
���ε�����Ӵ������ᾧ������������Ϊ
������, �˰�Ԫ, ������, ������, �ռ���
(������ѧ ���ϵ�Ź��̽������ص�ʵ����, ���� 110004)
ժ Ҫ��
ͨ����̬��ģ��ʵ��, ���õ��۵�Sn-32%Pb-52%Bi(��������)�Ͻ���Ϊ��Һ��ģ�����, �о���ͬ���ղ����¾��ε�����Ӵ������ᾧ������������Ϊ�ı仯���ɡ� �������: ���ھ��ε�����Ӵ��ᾧ�������Ľṹ����, ���������������ϵķֲ����в�������; ���Դ��������, ������߶�����, ͬʱ�����Ӿ�; ʵ����������ȦӦ���������ᾧ���ڲ�λ�ð�װ, ���������������߶Ⱥ���ǿ�������ȶ���; ��ע������, Ӧ��ʹ��עҺ�澡���ܵĿ�������Ȧ����ƫ��λ��; ����ԴƵ������ʱ, Ӧ��ͬʱ�ʵ�����ߵ�������֤���Ӵ�Ч����
�ؼ���: ������Ӵ�; ����; ��������״; �ᾧ�� ��ͼ�����: TG249.7
���ױ�ʶ��: A
Behavior of meniscus in soft-contact electromagnetic continuous casting (EMCC) rectangular mold
ZHANG Lin-tao, DENG An-yuan, ZHANG Xing-wu,WANG En-gang, HE Ji-cheng
(Key Laboratory of Electromagnetic Processing of Materials,Ministry of Education, Northeastern University, Shenyang 110004, China)
Abstract: According to different technological parameters, meniscus shapes were investigated experimentally. A low-melting-point alloy of Sn-32%Pb-52%Bi was used to simulate the molten steel, and a high frequency magnetic field was applied for realizing soft contacting. The results show that the shape of meniscus is non-homogeneous because of the structure of the rectangular mold, and the height of meniscus will enlarge as increasing the power, and at the same time the meniscus fluctuate aggregately. The coil should be placed near the top of the mold and the initial free surface level should be placed in the middle of the coil in practice. The coil current should be enhanced to ensure the effects of soft-contact electromagnetic continuous casting (EMCC) when increasing the input frequency.
Key words: electromagnetic soft-contact; continuous casting; meniscus shape; mold
�ڸֵ�����������, �ᾧ���������������ᾧ���ڵ���״��, ������������ʼ���̿Ǻͽᾧ��֮���ճ����ɴ�������¹ʡ� �����������������������, ����Ӱ���������ı�������, ͬʱ����۵ײ�������������ƺ�����֯ƫ���� Ϊ�˸�������״��, Vives[1]����˵�����Ӵ����������� ������Ӵ��������������ý���ų���Һ̬�����в����ĵ��ѹ�������ٽᾧ����Һ̬�����ͽᾧ����֮��ĽӴ�ѹ��, �Ը��������ij�ʼ���̹���, ʹ�����ı�������������֯�õ����ơ� ���������о�����������øü��������õ�����������������������ͨ��������[2, 3]��
������Ӵ�����������, ��������ʽ�ᾧ���ڲ��Ĵų��ֲ�����������Ϊ���о���Ϊ��Ҫ, ��Ҳ�ǵ�ǰ�о����ȵ㡣 �����Ŀ��ƽᾧ���ڲ��ų��ֲ�����������Ϊ�������������ʮ����Ҫ�� ����������ѧ�߽����˴������о�[4-10]�� Tho��[11]���ź��[12]ͨ��ʵ��ķ��������������Ϊ�����˴������о�, ָ������������Ϊ���������������Ĺ�ϵ, ͬʱ, Nakata��[13]��������ʹŸ�Ӧǿ��֮��Ĺ�ϵ������̽��, Evans��[14]�����������״��������ֵģ�⡣ ͬʱ, ������ɫ��������, ��Ը�����״�����ĵ�����Ӵ������Ѿ������˺ܶ��о�[15, 16], ���ָü�������������������� �����ڸֵ��ܶȽϴ�, ����������������ʹ�õĽᾧ���ṹ����, ���, Ŀǰ��Ըֵĵ�����Ӵ��������о���Ҫ������Բ���ͷ��������, �Ժ������� ������Ӹ��ӵľ��������о�����, �����Ǵų�Ƶ�ʶ���������Ϊ��Ӱ�컹δ��������
����������Sn-32%Pb-52%Bi(��������)�Ͻ�Ϊģ�����, �Բ�ͬ��Ƶ��ԴƵ����240mm��60mm�������Ӵ��ᾧ���ڵ���������Ϊ����ʵ���о���
1 ʵ��
��ʵ�����ͨ���з��ͭ�ʽᾧ��, ����Sn-32%Pb-52%Bi���۵�Ͻ���ܶȼ��������ʺ�Һ����, ��˲��øõ��۵�Ͻ�ģ���Һ���о�������Ӵ��ᾧ���ڵ���������Ϊ�� ��ʵ�������, ���Բ�����ʵ���������1��ʾ��
��1 ���Բ�����ʵ������
Table 1 Experimental parameters

������������״���÷�����Ҫ�н��Ʒ��� �պ۷��� ̽�뷨�ͼ����λ��4�֡� ��ͼ1��ʾ, ���Ʒ���ָ������Ƭ���뵽����ų������µ�Һ̬���ڽ�����, ����Һ̬�Ͻ�ͽ���Ƭ֮�䷢�����Ͻ�Ӧ����ճ������, �Ӷ������������״�ķ����� �÷���������, ��ȡ���ݷ��㡣 ��ʵ��������ַ�����

ͼ1 ���������λ�úͷ���
Fig.1 Testing sites and method of meniscus
���ǵ����νᾧ���ṹ�ĶԳ���, ѡȡ�����1/4��Ϊ�о�����, ��ͼ1��ʾ, �ֱ�ѡ��ᾧ�������з촦(λ��1)�� ����ְ���(λ��2)�� �Dz�(λ��3)��խ���з촦(λ��4)��Ϊʵ���еIJ���λ�á�
2 ���������
2.1 �������Ӵ��ᾧ���ڵ���������״
ͼ2��ʾ�ǵ�����Ƶ��Ϊ22kHz�� ��Դ����Ϊ57kW�� ���۵�Ͻ����ɱ������Ȧ����λ��ƽ��(h=-35mm, ������λ������Ȧ��������ʱ�涨Ϊ��)�� ��Ȧ���غͽᾧ�����ؾ���Ϊ35mmʱ(hcoil=35mm), ��ͬ����λ�õ���������״��
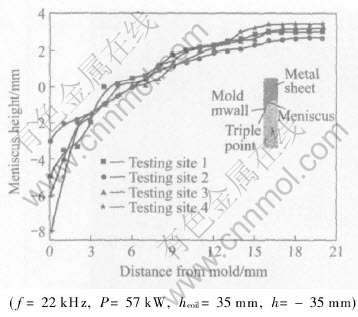
ͼ2 ��ͬ����λ�ô���������״
Fig.2 Shapes of meniscus at different testing sites
��ͼ2�п��Կ���, �������Ӵ��ᾧ������������������ı��ξ��в������ԡ� �ڽᾧ���ĽDz�λ��(λ��3)��խ���з촦(λ��4)������߶Ƚϸ�, Ȼ�������νᾧ�������з촦(λ��1)�� ����ְ��崦(λ��2)����, ���ǵ�������߶�����Ϊ11.4�� 9.2�� 8��5.7mm�� �з촦�������λ��Ҫ�ȷְ��崦��������λ�õ�, �Ӵ���Ҫ�� ��������խ���ϵĿ��Ƚ϶�, �ų��Ӷ��ڽDz��Լ�խ���ϳ����˵�������, �����˸ô��ĴŸ�Ӧǿ������[17], ͬʱ�����˽Dz��Լ�խ��λ���ϵĵ��ѹ��, �����˽Ӵ������� ͬ��, λ��4��������߶�Ҫ����λ��1�� ����խ����ȵ�����, ���ֵ��ӵ������������ �������խ�泤����ͬʱ, ������ľ�������á�
�ͽᾧ���������Ĵ�����, ���ڽᾧ���Ը�Ƶ�ų����ڼ���ЧӦ, λ��1��λ��2�ĵ��ѹ����Ҫ��ͨ���ᾧ���Ͽ�����з����Ĵų��������� ���, �з촦��������߶�Ҫ�ȷְ����������߶ȸߡ� ������IJ����ȱ������ɽᾧ���ķְ���Ľṹ��������, Ϊ����������IJ�������, �б�Ҫ�ھ��νᾧ�����������з���, �ر����ڿ������ĸ����ɲ��ò������з췽���� ����Ų��������ı�ʱ, ��������ֲ����ɲ��䡣 ���, �ڽ��нᾧ����ƵĹ�����Ӧ�ó�ֿ������ڽᾧ���ṹ�IJ�ͬ�����������ֲ��IJ�������, ��ʵ��������, ҲӦ���ǵ�����������IJ��������������������������ȱ�ݡ�
2.2 ��Դ���ʶ���������״��Ӱ��
ͼ3��ʾΪ�ڶ���ߴ�Ϊ234mm��54mm�������е��۵�Ͻ�IJ�������� ͼ4(a)��ʾΪ��f=35kHz�� hcoil=55mm, h=0mmʱ�ڲ���λ��1����Դ���ʲ�ͬʱ��������߶ȡ� ��Դ���ʶ�������߶ȵ�Ӱ�������ԡ� ��ͼ3��ͼ4(a)���Կ���, �ᾧ�������ڵ��۵�Ͻ����������Ź��ʱ仯����һ�����ɡ�

ͼ3 ��ͬ��������������״
Fig.3 Meniscus shapes with different input powers
���ŵ�Դ��������, ������߶�����, ���ڽ���������ᾧ���ڱڵij̶�����, �����λ��������, ���±������������, ͬʱ����˱�������������, �����������ij�ʼ���̹���, ��������������� ����Ҫ�����ڹ��ʵ����������˼�������������, ���յ��µ��ѹ��������, �����������ĸ߶ȡ� ����ʵ�鷢�����ŵ�Դ������ʵ�������, �����沨���Ӿ�, ��������ȶ��Ա��, ʹ�����ij�ʼ���̻�����, �����ڻ�ñ����������õ��������� ���, ��ʵ�ʵ�������, Ҫ��ñ����������õ��������ͱ���ѡ����ʵĸ�Ƶ��Դ��������ʡ� ͬʱ, �����ʹ���ʱ, ��������ָ��ۺ��ܺĵ�����, �����ڽ��ܡ� ��������ı�������, �ڱ�֤���˸߶ȵ������, �ɽ����ʿ�����60~70kW���ҡ�
2.3 ��ʼҺ������Ȧ�����λ�ö���������״��Ӱ��
ͼ5(a)��ʾΪ��f=35kHz�� P=56kW�� hcoil=55mmʱ�ڲ���λ��1����ͬhʱ��������߶ȡ� ͼ4(b)��ʾ����ͬ������ʵ��������õ���������״����Ƭ�� ͼ4(b)��ʾΪ��f=35kHz�� P=56kW�� hcoil=55mmʱ�ڲ���λ��1����ͬhʱ����������״����Ƭ�� ��ͼ4(b)���Կ���: ��ʵ������������������ֲ���������, ����ʼ�Ͻ�Һ������Ȧ����ƫ��λ�ø���ʱ(h=21mm), ������ĸ߶Ƚϸߡ� �ڸ�λ����, �ӽᾧ���з촦����
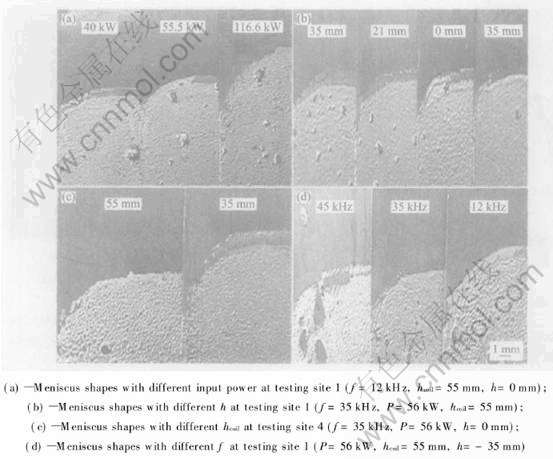
ͼ4 ��ͬ���������½ᾧ������������״
Fig.4 Meniscus shape under different technological conditions
�ᾧ���ڵĴų��� �ӽᾧ���ڲ�����ᾧ���ڵĴų��� �Լ��ᾧ�������ڽ�����Ӧ���Ĵų����ۺ�Ч����ѡ� ��ʱ, ���ڽ���������ᾧ���ڱڵij̶����, �������������, ���Ӵ�Ч����á� ���, ��ʵ�ʵ�ʵ����, ���ھ�����������Ӵ�����, ��Һ��ij�ʼλ��Ӧ�ÿ�������Ȧ����ƫ��λ�ú���Ȧ����֮��, ��ʱ, �ɻ�ýϴ�ĵ����, ͬʱʹ�ų��õ��������, �Ӷ��ڻ��������������������ͬʱ, ʵ�ֽ���Ŀ�ġ�
2.4 ��Ȧ����ڽᾧ����λ�ö���������״��Ӱ��
ͼ5(b)��ʾΪ��f=35kHz�� P=56kW�� h=0mmʱ�ڲ���λ��4����ͬhcoilʱ��������߶ȡ� ͼ4(c)��ʾΪ��ʵ���������ͬ��������������״����Ƭ�� ���Կ���: ��������������������, ��Ȧ���غͽᾧ���������Ϊ35mm��55mmʱ, ������߶ȷֱ�Ϊ14mm��12.8mm�� ǰ��Ҫ�Ⱥ��ߴ�9.4%�� ����Ҫ�����ڵ���Ȧ��λ����ᾧ���ڲ��ƶ�ʱ�ᾧ���ڲ��ĴŸ�Ӧǿ�ȵõ�����ǿ, ʹ������߶����� ���, ��ʵ�ʵ��������̵���, Ϊ�˴ﵽ�ȽϺõ����Ӵ�Ч��, ��ߴų�������, �ڹ����������ɵ�������, ��ȦӦ�þ��������ᾧ���Ŀڲ�λ�÷���, ����������ϸ�, �����Ͽ�, ���Ӵ�Ч�����ԡ�

ͼ5 ��ͬ���������½ᾧ����������߶�
Fig.5 Meniscus height in mold with different technological parameters(P=56kW)
2.5 ���Ƶ�ʶ���������״��Ӱ��
����Ƶ��Դ��Ƶ�ʷ����仯ʱ, ���������״��Ӧ�����仯��
ͼ5(c)��ʾΪ��P=56kW�� hcoil=55mm�� h=-35mmʱ��ͬ��ԴƵ��ʱ��������߶ȡ� ��Ƶ�ʷֱ�Ϊ45�� 35��12kHzʱ, ��������߶ȷֱ�Ϊ6�� 8��10.2mm, ���������Թ�ϵ��С�� ����, ����Ȧ�ͽᾧ�������λ�÷����仯ʱ, ������߶����ԴƵ�ʱ仯�Ĺ��ɱ��ֲ��䡣 ͼ4(d)��ʾΪʵ���������ͬʵ�������µ���������״����Ƭ�� ��˵������ʵ��ʹ�õĸ�Ƶ��Դ����, ��Ƶ�����ʱ, �������ղ�������ʱ, ������߶ȼ�С, �����λ������, �Ӵ��Ǽ�С, �䱣����������С�� �������ڵ���Ƶ��ԴƵ������ʱ, ��Ч��ϵͳ���ܸп������˱仯�� ͨ������Ȧ�����IJ��Ա���, �������˸�Ӧ��Ȧ�ڼ��������ı仯, �Ӷ�Ӱ�쵽���ڽ���������ı仯��
���, ��Ա�ʵ����ʹ�õĸ�Ƶ��Դ����, ����ߵ�ԴƵ�ʵ�ͬʱӦ���ʵ���������, ���ֲ����ڵ�������������IJ������ء� ��Խ���ʵ����ʵ��, ��������ʵ����������һ����ָ�����塣
3 ������֤
����������ʵ����, ȷ������ѵĹ��ղ���, �����Դ���ʡ� ��ԴƵ�ʡ� ���������Ȧ�����λ�õ�, ���õ��۵��Sn-10%Pb�Ͻ����������Ͻ�������ʵ�顣 ������ʵ�������, ��ų�Ƶ��Ϊ20kHz, �����ٶȺͽᾧ������Ƶ�ʷֱ�Ϊ200mm/min��0.7Hz, ���ҿ��Ƶ��۵�Ͻ�����ɱ������Ȧ�����ر���ƽ��, ʹ��5����Ȧ, ��Դ����Ϊ90kW��
ͼ6��ʾΪSn-10%Pb������Ӵ��������ı���״���� ��ͼ���Կ���, ʩ�Ӹ�Ƶ����ų��Ժ�, ���������������Լ��ᡣ
4 ����
1) ��Ծ��ε�����Ӵ��ᾧ������, ������ı��ξ��в�������, �ɲ�ȡ�������з�ȴ�ʩ�����и��ơ�

ͼ6 �ų�������Sn-10%Pb�������ı���״��
Fig.6 Surface appearance of Sn-10%Pb rectangular billet with magnetic field
2) ��Ƶ��Դ��������ʱ, ������߶�����, �����沨������
3) ʵ������������, ��ȦӦ�þ��������ᾧ���ڲ����в���, ���������������ĸ߶�ͬʱ��ǿ��������ȶ��ԡ� ����������Һ��Ӧ�þ���λ����Ȧ����ƫ��λ��, ��ʱ���Ӵ�Ч����á�
4) �����ԴƵ��, ������߶ȼ�С�� �ڵ�ԴƵ������ʱ, Ӧ��ͬʱ�ʵ���ߵ�Դ�������ֲ����ڵ�����������Ľᾧ���ڴŸ�Ӧǿ�ȵ��½�, �Ա�֤���Ӵ�Ч����
REFERENCES
[1]Vives C. Electromagnetic refining of aluminum alloys by the CREM process: Part ��. Working principle and metallurgical results[J]. Metal Trans B, 1989, 20B(10): 623-629.
[2]Cho Y W, Oh Y J, Chung S H, et al. Mechanism of surface quality improvement in continuous cast slab with rectangular cold crucible mold[J]. ISIJ International, 1998, 38(7): 723-729.
[3]Ayata K, Inoue T, Mori H, et al. Improvement of billet surface quality by ultra-high-frequency electromagnetic casting[J]. Kobe Steel, 2001, 11: 1025-1032.
[4]Asai S. Birth and recent activities of electromagnetic processing of materials[J]. ISIJ International, 1989, 29(12): 981-992.
[5]Kim H, Joon P, Sim D J, et al. Effect of electromagnetic field on continuously cast steel billet[A]. The 3rd International Symposium on Electromagnetic Processing of Materials EPM��2000[C]. Nagoya: ISIJ, 2000. 236-240.
[6]Takeuchi E, Miyazawa K I. Electromagnetic casting technology of steel[A]. The 3rd International Symposium on Electromagnetic Processing of Materials EPM��2000[C]. Nagoya: ISIJ, 2000. 20-26.
[7]Cha P R, Hwang Y S, Chung H S, et al. 3D Numerical analysis on electromagnetic and fluid dynamic phenomena in a soft contact electromagnetic slab caster[J]. ISIJ International, 1998, 38(5): 403-410.
[8]LI T J, Sassa K, Asai S. Surface quality improvement of continuously cast metals imposing intermittent high frequency magnetic field and synchronizing the field with mold oscillation[J]. ISIJ International, 1996, 36(4): 410-416.
[9]Ayata K, Miyazawa K, Takeuchi E, et al. Outline of national project on application of electromagnetic force to continuous casting of steel[A]. The 3rd International Symposium on Electromagnetic Processing of Materials EPM��2000[C]. Nagoya: ISIJ, 2000. 376-380.
[10]ZHANG Zhi-feng, WEN Bin, LI Ting-ju, et al. Effects of imposition of multi-electromagnetic field on quality of cast mental in continuous casting[A]. The 3rd International Symposium on Electromagnetic Processing of Materials EPM��2000[C]. Nagoya: ISIJ, 2000. 310-314.
[11]Tho T, Takeuchi E, Hojo M, et al. Electromagnetic control of initial solidification in continuous casting of steel by low frequency alternating magnetic field[J]. ISIJ International, 1997, 37(11): 1112-1119.
[12]Tani M, Toh K, Takeuchi K, et al. Study on initial solidification phenomena by using electromagnetic imposition[J]. CAMP-ISIJ, 1997, 10: 829.
[13]Nakata H, Inoue T, Mori H, et al. Improvement of billet surface quality by ultra-high-frequency electromagnetic casting[J]. ISIJ International, 2002, 42(3): 264-272.
[14]Evans J W, LI B Q, Cook D P. 2D and 3D mathematical models and a physical model of electromagnetic casters[J]. ISIJ International, 1989, 29(12): 1048-1055.
[15]�ŷ���, �ܺ곬, ���ɽ, ��. ����ų����������ֺϽ����������[J]. ��ĩұ����Ͽ�ѧ�빤��, 2005, 10(4): 206-210.
ZHANG Feng-shou, KOU Hong-chao, LI Jin-shan, et al. Solidification characteristics of special alloys under alternating magnetic field[J]. Materials Science and Engineering of Powder Metallurgy, 2005, 10(4): 206-210.
[16]������, ������, �����, ��. ������ǿ�������ϲ��ϵĵ�������о�[J]. ���켼��, 2005, 26(3): 199-201.
WANG Hong-ming, REN Zhong-ming, LI Gui-rong, et al. Research on electromagnetic continuous casting of particle-reinforced aluminum matrix composites[J]. Foundry Technology, 2005, 26(3): 199-201.
[17]�˰�Ԫ, ������, �ռ���, ��. �������Ӵ��ᾧ���ڴų��ֲ���ʵ���о�[J]. ����ѧ��, 2003, 39(10): 1105-1109.
DENG An-yuan, WANG En-gang, HE Ji-cheng, et al. Experimental study of distribution of magnetic flux in rectangular soft-contact mold[J]. Acta Metallurgica Sinica, 2003, 39(10): 1105-1109.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2001AA337040); ����ʡ���깥�ؼƻ��ش�������Ŀ(2005221006); ����ʡ�����˲Ż���������Ŀ(2005221004)
�ո�����: 2005-11-09; ������: 2006-04-30
ͨѶ����: �˰�Ԫ, ������; �绰: 024-83681716; E-mail: denganyuan@hotmail.com
