
���±�ţ�1004-0609(2014)06-1414-08
���õȾ��Ǽ�Ť�����Ʊ����峬ϸ����
����Ϫ1, 2��Ѧ����3���� Ƽ3
(1. ���ݹ���ѧԺ ���繤��ѧԺ������ 221111��
2. ����ʡ������װ�����������ص㽨��ʵ���ң����� 221111��
3. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009)
ժ Ҫ��
������ֵģ���ʵ�������������200 �������´�����ĩ����1~4����A·���Ⱦ��Ǽ�Ť(ECAPT)����������Ϊ������ϸ�������Լ���֯�������ݱ���ɽ����о����Ʊ�����֯�����������Ŀ��峬ϸ�������������������ε��ε����ӣ������ڲ����ۻ���Ӧ���������������˼ӹ�Ӳ������ѹ�غɷ�ֵ����������ECAPT������Ч����˱��β����ڲ��ľ�ˮѹ����ʹ�����������̶ܳȺͱ��ξ����Եõ����Ը��ơ�������֯������������̬�ٽᾧ�������ڲ��ϱ�ϸ����ͬʱ����ȡ����һ�����������ڲ����ڲ��γ���ϸС�������ұ���ǶȾ����Χ�ĵ����ٽᾧ��֯��4����ECAPT���κ���֯ƽ�������ߴ�ԼΪ600 nm������ǿ�ȴﵽ123.3 MPa��
�ؼ��ʣ�
��ϸ���������Ⱦ��Ǽ�Ť������α�������֯��������
��ͼ����ţ�TG376 �� �� ���ױ�־�룺A
Fabrication of bulk ultrafine-grained pure aluminum using multi-pass equal channel angular pressing and torsion
WANG Xiao-xi1, 2, XUE Ke-min3, LI Ping3
(1. School of Mechanical and Electrical Engineering, Xuzhou Institute of Technology, Xuzhou 221111, China;
2. Jiangsu Key Laboratory of Large Engineering Equipment Detection and Control, Xuzhou 221111, China;
3. School of Materials Science and Technology, Hefei University of Technology, Hefei 230009, China)
Abstract: The deformation and densification behaviors of pure Al powders during 1-4 passes equal channel angular pressing and torsion (ECAPT) under route A at 200 �� were investigated using numerical simulation and experiment investigation. In addition, both grain refinement mechanism and the evolution of microstructure and mechanical properties were deeply discussed. The bulk ultrafine-grained pure aluminum with fine microstructure and enhanced mechanical properties was fabricated. The results show that with the increasing pass number of ECAPT, the imposed strain increases. Due to the work hardening, the peak load also increases. As the hydrostatic pressure increases under multi-pass ECAPT, residual porosities in the powder consolidates are effectively shrunk and closed, which contributes to the improvement of deformation uniformity and density of the compacts. During ECAPT process, continuous dynamic recrystallization occurs. As the number of ECAPT passes increases, grains are further refined and mechanical properties are largely enhanced. After 4 passes of ECAPT, the microstructure consists of homogeneous ultrafine grains of 600 nm in size and equiaxed in shape with high angle grain boundaries. Moreover, the tensile strength reaches 123.3 MPa.
Key words: ultrafine grained material (UFG); equal channel angular pressing and torsion (ECAPT); multi-pass deformation; microstructure; property
��ϸ������(Ultrafine-grained materials, UFG)������н��ŵ���ѧ���ܺ����õ�Ӧ��ǰ�����������ܵ��˿�ѧ��Ĺ㷺���ӡ������Ա��η�(Severe plastic deformation, SPD)�ǵ����Ʊ����峬ϸ�����ϵ���Ҫ���������п��١����á���Ч���ص�[1-3]����ͨ��������ڲ������Ӧ������ϸ����֯�������ڽϵ��¶��»�þ��г�ϸ���ṹ���������ṹ�Ŀ�����ϡ����У��Ⱦ��Ǽ�ѹ��(Equal channel angular pressing, ECAP)�Ǵ����Ա��η��������������͡�����Ч�Ĵ����Լ���֮һ[4-6]��������������������ʵ�ʵ���Ҫ��ѧ����������������չ��һЩ���͡����ϴ����Ա��μ������缷Ť��(Twist extrusion, TE)[7]���Ⱦ��Ǽ�ѹ-��ѹ��(Equal channel angular pressing-forward extrusion, ECAP-FE)[8]����ѹ-�Ⱦ��Ǽ�ѹ��(Forward extrusion-equal channel angular pressing, FE-ECAP)[9]����ѹ-�Ⱦ��Ǽ�ѹ��(Back pressure-equal channel angular pressing, BP-ECAP)[10]������ͨ���Ⱦ��Ǽ�ѹ��(Twist channel angular pressing, TCAP)[11]���Ⱦ��Ǽ�Ť��(Equal channel angular pressing and torsion, ECAPT)[12]�ȡ�
��Щ���ϴ����Ա��ι�����Ȼ���ֳ��˲�ͬ�ı�����ʽ�������ǽ�ECAP�����Ĵ����б�����չ���˼��б��Σ���ʵ�ʾ��Ǻ����������ѹ��Ť����ȱ��ι��չ��̡����У� ECAPT��������ECAP��TE�����Ϸ�չ������һ�����ʹ����Ա��μ�������������ͨ���Ĵ��ڣ���ʵ���ˡ�һ�μ�ѹ�����μ��С��ĸ��ϱ���Ŀ�ģ����ϵ�Ӧ���ۻ�Ч���ͱ��ξ��ȳ̶Ⱦ��õ������Ը���[13]�����⣬�������Ϻ����ߴ����״��ÿ���α���ǰ����������仯��ҲΪ���ж����ECAPT�����ṩ�˿����ԡ�
Ȼ��������ECAPT���ι��̽�Ϊ���ӣ��漰�Ĺ��ղ����ڶ࣬��ʵ��������Կ��ƣ�Ŀǰ�й�ECAPT���������Dz����ڶ����ECAPT���ι����б�����Ϊ���о��ʼ�������Ϊ�ˣ��������߲�����ֵģ���ʵ���о����ϵķ�������200 �������£�ͨ���Դ�����ĩ���Ͻ���A·����1~4���ε�ECAPT���Σ��о������ECAPT���ι����в��ϵı���������Ϊ������ϸ�������Լ���֯�������ݱ���ɣ������Ʊ�����֯�����������Ŀ��峬ϸ������
1 �����ECAPT���ι�����ֵģ��
1.1 ����Ԫģ�͵Ľ���
���ÿ�ѹ����ճ���������������Ԫ����������DEFORM-3D��������ƽ̨���Դ�����ĩ����1~4���ε�ECAPT���ι��̽�����ά��ֵģ�⡣Ϊ����߷�ĩ���ϵ����Ա������������õ���ECAPT���գ�ģ�ߺ����ϵij�ʼ�¶�Ϊ200 �档�������ϳߴ�Ϊ10 mm��10 mm��60 mm����ʼ����ܶ���Ϊ0.75��ECAPTģ���ڽǦ�=90�㣬��Ǧ�=37�㣬�ڽ�Բ������r=5 mm�����ɾ���L1=15 mm������ͨ������L=30 mm�������dz�ͷ�Ͱ�ģ�ı��Σ�������Ϊ���塣����ʵ�ʱ����е����������Ӵ���ϵѡ�ó�����Ħ��ģ�ͣ�Ħ������Ϊ0.05�����ϱ���·��ΪA(���ڵ��μ�������������ת)����ѹ�ٶ�Ϊ1 mm/s�����ս���������Ԫģ��ʾ��ͼ��ͼ1��ʾ��
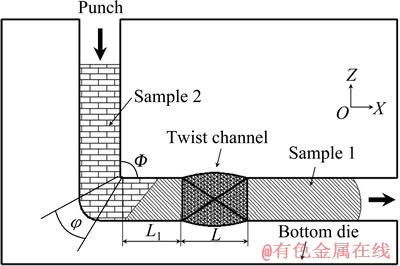
ͼ1 ECAPT��������Ԫģ��ʾ��ͼ
Fig. 1 Schematic diagram of FEM for ECAPT process
1.2 ��ѹ�غɱ仯
ͼ2�����˷�ֵ�غ���ECAPT���ε���֮��ı仯��ϵ��
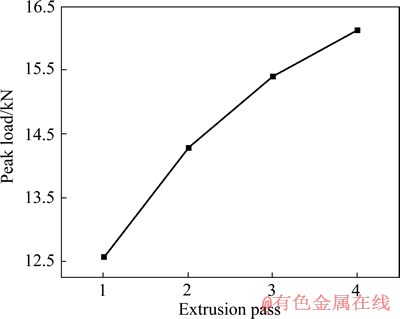
ͼ2 �ڸ�����ECAPT���������Ϸ�ֵ�غɵı仯
Fig. 2 Peak load of billet under different ECAPT passes
��ͼ2���Կ��������ż�ѹ���ε����ӣ����������ڲ����ۻ���Ӧ���������������ϳ����˼ӹ�Ӳ��������Խ��Խ���ѣ���ˣ���ѹ�غ���������4���α��κ�ѹ�غɷ�ֵΪ16.1 kN���ȵ����α��ε������Լ28.2%��
1.3 ��ЧӦ��仯
Ϊ�˸�������ر�ʾ���������ڸ�����ECAPT���κ�ĵ�ЧӦ��ֲ��������ȡ�������������ݽ����ϵ�һϵ�и��ٵ���й۲�����������ͼ3��ʾ��
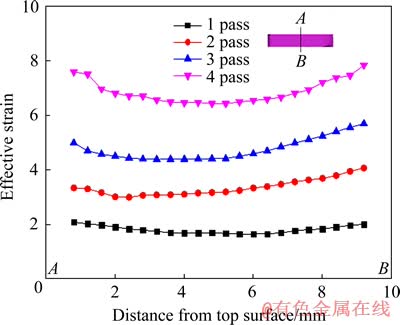
ͼ3 �������������ݽ���ĵ�ЧӦ��
Fig. 3 Effective strain of billet on longitudinal plane at different ECAPT passes
�۲�ͼ3���֣�һ�������ű��ι��̵ļ������У����ϱ��γ̶Ȳ����������ڲ����ۻ��ĵ�ЧӦ���������ӣ���һ���棬��������ͷβ�˲���С��������Χ����С����ЧӦ��ķֲ��ݶ�Ҳ�ڲ��ϼ�С�����ϵ�������ξ�����������ߡ�4���α��ν���ʱ����ȥ�����������±���ı�Ե���֣����������ڲ���Ҫ���������ڵĵ�ЧӦ��ֲ����ֽ�Ϊ���ȵ�״̬��
���ϱ��εľ��ȳ̶�ֱ�Ӿ������β����ڲ���֯�ṹ�ľ����ԣ�����Ӱ����ϵ���ѧ���ܺ����ȶ��ԡ���ˣ�Ϊ��֤����ȡ�ij�ϸ��������֯�ȶ���������Խ�������й�ҵʹ�ü�ֵ��Ӧ�����ܵ���������ı��ξ����ԡ�Ϊ�˶�����ȷ��ֱ�۵ر�����ͬ���ε�������������ı��ξ��ȳ̶ȣ��������ı��ξ�����ϵ������[14-15]��
 (1)
(1)
ʽ�У� Ϊ���ξ�����ϵ����
Ϊ���ξ�����ϵ���� ��
�� ��
�� �ֱ�Ϊ�����ڵ������С��ƽ����ЧӦ�䡣ѡȡ�������������ݽ����ڵ�һϵ�и��ٵ㣬����ʽ(1)��������������ϵı��ξ�����ϵ������ͬ������ƽ����ЧӦ����ֵ���õ�ͼ4��ʾ�Ľ����
�ֱ�Ϊ�����ڵ������С��ƽ����ЧӦ�䡣ѡȡ�������������ݽ����ڵ�һϵ�и��ٵ㣬����ʽ(1)��������������ϵı��ξ�����ϵ������ͬ������ƽ����ЧӦ����ֵ���õ�ͼ4��ʾ�Ľ����
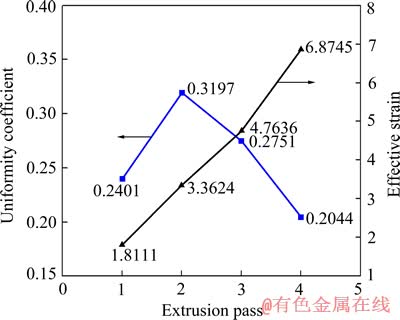
ͼ4 1~4���α��κ������ڲ���ЧӦ��ͱ��ξ�����ϵ��
Fig. 4 Effective strains and factors of deformation uniformity of billet after 1-4 ECAPT passes deformation
��ͼ4���Կ��������ż�ѹ���ε����ӣ����ϵı��ξ����Բ��Ϸ����仯�����ֳ������������½����ı仯���ơ�2����ECAPT���κ����ϱ��ξ�����ϵ���������ʱ�����ڲ����ξ����Գ̶����˺����ϵı��ξ���������ߣ�4���α��κ���ξ�����ϵ���ﵽ��С��������ʱ�����ڲ����ν�Ϊ���ȣ��ﵽ�����״̬��
������Ϊ����ȻA·���¸�����֮������������������ת��������ECAPT��������ͨ���Ĵ��ڣ�����ÿ���α��κռ�λ�ö������ǰһ������ת��90�㡣��ˣ�4����ECAPT���κ����������һ������360�����ת������ƽ���ͬʱ�ܵ��˼��б������ã����ξ��ȳ̶ȴ����ߡ�
2 �����ECAPT����ʵ��
Ϊ��֤����ģ�����Ŀɿ�����ȷ�ԣ���������Ƶ�ECAPTģ���Ͻ���A·���´�����ĩ����1~4����ECAPT����ʵ�飬�����¶�Ϊ200 �棬��ѹ�ٶ�Ϊ1 mm/s�����⣬Ϊ��С���ι����б���������ģ���ڱ�֮���Ħ����ȫ�̲���MoS2-ʯī������������
2.1 ������۱仯
ͼ5��ʾΪ1~4����ECAPT���ν��������ϵĺ����Ƭ�����Կ�����200 �����������ϸ����εı��ν�Ϊ˳�������κ�����������ã����������Ϻã���δ�������ơ����ѡ��ƻ���������ϸ�۲컹���Է��֣����ű��εļ������У�����ģ����ǻ�ڹ����������Լ����ϱ��ο����IJ����������ϱ����Ѷ��Ӵ�ͷβ���������б��Խ��Խ����ġ����ۡ��������ԡ�
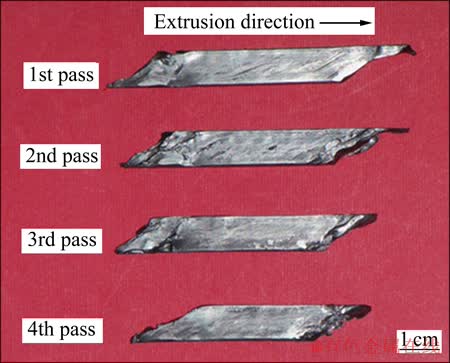
ͼ5 ��������ECAPT�������ϵĺ����Ƭ
Fig. 5 Macroscopic photos of billet under different ECAPT passes
2.2 ���̶ܳȷ���
ͼ6��ʾΪ1~4����ECAPT���κ���������������֯��SEM��
���Կ�����ECAPT���նԴ�����ĩ���Ͼ��м�ǿ������Ч������ECAPT���ι����У������ڲ������϶�Ĵ�С����״�������˸ı䡣���У��������̶ܳȵĴ�������ڵ�����ECAPT���κ���Ϊ���ԡ��� 1���α��κ�������Ҫ�������ڵĴ�����϶�ѻ�����ʧ����֯�ڲ����������϶������������״�ֲ��ھ����ϴ������ű��ε��κ��ۻ�Ӧ���������ӣ��������̶ܳȽ�һ����ߣ������϶����Ŀ�ʹ�С���ϼ��١���3����ECAPT���κ���������ӽ�����ȫ���ܣ�SEMѡ�����ӳ����Ѻ��ѹ۲�����϶�Ĵ��ڡ�������ˮ�����4����ECAPT���κ����ϵ�����ܶ�Ϊ0.99757��������Ϊ�������������̶ܳȵ������Ҫ�����ڽϴ�����Լ���Ӧ��ͽϸߵľ�ˮѹ�������������������ص�˫�������£������϶���ϵ���������С������ʵ����Ч����[16-17]��
2.3 ����֯�ݱ�
������ĩ��200 ���¾�1~4����ECAPT���κ�����֯��TEM����ͼ7 ��ʾ��
��ͼ7�ɼ�����1����ECAPT���κ�ECAPT���ξ��ҵļ�������ʹ�����ڲ������˴�������ƽ�еļ��д�(��ͼ7(a))����֯�������Եķ����ԡ�ԭʼ����������������ϸ��������״�������ڲ�λ���ܶȺܸߣ����紦����λ������ᣬ�γ�����λ�����湹�ɵ��ǽṹ��λ������
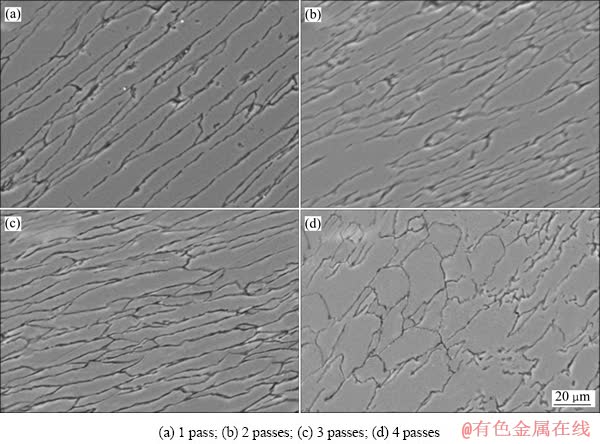
ͼ6 ��ͬ����ECAPT���κ�������֯��SEM��
Fig. 6 SEM images of billet under different ECAPT passes
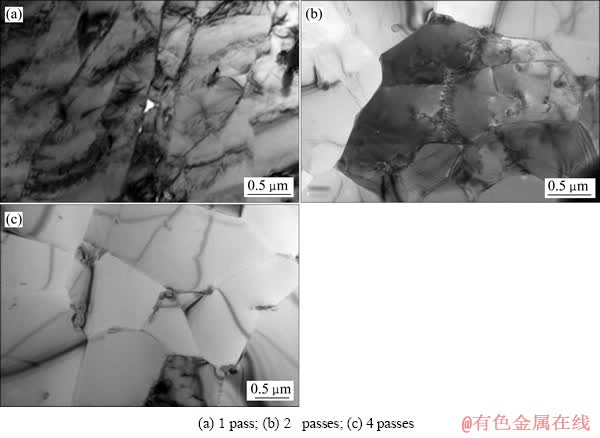
ͼ7 ��ͬ����ECAPT���κ�������֯��TEM��
Fig. 7 TEM images of billet under different ECAPT passes
���ű��ε��ε����ӣ���ͬ���Ʒ����ϵı��ξ�����֯��һ����λ�������ơ������Ƶ������£������ڲ������������µĽ���ṹ������������״�������ϱ�С�Ƕȵ��Ǿ�����ϣ����ȼ�С����״���ڵ���״(��ͼ7(b))�� ���⣬������Ϊ�߲���ܽ�������ECAPT���ι�������������̬�ظ�����֯�е�λ���ܶ����͡���ϸ�۲컹���Է��֣�ijЩ�����߽绹�����˽Ͽ��ĵȺ����ƣ���˵������֯�ɳ�ϸ������ɣ����д�ǶȾ��硣
��4����ECAPT���κ�����֯��ȡ������ʧ�����������ڲ���ñȽϸɾ�������û��λ�����ڡ����ͬʱ�������ϵ�λ������Ҳ��ƽֱ���������½���ȡ��(��ͼ7(c))����ʱ��С�ǶȾ��������ǶȾ���ת�����Ǿ�����ת��Ϊ�����������ڲ����ڲ��γ��˴����ߴ�ϸС���ֲ������Ҿ��д�ǶȾ���ṹ�ĵ��ᳬϸ����֯��ƽ�������ߴ�ԼΪ600 nm��
2.4 ��֯ȡ��ֲ�
�о�����[18]����֯�еĴ�ǶȾ�������Ҫͨ���ٽᾧ���̲�����Ϊ�˱�������ʵ���д�����֯�ľ���ȡ������EBSD�����۲�1��2��4���ε�ECAPT������֯�������ͼ8��ʾ��
��ͼ8(a)�п��Կ�������1����ECAPT���κ�����֯Ϊ���͵Ļ쾧��֯����Ȼ�����ڲ�����һ�������Ĵ�ǶȾ��磬���Ǿ����С�ǶȾ�����ռ�ı�����Ȼ��Խϸߡ������ECAPT���ι������²����ľ����������Ǿ����ȡ����С��С�ǶȾ�����֡�
���ż�ѹ���κͱ��γ̶ȵĽ�һ�����ӣ������Ĵ�С�ͷֲ������ھ��ȣ�С�ǶȾ������Լ��٣���ǶȾ�����ռ������������(��ͼ8(c))����4����ECAPT���κ���֯�ڲ��ϱ�ϸ����ͬʱ����ǶȾ�����ռ����������70%��ƽ������ȡ���ߴ�28.36�㡣��������ż���Ӧ���������ӣ�С�ǶȾ��������ǶȾ���ת�䣬����������һ���̶��ϴﵽ�˶�̬ƽ�⡣
HUMPHREYS[19]��GOURDET��[20]ָ���������֯�еĴ�ǶȾ����������60%~70%�����ھ��������Լ����֯���ֿ��˻�����о���ij���Ǩ�ƣ���˻ᷢ�������ٽᾧ���ݴ˿��Զ϶�����ʵ�����Ʊ��ij�ϸ��������֯����������ٽᾧ����ô�����Ӧ���������ķ�ʽ���С�
���ͼ7�۲쵽��TEM��֯�����������籡��ƽֱ�Ľ��桢�����߽��ϵĵȺ����ƣ�����������Ϊ��200 ���£�������ECAPT���ι����з����˶�̬�ٽᾧ�����⣬������֯�����ɵĴ�ǶȾ�����ͨ��С�Ƕ��Ǿ��粻������λ����ݻ���������ˣ������ƶϳ�������ĩ������ECAPT�����еĶ�̬�ٽᾧ����Ϊ������̬�ٽᾧ��
2.5 ��ѧ���ܷ���
��ǰ���ʵ�������Կ�����������ĩ���Ͼ������ECAPT���κ��ڲ��ۻ��˺ܴ��Ӧ�䣬ͬʱҲ����˽�Ϊ��������ܺ�ϸ��Ч�������ڲ��ϵ���ѧ�����������̶ܳȺ�����֯�������е���ϵ����ˣ����������ѧ���ܵ����ӱ��Ϊ�˺�������ʵ��Ч���Ĺؼ����ڡ�
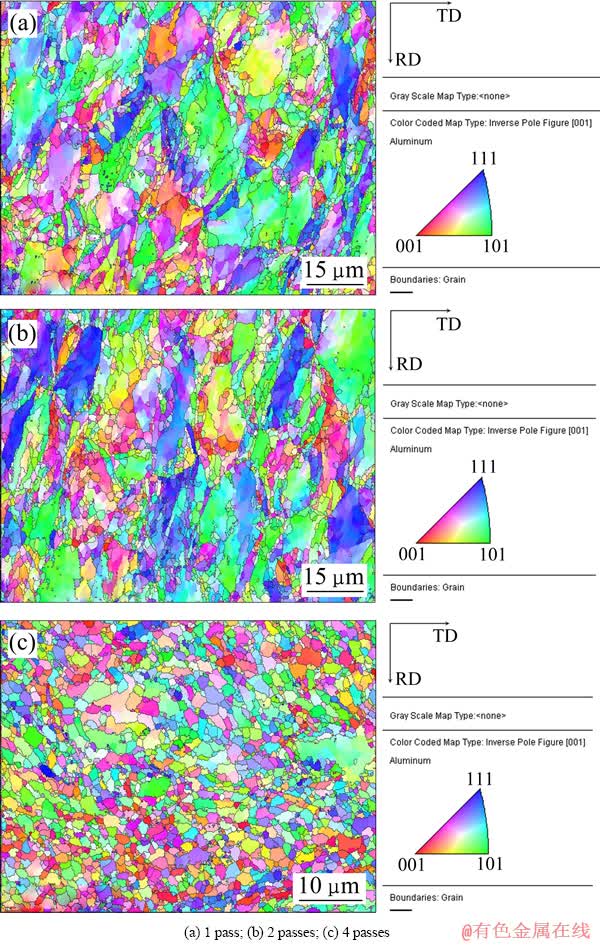
ͼ8 ��ͬ������ECAPT������֯��EBSDȡ�����ͼ
Fig. 8 EBSD orientation maps of billets under different ECAPT passes
������ĩ���Ͼ���ECAPT���κ������ѹ��Ӧ��-Ӧ��������ͼ9��ʾ����ѹ�����߿��Կ��������ű��ε��ε����ӣ����ھ���ϸ���̶ȵIJ��������ϵ�ǿ�ȵõ��˽�һ����ߡ���4����ECAPT���κ����Ŀ���ǿ�ȸߴ�123.3 MPa��Ȼ����ECAPT���κ����ľ�������Ӧ����Խ�С���������Ǹմﵽ�����㲻�ú������㷢��ʧ�ȶ�Ѹ�ٶ��ѡ�
�Բ�ͬ���ε����±������Ϻ�����ϵ���Ӳ�Ƚ��в���������ECAPT����ǰ������Ӳ������ε���֮��Ĺ�ϵ���ߣ������ͼ10��ʾ��
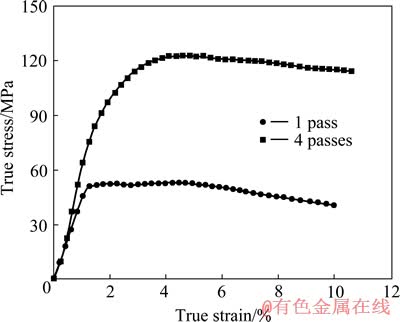
ͼ9 ECAPT���κ����ϵ���Ӧ��-��Ӧ������
Fig. 9 True stress-true strain curves of billets after ECAPT deformation
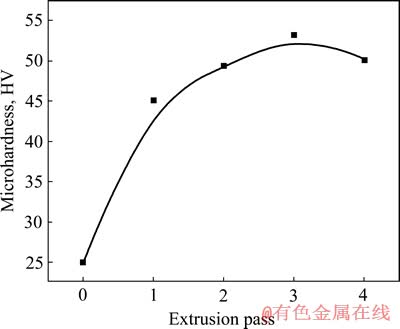
ͼ10 ������ECAPT������֯����Ӳ��
Fig. 10 Microhardness of billets under different ECAPT passes
���Կ��������γ��ڣ���������Ӳ������ECAPT �����ۻ�Ӧ������Ӷ����ӣ�1���α��κ�������Ϊ���ԡ������������α��κ���Ӳ����Ȼ�������ӣ����������ٶ����仺����ECAPT������4����ʱ����Ӳ�������½���ԼΪ48.5HV���������ż�ѹ���ε����ӣ�������Ӳ�����������ȶ�������Ӧ��-Ӧ�����ߵ���״�붯̬�ٽᾧ���̵�������״ʮ�����ƣ���ˣ�����Dz���Ӳ����ֵ���½�����κ��ڲ��ϳ����˶�̬��������(��̬�ظ��Ͷ�̬�ٽᾧ)�йء�
3 ����
1) ���ÿ�ѹ����ճ���������������Ԫ������ģ����200 �洿����ĩ������A·����1~4���ε�ECAPT���ι��̣�����������Ƶ�ģ���ϣ�����˴�����ĩ����1~4���ε�ECAPT����ʵ�飬�����Ʊ�����֯���������õĿ��峬ϸ������
2) ���ű��ε��ε����ӣ������ڲ����ۻ�Ӧ���������������ϳ����˼ӹ�Ӳ�������غɷ�ֵ�������ߡ����ͬʱ�����ϵ�������ξ��������ű��γ̶ȵ�������õ������Ը��ơ�
3) ��1����ECAPT���κ�����֯�ijߴ�ͷֲ��������ȣ��ؼ��з���������Ե�����ȡ�����ڲ�λ���ܶȽϸ�����̬���ң���������С�ǶȾ�����Ǿ���ṹΪ�������ű��ε��ε����ӣ������ڲ����ۻ�Ӧ���������������ϱ��²�����λ���������ָ�Ǿ��ڳߴ������С��ͬʱ������ת����ȡ����һ�������ݻ��γ�������ƽֱ�Ĵ�ǶȾ��硣��4����ECAPT���κ�����֯��ϸС�������ұ���ǶȾ�������Χ�ĵ����ٽᾧ������ɣ�ƽ�������ߴ�ԼΪ600 nm��TEM��EBSD�ķ�������������ù�����֯������������̬�ٽᾧ��
4) �����ECAPT������Ч������˱��������ڲ��ľ�ˮѹ�������ٽ��˷�������ڲ������϶�������ͱպϣ�ͬʱҲ�Ը��Ʋ���������εľ��������˻������ƶ����á���4����ECAPT���κ��β�����֯��ȫ���ܣ���ѧ����������ߣ�����ǿ�ȸߴ�123.3 MPa����Ӳ��ԼΪ48.5HV��
REFERENCES
[1] LANGDON T G. Processing of ultrafine grained materials using severe plastic deformation: potential for achieving exceptional properties[J]. Revista de Metalurgia, 2008, 44(6): 556-564.
[2] AZUSHIMA A, KOPP R, KORHONEN A, YANG D Y, MICARI F, LAHOTI G. D, GROCHE P, YANAGIMOTO J, TSUJI N, ROSOCHOWSKI A, YANAGIDA A. Severe plastic deformation (SPD) processes for metals[J]. CIRP Annals: Manufacturing Technology, 2008, 57(2): 716-735.
[3] ��־��, ������, ������, ��ԪԪ, �Ժ���, ������. �����Ա����Ʊ���ϸ��/�����ṹ�������ϵ��о���״��Ӧ�ý�չ[J]. �й���ɫ����ѧ��, 2010, 20(4): 587-596.
KANG Zhi-xin, PENG Yong-hui, LAI Xiao-ming, LI Yuan-yuan, ZHAO Hai-dong, ZHANG Wei-wen. Research status and application prospect of ultrafine grained and/or nano-crystalline metallic materials processed by severe plastic deformation[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(4): 587-596.
[4] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881-981.
[5] LIU Guo-xin, WEI Wei, WEI Kun-xia. Microstructure and mechanical properties of high purity aluminum processed by equal channel angular processing[J]. Materials for Mechanical Engineering, 2008, 32(6): 66-69.
[6] �� Ƽ, Ѧ����, ������. �����ս���ϵ�ͨ��ת�Ǽ�ѹ��֯�����ݱ�[J]. �����о�ѧ��, 2009, 23(6): 577-581.
LI Ping, XUE Ke-min, ZHOU Ming-zhi. Microstructure and properties evolution and mechanism analysis of sintered aluminum during equal channel angular pressing[J]. Chinese Journal of Materials Research, 2009, 23(6): 577-581.
[7] ORLOVA D, BEYGELZIMER Y, SYNKOVC S, VARYUKHIN V, TSUJI N, HORITA Z. Plastic flow, structure and mechanical properties in pure Al deformed by twist extrusion[J]. Materials Science and Engineering A, 2009, 519(1/2): 105-111.
[8] PAYDAR M H, REIHANIAN M, BAGHERPOUR E, SHARIFZADEH M, ZARINEJAD M, DEAN T A. Equal channel angular pressing-forward extrusion (ECAP-FE) consolidation of Al particles[J]. Materials & Design, 2009, 30(3): 429-432.
[9] MANI B, PAYDAR M H. Application of forward extrusion- equal channel angular pressing (FE-ECAP) in fabrication of aluminum metal matrix composites[J]. Journal of Alloys and Compounds, 2010, 492(1/2): 116-121.
[10] XIA K, WU X, HONMA T, RINGER S P. Ultrafine pure aluminum through back pressure equal channel angular consolidation (BP-ECAC) of particles[J]. Journal of Materials Science, 2007, 42(5): 1551-1560.
[11] KOCICH R, FIALA J, SZURMAN I,  A, MIHOLA M. Twist-channel angular pressing: Effect of the strain path on grain refinement and mechanical properties of copper[J]. Journal of Materials Science, 2011, 46(24): 7865-7876.
A, MIHOLA M. Twist-channel angular pressing: Effect of the strain path on grain refinement and mechanical properties of copper[J]. Journal of Materials Science, 2011, 46(24): 7865-7876.
[12] ����Ϫ, �� Ƽ, Ѧ����, �� ѩ, �� ��. �Ⱦ��Ǽ�Ť���ι����д�����ĩ���ϵ�����֯����ѧ����[J]. ���ղ���ѧ��, 2013, 33(2): 14-18.
WANG Xiao-xi, LI Ping, XUE Ke-min, WANG Xue, ZHANG Xiang. Microstructure characteristics and mechanical properties on consolidation of pure Al particles through equal channel angular pressing and torsion[J]. Journal of Aeronautical Materials, 2013, 33(2): 14-18.
[13] �� Ƽ, ����Ϫ, Ѧ����, �� ��, �� ѩ. ������ĩ���ϵ����εȾ��Ǽ�Ť(ECAPT)���ε�����֯�о�[J]. �й���ɫ����ѧ��, 2013, 23(10): 2779-2784.
LI Ping, WANG Xiao-xi, XUE Ke-min, ZHANG Xiang, WANG Xue. Microstructures of pure Al powder consolidate using equal channel angular pressing and torsion after single pass[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(10): 2779-2784.
[14] ������, ����ǰ, Ԭѵ��, �� ��, ��͢��. ECAP�����´�ͭӦ����Ϊ�ĵ�ЧӦ����ɼ����ξ�����[J]. ����������ѧѧ��, 2009, 35(2): 1-4.
DING Yu-tian, TANG Xiang-qian, YUAN Xun-feng, HU Yong, GUO Ting-biao. The equivalent strain pattern and deformation uniformity of strain behavior of pure copper in case of ECAP[J]. Journal of Lanzhou University of Technology, 2009, 35(2): 1-4.
[15] �Թ�Ⱥ, ���粨. ��ͨ����Ƕ���μ�ѹ�����ۻ����ξ������о�[J]. ��е����ѧ��, 2005, 41(5): 177-181.
ZHAO Guo-qun, XU Shu-bo. Study of materials accumulated deformation uniformity of equal channel angular multi-pass pressing process[J]. Chinese Journal of Mechanical Engineering, 2005, 41(5): 177-181.
[16] KUBOTA M, WU X, XU W, XIA K. Mechanical properties of bulk aluminium consolidated from mechanically milled particles by back pressure equal channel angular pressing[J]. Materials Science and Engineering A, 2010, 527(24/25): 6533-6536.
[17] LAPOVOK R, TOMUS D, MUDDLE B C. Low-temperature compaction of Ti-6Al-4V powder using equal channel angular extrusion with back pressure[J]. Materials Science and Engineering A, 2008, 490(1/2): 171-180.
[18] ZHANG Yue, LIU Jin-qiang, WANG Jing-tao, WU Zhi-bin, LIU Fan. Influence of stacking fault energy on microstructures and mechanical properties of fee pure metals by equal channel angular pressing[C]// Proceedings of TMS 2010 139th Annual Meeting and Exhibition. Warrendale: Wiley, 2010: 803-810.
[19] HUMPHREYS F J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures (��): The effect of second-phase particles[J]. Acta Mater, 1997, 45(12): 5031.
[20] GOURDET S, MONTHEILLET F. A model of continuous dynamic recrystallization[J]. Acta Mater, 2003, 51(9): 2685-2699.
(�༭ ����Ƽ)
������Ŀ������ʡ��У��Ȼ��ѧ�о�������Ŀ(13KJD430005)������ʡ����װ�����������ص�ʵ���ҿ����Կ���(JSKLEDC201309)
�ո����ڣ�2013-12-10�������ڣ�2014-03-12
ͨ�����ߣ�����Ϫ����ʦ����ʿ���绰��0516-83105376��E-mail: wxx19851109@sina.com
ժ Ҫ��������ֵģ���ʵ�������������200 �������´�����ĩ����1~4����A·���Ⱦ��Ǽ�Ť(ECAPT)����������Ϊ������ϸ�������Լ���֯�������ݱ���ɽ����о����Ʊ�����֯�����������Ŀ��峬ϸ�������������������ε��ε����ӣ������ڲ����ۻ���Ӧ���������������˼ӹ�Ӳ������ѹ�غɷ�ֵ����������ECAPT������Ч����˱��β����ڲ��ľ�ˮѹ����ʹ�����������̶ܳȺͱ��ξ����Եõ����Ը��ơ�������֯������������̬�ٽᾧ�������ڲ��ϱ�ϸ����ͬʱ����ȡ����һ�����������ڲ����ڲ��γ���ϸС�������ұ���ǶȾ����Χ�ĵ����ٽᾧ��֯��4����ECAPT���κ���֯ƽ�������ߴ�ԼΪ600 nm������ǿ�ȴﵽ123.3 MPa��
