

Preparation of TiAl3-Al composite coating by cold spraying
SHEN Li(�� ��), KONG Ling-yan(������), XIONG Tian-ying(����Ӣ), DU Hao(�� �), LI Tie-fan(������)
State Key Laboratory of Corrosion and Protection, Institute of Metal Research, Chinese Academy of Science,
Shenyang 110016, China
Received 18 June 2008; accepted 10 March 2009
Abstract:
TiAl3-Al coating was deposited on orthorhombic Ti2AlNb alloy substrate by cold spraying with the mixture of pure Al and Ti as the feedstock powder at a fixed molar ratio of 3?1 when the spraying distance, gas temperature and gas pressure for the process were 10 mm, 250 �� and 1.8 MPa, respectively. The as-sprayed coating was then subjected to heat treatment at 630 �� in argon atmosphere for 5 h at a heating rate of 3 ��/min and an argon gas flow rate of 40 mL/min. The obtained TiAl3-Al composite coating is about 212 ��m with a density of 3.16 g/cm3 and a porosity of 14.69% in general. The microhardness and bonding strength for the composite coating are HV525 and 27.12 MPa.
Key words:
cold spraying; TiAl3-Al composite coating; orthorhombic Ti2AlNb alloy; high temperature oxidation;
1 Introduction
Cold spray processing is a high-rate deposition process in which powder particles are accelerated to velocities in the range of 300-1 200 m/s by a supersonic gas jet equipped with a converging diverging de Laval nozzle. In the process, the temperature of the carrier gas and particles remains far below the melting temperature of the powders sprayed. Therefore, the particles are in the solid state as they hit the substrate, and deposit on the substrate to form coatings through plastic deformation and cold welding. The coatings fabricated by cold spraying usually have low oxide content, low thermal stress and low porosity[1-5].
Titanium intermetallic composite alloys have significant properties[6-8], such as lower density, high specific strength and high elastic modulus. However, these alloys suffer from high temperature oxidation and environmental enbrittlement[9-10]. It is generally accepted that a protective coating is desirable for these titanium aluminide alloys[11]. It was reported that TiAl3 was an intermetallic compound which showed good oxidation resistance[12]. But it is hard to make an efficient TiAl3 coating on titanium alloys because of too much microcracks formed during the preparing process of the coating[13].
In this study, a TiAl3-Al composite coating was fabricated by cold spray and subsequent heat treatment. The microstructure, component and phase structure of the coating were studied.
2 Experimental
Commercially spherical Al (99.5%) and irregular shape Ti (99.0%) powders were used as received. The morphologies of the two powders are shown in Fig.1. Both powders were sieved to the size range of 25-37 ��m and then blended in a V-type milling machine for 48 h at a fixed molar ratio of 3?1 (Al to Ti). The mixed powders were dried at 80 �� before spraying.
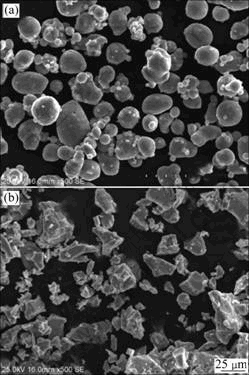
Fig.1 SEM images of feedstock powders: (a) Al; (b) Ti
The substrate material was Ti-22Al-26Nb-1Mo provided by Engineering Alloys Division, Institute of Metal Research, Chinese Academy of Science. The specimens were cut into 16 mm in diameter and 1 mm in thickness. The surface was ground with SiC paper up to 800 grit, cleaned ultrasonically using anhydrous alcohol, dried and then pilled with alumina before coating deposition. The carrier gas for the process was air. Fig.2 shows the schematic drawing of the experimental set-up.
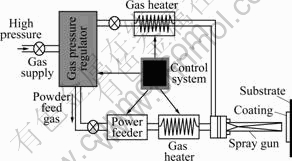
Fig.2 Schematic drawing of cold spray system
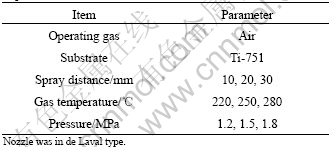
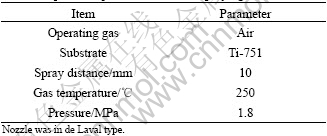
The orthogonal experiment was desinged to optimize the spraying operation condition. The parameters influencing the process significantly, such as spray distance (mm), gas temperature (��) and pressure(MPa), were selected as the key factors for a three factor- three level orthogonal experiment (Table 1).
Table 1 Key parameters for three factor-three level orthogonal experiment
The as-sprayed coatings were obtained first by cold spraying and then subjected to heat treatment at 630 �� in argon atmosphere with a heating rate of 3 ��/min and an argon gas flow rate of 40 mL/min. After heat treatment for 5 h, the samples were cooled down to room temperature in the furnace. The obtained samples were ground to 100 ��m in general.
The density of the coatings was calculated through Eq.(1):
��=m/V (1)
where �� is the density of the coatings; m is the mass of the coatings; V is the volume of the coatings.
The morphology was observed by SEM (Hitachi SN-3400). The phases in coating were characterized by XRD (Shimazu, D/Max-2500pc).
The microhardness of the both coatings was measured using a conventional Vickers hardness tester (FV-700). The adhesion measurement was performed on a tensile testing machine (AG100-KNG) according to ASTM C 633��79.
3 Results and discussion
3.1 Orthogonal experiment
The densities of as-sprayed coatings under different cold spray parameters were calculated. The corresponding porosities of the so-prepared coatings were obtained by SEM image analysis method[14]. The two parameters of the coatings are listed in Table 2, as well as the corresponding cold spray parameters.
Table 2 Results of orthogonal experiment L9(33)
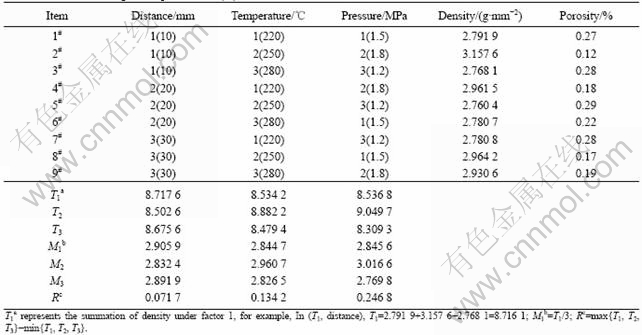
The density of coating was 3.157 6 g/cm3 and the corresponding parameters resulting in this composite coating are given in Table 3. The composite coating studied in the following section was prepared under this condition.
Table 3 Optimized parameters of cold spraying
3.2 XRD analysis
Fig.3 shows the XRD patterns of the Al/Ti blended powder, the as-sprayed coating and the coating after heat treatment. The as-sprayed coating exhibits the same structure with Al/Ti mixed powder. There are no peaks of the oxides of Ti and Al, indicating that the feedstock powders were not oxidized in the cold spraying process. The phases of TiAl3 and Al are detected in the coating after heat treatment. This means that the coating prepared is an Al-rich composite coating. The Ti particles embedded in the Al matrix reacted with the Al particles and TiAl3 formed prior to other type of Ti-Al composite under this condition[15]. This reaction takes place completely for the Gibbs free energy of forming TiAl3 is the minimum compared with all the other type of Ti-Al intermetallic compounds.
Ti(s)+Al(s)��TiAl3 (2)

Fig.3 XRD patterns of feedstock powders, coating as-sprayed and coating after heat treatment
3.3 Cross-section morphology observation
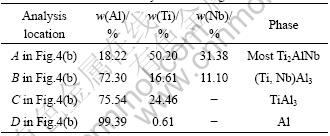
Fig.4 shows the cross-sectional SEM image of the as-sprayed Al/Ti composite coating and the coating after heat treatment. As shown in Fig.4(a), the Ti particles (Table 4, A) are embedded in continuous Al matrix (Table 4, B) and keep their original size and shape unchanged. Pores were formed mainly around the Ti-rich regions and the porosity was 0.12% through SEM image analysis method[14]. After heat treatment (Fig.4(b)), the embedded Ti particles become larger than those before heat treatment and the porosity of the coating increases to 14.69% due to the reaction of forming TiAl3, which is a volume expanding reaction. Fig.4(b) also shows that there is an interdiffusion layer of about 10 ��m formed between the substrate and the coating. It is mainly composed of (Ti,Nb)Al3, as indicated by the corresponding EDS analysis (Table 5, B).
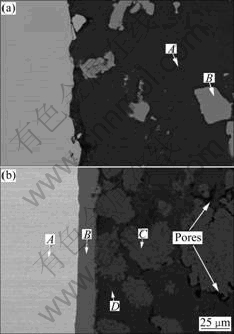
Fig.4 Cross-section BSE SEM images: (a) Coating as-sprayed; (b) Coating after heat-treatment
Table 4 Results of EDX analysis of as-sprayed coating prepared by cold spraying
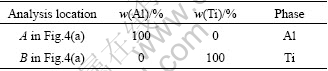
Table 5 Results of EDX analysis of coating after heat treatment
3.4 Microhardness and bonding strength of TiAl3-Al coating
The microhardness of the substrate is HV495. The average microhardness values of the Al and Ti areas for the as-sprayed composite coating are HV69 and HV154, respectively. But the values increase to about HV525 in general after annealing because of the formation of intermetallic compound TiAl3.
The bonding strength of the annealed coating with an thickness of 212 ��m is about 27.12 MPa. Fig.5 shows that the bonding strength increases as the thickness of the coating decreases.
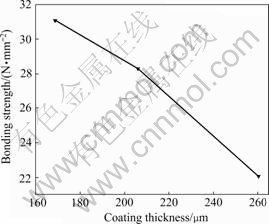
Fig.5 Relationship between bonding strength and coating thickness
4 Conclusions
1) Al-Ti powder mixture was sprayed on titanium intermetallics by cold spraying. The optimized parameters for preparing coating are as follows: spraying distance of 10 mm, gas temperature of 250 ��, and gas pressure of 1.8 MPa.
2) The as-prepared TiAl3-Al composite coating has a density of 3.157 6 g/cm3 and porosity of 14.69%.
3) The average microhardness for TiAl3-Al is HV525; and the average bonding strength for the coating is 27.12 MPa with a total coating thickness of about 212 ��m.
References
[1] DYKHUIZEN R C, SMITH M F. Gas dynamic principles of cold spray [J]. Journal of Thermal Spray Technology, 1998, 7(2): 205-212.
[2] ASSADI H, G?RTNER F, STOLTENHOFF T, KREYE H. Bonding mechanism in cold gas spraying [J]. Acta Materialia, 2003, 51(15): 4379-4394.
[3] ALKNIMOV A P, KOSAREV V F, PAPYRIN A N. A method of cold gas-dynamic spraying [J]. Dokl Akad Nauk SSSR, 1990, 315: 1062-1065. (in Russian)
[4] XIONG T Y, WU J, JIN H Z, LI M, WU M J, LIU X, LI T P. Introduction to a new technology��Cold gas dynamic spray [J]. Corrosion Science and Protection Technology, 2001, 13(5): 267-269.
[5] CHENQ O. Equipment engineering and process control for cold spraying [C]// Proceedings of the International Thermal Spray Conference. Osaka: ASM, 2004: 309-314.
[6] CHU F, MITCHELL T E, MAJUMDAR B, MIRACLE D, NANDY T K, BANERJEE D. Elastic properties of the O phase in Ti-Al-Nb alloys [J]. Intermetallics, 1997, 5(2): 147-156.
[7] BANERJEE D, GOGIA A K, NANDI T K, JOSHI V A. A new ordered orthorhombic phase in a Ti3Al-Nb alloy [J]. Acta Metallurgica, 1988, 36(4): 871-882.
[8] MAO Y, LI S Q, ZHANG J W, PENG J H, ZOU D X, ZHONG Z Y. Microstructure and tensile properties of orthorhombic Ti-Al-Nb-Ta alloys [J]. Intermetallics, 2000, 8(5/6): 659-662.
[9] LEYENS C, GEDANITZ H. Long-term oxidation of orthorhombic alloy Ti-22Al-25Nb in air between 650 and 800 �� [J]. Scripta Materialia, 1999, 41(8): 901-906.
[10] RALISON A, DETTEMWAMGER F, SCH?TZE M. Oxidation of orthorhombic Ti2AlNb alloys at 800 �� in air [J]. Materials and Corrosion, 2000, 51(5): 317-328.
[11] BRAUN R, LEYENS C. Protective coatings on orthorhombic Ti2AlNb alloys [J]. Materials at High Temperatures, 2005, 22(3/4): 437-447.
[12] SMIALEK J L. Oxidation kinetics of cast TiAl3 [J]. Scripta Metallugica et Materialia, 1992, 26(11): 1763-1768.
[13] KUNG S C. High-temperature coating for titanium aluminides using the pack-cementation technique [J]. Oxid Met, 1990, 34: 217-228.
[14] DESHPANDE S, KULKARNI A, SAMPATH S, HERMAN H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering [J]. Surface Coatings Technology, 2004, 187(6): 6-16.
[15] Van LOO F J J, RIECK G D. Diffusion in the titanium-aluminium system (II): Interdiffusion in the composition range between 25 and 100at.% Ti [J]. Acta Metallurgica, 1973, 21: 73-84.
Corresponding author: XIONG Tian-ying; Tel: +86-24-23971746; E-mail: tyxiong@imr.ac.cn
DOI: 10.1016/S1003-6326(08)60369-6
