
DOI: 10.11817/j.issn.1672-7207.2019.01.022
�����Ͻ��ܵ������дֹ��Ͽ����˶����ɷ���
�ձ���1, 2�����ƽ1, 2���Ⱞ��1, 2�����齭1, 2�������1, 2
(1. �����Ƽ���ѧ ��ľ����Դ����ѧԺ��������100083��
2. ������ɽ��Ч�����밲ȫ�������ص�ʵ���ң�������100083)
ժ Ҫ��
���Ͻ��ڹܵ�����ʱ������յ����ö�ʹ�ֹ��Ͽ�������������˶�����ȫβɰ�����Ͻ��ܹ�����βɰ�����ij����˶�Ϊ�����㣬��ȫβɰ�����Ͻ���Ϊα��������Һ����������������ԵĴֹ��Ͽ�����Ϊ�����ع��塣���ݴֹ��ϸ���ܵ�����ʱ�����ٷֲ����ԣ��������м�����������Ǽ����������ĸ�������ģ�͡�ͨ����ۿ���ģ��MPM�о��ֹ��Ͽ������˶����ɣ������ֹ��Ͽ�����X�ᡢY���Z�᷽���ϵ�λ�������ٶȡ��о�����������ֹ��Ͽ����ڼ������������ڴ��ڽ����Եľ���ƫ������������˶����ֹ��Ͽ����ڼ������������ڷ�������˶�����Ҫԭ��Ϊ����������ݶ��������������ת��ͨ����ֵ�����������۷����ĶԱȣ�˵����������ģ�������ֹ��Ͽ����˶��Ŀ������Լ�����˶�ԭ��Ŀ����ԡ�
�ؼ��ʣ�
�ֹ��Ͽ�������������ģ����MPMģ�����������������Ǽ�����������
��ͼ����ţ�O373��TD926 ���ױ�־�룺A ���±�ţ�1672-7207(2019)01-0172-08
Analysis of law of movement of coarse aggregate particles in pipeline transportation of paste
YAN Bingheng1, 2, LI Cuiping1, 2, WU Aixiang1, 2, WANG Hongjiang1, 2, HOU Hezi1, 2
(1. School of Civil and Resource Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. State Key Laboratory of High-Efficient Mining and Safety of Metal Mines, Ministry of Education, Beijing 100083, China)
Abstract: To analyze the relative motion of coarse aggregate particles caused by shear-induced effect in pipeline transportation of paste, the fact that unclassified tailing paste could limit the sedimentation of tailing particles was considered as the starting point; unclassified tailing paste was regarded as pseudo-homogeneous suspensions and coarse aggregate particles without rheological properties was deemed as solid particles being loaded. With the characteristics of velocity profile in pipeline transportation of paste being considered, a composite flow model with shear flow region and non-shear flow region was built. The law of movement of coarse aggregate particle was studied by macroscopic particle model (MPM). Analysis of the displacement and linear velocity of coarse aggregate particles in X-axis, Y-axis and Z-axis was conducted. The results show that coarse aggregate particles have obvious radial deviation and axial differential motion in the shear flow region, and the main reason for the relative motion of coarse aggregate particles in the shear flow region is the spin of particles caused by the radial velocity gradient. Numerical results are compared with the results of the theoretical analysis. Feasibility of describing the movement of coarse aggregate particles and credibility of describing reasons of relative motion by using composite flow model are explained.
Key words: coarse aggregate particles; composite flow model; macroscopic particle model; shear flow region; non-shear flow region
������ɽȫβɰ�����Ͻ���Ϊһ�ָ�Ũ�ȸ�������Һ��βɰ�����ֲ���Χ�㣬�����Ӵֹ��ϵ������£��ܵ�����ʱ����-��������ø�Ϊ���ӣ��������п����˶��������Է���[1]��Ŀǰ��Ũ������Һ�п����Ը����Ͻ�������Ӱ�죬��Ҫ�����ڿ��������������������䷽�����Ͻ����������Ӱ����[2-3]���ڴ�βɰ�����Լ��ֹ��Ͽ��������������о��У���Ҫ��չ�˾��������µ�����ʵ���о�[4]�����ܵ������д�βɰ�����Լ��ֹ��Ͽ����ܼ������������������û�����㡣�������о����֣�2 mm����Ĵ�βɰ������������Ӧ����С�ĸ�Ũ������βɰ�Ͻ������У���ܵ������̶��Ͻ�����һ���ļ��б�ϡ���ã�����һ���ij�������[5-6]�������Ͻ�����Ӧ������һ��ֵʱ����Դ�βɰ�����ڹ��������еij�������������[7]����ֱ��С��20 ��m��βɰ�������ɵ���������ģ����ȣ�βɰ�����ֲ��Ϲ�ĸ�Ũ�������Ͻ������βɰ�������Ͻ�����Ӧ���������ڹܵ��������пɲ����ֳ�������״̬����Ϊα��������ģ�����о�[7-8]����ʵ������Ϊ����߳������ǿ���Լ����Ƹ���������Կ��ڸ�����������������Ĵֹ��Ͽ��������磺ˮ��������ʯ[1]����ϴ�ֱ���Ĺ��������Ŀǰ��ҵӦ���дֹ��Ͽ���������ֱ�����Դﵽ15 mm�ļ���[9-10]�����ڴֹ��Ͽ��������м�ϸβɰ������������ԣ��ܵ���������ȫβɰ�Ͻ����ɵ�α������֮�����ѧ����ø��ӣ��ֹ����Ƿ�������˶��Լ��˶��Ĺ�����δ���������������ʵ���У���Ȼ�����˺˴Ź��������(MRI)��������������(ERT)[5-7]�����о����������о����Ͻ�Ũ�ȵ���ȫβɰ��������Ͻ�Ũ�ȣ��������о���������βɰ�Ͻ��ܵ�����ʱ���������ڹܵ������ϵ�Ũ�ȷֲ��Լ��Ͻ�����ģ�͡����ڳ����Ͻ��дֹ��Ͽ���ֱ������Ŀ���Ũ�ȷֲ��Լ��������еij���������û���漰�����ǵ�ȫβɰ�����Ͻ��IJ����ԣ��ڹܵ����������Կ�չ�������о�����������п����˶��Ĺ�ѧ�۲�ʵ��[11-12]��������MRI��ERT�۲�ܵ���Ȼ�ڼ���ԭ���Ͽ��У�����ʵ�黨�ѳɱ��ߣ��о�ʹ�õ�ʵ���豸��Ҫר�Ŷ��ơ�Ϊ�ˣ��������߽�ȫβɰ�Ͻ����ɵ�α��������Ϊ�����壬���ֹ�����Ϊ�����ع��������ͨ������α�������ڹܵ��ڵ��������ԣ������ֹ��ϸ���Ĺܵ�����ģ����Ϊһ�ָ�������ģ�͡�����ֵ������о��������������Կ�չ������ʵ�飬ͨ������ģ�ͽ�����ֵģ�⣬�����ֹ��Ͽ����ڹ��������е�����˶����ɣ���֤���ֹ��Ͽ����ĸ�������Ͻ��ܵ�����ģ�Ͳ�֤���ܵ���ͬ�����ڴֹ��Ͽ����˶�״̬�IJ�ͬ��
1 ��������ģ�����۷���
1.1 ȫβɰ�����Ͻ�����ѧģ��
ȫβɰ�����Ͻ�Ũ�ȸߡ�βɰ�����ֲ���Χ�㣬����ڵ�Ũ��ȫβɰ�Ͻ��ڲ���״̬����ʱ��βɰ���������γɵķֲ�����ģ��[7]����Ũ�ȵ�ȫβɰ�Ͻ���Ũ�ȸߡ�����Ӧ�����ʹ�ϴ�������βɰ�����ڹܵ��������д�������״̬�����ᷢ�����Եij�������ʱ���Խ���Ũ��ȫβɰ�Ͻ���Ϊһ��α���ʵ�����Һģ��[13]���������ָ�Ũ������Һ��Ŀǰ��Ҫ������Ϊ������ԡ����ԡ����ԡ������Եĸ��ӷ�ţ���������о�[1,3,14-15]���ڹܵ����������о��У����������ʱ��߶Ƚ�С[7]������Weissenberg��[16]�ж��䵯��ЧӦ���Բ����ǡ���������һ�ַ������ܼ����������еĶ�̬��������Ҫ�о��ܵ���������ȫβɰ�����Ͻ��������⣬�����������о���ǰ���Ǽ�����������ﵽ�˶�̬ƽ��ĽΡ������о��ֹ��Ͽ�������˶�ʱ����Ϊ�������ȫβɰ�����Ͻ�����Ҫ�ķ�ţ����������Ϊ��������ԡ��Դ����������ģ��ΪBingham�����Herschel-Bulkley������2��ģ�͡�������ģ�ͷֱ���ʽ(1)��ʽ(2)��ʾ��
 (1)
(1)
 (2)
(2)
ʽ�У���Ϊ����Ӧ����Pa����yΪ����Ӧ����Pa�� Ϊ�������ʣ�s-1����cΪ�����ȣ�Pa��s��kΪ����ϵ����Pa��sn��nΪ����ָ����n��1����ʧһ���ԣ������о���ȫβɰ�����Ͻ�����ѧģ�Ͳ���2������Bingham����ģ�ͣ����ڹܵ�����ʱ�������ٷֲ���ͼ1��ʾ��ͼ1�У�rΪ����ܵ����ĵİ뾶��m��RΪ�ܵ��İ뾶��m��r/R��ʾ��Ծ���ܵ����ĵ�λ�á���������б�����������������Ӧ��Ϊ80 Pa��������Ϊ1.5 Pa��s�������á�
Ϊ�������ʣ�s-1����cΪ�����ȣ�Pa��s��kΪ����ϵ����Pa��sn��nΪ����ָ����n��1����ʧһ���ԣ������о���ȫβɰ�����Ͻ�����ѧģ�Ͳ���2������Bingham����ģ�ͣ����ڹܵ�����ʱ�������ٷֲ���ͼ1��ʾ��ͼ1�У�rΪ����ܵ����ĵİ뾶��m��RΪ�ܵ��İ뾶��m��r/R��ʾ��Ծ���ܵ����ĵ�λ�á���������б�����������������Ӧ��Ϊ80 Pa��������Ϊ1.5 Pa��s�������á�
��ͼ1���Կ�����Bingham����Ĺ�������������Ϊ����������������������������������������ٻ�����ȣ��������������������عܾ��������͡�Bingham�����ڲ���ѹ�������������£�������������б��������ĵڶ�����������ϵ���������ʵķֲ�����ڼ��б������ʵķֲ�����ֵ���м���������������Ϊ0 s-1���عܾ������������ڹܱڴ��ﵽ���ֵ����ʱ��Ӧ�ı������Ӧ��Ϊ��w��
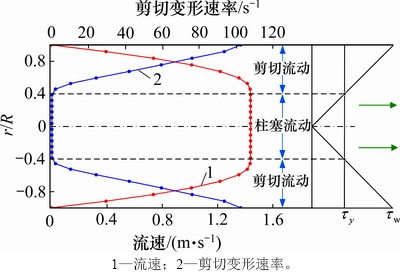
ͼ1 Bingham����ܵ��������ٷֲ�ͼ
Fig. 1 Velocity profile of Bingham fluid in pipeline transportation
1.2 �ֹ��ϸ��帴������ģ�ͷ���
����Bingham�����ڹ�������ʱ���ٷֲ��������֪���������������ڵļ������ʷdz��ͣ����ڿ����ܱڵĹ�����������ȫβɰ������ˮ���ɵ�α��������Һ�ڹܵ�����ʱ�������Ƿ������Եļ����������عܵ�����ɻ���Ϊ������������Ǽ�����������
�Ǽ������������ڿ�����Χ���������ٻ����������仯�������ݶȽ�С(��ͼ1�е�����������)����С�������ݶ�����ʹ�ֹ��Ͽ�������ת����ʹ����α���������巢������˶����������ڴ�������������������������Һ�ڴ�ֱ����������Ӧ�����������������������ᷢ��һ���ij����˶���
�������������ڿ�����Χ�����ٱ仯���ԣ������ݶȽϴ�(��ͼ1�еļ�����������)����������ϴ�������ݶ���ʹ�������ڵĴֹ��Ͽ������������˶�����ʹ����α���������巢������˶������Ǽ�����������Χ�ϴ����˶��Ĵֹ��Ͽ����϶ࡣ���ڿ����ܱڴֹ��Ͽ�������α��������������ƣ����������е�����˶���ʹ����ܱڴ�����ײ��Ħ�����Ӿ�ܱڵ�ĥ��
��������ͬ�����ڴֹ��Ͽ���������˶����ж����о�ʱ����Ҫ�����ֹ��Ͽ�����α��������������������ϵ�����ǵ�α�����������Bingham�������ԣ��ֹ��Ͽ�����Ϊ���������ɺ��Եı����ع������������������֮����������������������������������Ϊ����[17]���ڸ����������������Զ������о�����֮�������˶�����ˣ�ʹ����ֵ����ķ�ʽ�����ֹ��Ͽ����ڹ�������е��˶�������һ�ֿ��еķ�����
1.3 ��ֵ���㷽��
���ǰ��ĸ�������ģ�ͷ���������Euler- Lagrangian�����о��ֹ��Ͽ�����α��������Һ֮�������˶�����Euler����ϵ�´���������(Bingham����)����Lagrangian����ϵ�´�����ɢ��(�ֹ��Ͽ���)���ֹ��Ͽ�����Bingham���帴������ʱ��ʹ�ô�ͳ��DPM��ɢ���ٷ�������ȷ�������ӵ���������ʽ���ʲ��ú�ۿ���ģ��MPM[18]ȷ�����ٿ�����λ�����ٶȵ����������������嶯���仯�������ֹ��Ͽ�����Bingham����֮����������[19]��
1.3.1 α��������Һ��ֵģ�ⷽ��
��ţ��������ֵ����Ĺؼ���ȷ�����������������֮��Ĺ�ϵ�����Ļ���ANSYS Fluent������ʹ��Herschel-Bulkley����ģ��������Bingham�����壬�趨����ָ��n=1�����Bingham�������������Ӧ�����ص㣬����������ʱ��Ϊ�����������Ϊ0 s-1ʱ��������������������ٽ�������� ������㹫ʽΪ��
������㹫ʽΪ��
 (3)
(3)
 (4)
(4)
ʽ�У���Ϊ�����ȣ�Pa��s��Ϊ�ٽ�������ʣ�s-1���������ʴ����ٽ��������ʱ����������ʽ(3)���㣬����������С���ٽ��������ʱ����������ʽ(4)���㡣�ٽ��������һ���ܷ�ţ�����������������Ե�Ӱ�죬��ͨ����̬����Ӧ������ʵ���ȡ[14-15]��
1.3.2 �ֹ��Ͽ���-α��������Һ��ֵģ�ⷽ��
�ֹ��Ͽ�����ֱ���������ڶ����������������ߴ硣��ͳ��DPM����������ɢ�����ʱ���ӿ���Ϊ�����㣬�����ǿ���֮�����������⡣���ڿ�������������������������Ҫָ�������ģ�����о�[19]�����ǵ��ֹ��Ͽ���ֱ��ԼΪ1 cm���������ܵ�ֱ��Ϊ10 cm������������һ��������������㵥Ԫ�����Բ���DPM�����ٷ����о�������ۿ���ģ��MPM���о�����ʱ��������������������㵥Ԫ�����ڿ���������䶯��������������������������������Լ�Ť��[18]��ͬʱ���о���������ʿ���Ϊ��ţ������[20]������ʱMPMģ������ͨ�������������Ķ���ת����ȷ�������ܱߵ������ٶȣ�֮�����������ܵ���һϵ����������MPMģ���е�λ�����´ֹ��Ͽ���������ƽ�ⷽ��[21]Ϊ
 (5)
(5)
ʽ�У�vpΪ�������ٶȣ�m/s��tΪʱ�䣬s��FbodyΪ�������ܵ�������(���磺����)��N��FsurfΪ�������ܵ�������(���磺������������Ť�ص�)��N��FcollΪ����-����������-�ܱڵ���ײ����N����ȷ�����������������������һ������ʱ�䲽����ȷ�������µ��ٶ���λ�ơ����п������ܵ�����Fsurf (�����������Լ�Ť��)�ɿ�����Χ��ţ������Һ���ٶȳ���ѹ�����Լ�����Ӧ�������������Ӧ���ٶȳ���ѹ�����Լ�����Ӧ���������������ڿ����ϵ�����Ť�ؿ�ͨ��3��������������������ѹ�������Լ���Է�������ʾ[22]������ʽ��ʾ��
 (6)
(6)
ʽ�У�iΪ�����±꣬������i���������ĺϳɣ�RiΪi�����ϴֿ���������������������Ť�أ�N��Rm,iΪi�����ϵ��������������N��RP,iΪi�����ϵ�ѹ���������N��R��,iΪi�����ϵ�����������N����3������ֱ�������Һ�����е��ٶȳ���ѹ�����ͼ���Ӧ������ã�������㹫ʽ�ֱ���ʽ(7)��(8)��(9)��ʾ��������������ɿ�����ռ������������嵥Ԫ�Ķ����ı����ʻ������������ʽ��ʾ��
 (7)
(7)
ʽ�У�mfΪ���㵥Ԫ������������kg��vf,iΪ������i�����ϵ��ٶȷ�����m/s��vp,iΪ������i�����ϵ��ٶȷ�����m/s����tΪ�����ļ���ʱ�䲽����s��ѹ��������ɿ������渽����ѹ�������㣬����ʽ��ʾ��
 (8)
(8)
ʽ�У�pΪѹ����N��d2Ϊ�������渽�����嵥Ԫ�Ľ��������m2��rΪ�����嵥Ԫ����ָ��������ĵľ�ʸ��riΪ��ʸr��i�����ֱ�����������m�����������ɿ������渽���ļ���Ӧ�������㣬����ʽ��ʾ��
 (9)
(9)
ʽ�У���jiΪ��������j����ֱ��ƽ���ϲ���i������ļ���Ӧ����rjΪ��ʸr��j�����ֱ�����������m���������3�������MPMģ�ͽ�����������ֵ��ȵ�Դ���������������Ӧ���Ʒ����С�ͬʱMPMģ�Ͳ���Ӳ����ײģ�����ֿ���֮������ײ�Լ��ֿ�����ܱ�֮�����ײ��
2 ��ֵģ�ͽ�����������֤
2.1 ��ֵģ�ͽ���
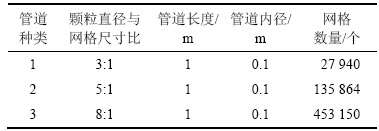
2.1.1 �ܵ�������ߴ��������
������ֵʵ���������ļ�����Ϊ�������ֱ�ܵ�ģ�͡�����MPMģ��ʱ������ֱ��������ߴ�ı�ֵ���Լ�����Ӱ��ϴ��ǵ���ֵ����Ŀ����ԣ�ѡȡ��3�ֲ�ͬ�Ŀ���ֱ��������ߴ�ı�ֵ���ֱ�Ϊ3:1��5:1��8:1��������3�ֹܵ�������ģ�͡�3�ֹܵ����������������ṹ�������ɣ���Ӧ�ijߴ��������1��
��1 �ܵ��ߴ������
Table 1 Parameters of pipe size
2.1.2 �趨ģ�����
��ֵģ���趨�Ĺܵ�ƽ������Ϊ1 m/s��Bingham�����Ӧ������������£�����Ӧ��Ϊ80 Pa��������Ϊ1.5 Pa��s���ٽ��������0.01 s-1��α��������Һ�Ļ���ܶ�Ϊ1 800 kg/m3������ΪBingham�����α��������Һ���ڹ���������ؾ������ϼ���Ӧ���ֲ���ͬ��������Ӧ�ı�������ܾ�λ�÷����仯���б�ţ�������ڹܵ�������״̬����ŵ����ʽ����Ӧ�ڷ�ţ������Ĺܵ���̬�б�[23]����Bingham������ԣ���ʹ����Ч��������ڹܵ�����ʱ����ŵ�����䶨��Ϊ�ܱڴ��ļ���Ӧ����ܵ���ƽ����������֮�ȣ�����ʽ��ʾ��
 (10)
(10)
ʽ�У���eΪ��Ч�ȣ�Pa��s��UΪ�ܵ���ƽ�����٣�m/s��DΪ�ܵ��ھ���m��
�ܵ����洦�ļ���Ӧ������Buckingham�������������ʽ��ʾ��
 (11)
(11)
ʽ�У��ұ������ڵ�3��Ϊ�߽������y/��w=0.5ʱ���Ե���������������Ϊ5.9%������y/��w=0.4ʱ���Ե���������������Ϊ1.8%����ˣ�����ȥ��3����Կ��Եõ��㹻��ȷ����ֵ��[24]����ʽ(10)��ʽ(11)������ã�Bingham�������Ч����ʽ(12)��ʾ����Ӧ����ŵ����ʽ(13)��ʾ��
 (12)
(12)
 (13)
(13)
ʽ�У�ReΪBingham�������ŵ������fΪ�ܶȣ�kg/m3����Bingham����ĸ�������Լ��ܵ��ߴ��������ʽ(12)��(13)�����������Ӧ��Ϊ80 Pa��������Ϊ1.5 Pa��s�������£��ܵ��ڵ���ŵ��Ϊ63.53ԶԶС�����ٽ���ŵ��2 320[25]���ܵ��ڵ�α��������Һ�ڼ������������У�������״̬������Ϊ������
2.2 ������֤
2.2.1 ����������֤
�Բ�ͬ�Ĺܵ�������ģ�ͽ���������������֤����ֵʵ��ʱΪ����ܵ���ڴ����ٳ��ı仯Ӱ����������й켣�������صĿ���λ�þ���ܵ���ڱ߽�0.2 m����λ�ڹܵ��ķǼ������������ġ��ֹ��Ͽ���ֱ��Ϊ15 mm���ܶ�Ϊ2 700 kg/m3������ʱ�䲽��Ϊ10-5 s������ʱ��Ϊ0.5 s����ȡ3�ֲ�ͬ����������ߴ���£�����ʱ��Ϊ0.5 sʱ��X��Y��Z 3�������᷽���λ�Ʒ���������������2��ʾ��
��2 ����������֤
Table 2 Independence verification of mesh size
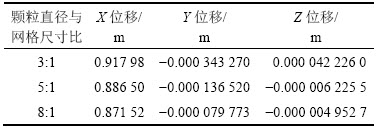
�ɱ�2��֪������������ߴ��Ϊ5:1ʱ��������X��Y��Z��3�������᷽���ϵ�λ�Ʒ�����8:1ʱ�Ľ������ʹ��MPMģ��ʱ����������ߴ��Խ�����ٽ��Խ��ȷ��������ɱ�Խ�ߡ����������о������ʵ������Լ�����ɱ����⣬������ѡ��Ŀ���������ߴ��Ϊ5:1��
2.2.2 ʱ�䲽��������֤
�����ٵĽ�������ܿ���������ߴ�ȵ�Ӱ���⣬���ܵ���������ʱ�䲽����Ӱ�졣��ȷ�����ʵ�ʱ�䲽��ʱ��Ҫ�ۺϿ��ǿ����ij�ԥʱ�䡢�������Լ�����ɱ���3�����档MPMģ�ͽ���ʱ�䲽��ӦС���������ԥʱ���1%����[19]����������ѡȡ��3�ֲ�ͬ��ʱ�䲽����������֤������ʱ��0.5 s��X��Y��Z 3�������᷽���λ�Ʒ������3��ʾ��
��3 ʱ�䲽��������֤
Table 3 Independence verification of time step
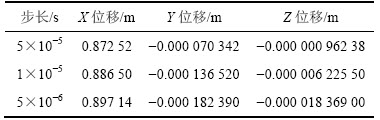
����ؿ���λ�ڹܵ����ģ�Z�᷽���Ͽ���������������������Ϊ�ԳƷֲ�����0.5 s�ڣ�Z�᷽���ϵ�λ�Ʒdz�С�������Բ����ǡ��ɱ�3��֪��ʱ�䲽��ȡΪ1��10-5 sʱ��������X��Y��Z 3���᷽���ϵ�λ�Ʒ�����5��10-6 sʱ�Ľ���������һ���ij��룬�������Ǻܴ��ǵ��������ڷ����ֹ��Ͽ������˶����ɣ�ʱ�䲽��ȡΪ1��10-5 s�ļ��㾫�����㱾����Ҫ�����Ҿ��п����ԡ�
3 �ֹ��Ͽ����˶����ɷ���
3.1 ��ͬ��̬���ڴֹ��Ͽ���λ�������ٶȷ���
������������������֤�������ھ���ڱ߽�0.2 m����Z�᷽����Y�᷽����0.01 m����һ���ֹ��Ͽ�����������ͬ��ŵĴֹ��Ͽ�����ͬһ�������ļ��У�����������ͼ2��ʾ��

ͼ2 ��������λ�ü��������㰸���ļ�ʾ��ͼ
Fig. 2 Diagram of location of particles for calculation cases
3.1.1 �ֹ��Ͽ�����X�᷽��λ�������ٶȷ���
�ֹ��Ͽ�����Z�᷽��ֲ�������ʱ��Ϊ0.5 sʱ��������X�᷽��(�ܵ���������)��λ���Լ���ӦX�����ٶȷ�����ͼ3��ʾ��

ͼ3 �ֹ��Ͽ�����X�᷽�����λ�������ٶȷ���
Fig. 3 Relative displacement and linear velocity component of coarse aggregate particles along X-axis
��ͼ3��֪����Z�᷽��0��0.01��0.02 m�������صĴֹ��Ͽ�������X�����λ�ƻ���һ�£�����X�����ٶȷ�����Ϊ1.44 m/s���ң�����ͼ1���������������ٻ���һ�¡���0.03 m��0.04 m�����صĴֹ��Ͽ�������X�����λ���Լ����ٶȷ�����ǰ3��λ����Ȳ�������ԣ�����Խ�����ܱڲ����Ϊ���ԡ��ɼ��ֹ��Ͽ����ڼ����������������������ٲ��������X�᷽��(�ܵ�����)����α������֮�����һ��������˶���
3.1.2 �ֹ��Ͽ�����Z�᷽��λ�������ٶȷ���
�ֹ��Ͽ�����Z�᷽��ֲ�������ʱ��0.5 sʱ��������Z�᷽��(�ܾ�����)��λ���Լ���ӦZ�����ٶȷ�����ͼ4��ʾ��
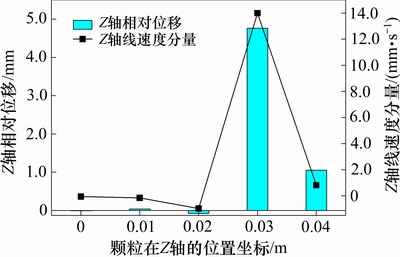
ͼ4 �ֹ��Ͽ�����Z�᷽�����λ�������ٶȷ���
Fig. 4 Relative displacement and linear velocity component of coarse aggregate particles along Z-axis
��ͼ4��֪����Z�᷽��0��0.01��0.02 m�������صĴֹ��Ͽ�������Z�����λ�������ٶ�ֵ����һ�¡��ֹ��Ͽ�����Z�����λ���Լ�Z�����ٶȷ������dz�С���Ժ��Բ��ƣ�˵���Ǽ������������ڴֹ��Ͽ��������������عܵ������������������˶�����α��������Һ�ܺõ����ơ����ڼ������������ڴֹ��Ͽ�����Z�����λ����Z�����ٶȷ��������ԣ���ˣ�������������α��������Һ֮���������˶���0.04 m���Ŀ������ڿ����ܱڣ��ܵ��ܱ�����������ֵС��0.03 m���Ŀ�������λ�ơ�
3.1.3 �ֹ��Ͽ�����Y�᷽��λ�������ٶȷ���
�ֹ��Ͽ�����Y�᷽��ֲ�������ʱ��0.5 s��������Y�᷽��(��ֱ����)��λ���Լ���ӦY�����ٶȷ�����ͼ5��ʾ��
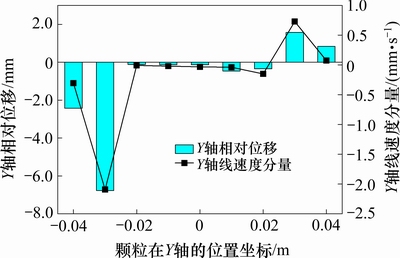
ͼ5 �ֹ��Ͽ�����Y�᷽�����λ�������ٶȷ���
Fig. 5 Relative displacement and linear velocity component of coarse aggregate particles along Y-axis
��ͼ5��֪����ͬY������Ĵֹ��Ͽ���������Y�᷽������λ�������ٶ��ڼ�����������Ǽ����������ڲ����Ϊ���ԡ��Ƚ�-Y��-0.03 m��-0.04 m����+Y��0.03 m��0.04 m����Z��0.03 m��0.04 m�������λ�������ٶȿ��Է��֣�-Y��ֲ��Ŀ�����ֵ���+Y��ֲ��Ŀ�����ֵ��С����ԭ����Y�᷽��(��ֱ����)��������-Y�᷽���ϴ�ʹ�����˶��������ݶ�ͬ�����˿��������˶���
3.2 �����������ڴֹ��Ͽ����˶�ԭ�����
�ֹ��Ͽ�����X�᷽����(�ܵ�����)��ͬ��λ�������ٶȲ���������Bingham����ܵ��������ٷֲ�������ɵġ����������������عܾ����������λ�Ʋ�����ԭ�������������عܾ������ϵ��ݶȲ���ɴֹ��Ͽ������������˶�������ġ���Z��ֲ��Լ���Y�Ḻ����ֲ��Ĵֹ��Ͽ�����X�����ٶȷ����������ݶȷֱ�Ϊdvx/dZ��dvx/dY�����عܾ����������ݶȵ�Ӱ�죬���ڼ�����������Ĵֹ��Ͽ����ڹܵ�����ʱ���������������Ť��ֵ���佫ʹ�ֹ��Ͽ�������һ���������˶���������Ӧ�Ľ��ٶȡ��ڼ����������������ݽ��ٶ��ж������ֶ�����X���ٶȷ�������Ľ��ٶȷ���ֱ���Y�Ḻ�����Լ�Z�Ḻ���������ݶ�����Ĵֹ��Ͽ�������ʾ��ͼ��ͼ6��ʾ��
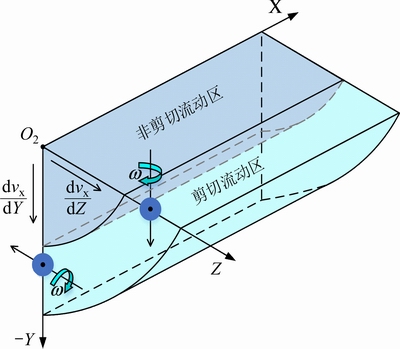
ͼ6 �����ݶ�����Ŀ�������ʾ��ͼ
Fig. 6 Diagram of spin of particles caused by flow rate gradient
Z�᷽��ֲ���-Y�᷽��ֲ��Ĵֹ��Ͽ���������ʱ��0.5 s��������Y����Z�����ת���ٶȷ�����ͼ7��ʾ��
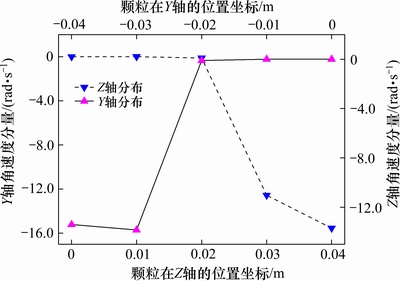
ͼ7 Z��ֲ���Y��ֲ�ʱ�������ٶȷ���
Fig. 7 Angular velocity component of particles distributed along Z-axis and Y-axis
��ͼ7��֪���ֹ��Ͽ����ڼ������������ڵ���ת���ٶ����Դ��ڷǼ������������ڵ���ת���ٶȡ������ݶ�����Ŀ�����������ɿ����ڼ�������������α��������Һ��������˶�����Ҫԭ���ڼ������������ڿ�����Z��ֲ�ʱ�����Ӧ��Y����ٶȷ���Ϊ��ֵ����-Y��ֲ�ʱ�����Ӧ��Z����ٶȷ���Ϊ��ֵ����ͼ6���ƶϵĿ����������ٶȷ������Ӧ������֤����MPMģ�ͼ������Ŀ����ԡ�
4 ����
1) ����Ũ�ȡ�������ȫβɰ�����Ͻ���Ϊα��������Һģ�ͣ�����������ѧ���ԣ�����2������Binghamģ���о���ܵ�����ʱ�����ٷֲ����ԡ�
2) ��Դֹ��ϸ��������ӵĴֹ��Ͽ���������Bingham����Ĺܵ��������ԣ�ͨ�������ֹ��Ͽ����ڼ�����������Ǽ����������ڿ�������Ҫ�˶���ʽ�������˴ֹ��ϸ���ܵ����͵���������������ģ�͡�
3) ����MPM��ֵģ�ͣ��о��ֹ��Ͽ�����α���������帴������ʱ�ĸ�������á�ͨ������������X�ᡢY�ᡢZ������λ����������ٶȡ��ó��ֹ��Ͽ����ڷǼ���������������α����������֮���������������˶������ڼ������������ڴ��ڽ����Եľ���ƫ������������˶���
4) �����˴ֹ��Ͽ����ڼ������������ڷ�������˶�����Ҫԭ���عܾ�����������ݶ������ֹ��Ͽ��������˶�����ɵġ���ֵ�����˿������������ٶȷ������������۷������˶��ԵĶԱȣ����ý������һ���Ŀ����ԡ�
�ο����ף�
[1] �Ⱞ��, ���齭. �����������������뼼��[M]. ����: ��ѧ������, 2015: 263-287.
WU Aixiang, WANG Hongjiang. The theory and technology of metal ore paste backfill[M]. Beijing: Science Press, 2015: 263-287.
[2] ������, �Ⱞ��, ���齭, ��. ȫβɰ��������ٽ���������[J]. �����Ƽ���ѧѧ��, 2011, 33(7): 795-799.
ZHAI Yonggang, WU Aixiang, WANG Hongjiang, et al. Threshold mass fraction of unclassified-tailings paste for backfill mining[J]. Journal of University of Science and Technology Beijing, 2011, 33(7): 795-799.
[3] ������. ����������Ϊ����������������о�[D]. ����: �����Ƽ���ѧ��ľ����Դ����ѧԺ, 2015: 48-68.
LIU Xiaohui. Study on rheological behavior and pipe flow resistance of paste backfill[D]. Beijing: University of Science and Technology Beijing. School of Civil and Resource Engineering, 2015: 48-68.
[4] �Ⱞ��, ������, ���˱�. ��������Դֹ��ϳ����Ͻ�������Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(9): 3201-3207.
WU Aixiang, WANG Jiandong, PENG Naibing. Effect of grain composition on coarse aggregate filling slurry segregation[J]. Journal of Central South University (Science and Technology), 2016, 47(9): 3201-3207.
[5] PULLUM L, GRAHAM L, RUDMAN M, et al. High concentration suspension pumping[J]. Minerals Engineering, 2006, 19(5): 471-477.
[6] PULLUM L. Pipelining tailings, pastes, and backfill[C]// Proceedings of the 10th International Seminar on Paste and Thickened Tailings. Perth, Australia, 2007: 113-129.
[7] PULLUM L, GRAHAM L J W, SLATTER P. A non-Newtonian two-layer model and its application to high density hydrotransport[C]// Proceedings of the 16th International Conference on Hydrotransport. Santiago, Chile, 2004: 579-593.
[8] HART B, BOGER D V. Tailings waste minimisation, rheology, and the triple bottom line[C]// Proceedings of the International Seminar on Paste and Thickened Tailings. Nedlands Wa, Australia: University of Western Australia. Australian Center for Geomechanics, 2005: 5-27.
[9] ���齭, ���, �Ⱞ��, ��. ��ͬ�ֹ��ϵĸ������������о�[J]. ��ҵ�о��뿪��, 2014, 34(7): 59-62.
WANG Hongjiang, LI Gongcheng, WU Aixiang, et al. Study on rheological properties of paste with different coarse aggregate[J]. Mining Research and Development, 2014, 34(7): 59-62.
[10] ���齭, �Ⱞ��, Ф����, ��. �������������ļ�����չ�����ڵ�����[J]. ������ɽ, 2009(11): 1-5.
WANG Hongjiang, WU Aixiang, XIAO Weiguo, et al. The progresses of coarse paste fill technology and its existing problem[J]. Metal Mine, 2009(11): 1-5.
[11] MERKAK O, JOSSIC L, MAGNIN A. Dynamics of particles suspended in a yield stress fluid flowing in a pipe[J]. AIChE Journal, 2008, 54(5): 1129-1138.
[12] MERKAK O, JOSSIC L, MAGNIN A. Migration and sedimentation of spherical particles in a yield stress fluid flowing in a horizontal cylindrical pipe[J]. AIChE Journal, 2009, 55(10): 2515-2525.
[13] CHHABRA R P, RICHARDSON J F. Non-Newtonian flow in the process industries: fundamentals and engineering applications[M]. Oxford: Butterworth-Heinemann, 1999: 197-201.
[14] �Ⱞ��, ������, ���齭, ��. ����β������Ӧ����⼰���Ż�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(8): 3370-3376.
WU Aixiang, JIAO Huazhe, WANG Hongjiang, et al. Yield stress measurements and optimization of paste tailings[J]. Journal of Central South University(Science and Technology), 2013, 44(8): 3370-3376.
[15] BOGER D V. Rheology and the resource industries[J]. Chemical Engineering Science, 2009, 64(22): 4525-4536.
[16] POOLE R J. The deborah and weissenberg numbers[J]. The British Society of Rheology-Rheology Bulletin, 2012, 53(2): 32-39.
[17] ���氲. Һ-������������[M]. ����: ʯ��ҵ������, 1996: 64-96.
YUE Xiangan. Liquid-Solid two-phase flow foundation[M]. Beijing: Petroleum Industry Press, 1996: 64-96.
[18] AGRAWAL M, BAKKER A, PRINKEY M T. Macroscopic particle model-tracking big particles in CFD[C]// Proceedings of AIChE 2004 Annual Meeting. Austin, Texas, USA, 2004: 268b.
[19] OOKAWARA S, AGRAWAL M, STREET D, et al. Quasi-direct numerical simulation of lift force-induced particle separation in a curved microchannel by use of a macroscopic particle model[J]. Chemical Engineering Science, 2007, 62(9): 2454-2465.
[20] WADNERKAR D, AGRAWAL M, TADE M O, et al. Hydrodynamics of macroscopic particles in slurry suspensions[J]. Asia-Pacific Journal of Chemical Engineering, 2016, 11(3): 467-479.
[21] SORIA J, GAUTHIER D, FLAMANT G, et al. Coupling scales for modelling heavy metal vaporization from municipal solid waste incineration in a fluid bed by CFD[J]. Waste Management, 2015, 43: 176-187.
[22] AGRAWAL M, OOKAWARA S, OGAWA K. Drag force formulation in macroscopic particle model and its validation[C]// Proceedings of AIChE 2009 Annual Meeting, Nashville, Tennessee, USA, 2009: 1-3.
[23] NGUYEN Q H, NGUYEN N D. Incompressible Non-Newtonian Fluid flows: continuum mechanics-progress in fundamentals and engineering Applications[M]. London: InTech Publications, 2012: 59-63.
[24] WASP E J, KENNY J P, GANDHI R L. Solid-liquid flow slurry pipeline transportation[M]. Stafa-Zurich: Trans Tech Publications Ltd, 1977: 51-56.
[25] л��, �δ���. ����������ѧ[M]. 3��. ����: ұ��ҵ������, 2007: 67-91.
XIE Zhenhua, SONG Cunyi. Engineering fluid mechanics[M]. 3rd ed. Beijing: Metallurgical Industry Press, 2007: 67-91.
(�༭ ����ƽ)
�ո����ڣ�2018-02-13�������ڣ�2018-04-03
������Ŀ(Foundation item)�������ص��з��ƻ���Ŀ(2017YFC0602903)��������Ȼ��ѧ����������Ŀ(51774039) (Project(2017YFC0602903) supported by the National Key Research Development Program of China; Project(51774039) supported by the National Natural Science Foundation of China)
ͨ�����ߣ����ƽ����ʿ�����ڣ����³����������ѧ�о���E-mail: cpli@ustb.edu.cn
ժҪ��Ϊ�����ֹ��ϸ����Ͻ��ڹܵ�����ʱ������յ����ö�ʹ�ֹ��Ͽ�������������˶�����ȫβɰ�����Ͻ��ܹ�����βɰ�����ij����˶�Ϊ�����㣬��ȫβɰ�����Ͻ���Ϊα��������Һ����������������ԵĴֹ��Ͽ�����Ϊ�����ع��塣���ݴֹ��ϸ���ܵ�����ʱ�����ٷֲ����ԣ��������м�����������Ǽ����������ĸ�������ģ�͡�ͨ����ۿ���ģ��MPM�о��ֹ��Ͽ������˶����ɣ������ֹ��Ͽ�����X�ᡢY���Z�᷽���ϵ�λ�������ٶȡ��о�����������ֹ��Ͽ����ڼ������������ڴ��ڽ����Եľ���ƫ������������˶����ֹ��Ͽ����ڼ������������ڷ�������˶�����Ҫԭ��Ϊ����������ݶ��������������ת��ͨ����ֵ�����������۷����ĶԱȣ�˵����������ģ�������ֹ��Ͽ����˶��Ŀ������Լ�����˶�ԭ��Ŀ����ԡ�
[1] �Ⱞ��, ���齭. �����������������뼼��[M]. ����: ��ѧ������, 2015: 263-287.
[2] ������, �Ⱞ��, ���齭, ��. ȫβɰ��������ٽ���������[J]. �����Ƽ���ѧѧ��, 2011, 33(7): 795-799.
[3] ������. ����������Ϊ����������������о�[D]. ����: �����Ƽ���ѧ��ľ����Դ����ѧԺ, 2015: 48-68.
[9] ���齭, ���, �Ⱞ��, ��. ��ͬ�ֹ��ϵĸ������������о�[J]. ��ҵ�о��뿪��, 2014, 34(7): 59-62.
[10] ���齭, �Ⱞ��, Ф����, ��. �������������ļ�����չ�����ڵ�����[J]. ������ɽ, 2009(11): 1-5.
[14] �Ⱞ��, ������, ���齭, ��. ����β������Ӧ����⼰���Ż�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(8): 3370-3376.
[17] ���氲. Һ-������������[M]. ����: ʯ��ҵ������, 1996: 64-96.
[25] л��, �δ���. ����������ѧ[M]. 3��. ����: ұ��ҵ������, 2007: 67-91.
