SEDIGHI M, SALEHI M T, SEYYEDEIN S H. The effect of copper tube casing on homogeneity and mechanical properties of Al 7075 alloy processed by the equal channel angular pressing [J]. The Journal of Strain Analysis for Engineering Design, 2013, 48: 512-521.
[35] SMITH W F. Structure and properties of engineering materials [M]. 3rd ed. New York: McGraw-Hill, 1987.
[36] ZHAO Y H, LIAO X Z, JIN Z, VALIEV R Z, ZHU Y T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing [J]. Acta Materialia, 2004, 52: 4589-4599.
[37] ROSHAN M R, JENABALI JAHROMI S A, EBRAHIMI R. Predicting the critical pre-aging time in ECAP processing of age-hardenable aluminum alloys [J]. Journal of Alloys and Compounds, 2011, 509: 7833-7839.
[38] SHAERI M H, SHAERI M, SALEHI M T, SEYYEDEIN S H, DJAVANROODI F, ABUTALEBI M R. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy [J]. Progress in Natural Science: Materials International, 2015, 25: 159-168.
�Ⱦ��Ǽ�ѹ��״���ϲ��ϵ���ɢ����
I. ANSARIAN, M. H. SHAERI
Department of Metallurgy and Materials Engineering, Engineering Faculty, Imam Khomeini International University, Qazvin 34149-16818, Iran
ժ Ҫ���о��˵Ⱦ��Ǽ�ѹ��״���ϲ��ϵ�����֯����ɢ�ͻ�е�����Ϊ�Լ���Ӳ�ȷֲ��������º���(300 ��C)�²���1~4���εȾ��Ǽ�ѹ�����Ʊ�Al-Cu��Cu-Ni��״���ϲ��ϡ�ɨ��羵�۽ṹ����������ǿ�������������������ڵȾ��Ǽ�ѹ�����о��и��ߵ����Ա������̶ȣ� 4���εȾ��Ǽ�ѹ������Ƭ����֮��Ľ��ǿ��ԶԶ����1������Ʒ�����⣬����ǿ�����ݱ��������ߵȾ��Ǽ�ѹ�¶Ȼ�ʹ�����ļ���ǿ���������ӣ�����Ҫ������Al/Cu��Cu/Ni�����ڸ������γ�����ɢ���ӡ��Ⱦ��Ǽ�ѹCu/Ni/Cu���ϲ��ϵĸ��¼��н��ǿ�����Ը��ڵȾ��Ǽ�ѹCu/Al/Cu���ϲ��ϡ�
�ؼ��ʣ��Ⱦ��Ǽ�ѹ������ǿ�ȣ���״���ϲ��ϣ���ɢ����
(Edited by Bing YANG)
Corresponding author: M. H. SHAERI; Tel: +98281-8371190; Fax: +98281-3780073; E-mail: shaeri@eng.ikiu.ac.ir
DOI: 10.1016/S1003-6326(17)60217-6
Abstract: The microstructure, diffusional and mechanical bonding behavior and microhardness distribution of laminated composites fabricated by ECAP process were investigated. Al-Cu and Cu-Ni laminated composites were produced by ECAP process up to 4 passes at room temperature and high temperature (300 ��C). The results of microstructure characterization by SEM and shear strength test revealed that the joints between the layers of 4-pass ECAPed samples were considerably stronger than those of 1-pass ECAPed samples due to tolerating higher values of plastic deformations during ECAP. Furthermore, shear strength data showed that increasing ECAP temperature caused a notable increase in shear strength of the specimens. The reason lies in the formation of diffusional joint between the interface of both Al/Cu and Cu/Ni layers at high temperature. The shear bonding strength of ECAPed Cu/Ni/Cu composite at high temperature was remarkably higher than that of ECAPed Cu/Al/Cu composite.
