
���±�ţ�1004-0609(2007)01-0001-13
����Ϳ����о���״�뷢չ����
������1���� ��2��������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ������ұ�о���Ժ ���������о��������� 100044)
ժ Ҫ������Ϳ����һ����·���Ϳ�㣬������Ӧ�õĹ㷺�ԣ��ѳ�Ϊ������Ϳ���о�������ȵ�֮һ��������Ϳ���������о���չ�������������ص��������Ϳ��ɷֵ�ѡ������Ϳ��Ľṹ��ơ�����Ϳ����Ʊ����ա�����Ϳ���ʧЧ����������Ԥ���Լ�����Ϳ��ķ�չ���ơ�
�ؼ��ʣ�
ZrO2�մ������ṹͿ��������Ϳ��������Ϳ��ʧЧ������
��ͼ����ţ�TG174���� ���ױ�ʶ�룺A
Current state and future development of thermal barrier coating
LIU Chun-bo1, LIN Feng2, JIANG Xian-liang1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Institute of Metallic Materials, Beijing General Research Institute of Mining and Metallurgy, Beijing 100044, China)
Abstract: Thermal barrier coating (TBC) is a kind of high temperature protection coating. Because of its wide application, it has attracted more and more interests in recent years. The research progress of thermal barrier coating worldwide was reviewed, covering TBC composition selection, structure design, coating forming techniques, failure mechanisms, life prediction as well as the future development of TBC.
Key words��ZrO2 ceramic; nano-structured coating; thermal barrier coating; thermal spray; failure mechanism
Ϊ�˽���δ�����캽�շ�������ȼ�����ģ��������/�����Ⱥ�ʹ�������������ܶȵ͡��������ԡ����á�����ǿ�ȸߵ��Ƚ����Ͻ�������ʹ�ã����ֹ���Ϳ�㽫�õ��㷺Ӧ�ã���������Ϳ�����߷����������¶����ŷdz���Ҫ������[1]����ν����Ϳ����ָ�ɽ���ճ�����մɱ���Ϳ����ɵ�Ϳ��ϵͳ���մɲ��ǽ������м俹�����������õĺϽ�ճ�������������ġ���һ�м���ɲ�����˽���Ӧ���������մɲ�Ĺ�����䡣����Ϊֹ������������Ϳ�����Ʋ����ȶ�����������ھ��нϵ͵��ȵ��ʺ�����ºϽ����ӽ���������ϵ������Ϊ����Ϳ�����Ѳ��ϣ����ѳɹ�����ȼ����������ȼ���Һ����ֻ�ҶƬ����������Ϳ����н��ͽ��������ʹ���¶ȡ������������ܸ��������������ŵ㣬��ˣ����ſ�ѧ�����ķ���չ���ں��졢���ա�ȼ�����硢������ұ����ڶ���������Ϳ�㽫��õ����㷺���о���Ӧ�á�
���������ص����������Ϳ��ɷֵ�ѡ�ṹ��ơ��Ʊ����ա�ʧЧ����������Ԥ���Լ�����Ϳ��ķ�չ���ơ�
1 ����Ϳ�㷢չ��ʷ
�ڹ�ȥ��50����ʱ���ȼ���������㲿���ò��Ϻ��Ʊ������õ��˺ܴ�ķ�չ���Ӷ���Ͻ�չ����������Ͻ��ٴӶ������̺Ͻ�չ�������ġ����ϣ����ϵ�ʹ���¶���߽�300 �棬�ӽ�����ʹ�ü����¶ȡ�����Ϳ��Խ�һ����ߺϽ���ϵ�ʹ���¶ȷ�������Ҫ�����ã��������ʹ���¶�100~150 �� [2]�����շ���������Ϊ�����·��۵Ĺ��̺Ͻ���ϣ�����Ҫ���㹻�ĸ���ǿ�ȣ���Ҫ�������õĿ������������ܣ�ʵ���ϵ����Ͻ�������ͬʱ����������Ҫ�����������Ҫ���·���Ϳ�㣬�ԺϽ���������ѧ����Ҫ���Ա���Ϳ������俹������������[3]��
����20����40����ͳ����˺��շ���������Ϳ��ı�����������ʮ����о�������Ϳ����ϵijɷ���ṹ�ȷ�������˾�ĸĽ������ݳɷֵ�ѡ�ṹ���Ż������Խ�����Ϳ��ķ�չ�����ػ���Ϊ���¼���ʱ�ڣ�
��1��Ϳ�㣬20����60������Ƴɹ��˦�-NiAl��������Ϳ�㡣��NiAl����Դ����ѣ�Alԭ���������ɢ��, Ϳ��ʹ�������̡�
��2��Ϳ�㣬20����70��������˸Ľ���������Ϳ�㣬��Al-Cr��Al-Si��Al-Ti��Pt-Al�������Զ�Pt��Al�γɵIJ�������Ϳ����и�����ʹ�����������ܻ�ӭ��������Ϊ�о����ȵ㣬����������ر�����
��������Ϳ���������ɢͿ��, ��ЩͿ���ں��շ������ϵõ���һ����Ӧ��[4-5] ��
��3��Ϳ�㣬20����80�����չ�˿��Ե���Ϳ��ɷ֣����ڸ����¶������¿��������õĵ���������ͿMCrAlYͿ��(M����Fe��Co��Ni����ߵĽ��)�����ձ������ΪTBCϵͳ�Ľ���ճ��㡣���˷��˴�ͳ������Ϳ�������֮�����Լ�������㣬�ڿ��������������������ĸ��ơ�
��4��Ϳ�㣬20����80�����90����ձ��о�ʹ�õ��մ�����Ϳ�㣬����6%-8%Y2O3�����ȶ���ZrO2Ϳ�㣬���������ĸ���Ч������ʾ�˾������[6]��
2 ����Ϳ�����
2.1 �մɱ������
����Ϳ��Ļ������˼����������մɵĸ������ԡ�����ʴ�Ժ͵͵�����, ʵ�ֶԻ���Ͻ���ϵı��������, ����������Ϊ����Ϳ��IJ������������һЩҪ��[7]��
1) ���۵㣻
2) ���ܶȣ�
3) �ϸߵ��ȷ����ʣ�
4) ���õĿ��ȳ�����ܣ�
5) �ϵ͵�����ѹ��
6) �ϸߵĿ����������������¸�ʴ��������
7) �ϵ͵��ȵ��ʣ�
8) �ϸߵ�������ϵ����
Ѱ�Ҹ������ܵ��մ�Ϳ�����, ���ZrO2ϵ����Ϳ�����������, һֱ������Ϳ���о��е�һ����Ҫ�������У�������Ϳ���У��ȵ��ʵ��о�һֱ�����ܵ��о��ߵĸ߶����ӣ�����������������ݣ�һ��Ѱ�Ҹ����ȵ��ʵ�Ϳ����ϣ�����������������մɵĻ����ϣ�Ѱ�ҽ����ȵ��ʵķ��������ȵ�������Ϳ����ϵ�ѡ��ԭ������[8]��
1) ���ϱ������е͵��ȵ��ʣ�
2) ����������ѧ���ȶ�����������ѧ�仯��
3) �ܲ������ȶ�һ�������Ŀ�϶��
�ۺϿ�������������Ҫ��, �������о����մɲ������������������ڸ�������Ϳ����մɲ�����Ҫ������ﯡ������/����������������������/�������ȶ�������ﯡ�Ī��ʯ������硢ϡ���������ᡡ���ȡ�����ﯡ�����ﯡ�������մɵ�[7-10](����1)������������/�������ȶ����������������Ϊ��ã�����Ŀǰ�㷺Ӧ�õ��մ�����Ϳ�㡣
��1 �ɹ�����Ϳ�����մɲ��ϵ��ŵ��ȱ��
Table 1 Advantages and disadvantages of ceramic materials used as TBC

�������һ�����µ�������۵���2 680 �棬�ȵ�����14 W/(K?m), ������ϵ����11��10-6~13��10-6 K-1������ģ����190 GPa��ZrO2�ľ�����3�֣�����б(m)���ķ�(t)������(c)�����������£��ȶ���Ϊ��б���ͣ������������ȶ�����Ϊ�������͡���ZrO2��������ת���¶�Ϊ����бZrO2���ķ�ZrO2����ת���¶���1 170 �棬�ķ�ZrO2������ZrO2����ת���¶���2 370 �档
��ZrO2�м����ȶ���(Y2O3��MgO��CaO��CeO2)���ɶ�Ԫϵʱ�����㽵�Ͳ��γ�һ���¶����䡣ZrO2�е�б��ת��Ϊ�ķ��������¶�������Ԫ�ص�Ӱ�졣���������Ʊ�TBC���մɲ���Ϊ22%MgO��ȫ�ȶ���ZrO2����1 400 ����Ϳ��ƽ����֯Ϊ��б����ķ��࣬����ѭ�������У�MgO��ӹ�������������ʹͿ����ȵ�����ߣ�������Ϳ������ܡ�������һ�����о����Ľ�ΪY2O3�ȶ���ZrO2Ϳ����ϣ�Y2O3�ĺ�����ZrO2�ȵ���Ӱ�첻�������մɲ��������ϵ��Ӱ��dz���Y2O3����С��6%ʱ������ѭ�������лᷢ����������仯���ķ��ൽ��б���ת�䣬����Ϳ����䣻��Y2O3������7%~8%ʱͿ����֯�����õ����ȶ��ԡ������������Ϳ�� �У����������ȵ��ʷ�����о���Ҫ�����ڶ��ȵ��ʵ�Ӱ�����ء�Ѱ�Ҹ����ȵ��ʵIJ��ϡ���ν����ȵ��ʼ����������������ϡ��ڹ��⣬Taylor��[11]����ԭ�ӵ��������С��ྦྷ���漰����ɢ�䶼����ȵ��ʲ���Ӱ�죻�ڹ��ڣ�Chen ��[12]���ô�������������Ϳ�Ʊ������ṹ�����Ϳ�㣬�о�����������ϵ�����ȵ��ʣ�����������ϵ�������µ�1 200 ��Ϊ11.0��10-6~11.6��10-6 �棬����ɢ��Ϊ1.80��10-3~2.54��10-3 cm2/s, ��ָ������ԽС���������Խ��Ϳ����ȵ���ԽС����϶�ľ��ȷֲ��������ȵ��ʵĽ��͡�
Ϊ��Ѱ���ʺϸ����¶�ʹ�õ�����Ϳ����ϣ��������ѧ������Y2O3�����ȶ�ZrO2�Ļ����ϣ���ZrO2(Y2O3)+HfO2��ZrO2(Y2O3)+Sc2O3��ZrO2(Y2O3)+ CeO2��ZrO2(Y2O3)+Si��ZrO2(Y2O3)+SiO2��ZrO2(Y2O3)+ La2O3�Ȳ��ϵ����ܽ������о���Ҳȡ���˺ܴ�Ľ�չ[13-15]�����磬����CeO2��ZrO2(Y2O3)��֯���ڼ���û�а�������仯���ķ��ൽ��б��ת�䣬�ںϽ�ճ��㴦��������Ӧ��С��������ϵ����ZrO2(Y2O3)������ϵ�����������������ԭ���ʹͿ�����������������ߡ�
ճ������
Ϊ�˻����մ�Ϳ��ͻ���������Ͳ�ƥ��, ͬʱҲΪ�������Ŀ�������, �ڻ�����մ�Ϳ������һ��MCrAlY����ճ��㡣MCrAlYճ��Ϳ��ij����Ͻ���ϵ��FeCrAlY, NiCrAlY, CoCrAlY, NiCoCrAlY�ȼ���, ���Ծ��в�ͬ��ʹ�����ԡ�������CoO��Fe2O3���ڸ���������ZrO2�ĵ�б������������ѧ��Ӧ, ���, CoCrAlY��FeCrAlY����������Ϳ���ճ��ײ㡣�������ĸ��¹����������ȶ˲�����Ҫ��3�ָ�ʴ(����)��ʽ: ���������������ȸ�ʴ�������ȸ�ʴ���¶ȸ���1 000 ��ʱ�Ը�������Ϊ��Ҫ��ʴ��ʽ������NiCoCrAlYճ���Ŀ����������ȸ�ʴ�ۺ����ܽϺã����,�ɻ�������ҶƬ������Ϳ����������ֺϽ���ϵ[16]��
MCrAlYճ���ijɷֶ�ճ�������ѭ����������������������ٶȡ��ɷ֡������ԡ������Ľ�����Ͱ�����Ϊ�о������á����, MCrAlY�Ͻ�ճ���ɷֵ�ѡ���������Ϳ���ʹ�������dz���Ҫ���Ͻ���Ԫ��Ni��Co��Ni+Co��Ϳ��Ļ���Ԫ��, Co�Ŀ��ȸ�ʴ��������Ni, �����������ܲ���Ni, Ni+Co�����������Ϳ����ۺϿ���ʴ(����)���ܣ�����Co�����ٷֱ���20%~26%ʱ, Ni+Co��ϵ�Ϳ�������ѵ����ԡ���Ԫ��Cr�����ڱ�֤Ϳ��Ŀ��ȸ�ʴ�����ԣ�Al�������ṩͿ��Ŀ������ԡ���Ni�����ºϽ���, Cr��Al���ǹ���ǿ��Ԫ��, Al���Ǧá�ǿ���������Ԫ�ء�ͨ��ʹ�õ�MCrAlY������Ϳ����Al�����ٷֱ���8%~12%������Al��Cr�Ĵ���ʹͿ������Խ���, ���, Ϊ�˱�֤Ϳ��Ŀ�ƣ������, Ϳ����Al��Cr�ĺ���Ӧ�ڱ�֤�����������ȸ�ʴ���ܵ�����¾����ܵؽ��͡���Ԫ��Y(ͨ�������ٷֱ�С��1%)�����Al2O3Ĥ�����������������, ���Ը���Ϳ��Ŀ������ԡ�Ϳ���л������������ĺϽ�Ԫ����Si��Ta��Ha�����Ը���Ϳ�����ѧ�����������ܡ�
ͨ��Ӧ�õĿ���������MCrAlYͿ����������ҪΪ��(Ni��Co��Ni+Co)������ͦ�-NiAl�����仯�����˫�ࡣ�ڸ�������������, �����ڱ����γ�Al2O3ʹͿ����Al��������, ���, ���ཫת��Ϊ�á���(Ni3Al), ��Ϳ���Ц�����ʧʱ, ճ���Ŀ������Խ����͡�
��ճ�����Ͻ��иĽ����о������ʾ����MCrAlYճ�������������Ԥ��һ����п������Ի���������γɱ�����������ı���, ������MCrAlY��������Ϳ��2~5 ��m��Al2O3�赲��, ��һ��������ճ��������, ����������մɲ���ճ���Ľ���������⣬����Ϳ��MCrAlYճ�������������ʵ���Ԥ��������, ʹ��Ϳ�����Ԥ���γ�����Ĥ��ͨ����������, ʹMCrAlYճ������մɱ���������γ�Al2O3������������, �Ӷ��������Ϳ�����ѭ��������
3 ����Ϳ��ṹ���
��ǰ�Ƚ������������ֽ����¶��ѳ���1 650 ��, ���ִ����ºϽ��ʹ���¶���1 000 ������, Ni3Al���������¼���Ҳֻ��1 150 ��, ͨ��������ȴϵͳ�����, �ɻ��350 �����ҵ���ȴЧ��, Ϊ����Ҫ����Ϳ��ϵͳ�ܹ�����150~300 �档���, ���������Ϳ��ϵͳ���нṹ���[16]���ܵ���˵��TBC��Ҫ��3�ֽṹ: ˫��ϵͳ�����ϵͳ���ݶ�ϵͳ, ��ͼ1��ʾ��
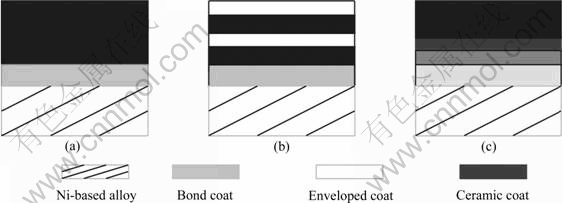
ͼ1 TBC��3�ֽṹ
Fig.1 Three structures of TBC: (a) Double-layer system; (b) Multi-layer system; (c) Graded system
˫��ϵͳ��ͼ1(a)��ʾ, ������մɲ㣬�м��Ϊ����ճ��㡣�մɲ�һ��Ϊ6%~8%Y2O3�����ȶ���ZrO2��ճ�������ձ����MCrAlY�Ͻ��մɲ����Ÿ��ȵ����ã�����ճ�����������ʴ��ʹ�մɲ��������ܽ�ϵ����á�����˫��ṹ�Ʊ����ռ�, ��TBC��Ҫ���õĽṹ��ʽ��
���ϵͳ��ͼ1(b)��ʾ, ����˫��ṹ�Ļ����϶���˼������㣬һ��ָ5�㡣�ڸ��¹��������з�²������ֹ�ⲿ��V2O5��SO2�ȸ�ʴ�Խ�����ʴճ���, ������ͨ���մɲ���ճ������ɢ�ٶ�, �Ӷ�ʹ���ֶ��ṹ����Ч�ط�ֹճ���������������ϵͳ�Կ��������ܸ��Ʋ���, ���ҹ��ո���, ������ݶ�Ϳ����ȡ����
�ݶ�ϵͳ��ͼ1(c)��ʾ, �����մɲ�ͻ������֮����óɷ֡��ṹ�����仯��һ��ϵͳ�������Լ�С�մɲ���ճ��ײ���������ϵ����ͬ���������Ӧ��, ���Ϳ��Ľ��ǿ�ȺͿ��������ܡ�����Ϳ�������˲�״�ṹ�����Բ�����, ʹ��ѧ���ܺ�������ϵ����������, ��˵õ��о���Ա�Ĺ㷺���ӡ����磬���õ�����������������İ취��NiCoCrAlY�м�ճ����ϳ�����Al2O3-ZrO2�ɷ������仯�ݶ�Ϳ���㣬������Ϳ���л��γ��˿�϶���ݶ�[17]��
4 ����Ϳ���Ʊ�����
����Ϳ��ķ�չ�н�30�����ʷ������Ϳ����Ʊ�����Ҳ���ڲ��ϵĸĽ���Ŀǰ���Ʊ�����Ϳ��Ƚϳ���ķ�����������������Ϳ���������ĵ����������������Ҳ�����������죬Ӧ�ü�������������Ϳ�����ܵ��о�Ҳ�кܶ࣬��ѧ������������Ʊ�����Ϳ�����ڷ�չ֮�С�
4.1 ����������Ϳ
����������Ϳ�ǰѽ������մɷ�ĩ������µĵ���������棬���õ���������������Ϳ���ϼ��ȵ����ڻ������״̬���ڸ��ٵ������������������£�����ײ���������档��Ϳ�����У���������Ϳ���ϱ����ȴﵽ�ۻ�����ۻ�״̬��Ȼ���DZ������ƶ�������ǰ����ķ��нΣ������һ���Ķ��ܳ��������棬����ǿ����ײչƽ�ɱ�ƽ�㲢˲�����̡������γɵ���ͿͿ��������������������������ʲ���ʽ�ѵ���һ��IJ�״��֯�ṹ(ͼ2)��Ϳ����������Ľ���Ի�е���Ϊ�������������֮�䲻�ɱ���ش���һ���ֿ�϶��ն�������Ϳ���϶��һ����8%~20%֮�䡣
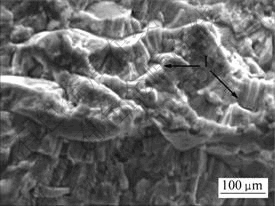
ͼ2 APS�Ʊ���TBCƬ��ṹ[18]
Fig.2 Lamellar structure of APS TBC
Ϳ�����������Ϳ����������ء�APS���յ��ص��Ƕ�Ϳ����ϵ�Ҫ����ɣ������ʸߣ�������㣬�Ʊ��ɱ���, Ϳ�����֯��Ƭ��״����϶�϶࣬�������ܺá����ǣ�Ϳ���н϶����������Լ�Ƭ���
�涼���ܳ�Ϊ����Ϳ��ʧЧ������Դ��
4.2 �����������������
��������չ������EB-PVD TBC���ø��ܵ��������Ȳ������մ�Դ���մ�������ԭ����ʽ�����������϶��γɵġ����Ʊ��ݶ�����Ϳ��ʱ��ʵ���˽���ճ������մɲ�֮��ṹ�ͳɷֵ��������ɡ��������º���������ʹճ������մɲ�֮���γ���ɢ���Ӷ��������ڽ��档EB-PVD TBC��֯Ϊ��ֱ�ڻ���������״��(ͼ3)����״������������ұ���ϣ��ȶ��Ժܺã��Ҹ�������
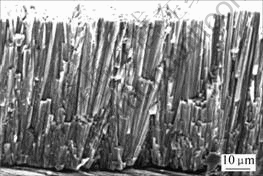
ͼ3 EB-PVD�Ʊ���TBC��״���ṹ[19]
Fig.3 Columnar structure of EB-PVD TBC
״��֯�ṹ�������õ�Ӧ���������, �Ӷ���������Ϳ��Ŀ���ƣ�͵����ܣ����⣬EB-PVD TBC����⻬�����ټӹ�����Щ������APS TBC��ȵ��������ڡ����ǣ�EB-PVD�ij������ʱ�APS��, �豸��۰���; ��Ԫ������ѹӰ��, Ϳ��ijɷֿ��ƽ����ѣ����������Ҫ���ȣ������ߴ粻��̫��[19-20]��
������洦���Ǹ��ܱ��洦��������һ����Ҫ�ֶΣ�Ŀǰ����������ѶԼ�����洦�����������˴�����ʵ���о�[21-23]��
�ڶ�����Ϳ���ȡ�������۵Ĺ����У�������Դ�����ƶ������Ͽ������̲������ȡ����ܵ����ṹ���ұ�����ȸߡ�Ŀǰ��������������Ϳ��ͨ�������ַ�ʽ��һ�����Ⱦ�APSԤ��ZrO2-Y2O3/MCrAlYͿ�㣬Ȼ��Ա��污����м������ۣ���һ���ǽ���ĩ�͵����������������������������մɲ��������ϴ������������ƣ����۷�㲻������APS�����Ʊ��մɲ㣬Ϳ�㺬�д��������������ƶ���Ϳ����ǿ�ȵͣ������䣬��Щȱ�ݶ��ᵼ�¸���ʱ����ʴ���θ�ʴ��������ʹͿ�����ڱ��ƻ���Ӧ�ü������ۿ���������ȱ�ݣ����Ϳ���������ӳ�Ϳ�������������������۵�ZrO2Ϳ�㣬���ֽ��ܶѻ�����״���ṹ����״����������������ֱ�ڻ�����档�������۷��ZrO2�մɲ��ȵ��ʱ������Ͻ�����Լ��30����ͬʱ����״����֯���ڼ����ɻ���������Ϳ������ϵ����ͬ������Ӧ��Ҳ�൱��Ч����ȴ�ٶȿ�ʹ����ƽ���ౣ�������£������ͱ����˰�������仯����ת�䣬�����γ������࣬��ʱ�������༱�佫������ɢת�������ķ���(t��)���ڶ��о��������������۶��ڸ���APS TBC�����������ԡ�
4.4 ��ѧ�������
��ѧ��������Ĺ��չ��̰����ɽ���-�л���IJ���ĸ������ƺ�ﯣ�Ȼ�����ȱڷ�Ӧ����������Ӧ�Գ�������Ϳ�㡣��CVD���չ����У������Ļ�����ķֽ���������¯�������з����ģ��������¶�һ����850~1 200 K��ѹ����500��1 000 Pa����APS��EB- PVD�IJ�֮ͬ���ǣ�CVD�������������ʹ�����Դ�������ʽ�������Ӵ�����������Ϳ��[24]�����⣬����������ǿ��ѧ�����������һ�ֳ�������Խϸ�(��250 ��m/h)���ɱ���Ե������ܱ�����EB-PVD�����Ʊ�����֯��̬���Ƶ�CVD����[25]�������Ҳ���˲��ü��⸨����ѧ������������Ʊ�����Ϳ�㣬��Ϳ����д��������ͽ�С���ȵ���[26]��
���⣬���ôſؽ���[27]����ը��Ϳ[28]�ȿ��Ʊ�����Ϳ����մɲ�����ճ��㡣
5 ����Ϳ��ʧЧ����
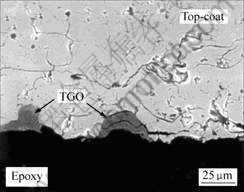
����Ϳ��ʧЧ����������Ϳ��Ӧ�õľ��ϰ�������Ϳ��������Ҫԭ������ѭ��������Ӧ���IJ�������һӦ������4�����棺����ճ����������������Ӧ�������Ӧ�����¶��ݶȷֲ��������Ӧ���������Ͳ�ƥ���������Ӧ��[29-39]����MCrAlYճ�����YPSZ���֮��������������ﱻ��Ϊ��Ϳ��ʧЧ�ĸ���ԭ��
5.1 TGO����Ӧ��ʧЧ
MCrAlY/YPSZ�����ֻҪ��3~4 ��m�����������������������մɲ���䡣ʧЧ���������ڽ���ճ���/�մɲ���洦��MCrAlYճ�����������̷�2���Σ��ڵ�1�Σ�ճ�����Alѡ���������γ�Al2O3�㣬��������ȡ����Ϳ���Ⱥ���Ԫ�صĺ��������ڵ�2�Σ������ĺ�����Ԫ�ط��������������������һ�γ����ȡ�����ѡ����������AlԪ�صĴ������ģ���ʹ�ô���Cr��Co��Ni��Ԫ�ظ��������ѡ��������ʧ����������Cr��Co��Ni��Ԫ�ص�������(ͼ4��5)����AlԪ�غ�����10%ʱ��Cr2O3��NiO���γɡ������������У�Cr/Ni��������������Ni(Al��Cr)2O4��������Ҫ��Al2O3�����ڲ�������չ��NiCr2O4��Ni(Al��Cr)2O4��Cr2O3��NiO��CoO���γɽ��������TBC��ʧЧ��
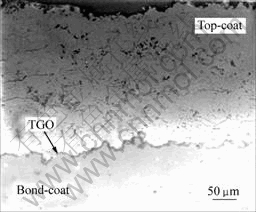
ͼ4 TBC����������֯[34]
Fig.4 Microstructure of TBC cross-section
ͼ5 ��ѭ�������ñ��״TGO[34]
Fig.5 Hat-shape TGO after thermal cycling
����˫��ṹ����Ϳ����˵������ѭ���������£�TGO�ڲ��Լ�TGO/MCrAlY��TGO/YPSZ�Ľ������Ӧ�����в����ܷ�������IJ�λ���������ݶ�����Ϳ����ԣ�һ��������Al2O3����ճ���֮���γ��ˡ���Ƕʽ�����棬�����Al2O3(TGO)��MCrAlY��Ľ��ǿ�ȶ�ʹͿ�������ش˽�����ѣ���һ���棬���ڳɷ���ṹ���ݶȹ��ɣ��˷���Ӧ�����У����Ϳ���ش˽�����ѵĿ�����Ҳ��С�������ݶȹ��ɲ�ΪAl2O3��YPSZ�Ļ�ϲ㣬��YPSZ��������ֹ���ã�����MCrAlY�ڲ���ɢ������Al2O3������Ӧ�����ж����յ��¿��ѡ�Ϳ��ʧЧ��
5.2 ����Ӧ��ʧЧ
���Ϳ��������;�������֣�һ�Ǽ�ǿͿ���롡����Ľ��ǿ�ȣ����ǽ���Ϳ���е�Ӧ��������Ϳ���е�Ӧ�������غ�Ӧ���ĵ��ӣ��غ�Ӧ������Ϳ�㹤������������Ӧ����Ϳ���γɹ����в������Ȳ���Ӧ��������ǰ������Ϳ��ṹ��Ƴ��ܵ��غɾ����ģ���������̫��ʵ�������Ͳ���Ӧ�����ǿ��ܵ�[40-42]��
5.2.1 ����Ӧ�����γɻ���
����Ϳ���в���Ӧ���γɻ�����Ҫ����Ϊ���¼������棺
1) ��Ϳ�����̹����в����Ĵ��Ӧ�����ۻ����մ�Һ����Ϳ����Ļ�������Ѿ���ȴ���̵�Ϳ�㣬��ȴ�����ܵ������������Ϳ���Լ�����Ӷ��������Ӧ����
2) ����ǹ�ƶ������в����IJ��Ӧ����APS TBC�ij���������������ǹ����ƶ������ģ�������Ϳ��IJ�״�ṹ����ǹÿ�ƶ�һ�Σ��µ�Ϳ�㶼���Ѿ��γɵ�Ϳ�������̣��Ӷ��������Ӧ����
3) ��Ϳ��ɺ����ȴ��������Ϳ��ͻ����в�������ȴӦ����������Ϳ����Ϻͻ��ײ��ϵ�������ʧ����ɵġ�
4) ��������Ӧ�����¶ȱ仯ʹͿ��ͻ��ײ��ϲ�����䣬���²��ϵ��ܶȡ�����ģ���ȷ����仯���Ӷ��������Ӧ����
5.2.2 ���Ͳ���Ӧ���Ĵ�ʩ
������մɴ��Ӧ������������Ӧ���Ĺ��ױȽ�С��������ǹ���ͷ��ٶȺͼ�ǿ��Ϳ�����жԹ����Ľ��´�ʩ���Դ���Ƚ�������ǹ�ƶ�һ�˹����в����IJ��Ӧ������ȴӦ�������������Ϳ����Ϻͻ��ײ��ϵ�������ϵ�����ϴ�����ȴ�����������͡�ʧ���������Ӧ����������Ϳ�����Ӧ������Ҫ����Դ���������Ԥ���¶ȵĸߵͣ�������������ʧ����ɵ�Ӧ����С��ֱ�ӵ�Ӱ�졣����Y2O3�ȶ�ZrO2�е��ķ��࣬�Ӷ�������䵼�µ�����仯��������Ӧ�������⣬���ɲ����ݶȽṹͿ�㡢���ZrO2�ա����ɡ�SiO2��TiO2��Al2O3�ȵڶ�����Լ���Ϳ���е���Ӧ��, �������Ϳ��Ŀ��ȳ��������
Ŀǰ����������˶Բ���Ӧ�����γɻ��������ʹ�ʩ�����о��⣬���Բ���Ӧ������ģ�͡�����Ԫģ�⼰���Է����ȷ�������о�[43-46]��
5.3 �θ�ʴʧЧ
ȼ���ֻ����õ�ȼ���к���Na��S�����ʣ���Na2SO4��ʽ�����ڸ��²����ϣ��Ӷ�������Na2SO4��ʴ������Y2O3�����ȶ���ZrO2�����丯ʴ��ӦΪ
�ȶ���ԪY2O3ͨ�����ϸ�ʴ��Ӧ��ZrO2���������ȶ���Ԫ������ZrO2���ķ�����������б���ת��, ������ת����������仯��������Ϳ��ʧЧ��Ϊ���Y2O3�ȶ���ZrO2Ϳ��Ŀ�V��S�ĸ�ʴ���ɲ��ּ���Al2O3��SiO2���γɹ���ﯺ�������ʹͿ�㿹��ʴ������ߡ�
�����������EB-PVD TBCʧЧ�������о�Ҳ�϶�[47]������EB-PVD TBC�Ľṹ��APS TBC�Ľṹ���ڽϴ�����ʧЧ����Ҳ������𡣴����о�������EB-PVD TBC�İ�����Դ�ڽ���ճ���/TGO�Լ�TGO/�մɲ�����ϣ���ǿ�Ⱥ���ճ���Ľ����ֱ��Ӱ��Ϳ���ʹ�����������磬����EB-PVD������Ni�����ºϽ�����ϳ���NiCoCrAlYճ����ZrO2+(6%-8%)Y2O3��㣬������Ϳ�����ѭ��������������������YPSZ�������״�������γ����ƣ�Ȼ����ͨ�������մ����������ɢ��������������TGO�У�TGO�в������Ʋ�����������ճ�����������ķ���������������������ӣ�Ӧ��������������Ϳ��ʧЧ[3]��EB-PVD TBC��ʧЧ��ճ�����ϡ�ճ�����Ʊ����ռ�TBC�����ĸ��»����� ��[48]��
6 ����Ϳ������Ԥ��
��ʮ���������·���Ϳ������Ԥ���о�����ȡ�ý�չ���˷��˳���ģ��ʵ���������,��Ϊ��ǰ����ʵ������������������������Ϳ�������ȡ����Ϳ�����γɵ�����Ĥ����������Ҫ��Ӱ������������Ĥ����ѧ���ʣ�������ģ����������ϵ��������ǿ�ȡ�����Ĥ/ճ��������ǿ�ȵȡ��о�����Ĥ���ƻ�����������������Ĥ��ѧ����֮���������ϵ�����о�����Ĥ�����ԵĹؼ����ɸ�����������ѧ���۳�������������Ĥ�Ŀ��ѺͰ������������ͳ�ƹ��ɣ�ʹ������������ѧ����ģ�ͻ����Ӷ�ʵ�ָ��·���Ϳ�������ĺ���Ԥ��[49-51]��
6.1 ������������ѧģ��
Pt-AlͿ����һ�ֺܺõĸ��¿�����Ϳ�㣬�����ڵ��Pt�Ļ�����ͨ��CVD��Al������á���Ϳ����1 065 �������֮���ڿ����н���ѭ����������[50]������������������������Pt-AlͿ������ģ�͡���Ϳ������ģ����4����Ҫ��ɲ��֣���������ѧ������Ĥ����������䣻ѭ���������嶯��ѧ���������γ�Ԫ�ص�ƶ���������γɱ���������ĤAlԪ�ص��ٽ纬��������Ԥ�ⷽ����
6.1.1 ��������ѧ
��һ����ѭ���������γɵ�����Ĥ������moxide���������������̸�����

����(4)���γɵ�����Ĥ����������Ϳ�����������������ϵ����������ѭ�����̵�ĩ�ڷ���������Ĥ�İ��䣬����Ĥ�ĺ�ȼ�С�ˣ������ٶ������ˡ�������Ĥ����������ٶȿɲ��õ�Чʱ��ĸ�������ģ��ѭ�������еĵ�Чʱ��te��Ӧ���ڵ����������γ�����Ĥ��Ȳ�����Ҫ��ʱ�䡣����ѭ�����ں͵�ʱͿ�����������Ĥ�ĺ�ȿɼ���ÿ��ѭ���ĵ�Чʱ��te��
6.1.2 ����Ĥ�İ���
������������Ĥ����ķ�������������ѭ������������Ĥ������ms�����й�ϵ������
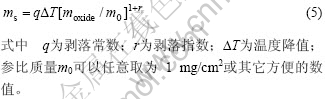
���ԣ�ֻ�г���q��r��Ҫ��ʵ��������������
6.1.3 ѭ�����������嶯��ѧ
ѭ���������嶯��ѧ������������ѭ������������Ĥ����������䡣����ѭ����Ϳ������ϲ�������Ĥ������mt�ɱ���Ϊ
![]()
�ۻ������仯�����������Ĥ����������Al�������������ѭ�������ĺ���������ѭ��n�κ�λ������ۻ������仯mc�ı���ʽΪ
![]()
���������Ͱ����������Ĥ�γ�Ԫ�ش�Ϳ������ģ����ۻ����������mm(��Ӧ�ڵ�n��ѭ��)�ɱ���Ϊ
![]()
����ÿ����ѭ��������Ҫ�������moxide��ms�� mt��mc��mm��te��
6.1.4 ����Ԥ��Ļ�����˼
����Ĥ�γ�Ԫ��Al��Ϳ���е����������;������һ����Al������ɢ���γ�һ������Ĥ������ѭ���������������ֻ�ȫ�����䣻��һ����Al������ڵ���ɢ�����ڻ������������ɢʮ�ֻ���ʱ���ڵ�n��ѭ���������£�����������̶Ⱥ�Ϳ���е�Al�����ɸ����������Ͱ��������Al��ĵ�����ƽ�������ƽ�������á���Ϳ���е�Al����Ϊ��ʱ��Ϳ�������ҲΪ�㡣
6.2 ��������Ϳ������Ԥ��ģ��
���ڴ�����������ʹ�õ�����Ԥ��ģ�Ͷ��ǻ���Miller����ķ���[52]�����ķ����а�����ճ��������ͻ�еѭ���йص��ۻ��ƻ��������Ѿ��õ�֤ʵ���������Ǹ��Ե�ʹ�þ��飬��Щ����߲��Ϸ�չ�γ��˸��Բ�ͬ��ģ�͡�һ�µ�����Щģ���ж�������һ���ձ����������ģʽ��
����A�������ڲ�����ճ������մɲ�֮���γ���������������Ӱ�죬�ձ���ΪTGO����γ���һ����������������չ�͵���TBCϵͳʧЧ����Ҫ���ء�����֮�⣬�������ر�������ﯳ�������Ĥ�ƻ�Ҳ��һЩģ���б����롣���ܽ����������Լ��л�е�����������ص�TBC��ʧЧ��Ϊ���˴����о���������Щģ�͵�ƥ��������ڼ����������»�õģ���û��ͨ���Է����������IJ�����������֤����ˣ�Ҫ��TBC���ƻ����ƽ����о������ܽ�һ����ͨ����������ȷ����ģ�����Ƶ����㷺���ⲿ������ȥ���ܵ���˵���ڽ����ϳ��ֵĸ�ѹӦ�������������ﳤ���ȷֲ������Ⱥ���ʩ�ӵ��غ�������ġ�Ӧ������������������չ���Ӷ�ʹ���մɲ���䣬�����ϵͳ������������Щ��������������Ҫ�˽�TBC���۽ṹ����Ԫ���ԡ��Լ�ʱ����¶ȵĺ��������ǣ���ǰ���о�������ȫ�棬�м�����������Ҫ������ϸ��̽����1)����ﯲ����Ӧ���IJⶨ��2)ճ�����ѧ��Ϊ�IJⶨ��3)������Ԫ����ģ�����Ʋ�����4)���漸��ѧ��Ӧ�á�����ۺ����������о��ɹ�����������TBC����Ԥ��ģ�ͣ��⽫���������ṩһ����һ���Ż�TBC�Ļ���[52-53]��
7 ����Ϳ�㷢չ����
7.1 ���ṹ����Ϳ��
��ͳ�ṹ��Y2O3�����ȶ���ZrO2����Ϳ�㣬���������մ�һ�����������ء�����Ϳ���ڵ���������Ϳ�����У������γ�һЩ���ơ�Ȼ�������մɾ߱����ṹʱ�����Դ�ͣ�Ϳ��Ӧ�����ͷſ���ͨ�����绬����ʵ�֡�
�Ʊ����ṹͿ��ķ�����Ҫ�У��ſؽ��䡢���������������ѧ�����������������ܽ�-����������������Ϳ�ȡ�������������ȣ�����Ϳ�����Ʊ����ṹͿ����й��ռ�Ϳ��ͻ����ѡ��Χ�㡢Ϳ���ȱ仯��Χ����Ч�ʸ��Լ������γɸ���Ϳ����ŵ㡣����Ϳ�Ʊ����ṹͿ���ڹ�ҵ�����Ź�����Ӧ��ǰ���������Ϊ�������о����ȵ�[54]��
����Ϳ���Ʊ�����Ϳ���������dz���Ҫ��������Ҫ���[55]��һ�������������ᡢ����С���ȱ�������ڻ��ı�������ʵͣ����γ����ܵ�Ϳ�㣬��ˣ�����Ϳǰ��Ҫ��������������������������ʹ���ž۳ɾ������ṹ������ĩ��Ȼ����������Ϳ�Ʊ�Ϳ�㣻�������������������Ϳ�����г�����Ϳ���б��������ṹ�����о����������ٵļ��ȺͶ�ʱ���ͣ�������ƾ����������Ҫ����������������Ϳ���ټ���(106~107 K/s)����ĩ�����ڻ����е�ͣ��ʱ�伫��(ms)����������Ϳ�����£�ԭ����������ɢ�����������������Ӷ�������Ϳ�����γ���������ˣ�������Ϳ�Ʊ����ṹͿ��ʱ, һ����ø�����Ϳ���ա�
����Connecticut ��ѧ��New York ������ѧʯϪ��У��չ�����ṹ����Ϳ����о���Lima��[56]���þ�����������������������������ĩ�͵���������Ϳ�İ취�Ʊ�����YPSZ���ṹ����Ϳ�㣬�������ȷֲ���խ�ķ�ĩ������������Ϳ�����ۻ���Ϳ���е���Ҫ��Ϊ�ķ���t'��������������Ϳ��ͬʱ�����б���⻬�����Ժõ��ŵ㣬���Ʊ������У�������ԭ�ϲ����ۻ���ճ�ϼ������ã�ʹδ�ۻ��ķ���ԭ��ճ���һ�����壬������ʹԭ�Ϸ�������ṹ������������Ϳ���С�����ĩ�Ʊ�������Ϳ��Ľ�������֯�ṹ��ͼ6��ʾ[57]��
ͼ6 ����ĩ�Ʊ��������Ϳ�������֯[57]
Fig.6 Cross-section area microstructure of zirconia coating from nano-powder
�ڹ��ڣ��Ϻ��������о������ô���������ž����ĩ�͵���������Ϳ�İ취�Ʊ������ṹYPSZ����Ϳ�㣬Ϳ���еĿ�϶�ʴ�ԼΪ7%���������ṹ��ĩ�еĵ�б�౻ת��ΪͿ���е��ķ��࣬���״η����˳��ṹ�����⣬���ϴ�ѧ�������ڶ��ڱ�����ѧԺ�������������շ���������˾���й���ѧԺ���������о������й����������о�Ժ�ȶ��ֱ�չ�����ṹ����Ϳ������ƹ������о�������Ҫ����������ĩ����Ϳ���ա���Ϳ��֯���ṹ�����ܵȷ���[58-64]��
������ṹ����Ϳ����о��ص㽫��Ҫ����������ĩ������Ϳ�����еļ�������ȴ���̡�Ϳ��ʧЧ�����о���ģ��ȷ��档
7.2 �ݶȽṹ����Ϳ��
�����ݶ�����Ϳ������ɷ���������϶�����������ṹ�仯3�֣�Ŀǰ�������о�֮�У���������õ���������Ϳ�͵�������������������ַ�ʽ�Ʊ����ڹ��ڣ��Ͼ����պ����ѧ������������ѧ���й���ѧԺ�Ϻ��������о����Ȳ��õ���������Ϳ�Ʊ����ṹ�ݶ�����Ϳ�㣬��������̽�Ե��о�����ݱ��[65]���õ�����������������취�Ʊ����ݶ�����Ϳ�㣬�о����ݶ�����Ϳ��ʧЧ��������ƣ����Ϊ�ȡ������ϣ����Portinhaa��[66]�Ʊ��˿�϶���ݶ�����Ϳ�㣬���������Ϳ����ʾ�����õĿ��������ܡ�
�ݶ�����Ϳ����о�������ҪΪ[67-69]���ݶ�Ϳ����Ʊ����յ��Ż�����Ӧ���ɳ���Ϳ��ṹ��ϵ�������ģ�⡢���������ܵ�����Լ��ڲ�ͬ����������ʧЧ�����ȷ�����о���
7.3 Һ��ע�����������Ϳ����Ϳ��
Һ��ע�����������Ϳ�ǽ��������ֵ�һ�ֺ���ǰ;��Ϳ���Ʊ����������ڼ���û�б�������Ҫ�ǹ��������һЩ̽�����о�[70]��Һ��ע�����������Ϳ�Ʊ�����Ϳ���ԭ����ͼ7��ʾ�������Һ���������������������������£������������죬������������У����ȵ��������з�����������ѧ��Ӧ�����������������ϡ�
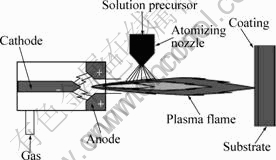
ͼ7 Һ��ע�����������Ϳ�Ʊ�����Ϳ��ʾ��ͼ[71]
Fig.7 Schematic drawing of equipment for depositing thermal barrier coatings through solution precursor plasma spray
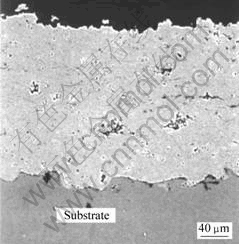
Xie��[71-75]����ZrO2-7%Y2O3�������ҺΪǰ�����Ʊ�������Ϳ��(ͼ8)����ѭ��ʵ������ʾ����ĩע�뷨�Ʊ��ij�������Ϳ��ֻ�ܾ���400�����ҵ���ѭ����EB-PVD�Ʊ�������Ϳ����780�����ң�Һ��ע�뷨�Ʊ�����������Ϳ��ɾ���ƽ��Ϊ1 018����ѭ������ѭ�����ܵõ����ƣ�Ϳ�����������ҪΪ��ת���͵��ķ��࣬����1 121 ������ѭ��ʱ����䷢�������ƵĿ��Ȼ�������ѭ�����������Ӷ����ӣ�Ϳ���Ӳ������ѭ�����ڻ��������ӣ�Ϳ�����״���ṹ����ѭ�������е��Ա�����Һ����������������Ĵ�����ȶ�Ϳ��ij���Ч�����źܴ��Ӱ�죻Ϳ��ʧЧ��Ҫ�������մ�����ڻ��մ������ճ���Ľ��洦��

ͼ8 ��Һ�Ʊ������������Ϳ�������֯[71]
Fig.8 Microstructure of cross-section area of nano-structured zirconia coating from solution
�ܵ���˵������Һע�����������Ϳ�����Ʊ�������Ϳ����������ص㣺1)���ص����ṹ��Ϳ��ľ����ߴ��СΪ10~30 nm�����ȵ�����������϶�������������ƣ�������Ƭ��״������Ƭ�㾧���磻2)������������̱����ƣ�3)Ϳ��������õĿ��������ܡ�
7.4 ����Ϳ���о��ص�
��50���������չ�ҵѸ�ͷ�չ��Ҫ��Ӵ�ȼ�����������ر������Ч�ʡ���Լȼ�ͣ�ȼ���ֻ��Ĺ����¶Ȳ�����ߡ�Ŀǰ���������ºϽ�ʹ���¶��ѽӽ����ޣ��ڴ�����£�����Ϳ��Ŀ���Ӧ�ñ����Ϊ�ؼ���������һ��������Զ�ij��ڹ�����
��������Ϳ���Ѿ��ɹ�����ȼ����������ȼ���Һ�����ҶƬ�����Ի�����������Ҫ��һ���о��ͽ�������⣺
1) �����ȵ��ʣ�
2) �մɱ�����ϳɷֵ��Ż���
3) Ϳ��ʹ������Ԥ��ģ�ͣ�
4) �����⼼����
5) Ϳ���ȶ��Ե�ģ�⣻
6) ���Ƹ��¸�ʴ���ܡ�
REFERENCES
[1] Belle W, Marijnissen G, Lieshout A V. The evolution of thermal barrier coatings-status and upcoming solutions for today��s key issues [J]. Surface and Coatings Technology, 1999, 120-121: 61-67.
[2] Schulz U, Leyensa C, Fritscher K. Some recent trends in research and technology of advanced thermal barrier coatings [J]. Aerospace Science and Technology, 2003, 7: 73-80.
[3] XU Hui-bin, GAO Hong-bo, LIU Fu-shun, et al. Development of gradient thermal barrier coatings and their hot-fatigue behavior [J]. Surface and Coatings Technology, 2000, 130: 133-139.
[4] Schilbe J E. Substrate alloy element diffusion in thermal barrier coatings [J]. Surface and Coatings Technology, 2000, 133-134 : 35-39.
[5] Lelait L, Alperin S, Merrel R. Alumina scale growth at zirconia-MCrAlY interface: a microstructural study [J]. Journal of Materials Science, 1992, 27: 5-12.
[6] ��ݱ�,������,����˳. ���շ���������Ϳ�������ϵ���о�[J].����ѧ��, 2001, 21: 7-12.
XU Hui-bing,GONG Shen-kai, LIU Fu-shun. Recent development in material design of thermal barrier coating for aeroengine [J]. Acta Aeronautica et Astronautica Sinica, 2001, 21: 7-12.
[7] Cao X Q, Vassen R, Stoever D. Ceramic materials for thermal barrier coatings [J]. Journal of the European Ceramic Society, 2004, 24: 1-10.
[8] Clarke D R. Materials selection guidelines for low thermal conductivity thermal barrier coatings [J]. Surface and Coatings Technology, 200, 163 -164: 67-74.
[9] Seiferta S, Litovskyb E, Jacob T, et al. Thermal resistance and apparent thermal conductivity of thin plasma-sprayed mullite coatings [J]. Surface and Coatings Technology, 2006, 200: 3404-3410.
[10] Xu Q G, Pan W, Wang J D. Preparation and thermophysical properties of Dy2Zr2O7 ceramic for thermal barrier coatings [J]. Materials Letters, 2005, 59: 2804-2807.
[11] Taylor R E, Wang X, Xu X. Thermophysical properties of thermal barrier coatings [J]. Surface and Coatings Technology, 1999, 120-121: 89-95.
[12] Chen H, Zhou X M, Ding C X. Investigation of the thermomechanical properties of a plasma-sprayed nanostructured zirconia coating [J]. Journal of the European Ceramic Society, 2003, 23: 1449-1455.
[13] Leoni M, Jones R L, Scardi P. Phase stability of Scandia-yttria-stabilized zirconia TBCs [J]. Surface and Coatings Technology, 1998, 108-109: 107-113.
[14] Chen H C, Pfender E, Heberlein J. Plasma-sprayed ZrO2 thermal barrier coatings doped with an appropriate amount of SiO2 [J]. Thin Solid Films, 1998, 315: 159-169.
[15] Matsumoto M��Yamaguchi N��Matsubara H. Low thermal conductivity and high temperature stability of ZrO2-Y2O3-La2O3 coatings produced by electron beam PVD [J]. Scripta Materialia, 2004, 50: 867-871.
[16] ������. ����21���͵�����Ϳ��ṹ���[J]. ���ϱ���, 2000, 33: 86-88.
LIU Fen-ling. The Structure design of thermal barrier coating for 21 Century [J]. Materials Protection, 2000, 33: 86-88.
[17] Guo H, Bi X, Gong S, et al. Microstructure investigation on gradient porous thermal barrier coating prepared by EB-PVD [J]. Scripta Materialia, 2001, 44: 683-687.
[18] Kulkarni A, Wang Z, Nakamura T. Comprehensive microstructural characterization and predictive property modeling of plasma-sprayed zirconia coatings [J]. Acta Materialia, 2003, 51: 2457-2475.
[19] Schulz U, Schmucker M. Microstructure of ZrO2 thermal barrier coatings applied by EB-PVD [J]. Mater Sci Eng A, 2000, A276: 1-8.
[20] Vaidyanathan K K, Gell M, Jordan E. Mechanisms of spallation of electron beam physical vapor deposited thermal barrier coatings with and without platinum aluminide bond coat ridges [J]. Surface and Coatings Technology, 2000, 133-134: 28-34.
[21] Wu Y N, Zhang G, Feng Z C, et al. Oxidation behavior of laser remelted plasma sprayed NiCrAlY and NiCrAlY-Al2O3 coatings [J]. Surface and Coatings Technology, 2001, 138: 56-60.
[22] Batista C, Portinha A, Ribeiroa R.M. Morphological and microstructural characterization of laser-glazed plasma-sprayed thermal barrier coatings [J]. Surface and Coatings Technology, 2006, 200: 2929-2937.
[23] Voisey K T, Clyn T W. Laser drilling of cooling holes through plasma sprayed thermal barrier coatings [J]. Surface and Coatings Technology, 2004, 176: 296-306.
[24] Vargas-Garcia1 J R, Goto T. Thermal barrier coatings produced by chemical vapor deposition [J]. Science and Technology of Advanced Materials, 2003, 4: 397-402.
[25] Preauchat B, Drawin S. Properties of PECVD-deposited thermal barrier coatings [J]. Surface and Coatings Technology, 2001, 142-144: 835-842.
[26] Goto T. Thermal barrier coatings deposited by laser CVD [J]. Surface and Coatings Technology, 2005, 198: 367-371.
[27] �� �������ϳɣ��ƽ. ��Ƶ�ſؽ����������Ϳ��ṹ������������������[J]. ���ղ���ѧ��, 2000, 20: 61-66. GAO Yang, CHEN Meng-cheng, LI Jian-ping. Characteristic of microstructure and high temperature properties of sputtered coatings [J]. Journal of Aeronautical Materials, 2000, 20: 61-66.
[28] Ke P L, Wu Y N, Wang Q M, et al. Study on thermal barrier coatings deposited by detonation gun spraying [J]. Surface and Coatings Technology, 2005, 200: 2271-2276.
[29] Thornton J, Ryan N, Stocks G. The production of stresses in thermal barrier coating systems by high temperature oxidation [A]. Proceedings of the 7th National Thermal Spray Conference [C]. Boston, 1994: 633-638.
[30] Lee E Y, Sisson. R D. The effect of bond coat oxidation on the failure of thermal barrier coatings [A]. Proceedings of the 7th National Thermal Spray Conference[C]. Boston, 1994: 55-59.
[31] Shillington E A G, Clarke D R. Spalling failure of thermal barrier coating associated with aluminum depletion in the bond-coat [J]. Acta Materialia, 1999, 47: 1297-1305.
[32] Bi X F, Xu H B, Gong S K. Investigation of the failure mechanism of thermal barrier coatings prepared by electron beam physical vapor deposition [J]. Surface and Coatings Technology, 2000, 130: 122-127.
[33] �� ά������ϼ����п�. ����Ϳ��������ܺ�ʧЧ�����о���չ[J]. ��ѧ��չ��2003, 33: 548-559.
MA Wei, PAN Wen-xia, WU Chen-kang. Progress in Research on the material properties and failure mechanisms of thermal barrier coatings [J]. Advances in Mechanics, 2003, 33: 548-559.
[34] Schlichting W, Padture N P, Jordan E H. Failure modes in plasma-sprayed thermal barrier coatings [J]. Mater Sci Eng A, 2003, A342: 120-130.
[35] Madhwal M, Jordan E H, Gell M. Failure mechanisms of dense vertically-cracked thermal barrier coatings [J]. Mater Sci Eng A, 2004, A384: 151-161.
[36] �� �棬������. ����Ϳ����о���չ[J].���ܲ���, 2003, 34: 254-257.
LIN Feng, JIANG Xian-liang. Review on thermal barrier coatings [J]. Functional Materials, 2003, 34: 254-257.
[37] Xu T, Faulhabera S, Mercer C. Observations and analyses of failure mechanisms in thermal barrier systems with two phase bond coats based on NiCoCrAlY [J]. Acta Materialia, 2004, 52: 1439-1450.
[38] ����˨, ����ǿ, ������. �ڸ�����价���е�����Ϳ��ʧЧ��Ϊ[J]. ����ѧ����2005, 26: 121-124.
GAO Yong-shuan, CHEN Li-qiang, GONG Sheng-kai. Failure behavior of thermal barrier coating in creep environment [J]. Acta Aeronautica et Astaonautica Sinica, 2005, 26: 121-124.
[39] Chena W R, Wu X, Marpleb B R. Oxidation and crack nucleation growth in an air-plasma-sprayed thermal barrier coating with NiCrAlY bond [J]. Surface and Coatings Technology, 2005, 197: 109-115.
[40] Scardi P, Leoni M, Bertini L. Strain gradients in plasma-sprayed zirconia thermal barrier coatings [J]. Surface and Coatings Technology, 1998, 108-109: 93-98.
[41] ��־ƽ�������壬�� ��. ����ͿͿ�����Ӧ���IJ��������[J]. ����ѧ����1999, 20: 278-285.
WANG Zhi-ping, DONG Zu-jie, LI Li. Measuring and analysis of residual stresses in thermal spraying coatings [J]. Transaction of the China Welding Institution, 1999, 20: 278-285.
[42] Ӧ��ʤ, ��ȫ��, �����. ����������ͿͿ���в���Ӧ������[J]. ���漼����2004, 33: 15-17.
YING Bao-sheng, GAO Quan-jie, DAN Bin-bin. Analysis of residual stress in plasma spray coatings [J]. Surface Technology, 2004, 33: 15-17.
[43] �� ά������ϼ�����ĺ�. ����ͿͿ���в���Ӧ�����������о���չ[J]. ��ѧ��չ��2002, 32: 41-56.
MA Wei, PAN Wen-xia, ZHANG Wen-hong. A review of research the residual stress in thermal spraying coatings [J]. Advances in Mechanics, 2002, 32: 41-56.
[44] Sfar K, Akta J, Munz D. Numerical investigation of residual stress fields and crack behavior in TBC systems [J]. Mater Sci Eng A, 2002, A333: 351-360.
[45] He M Y, Hutchinson J W, Evans A G. Simulation of stresses and delamination in a plasma-sprayed thermal barrier system upon thermal cycling [J]. Mater Sci Eng A, 2003, A345: 172-178.
[46] Zhang, X C, Xu B S, Wang H D. An analytical model for predicting thermal residual stresses in multilayer coating systems [J]. Thin Solid Films, 2005, 488: 274-282.
[47] Padture N P, Gell M, Jordan E H. Thermal barrier coatings for gas-turbine engine applications [J]. Science, 2002, 296: 280-284.
[48] Yanar N M, Kim G, Hamano S, et al. Microstructural characterization of the failures of thermal barrier coatings on Ni-base superalloys [J]. Materials at High Temperature, 2003, 20: 495-506
[49] ������. ������������Ϳ������Ԥ��Ļ�����������[J]. ��ʴ��ѧ�����������2005, 17: 12-14.
LEI Ming-kai. Theoretical aspect of life prediction of high-temperature protective coatings [J]. Corrosion Science and Protection Technology, 2005, 17: 12-14.
[50] �� �. ��ѭ������������Ϳ��������Ԥ��[J]. ���չ�����ά�ޣ�2000, 1: 30-31.
WU Xin. Life prediction of coatings under cycle oxidation [J]. Aeroengineering and Service, 2000, 1: 30-31.
[51] Lugscheider E, Nickel R. Finite element simulation of a coating formation on a turbine blade during plasma spraying [J]. Surface and Coatings Technology, 2003, 174-175: 475-481.
[52] Miller R A. Life modeling of thermal barrier coatings for aircraft gas turbine engines [J]. Journal of Engineering Gas Turbine and Power, 1989, 111: 301-305.
[53] Va?en R, Kerkhoff G, Stover D. Development of a micromechanical life prediction model for plasma sprayed thermal barrier coatings [J]. Mater Sci Eng A, 2001, A303: 100-109.
[54] ��־���������꣬��ӭ��. ����Ϳ�Ʊ�����Ϳ����о���״��չ��[J]. ����ѧ����2003, 24: 94-96.
LIANG Zhi-fang, LI Wu-sheng, WANG Ying-na. Current status and expectation of nanometer coating prepared by thermal spraying [J]. Transaction of the China Welding Institution, 2003, 24: 94-96.
[55] �����������ĸģ��� ��. ����Ϳ����о���չ[A]. ���߽��������Ϳ���ֻ��ߵڰ˽�ȫ������Ϳ���[C]. 2004: 35-38.
WANG Han-gong, SUN Wen-gai, YANG Hui. Research development of thermal barrier coating [A]. The Seminar of the Seventh International Thermal Spray and the Annual Meeting of the Eighth National Thermal Spray[C]. 2004: 35-38.
[56] Lima R S, Kucuk A, Senturk U, et al. Properties and microstructures of nanostructured partially stabilized zirconia coatings [J]. Journal of Thermal Spray Technology, 2001, 15: 150.
[57] Liang B, Ding C X. Thermal shock resistances of nanostructured and conventional zirconia coatings deposited by atmospheric plasma spraying [J]. Surface and Coatings Technology, 2005, 197: 185-192.
[58] Chen H, Ding C X. Nanostructured zirconia coating prepared by atmospheric plasma spraying [J]. Surface and Coatings Technology, 2002, 150: 31-36.
[59] Chen H, Ding C X, Soowohn L. Phase composition and microstructure of vacuum plasma sprayed nanostructured zirconia coating [J]. Materials Science and Engineering A, 2003, 361: 58-66.
[60] ���������� �棬�� �ţ���. ����Ϳ�������������ĩ���о�[A]. ���߽��������Ϳ���ֻ��ߵڰ˽�ȫ������Ϳ���[C]. 2004:161-165.
JIANG Xian-liang, LIN Feng, XU Xuan, et al. Study the nanometer oxide powder of thermal spray [A]. The Seminar of the Seventh International Thermal Spray and the Annual Meeting of the Eighth National Thermal Spray[C]. 2004: 161-165.
[61] ����꣬�����壬�� �Σ���.��������������Ϳ��YSZ��������Ϳ����۽ṹ[J]. ����ѧ��, 2003, 39(4)��31-36.
ZHANG Yu-juan, SUN Xiao-feng, JIN Tao, et al. Microstructure of YSZ nanometer thermal barrier coating prepared by air plasma spray [J]. Acta Metallurgica Sinica, 2003, 39(4): 31-36.
[62] ˰ �㣬�����̣��� �ۣ���.����������Ϳ���������Ϳ�����֯�ṹ������[J]. ���ϱ�����2004, 3: 17-20.
SHUI Yi, ZHANG Peng-chen, JIANG Chi, et al. Form structure and performance of plasma-sprayed ZrO2 nanometer coating [J]. Materials Protection, 2004, 3: 17-20.
[63] ZHOU C G, Wang N, Wang Z B. Thermal cycling life and thermal diffusivity of a plasma-sprayed nanostructured thermal barrier coating[J]. Scripta Materialia, 2004, 51: 945-948.
[64] �� �棬���¹⣬����������. ����������Ϳ���ṹ����Ϳ������֯������[J]. �й���ɫ����ѧ����2006��16(3): 482-487.
LIN Feng, YU Yue-guang, JIANG Xian-liang, et al. Microstructures and properties of nanostructured TBC fabricated by plasma spraying [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 482-487.
[65] ���鲨,������,��ݱ�.�ݶ�����Ϳ������[J]. ����ѧ����2002, 23(5): 467-472.
GAO Hong-bo, GONG Sheng-kai, XU Hui-bin. The design of gradient thermal barrier coating [J]. Acta Aeronautica et Astronautica Sinica, 2002, 23(5): 467-472.
[66] Portinhaa A, Teixeiraa V, Carneiroa J. Characterization of thermal barrier coatings with a gradient in porosity [J]. Surface and Coatings Technology, 2005, 195: 245-251.
[67] �� ³���������������ܣ���. �����ݶ�����Ϳ���ȸ����µ�����Ԫ����[J]. ����ѧ����1999, 20(1): 51-54.
WANG Lu, LV Guang-ze, WANG Fu-zhi, et al. Finite element analysis of functionally graded thermal barrier coatings under thermal loaded [J]. Armory Transaction, 1999, 20(1): 51-54.
[68] ��ѧ�������Һ죬������.�ݶ�����Ϳ����о���״[J]. �й����湤�̣�2004, 3(12): 5-12.
WANG Xue-bing, ZHANG Xin-hong, DU Shan-yi. Current status of graded thermal barrier coatings [J]. China Surface Engineering, 2004, 3(12): 5-12.
[69] Khor K A, Dong Z L, Gu Y W. Plasma sprayed functionally graded thermal barrier coatings [J]. Materials Letters, 1999, 38: 437-444.
[70] Padture N P, Schlichting K W, Bhatia T. Towards durable thermal barrier coatings with novel microstructures deposited by solution precursor plasma spray [J]. Acta Materials, 2001, 49: 2251-2257.
[71] XIE Liang-de, Jordan E H, Padture N P. Phase and microstructural stability of solution precursor plasma sprayed thermal barrier coatings [J]. Mater Sci Eng A, 2004, A384: 189-195.
[72] XIE Liang-de, MA Xin-qing, Jordan E H. Identification of coating deposition mechanisms in the solution-precursor plasma-spray process using model spray experiments [J]. Mater Sci Eng A, 2003, A362: 204-212.
[73] XIE Liang-de, MA Xin-qing, Ozturk A. Processing parameter effects on solution precursor plasma spray process spray patterns [J]. Surface and Coatings Technology, 2004, 183: 51-61.
[74] Gell M, XIE Liang-de, MA Xin-qing. Highly durable thermal barrier coatings made by the solution precursor plasma spray process [J]. Surface and Coatings Technology, 2004, 177/178: 97-102.
[75] Gell M, XIE Liang-de, Jordan E H, et al. Mechanisms of spallation of solution precursor plasma spray thermal barrier coatings [J]. Surface and Coatings Technology, 2004, 188-189 (11/12): 101-106.
������Ŀ���������²���ѧ�ع���Ա���ŷ�չ������Ŀ
�ո����ڣ�2006-05-11�������ڣ�2006-11-09
ͨѶ���ߣ�������������; �绰��0731-8876307��E-mail: xljiang@mail.csu.edu.cn
(�༭���°���)
[6] ��ݱ�,������,����˳. ���շ���������Ϳ�������ϵ���о�[J].����ѧ��, 2001, 21: 7-12.
[16] ������. ����21���͵�����Ϳ��ṹ���[J]. ���ϱ���, 2000, 33: 86-88.
[33] �� ά������ϼ����п�. ����Ϳ��������ܺ�ʧЧ�����о���չ[J]. ��ѧ��չ��2003, 33: 548-559.
[36] �� �棬������. ����Ϳ����о���չ[J].���ܲ���, 2003, 34: 254-257.
[38] ����˨, ����ǿ, ������. �ڸ�����价���е�����Ϳ��ʧЧ��Ϊ[J]. ����ѧ����2005, 26: 121-124.
[41] ��־ƽ�������壬�� ��. ����ͿͿ�����Ӧ���IJ��������[J]. ����ѧ����1999, 20: 278-285.
[42] Ӧ��ʤ, ��ȫ��, �����. ����������ͿͿ���в���Ӧ������[J]. ���漼����2004, 33: 15-17.
[43] �� ά������ϼ�����ĺ�. ����ͿͿ���в���Ӧ�����������о���չ[J]. ��ѧ��չ��2002, 32: 41-56.
[49] ������. ������������Ϳ������Ԥ��Ļ�����������[J]. ��ʴ��ѧ�����������2005, 17: 12-14.
[50] �� �. ��ѭ������������Ϳ��������Ԥ��[J]. ���չ�����ά�ޣ�2000, 1: 30-31.
[54] ��־���������꣬��ӭ��. ����Ϳ�Ʊ�����Ϳ����о���״��չ��[J]. ����ѧ����2003, 24: 94-96.
[55] �����������ĸģ��� ��. ����Ϳ����о���չ[A]. ���߽��������Ϳ���ֻ��ߵڰ˽�ȫ������Ϳ���[C]. 2004: 35-38.
[61] ����꣬�����壬�� �Σ���.��������������Ϳ��YSZ��������Ϳ����۽ṹ[J]. ����ѧ��, 2003, 39(4)��31-36.
[62] ˰ �㣬�����̣��� �ۣ���.����������Ϳ���������Ϳ�����֯�ṹ������[J]. ���ϱ�����2004, 3: 17-20.
[65] ���鲨,������,��ݱ�.�ݶ�����Ϳ������[J]. ����ѧ����2002, 23(5): 467-472.
[67] �� ³���������������ܣ���. �����ݶ�����Ϳ���ȸ����µ�����Ԫ����[J]. ����ѧ����1999, 20(1): 51-54.
[68] ��ѧ�������Һ죬������.�ݶ�����Ϳ����о���״[J]. �й����湤�̣�2004, 3(12): 5-12.
